
Abstract
The development and application of mould powder for high-speed continuous casting of steel is described. For thin slab casting, the main requirements are proper powder melting, undisturbed slag infiltration, adequate strand lubrication and the control of mould heat transfer. For increased casting speeds i.e. up to 8 m/min, slag infiltration and in particular the control of mould heat transfer via crystallisation of the slag film becomes even more important. It was found that a low powder consumption and hence a thin slag film is no restriction for an undisturbed thin slab casting process. Given a stable casting process and machine condition, the mould powder properties are not as critical as widely assumed.
Thin slab casting
Introduction
Thin slab casting (slab thickness <100 mm) started commercial operation in 1989. Since commissioning of the first commercial caster in Crawfordsville, USA, the quality level and the production capacity has improved significantly. In 2010, almost 40 installations as well as ten plants under construction provide a worldwide production capacity of 83 Mt/y. The need for further development of this technology has been addressed with a focus on both process and product development.Citation1
Thin slab casting technology and developments toward high casting speeds
A study in 2000 revealed that the operational stability for high-speed casting entirely rests on meniscus stability with the necessary support of uniform lubrication; the need for regular initial solidification is highlighted. Within the range of feasible mould lengths, a shell thickness at mould exit of around 5 mm appears adequate for operation at casting speeds of up to 13–20 m/min.Citation2 These very high casting speeds are currently not applied at the commercial casters for operational reasons.
A main part of the commercial thin slab casters (including the plant in Crawfordsville) is based on the concept of Compact Strip Production (CSP). This technology was introduced by SMS Siemag (formerly SMS Demag) and is characterised by a vertical design with in-line bending, a funnel-shaped mould, an especially designed submerged entry nozzle (SEN) and a mould thickness of around 60 mm. The casting speed is normally in the range between 4.5 and 6 m/min; some exceptions are heats cast up to 7.0 m/min. Nowadays, SMS offers the principles of both a vertical solid bending (VSB) and a vertical liquid bending (VLB) strand guide system. For VSB, the highest throughput is achieved with a casting thickness of 70 mm; for VLB the casting thickness is between 70 and 100 mm. Liquid core reduction is applied at both caster concepts. Breakout prediction and width-dependent secondary cooling are also standard options.Citation3
Another thin slab casting concept was introduced by Danieli. Experiments at a pilot caster demonstrated casting speeds up to 12 m/min. A key item of this concept is the stability at the meniscus, resulting in uniform initial solidification. Consequently, a well-defined mould fluid flow, an advanced meniscus level control system using eddy current techniques, a lens-shaped mould and a proper design of the taper are main points of interest. Various plants worldwide apply the Danieli concept.Citation4
Sumitomo Metal Industries (now Nippon Steel & Sumitomo Metal Corporation) developed the Quality Strip Production (QSP) process with a focus on high-speed casting of low carbon (LC) and peritectic (crack-sensitive) steel grades.Citation5 The QSP process is characterised by a vertical bending-type caster (slab thickness 90–100 mm), a parallel mould equipped with a ruler-type electromagnetic brake (EMBr), a ‘conventional’ round-shaped SEN and liquid core reduction. An advanced mould level control system based on eddy current techniques and especially designed mould powders complete this casting concept. At a pilot caster, LC steels have been cast at a maximum of 8 m/min and peritectic steels up to 5 m/min and incidentally up to 10 m/min. Currently, the operational casters do not practice the high casting speeds, as addressed above. However, adequate mould level control using eddy current techniques, mould powder design and a parallel mould are considered to be essential aspects. A high yearly production of more than 1.8 Mt coils based on one strand has been reported.Citation6
Finally, the In-Line Strip Production (ISP) process, jointly developed by Mannesmann Demag Hüttentechnik (MDH, now part of SMS Siemag) and Arvedi started production in 1992 at Arvedi, Italy. The concept of ISP was introduced at three other plants, including POSCO and Tata Steel in IJmuiden (Direct Sheet Plant, DSP). The concept of ISP underwent various improvements and developments. Based on the experiences at Arvedi ISP, the Endless Strip Production line was developed together with Siemens VAI aiming at endless rolling of high-quality strip in a wide range of steel grades.Citation7,Citation8 The mould is of a funnel type and is equipped with an EMBr, and a mould level control system using fast eddy current techniques is applied. An important subject is the control of initial shell formation in the upper area of the mould. With this concept, casting speeds up to 7 m/min are reported; the breakout ratio is very low.Citation9
Furthermore, POSCO improved the ISP-concept enabling a maximum casting speed of 8 m/min and an increased production capacity. Some main points of interest are: A funnel-shaped mould including the EMBr, mould width change technology, mould powder properties, breakout prediction and secondary cooling enabling uniform slab surface temperatures and the control of bulging.Citation10
Thin slab casting at Tata Steel, IJmuiden
The thin slab caster at Tata Steel IJmuiden (DSP) started production in 2000. The designed production level is 1.3 Mt/y of coils. The liquid steel is produced in the adjacent steel plant in 320 tonne batches and is treated in a ladle furnace. The caster has one strand and is equipped with a funnel-shaped mould, an adjustable multiple pole EMBr and a hydraulic oscillation system.Citation11 The mould level is measured using a radiometric system. Liquid core reduction decreases the slab thickness from 90 mm to 70 mm. The main specifications are summarised in .
