
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
Residential clothes drying consume about 650 TBtu of primary energy per year in the United States, equivalent to 3% of primary residential energy consumption. There is a strong impetus to reduce the energy consumption of clothes dryers by both improving existing technology and developing alternatives that use fundamentally different drying mechanisms. Clothes drying technologies are broadly classified into either evaporative or mechanical drying. The focus of this paper is on mechanical drying, including vibrational, centrifugal, and press-based methods. In this work, the physical processes involved in these mechanical fabric drying processes were analyzed to develop general theories of mechanical cloth drying energy efficiency. Quantitative evaluation of the theories requires measured fabric properties. To accomplish this, a set of experiments was conducted on samples of a standard test fabric. The fabric was a cotton-polyester blend specified by the US Department of Energy to evaluate the standardized efficiency of all residential clothes dryers in the US. Mercury porosimetry experiments were conducted to determine the fabric pore size distribution, apparent density, and porosity. Elasticity experiments were conducted to determine the fabric’s Young’s modulus. Isostatic press experiments were conducted to establish a relationship between compression force and fabric moisture content. The data resulting from these experiments were combined with mathematical models developed in this work to calculate the theoretical maximum performance limits for mechanical drying of the standard fabric. The results of the analysis are used to make recommendations for the most promising technologies that offer the greatest potential energy savings for residential clothes drying.
1. Introduction
Drying of materials is an energy intensive process and is essential for all kinds of applications including large scale chemical processing, pulp and paper drying, drying of food and agricultural products, commercial fabric drying (e.g., in laundromats and the hospitality industry) and residential clothes drying. Depending on the media to be dried and the desired final moisture content, the majority of drying processes are thermal evaporation-based (e.g., convective air drying) or mechanical (e.g., press drying, centrifugal, and vibration). In terms of common industrial processes that require process heating, drying consumed approximately 345 TWh (1,178 TBtu) primary energy in 2010[Citation1] in the US alone. Similarly, residential and commercial fabric drying primarily involve heating and are highly energy-intensive: the site energy consumption associated with residential fabric drying in 2019 in the US was 73 TWh (250 TBtu, equivalent to about 191 TWh (650 TBtu), or 3% of primary residential energy consumption annually).[Citation2]
From an energy efficiency standpoint, the removal of water is much more efficient when it does not involve phase change and overcoming the latent heat of vaporization of water.[Citation3] As a result, many processes rely on mechanical dewatering as a pre-processing stage to significantly reduce the overall energy consumption of subsequent evaporative drying. An overview of evaporative drying is provided in.[Citation4] Mechanical drying broadly consists of compression-based and inertia-based drying, as illustrated in . Under these, this work considers pressing, bulk centrifugal and micro-vibrational drying; these are briefly described below.
Figure 1. Mechanical methods of moisture removal considered in this work.
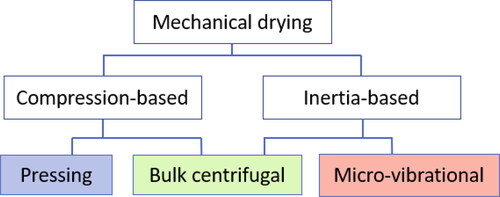
Press drying involves mechanically compressing the material to be dried, thereby expelling liquid water. One well-known example of press drying is clothes wringers which have been used for centuries for drying fabric.[Citation5] Centrifugal drying involves using centrifugal forces to expel water from material. Large centrifugal forces are generally achieved by spinning material at high speed in a rotating drum; the spin cycle in a typical household clothes washing machine is an example of centrifugal drying of fabric[Citation6] and involves both compression-based and inertia-based drying. Micro-vibrational drying involves using high-frequency vibration to shake moisture out of material, by atomizing liquid water. An example is ultrasonic clothes drying.[Citation7,Citation8]
There is much research on mechanical press drying of forestry products, where the material to be dried can withstand large forces associated with press drying, for example.[Citation9–12] Yoshida et al.[Citation11] described the dewatering of high-moisture wood chips by the roller compression method, which used mechanical compression at pressures of 10 − 30 MPa. The continuous dewatering system consisted of two sets of mechanical compression rollers. Wet wood chips were fed into the gaps between the rollers and the compressive forces resulted in expulsion of water from the wood chips as they were compressed. In this system, energy was primarily consumed by the motor-driven rollers and other associated components. Based on experiments, Yoshida et al. found that the moisture content of cedar chips could be decreased from a range of 100-270% to a final range of 85-130% with only 25% of the energy needed for thermal evaporation based drying. When press drying was combined with thermal drying, the energy required to dry wet cedar chips down to a moisture content of 20% was still 58% of that needed for thermal drying alone.
Along the same lines, Laurila et al.[Citation12] studied compression drying of energy wood in the form of sawdust. They conducted experiments with three different kinds of wood materials with compression pressure ranging from 6-38 MPa and pressing time ranging from 0-60 s. The compression apparatus consisted of a cylinder and piston and energy consumption was calculated based on the movement of the piston and force applied. The experiments showed that the pressure had a more pronounced effect on dewatering than pressing duration and the lowest moisture content that was achieved was 30%. This was only 7% above the fiber saturation point (i.e., the moisture content at which free water in the wood lumen was removed but cell walls were still saturated). The energy used in compression drying ranged from 9.7-41 kJ/kg. Although this did not include inefficiencies associated with the electrical motor used to drive the piston, the results showed that the mechanical drying technique used only ∼0.4-1.8% of the energy needed for thermal evaporative drying.
Studies of centrifugal drying of fabrics also appear in the literature. As noted above, centrifugal drying generally involves spinning material at high speed in a rotating drum. While the rotating speed of drums in conventional tumble clothes dryers is typically too low (∼60 rpm) to result in appreciable centrifugal drying, the drums in clothes washers have much higher speeds and can exert g-forces between 100-500 g on the fabric.[Citation13] By spinning the washer drum at high speed, the fabric with high moisture content is mechanically dried. Studies by Richter[Citation6] and by Korn and Dimetrosky[Citation13] on energy efficient laundry processes have shown that the washer spin cycle is the most cost effective means for drying clothing, since mechanical dewatering is considerably more efficient than thermal drying at high fabric moisture content. In a large study involving 50 instrumented clothes washers and dryers, Durfee and Tomlinson[Citation14] showed that dryer energy savings of 22% were achieved when horizontal axis washing machines with higher spin cycle speeds were used. By utilizing the washer spin cycle at higher speed and for longer duration, the overall energy consumption of clothes drying can be indirectly reduced, since the efficient mechanical dewatering taking place in the clothes washer results in a lower starting moisture content for the fabric when it is placed in the clothes dryer (where mostly thermal drying is used).