Table 1 Main specifications DSP
During the intervening years, several technological developments have been implemented in order to improve the operational performance.Citation12 Important subjects were to further improve the stability of mould fluid flow as well as the steel meniscus stability.Citation13,Citation14 Some of these subjects are mentioned in this overview. Furthermore, in-depth research on mould powder for increased casting speeds was done with a main focus on melting of mould powder, solidification and crystallisation of mould slag and consequently the control of mould heat transfer during casting.Citation15
Currently, the maximum operational casting speed at the DSP is 5.7 m/min and the average value for all steel grades is around 5.0 m/min. The annual production is about 1.3 Mt coils. The maximum sequence length is ten ladles of 320 tonnes which is equivalent to more than 12 hours of uninterrupted casting. Steel grades produced are mainly LC, high strength low alloy grades (HSLA) and electrical steel grades.
Mould powders for thin slab casting
Introduction
Mould powders are essential for the stability of the continuous casting process at all casting speeds. The main functions of mould powder are to provide strand lubrication and to control mould heat transfer in the horizontal direction between the developing steel shell and the water-cooled copper mould. Currently, almost all mould powders are based on the systems CaO–Al2O3–SiO2 or CaO–SiO2–CaF2, possibly extended with Na2O.
During casting, the powder melts on the steel surface, forming a layer of liquid mould slag. Subsequently, the mould slag infiltrates between the steel shell and the mould creating a thin slag film which solidifies into glassy and crystalline phases. The properties of the slag film dictate the main functions of strand lubrication and mould heat transfer. The formation of crystals is favourable for a homogeneous and controlled (horizontal) heat transfer during casting, which is required to prevent the formation of surface cracks.
At higher casting speeds associated with thin slab casting, the role of mould powders is even more important. The main aspects are proper powder melting, undisturbed slag infiltration followed by adequate strand lubrication and the control of mould heat transfer.Citation15,Citation16 It can be stated that the knowledge on mould powders for high-speed casting and the current developments, are largely based on the excellent investigations in Europe and Japan on mould powders for conventional slab casting as reported during the late 1970s and 1980s, some examples are mentioned in this overview.Citation17,Citation18
Mould powder selection
There are only a few publications on the design and performance of mould powders for thin slab casting.Citation19 Most of the information as given below is based on technical discussions with mould powder suppliers and casting engineers as well as on an inventory of mould powders for continuous casting.Citation20 Some conclusions of the inventory are that the main properties needed to describe mould powders for slab casting are viscosity, melting point, basicity (CaO/SiO2) and the free carbon content. Basicity is defined as the ratio by weight of total CaO or T.CaO to SiO2. Total CaO refers to the sum of CaO contained in mould powder and CaO reduced from the amount of Ca which is assumed to be present as CaF2. Given the variety of data obtained and the very few production rules, it was concluded that wider ranges of physical properties for slab casting mould powders are possible and realistic. In the same period, the solidification point or Tbreak became widely used, being recognised as an important parameter for mould powder design.Citation21,Citation22 For thin slab casting powders, the inventory revealed that the properties and requirements were more restricted but were found to lie within the operational windows of slab casting mould powders with an emphasis on slag infiltration and the control of mould heat transfer. Operational experiences confirmed these findings.Citation15,Citation16
Initially, mould powders for thin slab casting were based on successful powders for (conventional) slab casting. In most cases, powder melting and slag infiltration were emphasised in order to maintain adequate strand lubrication. A main concept was that sufficient infiltration should be realised at increased casting speeds, with strand lubrication being a prerequisite. Compared to powders for conventional slab casting, mould powders for thin slab casting showed lower values for slag viscosity. Parallel to this development, some mould powders for casting crack-sensitive steel grades were also developed. These powders showed increased basicity and consequently an increased friction of the strand during casting. Up to now, these powders are not widely used.
In order to suppress the formation of slab surface cracks (in particular longitudinal facial cracks) and to combat the thermal wear of the mould copper plates as experienced at increased casting speeds, the control of mould heat transfer became more and more an important requirement. As a consequence, the basicity and solidification point of the mould powders were slightly increased, while maintaining low slag viscosities.
Nowadays, the majority of mould powders for thin slab casting are characterised by good and constant powder melting properties and low values of slag viscosity (around 0.1 Pa·s at 1300°C and even lower). Compared to sticker grade mould powders for conventional slab casting, increased values of the basicity (CaO/SiO2 around 1.0) and a higher solidification point are applied. As a rule of thumb, the solidification temperature of a thin slab casting mould powder is around 100°C higher, compared to a corresponding powder for conventional slab casting.Citation20,Citation23 A minority of the mould powders for thin slab casting focuses on either strand lubrication, with low values of slag basicity (CaO/SiO2 around 0.8) or a controlled mould heat transfer, to be realised by increased values of the solidification point and the slag basicity (CaO/SiO2 up to 1.3). For these applications, operational restrictions and risks like lower casting speeds, surface cracks, stickers etc. are accepted.
In a summary is given of a family of four commercial mould powders for continuous casting of steel. Powder I is a successful mould powder for conventional slab casting with an operational range up to 2.0 m/min. Powder II is a typical mould powder for thin slab casting during the 1990s with main emphasis on strand lubrication. Powder III is a further development with emphasis on both strand lubrication and the control of mould heat transfer. Based on this concept, several versions have been developed aiming to improve slag infiltration and the main mould powder functions. Maximum operational casting speeds with powder II and III are around 6 m/min and even higher. Powder IV was designed with the aim to control mould heat transfer and to cast crack-sensitive steel grades.
Table 2 Development of mould powders for thin slab casting (casting speeds ≤ 6 m/min)
With the exception of powder II, all mould powders were tested or are being applied at the continuous casters at Tata Steel in IJmuiden. The chemical composition of the powders can be found in the Appendix.
Mould powders for casting speeds > 6 m/min
Based on the QSP process, Sumitomo developed mould powders for casting LC and peritectic steel grades at casting speeds up to 8 m/min for LC and up to 5 m/min and even 10 m/min for peritectic steels. These powders are characterised by a high basicity with values between 1.2 and 1.9, a solidification point between 1190 and 1270°C and a slag viscosity between 0.05 and 0.15 Pa.s measured at 1300°C.Citation24
A study at the DSP on mould powders for increased casting speeds i.e. between 6 and 8 m/min, highlighted the control of mould heat transfer between the solidifying steel shell and the mould copper plates as a main requirement. Consequently, mould powders were developed with an increased basicity of 1.2 and a decreased viscosity; the slag properties result in preferred crystallisation in the slag film (formation of cuspidine, Ca4Si2O7F2).Citation15,Citation25 As the main function of the developed mould powders is the control of mould heat transfer i.e. mild cooling performance; the surface cracks in the just formed steel shell will be reduced as well as the thermal wear of the mould copper plates at the meniscus area. These powders were tested at casting speeds up to 5.8 m/min.
Developments at the POSCO thin slab caster showed that for increased casting speeds (i.e. up to 8 m/min) the main mould powder properties are an increased basicity of 1.3, a decreased viscosity of 0.07 Pa.s at 1300°C and an increased value of the break point of around 1180°C. Consequently, important requirements are slag infiltration and the control of mould heat transfer.Citation10 A summary of main powder properties for casting speeds > 6.0 m/min is given in . Crystallisation of the slag film is a main requirement for all these powders.
Table 3 Mould powders for thin slab casting (casting speeds > 6.0 m/min)
Operational performances
Introduction, operational criteria
During the first year of operation, the DSP used different mould powders with both medium (∼1.0) and high (<1.3) basicity (CaO/SiO2). After approximately a year, a medium basicity powder was selected as the standard for the thin slab caster (, powder III). With this powder, the casting speed and sequence length have been successfully increased to the current level. Simultaneously, trials with alternative mould powders have been done with the aim to increase process stability and product quality. However, the standard mould powder is still used for all LC and HSLA steel grades at all operational casting speeds.
For mould powder evaluation at the DSP, several operational criteria have been defined. These criteria are related to: (1) Slag formation, which includes liquid pool depth and rim formation, (2) Powder consumption, (3) Mould heat transfer, (4) Strand lubrication and (5) Scale formation at the slab surface. An illustration of the mould of the DSP, including pipes for semi-automatic powder feeding is given in .
1 DSP mould and SEN

This overview describes various operational performances based on powder III. Mould powder performance is affected by both the properties of the powder/mould slag and the parameters during casting; both aspects are addressed.
Powder melting: formation of mould slag and slag rims
Studies at the DSP revealed that an improper use of free carbon in mould powder (added to control the melting rate) will result in poor and insufficient slag formation and in the formation of rims and powder lumps. This can be the cause of serious process disturbances and breakouts. The amount, the source and the distribution of the free carbon particles within the granules are essential for undisturbed powder melting.Citation26 All mould powders at the DSP are based on this important principle.
The process conditions in the mould such as the steel flow at the meniscus area and the vertical heat transfer, proved to be essential for powder melting as well. It was found that the use of the EMBr decreases the vertical heat transfer in the mould owing to the reduction of turbulent metal flow velocities.Citation27 As a consequence, powder melting will be hampered and a thinner liquid pool will be formed. Besides, rim formation and even excessive rims can be formed owing to lack of vertical heat transfer and consequently improper EMBr settings. The EMBr settings are adopted with respect to both stable mould fluid flow and sufficient slag formation.