As indicated above, mechanical drying of various materials shows great promise in terms of energy efficiency compared to conventional thermal drying. However, similar research on mechanical drying of fabrics or textiles is limited. Some recent work from the authors has focused on direct-contact ultrasonic fabric drying using high-frequency vibration.[Citation8,Citation15] In ultrasonic drying, wet fabric is in contact with ultrasonic transducers. When the transducers vibrate with a certain frequency and amplitude, liquid water trapped in the fabric is broken up by the vibration into fine mist droplets and removed from the fabric. This results in efficient mechanical extraction of moisture without the elevated temperature or large energy consumption associated with thermal drying. As discussed in,[Citation15] when direct-contact ultrasonic drying was used to dry fabric from a relative moisture content of 58% to 20%, the energy consumption was only 27% of that needed by thermal drying.
To summarize the available literature on mechanical fabric drying, this work identified several empirical studies of centrifugal cloth drying, and two studies of inertia-based, micro-vibrational drying. Press-based mechanical fabric drying has received little attention. To improve the knowledge base for mechanical drying of fabrics, it is important to characterize the fabric properties and outline the fundamental limits of each type of mechanical drying. One way to establish such limits is to use mathematical models to model the physical phenomena, supported or validated by experimental measurements. Bermond[Citation16] took such an approach, whereby they developed a mathematical model for the simulation of the press section of a paper drying machine. The thermal aspects of hot pressing and impulse drying were studied. In the development of the model, important parameters for the wet pulp were determined using experimental data. In particular, the mechanical behavior of paper was studied under the effect of pulsed pressing using a “wet press simulator” with pulse duration of 10 ms and pressures up to 24 MPa. Filtration parameters were studied to identify transversal and lateral permeability coefficients of the web and felt. In addition to these, thermal measurements were made on the paper to determine heat flux, and paper rewetting characteristics were also studied. All these parameters were used in the simulation model to determine the drying performance and potential energy savings of press drying for paper. However, their work was focused on modeling the efficiency and performance of the press drying process for pulp and paper only; fundamental drying limits were not considered, and the results cannot be applied to drying of fabric. Our literature survey indicates that there is an acute lack of research studies focusing on fundamental scaling metrics to compare the highest performance achievable by different drying technologies, particularly for fabric drying. Considering the widespread application of fabric drying for residential and commercial purposes and the enormous cost and energy consumption associated with it, the establishment of fundamental efficiency limits is vital to determine the highest energy savings potential for various drying technologies.
This paper aims to establish theoretical limits to the energy efficiency of press-based, centrifugal-based, and vibration-based methods of extracting moisture from fabric. The dependence on the mechanical properties of standard fabric is considered, and relevant measurements are made for one standard fabric type. The work focuses only on fundamental scaling metrics to compare the highest performance achievable by different drying technologies. Other important aspects are not considered, such as practicality, appearance, fabric quality and wrinkles after drying, noise level, reliability, remaining moisture content, cost, hazard, ease of use, and customer expectations. In some cases, the drying rate has a direct relationship with efficiency; and in those cases, this relationship is explored.
2. Measurement of fabric thermophysical properties
2.1. Microstructural properties of the fabric
Only the US Department of Energy (DOE) standard fabric specified by both the 2005 and the 2011 DOE test procedures[Citation17,Citation18] was considered in this study. This fabric is typically used to evaluate the performance of clothes dryers under normal conditions. The test cloths consist of thin 50/50 cotton/synthetic, two-dimensional sheets, as shown in .
Figure 2. DOE standard test load fabric: “stuffer” cloth at left and standard cloth at right.
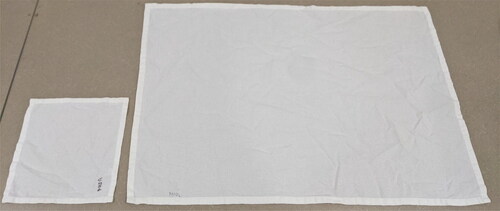
The energy test cloth consists of pure finished bleached cloth, made with a momie or granite weave, which is a blend of 50% cotton and 50% polyester and weighs within ±10% of 5.75 ounces per square yard (equivalent to 194.9 g/m2) after test cloth preconditioning. It has 65 ends on the warp and 57 picks on the fill. The individual warp and fill yarns are a blend of 50% cotton and 50% polyester fibers. The standard load is defined as having two coth sizes: standard cloths and smaller “stuffer cloths,” both made from the same material. The finished standard cloths are 24 by 36 inches, hemmed to 22 by 34 inches before washing. The smaller “stuffer” cloths are 12 by 12 inches, hemmed to 10 by 10 inches before washing.
An image of the microstructure of the standard fabric taken using a scanning electron microscope (SEM) is shown in . The thickness of the C-1 and C-2 fabrics was 0.40 and 0.53 mm, respectively. Information about its macroscopic properties is presented in .
Figure 3. SEM images of DOE standard fabric (reproduced from Ref.[Citation19] with permission).
![Figure 3. SEM images of DOE standard fabric (reproduced from Ref.[Citation19] with permission).](/cms/asset/987cba95-fcf5-4cc4-bcbf-8a02584d4929/ldrt_a_2005620_f0003_c.jpg)
Table 1. The macroscopic properties of the DOE standard fabric.