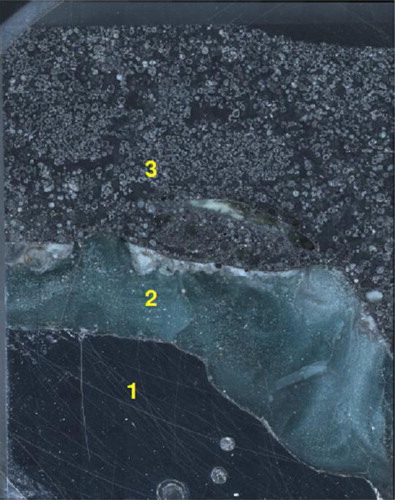
Liquid pool depth measurements revealed a slag pool depth of around 5 mm. During all measurements, only a powder layer and the corresponding slag layer were detected. There was no evidence of the widely presumed presence of one or two intermediate layers at the meniscus, i.e. sintered powder and a mushy slag. Experiments in an induction furnace confirmed these observations; an illustration is given in .Citation15
2 Sample overview showing the steel layer (1), the slag pool (2) and the powder layer (3)
During casting, slag rims are formed which adhere to the mould walls close by the meniscus. Under stable casting conditions, slag rims are small but play a role during the infiltration of mould slag. However, rims can grow, disturb and even interrupt the casting process. Rims corresponding to the standard powder were analysed in detail using various microscopic techniques. It was found that the rims show a layered structure of mould slag, intermediate phases and mould powder. Small Fe-droplets and carbon black particles were also detected. Additional experiments at Tata Steel revealed that the Fe droplets are formed by reduction of FeOx coming from mould powder raw materials. Furthermore, it was shown that thin crystals of a condensed Na compound coat and cement the various layers. As a result the rims are dense, strong and will survive for relatively long periods of time during the casting process. Almost all areas of mould slag in the rims show the bulk composition of the mould powder, i.e. no changes in slag composition during casting have been found. It was concluded that the dominant mechanism leading to the formation and growth of slag rims can be seen as a ‘painting’ mechanism. The bigger rims showed the effects of mould level fluctuations, i.e. turbulence at the meniscus area during casting. The ‘painting’ mechanism will be considerably enhanced by these fluctuations. Stable casting conditions, i.e. a stable mould level, will not result in excessive rim formation. There is no need to adapt the powder composition and slag properties in order to control rim formation during casting.
Powder consumption
Mould powder consumption effects both the lubrication and the horizontal heat transfer during casting. There are various empirical relations which describe the powder consumption as function of the casting speed, the slag viscosity and parameters like break point, mould stroke, oscillation frequency etc.Citation28,Citation29 This overview focuses on high-speed thin slab casting and consequently, smooth slab surfaces with very shallow oscillation marks. Initially, a simple and widely applied equation as proposed by Wolf (modified-Wolf equation) was used to describe powder consumption:(1) where Qs = powder consumption (kg/m2), η = slag viscosity at 1300°C (poise or dPa·s) and vc = casting speed (m/min).
At the DSP, the powder consumption during casting is measured by continuously monitoring the weight of the powder bin. This method is considered to be more accurate than other methods like the counting of powder bags. Based on five months of casting operations with casting speeds between 3.5 and 5.8 m/min, the powder consumption data were evaluated and plotted against the casting speed. An illustration is given in where the black line represents the measured powder consumption (kg/m2). The modified-Wolf equation is plotted in this figure as well, represented by the dotted line. It can be seen that the measured values are about half of the predicted values using the modified-Wolf relation. A good fit can be obtained by the following equation:(2)
3 Powder consumption at the DSP: Black line: measured (plant) data. Dotted line: modified-Wolf equation. Dashed line: equation for DSP caster
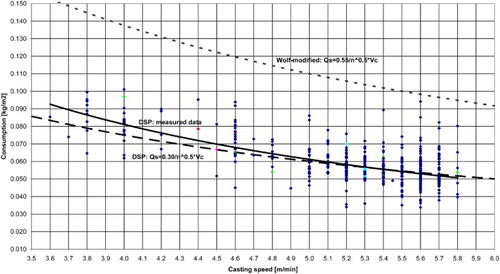
This relation is given by the dashed curve in . Note that the indices of vc and η are similar as those proposed by Wolf.
The view that the actual powder consumption is low is confirmed by some other thin slab casters which report values around 0.1 kg/m2 at approximately 5 m/min and the QSP process of Sumitomo, reporting a consumption of 0.1 kg/m2 at a casting speed of 5 m/min and between 0.09 and 0.05 kg/m2 at a casting speed of 8 m/min. No operational problems like sticking of the strand were reported and the slab surface showed a regular pattern of oscillation marks and no surface cracks.Citation5 At the thin slab caster of POSCO, powder consumption was measured ranging from 0.1 kg/m2 at a casting speed of 4.3 m/min to 0.05 kg/m2 at a casting speed of 7.6 m/min. It was concluded that the powder consumption is much lower than expected, however, no sticker breakouts during operation occurred.Citation10 It should also be noted that the powder consumption during casting of billets can be very low as well with minimum values of 0.05 kg/m2. An additional remark is that first experiences on industrial thin slab casting showed average powder consumption of around 0.1 kg/m2. Furthermore it was confirmed that powder consumption (expressed in kg/m2) was suitable to evaluate mould powder performance for slab, billet and thin slab casting.Citation19,Citation23 Consequently, two general expressions were defined which indicate powder consumption for the various section sizes. The casting speed and slag viscosity, being main parameters for powder consumption are not applied in these expressions.