As shown in , fabrics used for textiles can have a complex pore structure and it is important to distinguish between the different types of pores in them. Fabrics are typically made of yarns which are continuous lengths of natural or synthetic fibers. The largest pores in fabrics are generally inter-yarn pores. In between the strands of fiber in a given yarn, there can exist intra-yarn (or inter-fiber) pores. The smallest pores are in the strands of fiber themselves, and these are referred to as intra-fiber pores.[Citation20] Pore structures can vary widely for different types of fabrics and strongly depend on the fiber density and types of fibers used in their makeup. For example, cotton fibers tend to have irregular shapes and dimensions, while polyester fibers have more uniform shapes and are homogenous; these factors affect the inter-fiber pore sizes and distribution. In addition to pore geometry and fiber geometry, fabric wettability also plays an important role in water retention characteristics of the material, which is highly relevant for the drying process.[Citation20]
Water content in fabrics can also be divided into “free water” and “bound water”, which are terms used in the food[Citation21] and textile[Citation22] drying industries to describe how easily water can be extracted from these materials. In the context of fabrics, free water is the bulk liquid water that is found in inter- or intra-yarn pores and can easily be removed by squeezing or compressing the fabric by mechanical means. Bound water refers to the water trapped within the smaller pores such as intra-fiber pores through hydrogen bonding and is much more difficult to remove by mechanical forces. As such, a relatively large amount of energy is needed to remove bound water from fabric, and in cotton, for example, it can account for up to 8% of the fabric remaining moisture content even after the fabric has undergone a mechanical or evaporative drying process.[Citation22]
To simulate the behavior of the fabric, its physical properties were measured using an micromeritics intrusion porosimetry analyzer (Model number: Micromeritics AutoPore IV 9500); they are provided in . The volume and area median pore diameter of the fabric were 49.3 and 8.9 µm, respectively, and the average pore diameter of the fabric was 18.3 µm. The apparent (skeletal) density of the fabric was 1.190 g/ml and the porosity was 64.4%.
Table 2. Properties of the DOE standard fabric as measured by mercury porosimetry analyzer.
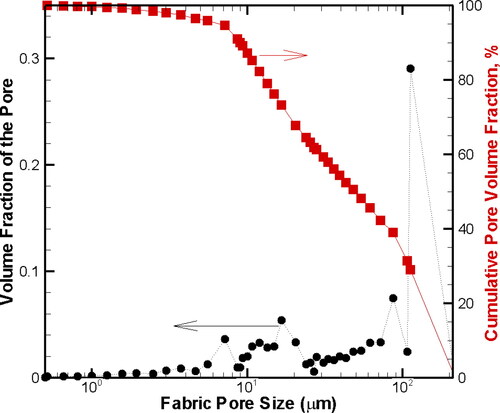
The pore size distribution within the structure of the fabric varies widely; it was measured using a micromeritics intrusion porosimetry analyzer. The data revealed that most of the fabric pores were of two general sizes, large pores of around 116 µm and small pores of about 16 µm. shows the measured cumulatitive percentage of the pore volume above a certain pore size. For example, it shows 99.98, 95, and 29% of pores were above 0.5, 5, and 112 µm, respectively.
Figure 4. Measured volume fraction of pore size as a function of pore diameter, and cumulative percentage of pore volume above a certain pore diameter.
2.2. Young’s modulus
The Young’s modulus of the fabric during compression was measured because the modulus is a good indication of how compressible the fabric structure is under an external force and determines how the pore volume collapses under applied pressure. For compression testing, 30 circular patches of the test cloth 5.08 cm in diameter were cut and stacked atop one another. The height of a stack varied depending on the condition of the cloth and the amount of wrinkling in each piece. The measured stack was 22.22 mm thick. The measured stress-and-strain curve of the fabric under compression was measured and is shown in .
Figure 5. (a) Measured stress-strain data for standard fabric under compression. (b) Calculated Young’s modulus as a function of the applied stress.
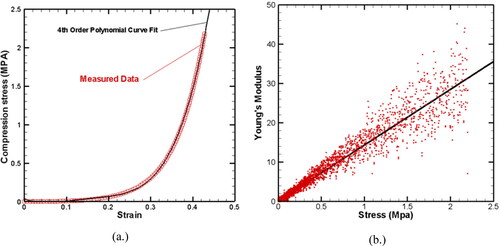
According to the measured data, the stress and strain correlation is not linear. As the fabric undergoes a compression force, it experiences densification (the cell walls crush together); hence, the strain decreases significantly as the stress increases. Therefore, the Young’s modulus of the fabric is not constant and increases almost linearly as the stress increases. The polynomial curve in Eq. (1) fits well with the experimental data and estimates the stress-strain relation (see ).
(1)
(1)
where
is the strain (between 0–1) and
is the compressive stress (in MPa). The Young’s modulus of the fabric,
under compression can be accurately estimated from EquationEq. (1)
(1)
(1) . Alternatively, if a simpler expression is of interest, EquationEq. (2)
(1)
(1) can be used to estimate the Young’s modulus in MPa (See ).
(2)
(2)
This correlation will be used in the subsequent simple mathematical model.
3. Clothes drying processes
3.1. Metrics of moisture content, drying rate, and energy efficiency
Any method to make cloth dry is referred to in this work as a “drying” process. This is consistent with the dictionary definition of “drying” as “to make dry.”
Some common metrics to quantify the cloth moisture content, drying rate, and drying process energy effiency are defined in this section and summarized in . The water mass ratio in cloth at any given time, is the mass ratio,
Equation(Eq. (3)
(2)
(2) in ), where
is the instantaneous mass of water contained in the cloth at time
and
is the mass of the bone dry cloth. Another common term for the mass ratio
is the remaining moisture content,
Table 3. Summary of definitions used in clothes drying research.
The initial mass ratio, (or starting moisture content, SMC), is defined in EquationEq. (4)
(2)
(2) in , where
is the initial mass of water in the cloth. The final mass ratio,
(or final moisture content, FMC) is defined in EquationEq. (5)
(10)
(10) , where
is the final mass of water in the cloth after drying, relative to a bone dry state. The standard efficiency metric used for rating clothes dryers in the United States is the energy factor (EF).[Citation17] The EF is defined based on the dry mass of the cloth (the bone-dry weight or
measured in
) divided by the energy required to dry the load from an initial moisture content (yi or SMC) of 57.5% to a final moisture content (yf or FMC) of less than 4%. It is given by EquationEq. (6)
(2)
(2) , where
is the total energy (in kilowatt-hours) consumed during the drying process.
Another efficiency metric is the specific moisture extraction rate, defined in EquationEq. (7)
(2)
(2) .
By using the evaporative process as a reference process, the latent heat of vaporization for water, can be used as a reference. By combining hfg with the definition of
we defined an expression for the overall drying efficiency
given by EquationEq. (8)
(2)
(2) . This
is the drying process efficiency relative to a reference process in which all energy input is used to overcome the latent heat of vaporization of water. This can also be expressed as an instantaneous value, i.e.,
based on rates of water removal and energy input in EquationEq. (9)
(10)
(10) , where
is the rate of water removal (in kgw/s) and
is the rate of energy input (in kWh/s).
The EF is commonly used as an energy efficiency metric in US clothes dryer research (e.g., refs.[Citation23,Citation24]) and US industry, whereas is commonly used in the academic literature (e.g., refs.[Citation25,Citation26]).