It is important to realise that the low consumption at the DSP caster does not cause any operational problems related to strand lubrication or mould heat transfer i.e. sticking of the shell and the occurrence of surface cracks. Only a minor part of the breakouts at the DSP can be related to the performance of mould powder during casting. The low powder consumption is not fully understood yet, but the relatively small free meniscus surface, available for powder melting and slag formation may be a factor of influence.
Increased slag consumption is desired for reasons of high-speed casting (> 6 m/min) and operational stability. The powder consumption during casting can be increased by decreasing the slag viscosity. Furthermore, increasing the liquid pool depth, changing the oscillation parameters and increasing the meniscus surface in order to enhance slag formation (changing the dimensions of the SEN and the mould) are alternatives.
It was found that an increased liquid pool depth did not result in any change in powder consumption during casting.Citation15 A decreased slag viscosity and an increased free surface at the mould seem to be most relevant. A decreased slag viscosity has to be realised by changing the composition of the mould powder and mould slag. Consequently, this will affect the main functions of strand lubrication and mould heat transfer. A change in the dimensions of the SEN and mould aiming to enlarge the mould surface and enhancing slag formation will impact the caster design and casting process. Both alternatives have been tested.
Various plant trials with Tata’s mould powder for increased casting speeds () showed powder consumption between 0.07 and 0.08 kg/m2 at casting speeds ranging from 5.2 to 5.6 m/min. The increased consumption can be explained by considering the decreased slag viscosity of this mould powder (from 0.13 to 0.06 Pa.s at 1300°C) and the mentioned equation for the powder consumption at the DSP.
Slag films
As mentioned, the properties of the slag film dictate the main functions of strand lubrication and mould heat transfer. For this reason slag films can be considered as a key for a further understanding of the casting process and to guide mould powder design.
Slag films from mould powder III were sampled from inside the mould immediately after casting. The films were characterised using microscopic (SEM-EDS) techniques. It was found that the thickness of the slag film ranges between 0.2 and 0.3 mm. The films show cuspidine crystals in a glass matrix; these crystals can be found at the mould side or in the middle of the slag film. No other crystals have been detected. Furthermore, gas bubbles and small steel droplets can be found. Incidental small ZrO2-particles, most likely originating from the SEN, were detected. These particles act as nucleation sites for cuspidine crystals.
In general, both the mould side and the strand side of the slag films showed a smooth surface. This indicates that the control of mould heat transfer during thin slab casting is mainly achieved by the slag film and by the slag film properties themselves. The surface roughness at the mould side i.e. the interfacial thermal resistance playing a less dominant role.Citation30,Citation31 Furthermore, it was found that the residence time of the slag film or at least the part of the film in contact with the mould is very long (up to 10 hours or more). Several samples indicated fracturing of the solid slag film during casting, followed by refilling and solidification of fresh mould slag. This phenomenon can be related to temperature fluctuations and sawtooth patterns, as observed with mould thermocouples. Finally, several slag film samples obtained at the meniscus area reflected process instabilities during casting and in particular during the start of casting. Most likely, these instabilities can be related to severe meniscus fluctuations.Citation15
The average thickness of the liquid film can be calculated from the powder consumption during casting and the density of the mould slag:(3) where dl = average thickness of the liquid film (m), f = fraction of the powder forming slag, Qs = mould powder consumption (kg/m2) and ρ = density of the liquid flux (kg/m3). In this approach, any mould slag present in the oscillation marks is neglected.
Given an actual slag consumption of 0.05 kg/m2 and a slag density of 2600 kg/m3, the liquid film thickness is approximately 0.0192 mm. As a rule of thumb, the average liquid film thickness is at least a tenth of the total film thickness. This indicates an average film thickness of approximately 0.2 mm or more.
Process improvements at the DSP
Several technological modifications have been implemented at the DSP with the aim to improve operational performance.Citation12 Important subjects were a further improvement of mould fluid flow and meniscus stability and the design of mould powders for high-speed casting showing mild cooling performance. Details on the design and application of the mild cooling mould powders can be found elsewhere.Citation15,Citation32
As a first step, the configuration of the EMBr poles was changed with the aim to stabilise mould fluid flow, in particular at the meniscus area around the SEN (funnel area). Irregular oscillation marks, severe rim formation and longitudinal cracks were observed at this location. The longitudinal cracks resulted in several breakouts. The position of the two side poles, as well as the EMBr current settings were changed. As a result, the meniscus stability improved significantly, resulting in uniform and flat oscillation marks, no excessive rim formation and a significant reduction of longitudinal cracks and breakouts.Citation13
During the next step, the funnel shape was changed in order to create more space around the SEN. More distance between the mould wide faces and the SEN is advantageous with respect to mould fluid and meniscus stability, prevention of bridging of powder/slag and probably for melting of mould powder. Subsequently, a new SEN with four ports was introduced replacing the two port medium and large fish tail designs.Citation14 Some important properties of the new SEN are: (1) A reduced footprint of the nozzle at the meniscus in order to further increase the space at the funnel area (i.e. meniscus surface), (2) An increased immersion depth, (3) Two upper ports directing fresh steel (i.e. heat) to the meniscus and two lower ports directing the bulk of the steel deeper inside the mould and (4) The use of a single SEN design for all cast widths and casting speeds. In the meantime, the configuration of the EMBr poles was adapted in order to facilitate optimum performance of the new SEN. Directing fresh steel to the meniscus is advantageous for powder melting. This practice is part of the Danieli thin slab casting concept as well; improved powder melting and less rim growth is reported.Citation33
It was found that the excessive rim formation, especially at the narrow faces of the mould of the DSP was reduced. Furthermore, plant data indicated an increased powder consumption of about 15% at higher casting speeds (around 5 m/min and more). Unfortunately, increased thermal wear was found at the meniscus area of the copper mould plates. As already known, rim formation and excessive rim formation can be promoted by the solidification temperature of the mould slag, inadequate melting of mould powder, a low surface temperature of the steel and mould level fluctuations at the steel meniscus.Citation15 The presence of rims can obstruct infiltration of mould slag which can be the cause of process disturbances and breakouts.Citation34,Citation35 It can be stated that the upward steel flow restricts the formation and growth of rims and consequently enhance powder consumption during casting. Currently, it cannot be concluded if there is a positive effect of the increased mould surface area and the adapted EMBr configuration on powder melting and slag consumption. A next step is the application of mild cooling powders in order to control mould heat transfer at the meniscus area.
Another finding is that during and after these modifications, there was no need to adapt or to change the standard mould powder. In general, the liquid pool depth, strand lubrication and mould heat transfer remained the same for all practices.
Mould powders for conventional slab casting
As described above, mould powders for thin slab casting were initially based on successful slab casting powders with emphasis on slag viscosity and slag solidification. It can be stated that mould powders for conventional slab casting cannot be used for the more demanding process of high-speed thin slab casting without adaptations. However, it is proposed that mould powders for thin slab casting can be applied to conventional slab casting, in particular when the control of mould heat transfer is an important requirement (for instance for crack-sensitive steel grades). As a next step, plant trials at the conventional slab casters of Tata Steel in IJmuiden were performed with the DSP standard mould powder.
At first, plant trials were done on LC steels and HSLA-grades at all operational casting speeds. In general, the trials showed improved thermocouple stability. Furthermore, decreased mould heat transfer and increased strand friction within the operational windows were reported. The trials were followed by peritectic steel grades (for instance, C = 0.11 wt-%) at all operational casting speeds. These trials were also successful, showing less rim formation and in general, comparable or even improved results related to strand lubrication and mould heat transfer. The trials revealed both a well-controlled mould heat transfer and sufficient lubrication during casting. The balance between the two main mould powder functions proved to be sufficient for all operational casting speeds. Mould thermal monitoring played an important role during the evaluation of all plant trials at the slab casters.Citation36
Slag films, adhering to a slag rim and present around 5–10 cm under the meniscus were characterised using microscopic techniques. The slag films are composed of a glassy part, which originally was in contact with the hot steel side and a crystalline region (cuspidine), previously located on the mould side. Furthermore, bubbles are present. Contrarily to thin slab casting, the composition of these slag films show evidence of Al2O3 pick-up (around 3–4 wt-%). As with thin slab casting, the crystalline regions of the slag films sometimes reflected process instabilities at the meniscus area i.e. severe mould level fluctuations during casting. The thickness of this slag film is around 1 mm or more. Based on equation 3 and the corresponding calculations, the powder consumption during the slab casting trial is estimated to be around 0.30 kg/m2 or more.
Concluding remarks
The main requirements for mould powder for thin slab casting (casting speeds up to 6 m/min) are proper powder melting, undisturbed slag infiltration followed by adequate strand lubrication and the control of mould heat transfer. The control of mould heat transfer between the steel shell and the mould is emphasised in order to suppress the formation of surface cracks and to control thermal wear of the mould copper plates.
Comparing to mould powders for conventional slab casting, mould powder for thin slab casting have lower slag viscosity and increased basicity and solidification temperature.
For increased casting speeds, i.e. between 6 and 8 m/min, slag infiltration and in particular the control of mould heat transfer becomes even more important. In general, these powders show a further decrease in slag viscosity and increased basicity and solidification temperature.
A low powder consumption and hence a thin slag film is no restriction for an undisturbed thin slab casting process.
Mould powders for thin slab casting can be applied for conventional slab casting on various steel grades. In particular, improved powder melting and an improved control of mould heat transfer can be obtained.
Given a stable casting process and machine condition, the mould powder properties are not as critical as widely assumed.