Although drying efficiency can readily be normalized relative to a reference process, the drying rate must be normalized against a reference power consumption. In this work, drying rate was calculated based on an assumed load size of 3.83 kg, SMC of 57.5%, and power input of 4 kW, which is representative of typical state-of-the-art electric clothes dryers. This approach helps to normalize the fact that drying rate is a strong function of the drying machine speed, form factor, type of fabric and many other parameters.
3.2. Micropores in the drying process
As shown in , laundry fabrics naturally contain micropores, which have a tendency to retain water as a result of surface tension. To improve understanding of the physics of evaporation in the micropores, a brief description of the capillary condensation process is in order.
Capillary forces are important to all evaporative drying methods that involve porous materials with small cavities or pores. The water partial pressure difference between the ambient air-water mixture and the water in the fabric is the primary driver for evaporation. For very small micropores, capillary condensation is possible even at standard room temperature, where the differential pressure caused by surface tension and interface curvature prevents any drying. The Clausius-Clapeyron relation[Citation3] describes the relationship of the equilibrium state to the vapor pressure of the substance at a given temperature:
(10)
(10)
where P1 and P2 are the vapor pressures at temperatures T1 and T2, respectively; ΔHevap is the enthalpy of evaporation; and R is the universal gas constant. During the heat drying process, most of the water in the large and medium pores will be extracted via evaporation. The smaller pores, however, will still hold water as a result of capillary condensation. Thus, even “bone dry cloth” still contains some molecules of water in the smallest (O(1 μm)) pores of the cloth. The Kelvin equation can be used to determine the pore diameter threshold below which water cannot evaporate at a certain temperature:
(11)
(11)
where σ, Ml, R, and T are surface tension, molar volume of liquid, ideal gas constant, and temperature, respectively; and Psat and Pv are the saturated vapor pressure and equilibrium vapor pressure, respectively.
For variable relative humidity (RH), shows the typical diameters of pores (in microns) below which water will not evaporate at various temperatures, according to EquationEq. (11)(11)
(11) . Note that the RH of the air entering and exiting a typical dryer is ∼10 and ∼90%, respectively.
Figure 6. The maximum pore diameter below which capillary condensation occurs and the drying process stops. The cumulative pore volume fraction data measured using a micromeritics intrusion porosimetry analyzer have been overlaid on the data (red line).
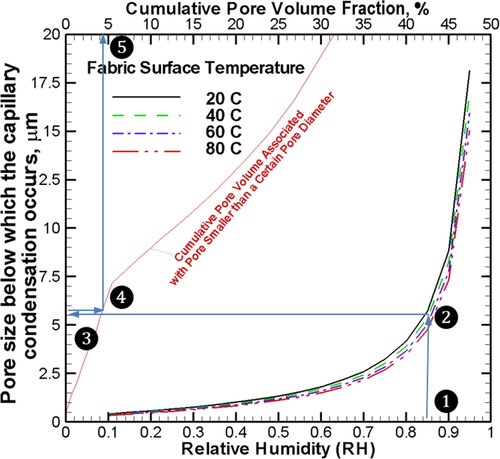
Depending on the volume fraction associated with micropores in the texture of the fabric, there is a theoretical minimum remaining moisture content (RMC) that can be achieved by drying a fabric at any given temperature. For instance, shows that for a dryer drum operating at an initial RH = 0.85 (point ❶) and a temperature of 60 °C (point ❷), the liquid water in pores smaller than 5.1 µm (point ❸) will remain in the pores owing to the capillary effect. Pores smaller than 5.1 µm (point ❹) represent about 4% of the pore volume of the fabric (point ❺). In terms of mass, assuming all 4% of the volume of those pores is filled with water, the RMC in fabric dried in such a dryer under such conditions will be 3.3% (i.e., ).
Given that these numbers are representative of equilibrium states, and the drying time for a dryer is typically less than 1 hour, the numbers shown in are conservative estimates. Because of the steady evaporation rate, a typical dryer experiences a constant temperature and RH during drying until the fabric reaches about 10% RMC. According to , this is when the RH in the vicinity of the fabric falls below 0.9 (since RH of 0.9 corresponds to an equilibrium pore size of about 9 micron per the black line, and 9 micron corresponds to 10% of pore volume fraction per the red line). At this point, most of the moisture inside the larger pores has already evaporated, and the remaining moisture is trapped in pores of ≤9 µm. Evaporation then ceases, since the capillary effect holds the moisture in pores smaller than 9 µm. At a given electrical power input to a dryer, the reduction in the evaporation rate causes the dryer temperature to increase. The elevated temperature, along with the decrease in RH (caused by the increase in temperature), then activates evaporation in the smaller pores. In a conventional dryer, this process will continue until the RMC of the fabric reaches 2–3%.
3.3. Fundamental limits of mechanical drying
Mechanical drying is typically more efficient than any type of active evaporative drying. In mechanical drying, the moisture leaves the fabric in the form of liquid water, so overcoming the large latent heat of evaporation of water is unnecessary. Mechanical drying extracts moisture either by (1) squeezing the clothes, thus reducing the porosity of the fabric and forcing water from the pores, or (2) systematically accelerating the fabric, forcing moisture out by the moment of inertia of water, or breaking the water-air interface and atomizing water in the form of a cold mist.
3.3.1. Press-based drying
Press drying is an ancient method of water extraction. In the simplest form, twisting a wet fabric by hand, the porosity of the fabric texture is reduced by torsion and the water is thus forced out. Wringer drying machines were first introduced in 1861, and electric wringer style machines became available in 1911. shows a modern electric wringer machine in a laundry room.[Citation5] These generally have two adjustable squeeze rollers for wringing out thin clothing and even jeans and other uneven or thicker items with zippers and snaps. Hot press dryers are currently used in some industrial processes such as wood and paper drying.[Citation27]
Figure 7. A modern wringer dryer in a laundry room.[Citation5]
![Figure 7. A modern wringer dryer in a laundry room.[Citation5]](/cms/asset/1e4b8e31-f6db-4923-a904-71800541e4bf/ldrt_a_2005620_f0007_c.jpg)
The theoretical drying efficiency of a pressing method can be estimated as follows. The porosity of the fabric is defined as
(12)
(12)
where
and
are the pore and total volume of the fabric, respectively. The porosity of the DOE standard fabric is measured at approximately 64.4% (). To mechanically press and completely dry a load of wet clothing, the porosity needs to approach less than 2–3%. Thus, pressing must reduce the volume of the clothes by the factor of 1–ε (i.e., 1000 cm3 of fabric volume pressed into a 356 cm3 volume). Doing so is possible only if the compression is 3-dimensional. In 1- or 2-dimensional pressing, it is possible that the pores in one or more dimensions will not experience complete shrinkage, and a fraction of water will remain in the item, as in the wringer dryer in . To estimate the ideal work required for ideal press drying, both the volume change and the stiffness of the object must be known.
The 1-dimensional elastic modulus (Young’s modulus) of the DOE fabric was measured and introduced in EquationEqs. (1)(1)
(1) and Equation(2)
(2)
(2) . For simplicity, we assumed the Young’s modulus is isotropic. For isostatic pressing, the work per unit of volume of fabric needed to press an object from an original volume of
down to
can be approximated by
(13)
(13)
where Ep is the energy required for pressing per unit of volume (MJ/m3) of fabric,
is the initial porosity of the fabric (0.6444 in ), and
is the strain (see Eqs. [1] and [2]). This integration can be performed from an initial strain of 0 to a final strain of 0.3446 (i.e., 1–
). The integration suggests that, ideally, for every cubic meter of DOE standard fabric, approximately 0.044 MJ of energy (0.012 kWh) is required, regardless of the amount of initial moisture content. The pressure drop caused by water movement was neglected in this analysis because the process was assumed to be very slow and to be near equilibrium. In terms of the fabric mass and fabric density of 1190 kg/m3 (), 0.044 MJ is equivalent to 0.0369 kJ/kgBDW, or roughly equivalent to drying at an equivalent EF of 215,000 lbBDW/kWh. This process is potentially about five orders of magnitude more efficient than conventional evaporative drying! Assuming 4000 W of power input, theoretically, it would take only 0.03 seconds to extract 2 kg of water from 3.6 kg of fabric. In practice, though, pressing fabric above a certain limit will damage the fabric, and compression might not be perfectly 3-dimensional. Also, in a nonequilibrium process, the pressure drop associated with water displacement could adversely impact the performance of the system.
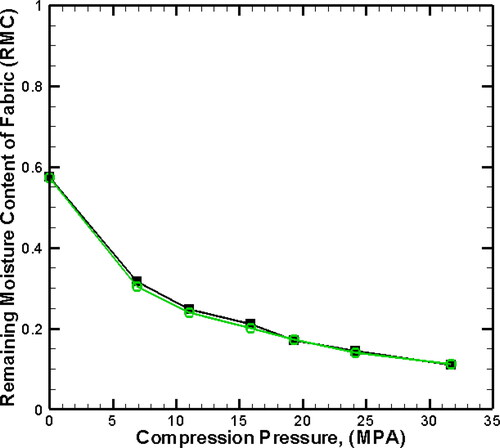
An experiment was conducted in an isostatic press to qualitatively determine the practical range of moisture removal from a DOE standard fabric. Two fabric stacks of 25 patches each were fixed to a standard porous ceramic, as shown in . The entire sample was placed inside a standard hydrostatic testing rubber balloon. The air was purged, and the balloon was sealed and placed inside a hydrostatic press. The sample was hydrostatically pressed at seven gradual intervals. After each interval, the sample was removed quickly and its mass was measured. As the fabric was squeezed, moisture diffused from the fabric and migrated into the porous ceramic block. shows the measured RMC in the fabric layers as a function of the applied pressure; at approximately 32 MPa, the RMC dropped to as low as 10%. Note that suggests that at about 0.6 MPa, the strain should exceed 0.3446, at which point the pore volumes should ideally be approaching zero and complete drying should occur. However, the experiment suggests that the applied pressure was 53 times greater and yet 10% of the moisture remained inside the fabric. One reason for this could be because the hydrostatic pressing of the samples shown in was not perfectly 3-dimensional. However, as discussed in Section 2.1, the likely reason for this remaining moisture content is the presence of bound water within the fibers of the fabric which was tested. This makes it difficult to mechanically remove all the water from fabrics which have hydrophilic fibers containing water bound by hydrogen bonding. Although the experimental data from the hydrostatic press are only applicable for the fabric type, size and number that were tested, they show that even with extreme pressure, dewatering fabric in this way by mechanical means still results in a nonzero final moisture content. Regardless of this difference, the equivalent EF measured for this press drying process, based on an ideal pumping process, was calculated to be approximately 4,056 lb/kWh. Note that after 32 MPa pressure was exerted, the ceramic tile broke () and the experiment was discontinued. The same experiment was repeated, and the same results were obtained, as shown in .
Figure 8. (a) Fifty layers of DOE standard fabric divided and attached to the sides of a large porous ceramic block before the experiment; (b) the ceramic crushed by hydrostatic pressing at 32 MPa.
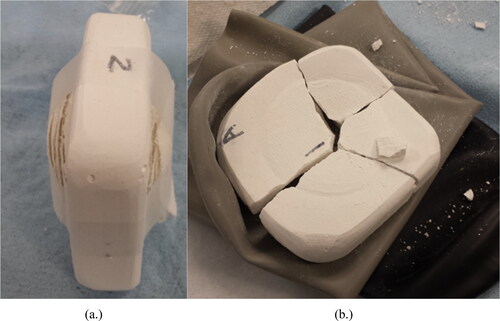
Figure 9. Measured residual moisture content of the fabric as a function of applied pressing force. An equivalent energy factor above EF > 4000 was achieved. Note that the two lines are associated with the repeated experimental results.
3.3.2. Centrifugal-based or spin drying
A significant fraction of the moisture extracted from a load of laundry load takes place during the high spin cycle of a washing machine. The main driving force of drying in this configuration is the centrifugal force exerted on the water mass. For most washing machines currently sold in United States, the RMC of the clothes is approximately 57.5% at the end of the high spin cycle under the design conditions.[Citation6]
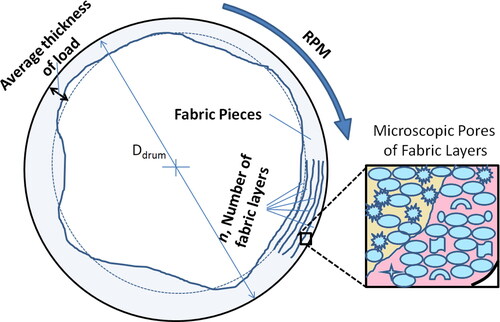
shows a simplified representation of the clothes inside a drum spinning at a steady angular velocity of ω (rad/s) with several layers of fabric atop one another. The centrifugal effect pushes water from the inner layers toward the outer layers until it reaches equilibrium. During this process, the innermost water has to move across several layers before reaching the the outermost edge of the drum to be extracted. For n layers of standard fabric, each having a thickness of t and an average pore diameter of dpore, the total number of pores in the layers of the wet laundry can be estimated as
(14)
(14)
Figure 10. Schematic representation of a wet load inside the spinning drum of a washing machine.
provides a microscopic representation of water extraction from the capillary pores of fabric. Assuming an average pore diameter dpore and a length of L, the scale of the energy per unit of mass needed to extract water from a single pore can be expressed as
(15)
(15)
Figure 11. Schematic representation of microscopic process of water extraction from a single pore in a fabric.