Acknowledgements
This paper is based on an invited lecture at the 8th European Continuous Casting Conference (ECCC2014), organised by ASMET in Graz, Austria on 23–26 June 2014. Details can be found in the proceedings of this conference.
References
- T. Bolender, R. Fandrich, H-A. Jungblut, G. Kemper, R. Müller, H. P. Narzt, G. Ney and H. Schnitzer: ‘Zum Entwicklungsstand der Stranggießtechnologie - State of the art in continuous casting technology’, Stahl u. Eisen, 2009, 129, (7), 22–39.
- C. Bernard, H. Hiebler and M. M. Wolf: ‘How fast can we cast?’, Ironmak. Steelmak., 2000, 27, 450–454. doi: 10.1179/030192300677778
- L. Fischer, C. Geerkens, E. Hovestädt, J. Müller and M. Reifferscheid: ‘Plant and process requirements for high speed casting in CSP’, Proc. 7th European Continuous Casting Conference, Düsseldorf, Germany, June 2011, Steel Institute VDEh, ECCC-85.pdf.
- C. Piemonte, M. Fornasier and A. Pigani: ‘Thin slab casting and rolling’, Millennium Steel, 2007, 124–129.
- M. Hara, H. Kikuchi, M. Hanao, M. Kawamoto, T. Murakami and T. Watanabe: ‘High speed continuous casting technologies of peritectic medium thickness steel slabs’, La Rev. Métall., 2002, 99, 367–372. doi: 10.1051/metal:2002127
- T. Kanazawa and M. Kawamoto: ‘Latest technology for QSP process’, Proc. Int. Conf. on Continuous Casting – Past, Present & Future, Jamshedpur, India, October 2005, The Indian Institute of Metals and TATA Steel Ltd., 227–230.
- G. Arvedi, F. Mazzolari, J. Siegl, G. Hohenbichler and G. Holleis: ‘Arvedi ESP first thin slab endless casting and rolling results’, Ironmak. Steelmak., 2010, 37, 271–275. doi: 10.1179/030192310X12646889255744
- A. Jungbauer, J. Lanschuetzer, G. Hohenbichler, W. Günther, W. Georg and B. Armin: ‘Startup of Arvedi ESP Real Endless Strip Production’, Proc. 7th European Continuous Casting Conference, Düsseldorf, Germany, June 2011, Steel Institute VDEh, ECCC-150.pdf.
- A. Jungbauer, S. Bragin and R. Linsbod: ‘Zwei neue ESP-Anlagen für hochwertiges Warmband in China – Two new ESP lines for high-quality hot strip in China’, Stahl u. Eisen, 2014, 134, (8), 41–47.
- B-J. Min, G. Shin and S-H. Lee: ‘Development of the high-speed, thin-slab casting technology of POSCO’, Iron Steel Technol., 2013, 10, (7), 76–84.
- M. C. M. Cornelissen and R. Boom: ‘Flow control in the thin slab mould at the Corus Direct Sheet Plant’, Steel Res. Int., 2003, 74, 716–723. doi: 10.1002/srin.200300255
- M. C. M. Cornelissen, J. A. Kromhout, A. A. Kamperman, M. Kick and F. Mensonides: ‘High productivity and technological developments at Corus DSP thin slab caster’, Ironmak. Steelmak., 2006, 33, 362–366. doi: 10.1179/174328106X149905
- T. W. J. Peeters, R. Koldewijn, J. A. Kromhout and A. A. Kamperman: ‘Optimisation of an EMBr for a thin-slab caster’, Proc. 5th Eur. Continuous Casting Conf., Nice, France, June 2005, La Rev. Métall. Vol. 2, 516–523.
- H. H. Visser, G. Abbel, R. C. Schimmel, M. Reifferscheid, A. L. Spierings, J. Agema and D. W. van der Plas: ‘Implementation of four port submerged entry nozzle to improve the stability of the thin slab casting process at the IJmuiden DSP plant’, Proc. 8th European Continuous Casting Conference, Graz, Austria, June 2014, ASMET, 467–476.
- J. A. Kromhout: ‘Mould powders for high speed continuous casting of steel’, PhD thesis, Delft University of Technology’, The Netherlands, 2011.
- D. Blevins, M. Ingold, A. Schaefer, J. Neal, F. Neumann and C. Sowa: ‘Mold powder performance: Steel Dynamics’ high speed thin slab casters’, Ironmak. Steelmak., 2000, 27, (3), 85–88.
- P. V. Riboud and M. Larrecq: ‘Lubrication and heat transfer in a continuous casting mold’, Proc. 62nd National Open Hearth and Basic Oxygen Steel Conf., Detroit, USA, March 1979, Iron and Steel Society, 78–92.
- S. Ogibayashi, K. Yamaguchi, T. Mukai, T. Takahashi, Y. Mimura, K. Koyama, Y. Nagano and T. Nakano: ‘Mold powder technology for continuous casting of low-carbon aluminum-killed steel’, Nippon Steel Tech. Rep., 1987, 34, Tokyo, Japan, 1–10.