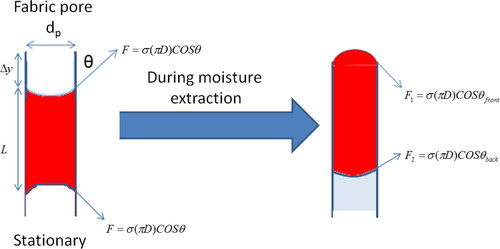
where Epore is the energy required per unit of mass in J/kg, σ is the surface tension of water, is the density of water, and
and θback are dynamic three-phase contact angles on the front and back of the water slug, respectively. If the back of the water slug is connected to water trapped in a larger pore, the effect of the surface tension on the back will be minimum. For the scale analysis, a simplified case with only surface tension at the front was considered:
(16)
(16)
The three-phase contact angle is a strong function of the fabric material. If the water contact angle is smaller than 90°, the fabric is considered hydrophobic; and if the contact angle is greater than 90°, the solid surface is considered hydrophillic. The energy needed to extract the water from a fabric coated with a hydrophobic material is virtually zero (the fabric does not get wet[Citation28]). For this scale analysis, a contact angle of 64.3°, which corresponds to polyethylene woven fabric, was used.[Citation29]
If a fabric consists of a single layer of pores, EquationEq. (15)(15)
(15) could be a representation of the theoretical efficiency of mechanical centrifugal drying, as shown in . However, in reality, a water drop extracted from a pore travels radially outward and will possibly fill an adjacent pore. This process will be repeated until the droplet reaches the outer surface of a spinning drum and leaves the fabric. Therefore, the numbers cited should be discounted by the number of pores across the thickness of the load, as represented in EquationEq. (14)
(14)
(14) .
Figure 12. Theoretical minimum energy required to extract water from a single pore in a fabric as a function of the pore size.
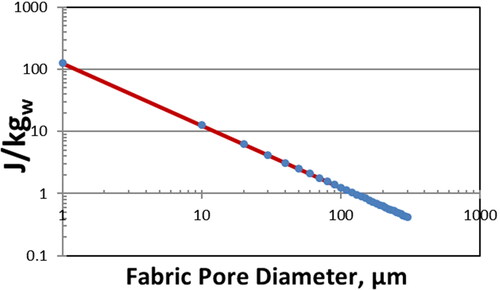
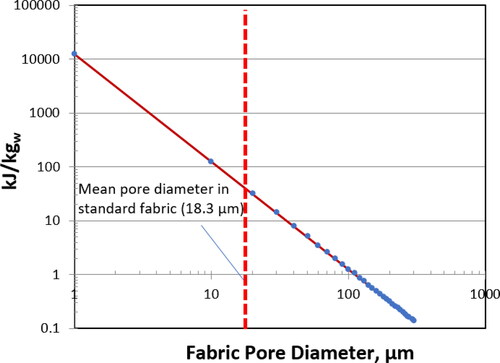
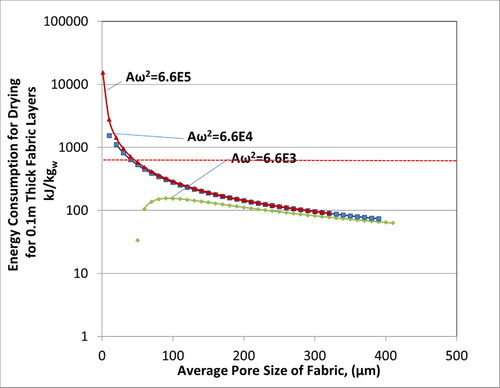
Assuming the wet load around the drum has a thickness of 0.1 m, the energy required to centrifugally extract water from fabrics with different average fabric pore sizes is illustrated in . Note that thinner layers of wet fabrics lead to a more efficient mechanical drying process, as predicted by this scale analysis model. For a 0.1 m thick wet load of DOE standard fabric with a mean pore diameter of 18.3 µm, the scale analysis suggests the drying efficiency is about 35 kJ/kgw (about 1.6% of that needed for evaporative drying, or an equivalent EF of about 190). Assuming a 4000 W power input, theoretically, it would take only 17.5 seconds to extract 2 kg of water from 3.6 kg of fabric.
Figure 13. Theoretical minimum energy required to extract water from 0.1 m thick fabric with pores of different diameters.
The theoretical final RMC in the clothes can be estimated by the force balance on the water in capillaries. For simplification, the extraction process was assumed to be slow and near equilibrium; hence, the inertia or pressure drop was neglected. Also, the capillary diameters were assumed to be small; hence, the gravitational effect was also neglected. Water is extracted from the pores as long as the centrifugal force acting on a droplet is larger than the capillary force holding the droplet in place; that is,
(17)
(17)
Note that in EquationEq. (17)(17)
(17) , the capillary force remains constant during the entire process, whereas the centrifugal force is proportional to the mass of the shrinking water slug in the fabric. The equation simply suggests that, as water is extracted, the length of the water slug in the capillary decreases until the centrifugal force on the very small mass of the droplet that remains is not enough to overcome the capillary force. EquationEquation (17)
(17)
(17) can be simplified to the correlation in EquationEq. (18)
(18)
(18) , which defines the relationship between the final length (Lf) of a water slug inside a pore as a function of the pore diameter for different drum rotational speeds:
(18)
(18)
Assuming that the initial RMC of the DOE standard fabric before going through high-spin water extraction is approximately 150%, and the depth of the capillaries in the fabric is about 400 µm, EquationEq. (18)(18)
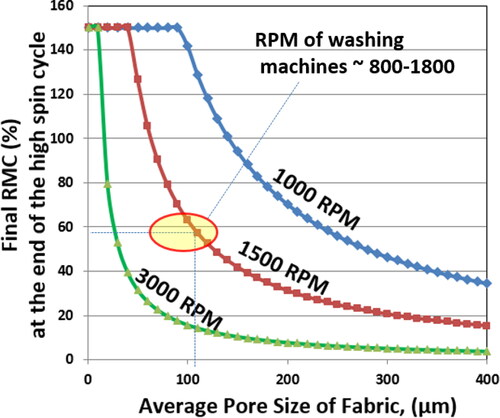
(18) provides a qualitative trend of the theoretical minimum final RMC in a fabric after a high-spin cycle of a drum with a diameter of 0.6 m at different numbers of revolutions per minute (RPMs). The top speed of a clothes washing machine is between 800 and 1800 RPM, depending on the model and manufacturer.
At low RPMs (<1000), most pores below 100 µm will not give up their water. The higher the RPM of the drum, the lower the final RMC that can be achieved, as shown in . DOE’s standard drying test procedure assumes the fabrics coming from a washing machine have 57.5% RMC;[Citation17] that assumption qualitatively agrees with the graphs in , as shown by the circle indicating a typical spin-drying RPM in commercially available washing machines. shows it is very easy to extract moisture from fabrics with larger pores. It indicates that for a set RPM, up to a threshold, the very small pores in fabrics will never be activated to release their moisture. Also, for large pores, there is a minimum limit for RMC below which centrifugal drying is no longer effective. According to,[Citation6] the spin cycle is the most cost-effective means of drying clothing. Although increasing the spin speed is the most effective way to reduce the RMC in fabrics, the improvement comes with challenges. Some of the challenges are that system components such as the bearings, transmission, and motor must be oversized; and the basket may need to be redesigned to handle high hoop stresses and out-of-balance loads. Higher costs preclude the introduction of the technology into the majority of the washing machine market consisting of low and mid-level machines.[Citation6]
Figure 14. Theoretical minimum final RMC of the 0.1 m thick clothes spinning inside a 0.6 m ID washing machine drum at different RPMs.
Our team conducted a centrifugal drying test on a small-scale high-speed centrifugal dryer. This system has a drum diameter of 0.2413 and runs at 3300 RPM. In this test, 946 g of water was added to 580 g of DOE standard fabric. When the spin dryer powered up, the moisture content of the fabric dropped from 163% to 26.4% within only 100 seconds. The EF and drying efficiency associated with this machine were measured at 210 lb/kWh and 34.8, respectively.
3.3.3. Vibration-based drying
Direct contact vibration-based drying using piezoelectric transducers is being investigated.[Citation7,Citation8,Citation15,Citation30] In this process, the piezoelectric transducers vibrate wet fabric at a high frequency and mechanically extract water in the form of a cold mist. The harmonic oscillator vibration displacement, is defined as
(19)
(19)
where
and
are amplitude and angular frequency (
), respectively. As the solid fibers of yarn in a fabric accelerate due the external harmonic vibrations, the fabric experiences acceleration on the order of
thus, the force applied on the water droplet inside a pore (Fvib) can be estimated as
(20)
(20)
The resistance force against the water droplet extraction in the fabric pore is
(21)
(21)
Water extraction from the fabric will continue while the extraction driving force is larger than the resistive force. From EquationEqs. (20)(20)
(20) and Equation(21)
(21)
(21) , this condition will be achieved for pore diameters of
(22)
(22)
EquationEquation (22)(22)
(22) indicates that for a fixed vibration configuration (amplitude and frequency), vibration drying is effective only for fabric pore sizes larger than a critical limit. Figure illustrates the qualitative behavior of different pore sizes in the fabric under different oscillation accelerations (i.e.,
where
is the amplitude and
is angular frequencies (
). shows the minimum theoretical equilibrium RMC that can be achieved at different oscillation accelerations (i.e., from a1 = 712 g to a4 = 71186g [m/s2]). At low accelerations, moisture cannot be removed from pores below a certain size range, and these pores can be activated only if the acceleration is increased. Also, for a certain acceleration, a certain dryness (minimum RMC) can be achieved.
Figure 15. (a) The qualitative minimum theoretical residual moisture content (RMC) of the fabric after vibration at different amplitudes and angular frequencies (2
);[Citation15] (b) the theoretical energy consumption of vibration-based drying for a single pore.
![Figure 15. (a) The qualitative minimum theoretical residual moisture content (RMC) of the fabric after vibration at different amplitudes and angular frequencies (ω=2πf);[Citation15] (b) the theoretical energy consumption of vibration-based drying for a single pore.](/cms/asset/766943c3-3199-41f0-952d-de97ee55726a/ldrt_a_2005620_f0015_c.jpg)
From a different perspective, EquationEq. (22)(22)
(22) reveals that as a pore dries out, the length of the liquid slug in the pore,
shrinks to a limit (i.e., the mass of the droplet drops to a limit) such that the momentum of the droplet will no longer be enough to overcome the surface tension resistance; hence, drying will eventually stop. Therefore, there is a minimum RMC that can be achieved through vibration drying. To achieve a lower final RMC, the oscillator acceleration (either amplitude or frequency, or both) can be increased, but at the cost of higher power consumption, as shown in . The ideal amount of energy required to extract the moisture under vibration-based drying is the energy needed to overcome the capillary force, which can be expressed as
(23)
(23)
qualitatively shows the energy required to extract the moisture from a single microscopic pore at a different oscillator acceleration. Note that the energy consumption for drying using this method is orders of magnitude less than for evaporative drying, described earlier. When the acceleration () is in the range of 6000 m/s2, the energy required to remove the moisture is minute; but good drying cannot be achieved if the pore sizes are smaller than a certain limit, and only an RMC of below 20% can be achieved for pores larger than 350 µm. As acceleration increases to 60,000 and 600,000 m/s2, much more thorough drying can be achieved. At a high-acceleration regime, the extra energy needed to remove water from the fabric approaches a limit. Note that this analysis considered only the mechanical energy needed to remove water from the fabric and does not account for the energy needed to drive the oscillator or piezoelectric element. These graphs suggest that at the beginning of the drying process, it is more efficient to start the vibration at a low acceleration; then as the fabric dries, the frequency must be increased to reach a lower RMC. Assuming a 4000 W power input, theoretically, it would take only 5.5 µs to extract 2 kg of water from 3.6 kg of fabric.