- F. Neumann, J. Neal, M. A. Pedroza, A. H. Castillejos and F. A. Acosta: ‘Mold fluxes in high speed thin slab casting’, Proc. 79th Steelmaking Conf., Pittsburgh, USA, March 1996, Iron and Steel Society, 249–257.
- J. A. Kromhout, V. Ludlow, S. McKay, A. S. Normanton, M. Thalhammer, F. Ors and T. Cimarelli: ‘Physical properties of mould powders for slab casting’, Ironmak. Steelmak., 2002, 29, 191–193. doi: 10.1179/030192302225004133
- S. Sridhar, K. C. Mills, O. D. C. Afrange, H. P. Lörz and R. Carli: ‘Break temperatures of mould fluxes and their relevance to continuous casting’, Ironmak. Steelmak., 2000, 27, 238–242. doi: 10.1179/030192300677534
- T. Watanabe, T. Matsushita and S. Seetharaman: ‘Break points with respect to mold flux’, Proc. 4th Int. Congress on the Science and Technology of Steelmaking (ICS 2008), Gifu, Japan, October 2008, The Iron and Steel Institute of Japan, 710–713.
- S. Sridhar, K. C. Mills and S. T. Mallaband: ‘Powder consumption and melting rates of continuous casting fluxes’, Ironmak. Steelmak., 2002, 29, 194–198. doi: 10.1179/030192302225004124
- M. Kawamoto, M. Hanao, H. Kikuchi, T. Murakami and M. Oka: ‘Method for continuous casting of steel’, EP 1 059 132 B1, published 9 October 2002.
- T. Watanabe, H. Fukuyama and K. Nagata: ‘Stability of cuspidine (3CaO·2SiO2·CaF2) and phase relations in the CaO–SiO2–CaF2 system’, ISIJ Int., 2002, 42, 489–497. doi: 10.2355/isijinternational.42.489
- J. A. Kromhout, A. A. Kamperman, M. Kick and J. Trouw: ‘Mould powder selection for thin slab casting’, Ironmak. Steelmak., 2005, 32, 127–132. doi: 10.1179/174328105X15869
- S. Kenjereš and K. Hanjalić: ‘Numerical simulation of magnetic control of heat transfer in thermal convection’, Int. J. Heat Fluid Flow, 2004, 25, 559–568. doi: 10.1016/j.ijheatfluidflow.2004.02.021
- M. Wolf: ‘Mould powder consumption – a useful criterion?’, Proc. METEC Congress 94, 2nd Eur. Continuous Casting Conf., Düsseldorf, Germany, June 1994, Steel Institute VDEh, 78–85.
- R. Saraswat, A. B. Fox, K. C. Mills, P. D. Lee and B. Deo: ‘The factors affecting powder consumption of mould fluxes’, Scand. J. Metall., 2004, 33, 85–91. doi: 10.1111/j.1600-0692.2004.00671.x
- J. A. Kromhout, C. Liebske, S. Melzer, A. A. Kamperman and R. Boom: ‘Mould powder investigations for high speed casting’, Ironmak. Steelmak., 2009, 36, 291–299. doi: 10.1179/174328109X407130
- M. Hayashi, K. Matsuo, K. Nagata and H. Nakada: ‘Effect of crystalline morphology on heat transfer through mould flux’, Proc. 8th Int. Conf. on Molten Slags, Fluxes and Salts (MOLTEN2009), Santiago, Chile, January 2009, GECAMIN Ltd., 1091–1100.
- J. A. Kromhout, E. R. Dekker, M. Kawamoto and R. Boom: ‘Challenge to control mould heat transfer during thin slab casting’, Ironmak. Steelmak., 2013, 40, 206–215. doi: 10.1179/1743281212Y.0000000030
- Y. Wang: ‘Research on cold-rolling material production in ultra-thin hot rolling line’, Proc. 2nd CSM – VDEh – Seminar on Metallurgical Fundamentals, Düsseldorf, Germany, June 2007, Steel Institute VDEh, 342–353.
- M. Emi: ‘The mechanisms for sticking type break-outs and new developments in continuous casting mold fluxes’, Proc. 74th Steelmaking Conf., Washington, USA, April 1991, Iron and Steel Society, 623–630.
- G. Xia, J. Moertl, P. Narzt, M. Habert, E. Rockenschaub and P. Reisinger: ‘Development and application of mould powders for steel slab continuous casting at Voestalpine Stahl’, Proc. 5th Eur. Continuous Casting Conf., Nice, France, June 2005, La Rev. Métall. Vol. 1, 18–26.
- S. P. Carless, A. E. Westendorp, A. A. Kamperman and J. P. T. M. Brockhoff: ‘Optimization of surface quality through mold thermal monitoring’, Proc. AISTech 2010, Pittsburgh, USA, May 2010, Iron and Steel Society, Vol. 2, 105–113.
Appendix
Development of mould powders for thin slab casting – chemical composition (casting speeds ≤ 6 m/min)