Similar to the case for centrifugal drying, for actual clothes that consist of millions of micropores, moisture needs to be extracted from the first pore and migrate to the next one until it reaches the edge of the fabric and leaves. For 0.15 m thick layers of fabric, the qualitative theoretical energy consumption per unit of mass of water removal is shown in . In terms of EF, direct contact vibrational drying can be on the order of five times more efficient than conventional thermal evaporative drying.
Figure 16. Theoretical energy required to dry 0.1 m thick clothes using direct contact vibration.
The best direct contact ultrasonic drying EF measured by the authors has been about 22 lbBDW/kWh using a benchtop press-type prototype.[Citation15]
4. Discussion
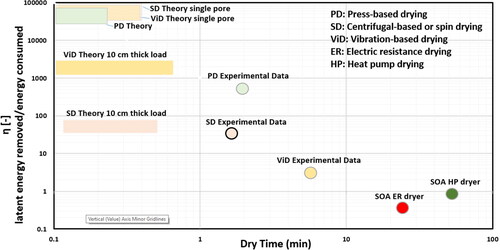
Based on the analysis in this paper, summarizes both the theoretical performance limits and the performance range of existing fabric dryers on the market. The quantity on the y-axis of is the overall drying efficiency, determined using Eq. (8). The quantity on the x-axis of is the drying time, which was determined for a starting moisture content of 57.5% and final moisture content of 4%, both relative to a “bone dry” state, where the bone dry weight was 3.83 kg. Finally, a total power input of 4 kW was also assumed to determine the drying time, as this is the power level for typical residential electric clothes dryers. As expected, all the mechanical drying processes are much more efficient and faster than the conventional thermal drying processes. Theoretical performance limits for all the mechanical drying technologies are extremely high.
Figure 17. Comparison of qualitative efficiency (per Eq. 8) and drying time (per section 3.1) among different drying processes. The rectangles are associated with theoritical limits and circles with measured data for prototypes or state of the art (SOA) devices. As mentioned in section 3.1, the drying time was calculated based on an assumed load size of 3.83 kg, SMC of 57.5%, FMC of 4% and power input of 4 kW, which is representative of typical state-of-the-art electric clothes dryers.
Our experimental results show that achieving high efficiency is easy with press drying. That is the main reason that for large-scale industrial drying, such as in the pulp and paper and textile industries, press drying is widely used to remove bulk water from material at initial stages of the drying process. This method is appropriate for a continuous process; however, the extent of the drying is limited to a RMC of ∼100%. When more intense drying is desired, hydrostatic pressing with a fair level of complexity is required. In this study, we showed that 32 MPa hydrostatic pressure achieved an RMC of 10%.
When batch processes are considered, centrifugal drying can also provide extremely high efficiency. For continuous processes, however, there may be practical limitations for using centrifugal drying.
Vibrational drying (ultrasonic drying) is a novel process that was recently developed and can address the need for efficient drying where press drying or centrifugal drying is not practical. Our experiments showed that vibrational drying can achieve high efficiency and RMC as low as 5%.[Citation15,Citation30]
5. Conclusions
Based on the qualitative scale analysis described in the study, summarizes the theoretical performance limits of different drying technologies. The performance of each process was also experimentally measured. This study shows that mechanical drying processes—including press drying, centrifugal drying, and vibrational drying—are usually many orders of magnitude more efficient than the conventional thermal evaporative drying processes. The paper compared the theoretical energy efficiencies and drying rates that can be achieved by different mechanical drying processes. This study also shows experimentally that press drying can achieve the highest efficiencies, followed by spin drying and vibrational drying. However, each of these processes has practical limitations. In real-world applications, practical limitations may prevent the use of a specific mechanical drying technology. However, the data presented here provide a screening tool, qualitative guideline, and theoretical basis for a better selection or design of new drying machines.
Table 4. Qualitative comparison among the theoretical limits of fabric drying efficiency.
| Nomenclature | ||
| = | bone-dry weight, lb | |
| Cp,w | = | specific heat of water, kWh1kg−1K−1 |
| Cp,c | = | specific heat of dry cloth, kWh1kg−1K−1 |
| COPc | = | cooling coefficient of performance |
| COPe | = | heating coefficient of performance |
| = | average diameter of microscopic pores in fabric, µm | |
| = | energy, kWh | |
| = | energy per unit volume required for press drying, MJ/m3 | |
| = | energy per unit mass required to extract water from single microscopic pore, J/kg | |
| = | energy factor, lbBDW/kWh | |
| = | final moisture content | |
| hfg | = | latent heat of evaporation of water, kWh/kg, or kJ/kg |
| = | enthalpy, J/mol | |
| HPD | = | heat pump dryer |
| HX | = | heat exchanger |
| = | length of single microscopic pore, m | |
| LHF | = | latent heat factor |
| = | molar volume, m3/mol | |
| m | = | mass, kg |
| = | mass flow rate, kg/s | |
| = | total number of pores in multiple layers of fabric | |
| = | number of layers of fabric | |
| = | pressure, kPa | |
| QC | = | heat transfer at the cold reservoir of a Carnot heat pump, kW |
| QH | = | heat transfer at the hot reservoir of a Carnot heat pump, kW |
| = | universal gas constant, J/mol⋅K | |
| = | relative moisture content, % | |
| = | starting moisture content, % | |
| = | specific moisture extraction rate, kgw/kWh | |
| = | temperature, °C | |
| TE | = | thermoelectric |
| = | fabric thickness, mm | |
| = | volume, m3 | |
| VCS | = | vapor compression heat pump system |
| = | mass ratio, kgw/kg | |
| = | Young’s modulus, MPa | |
| Subscripts/superscripts | ||
| BDW | = | bone dry weight |
| c | = | cloth |
| = | capillary | |
| da | = | dry air |
| = | initial | |
| = | final | |
| = | fabric | |
| = | liquid | |
| L + S | = | both latent and sensible heat |
| = | saturation | |
| = | vapor | |
| = | water | |
| Greek symbols | ||
| = | density, g/cm3 | |
| = | surface tension, N/m | |
| = | compressive stress, MPa | |
| = | fabric porosity, % | |
| = | dynamic three-phase contact angle | |
| = | initial fabric porosity, % | |
| = | strain | |
| = | instantaneous drying efficiency | |
| = | average drying efficiency | |
Acknowledgments
The authors would like to acknowledge Erika Gupta, Emerging Technologies Program Manager (Acting), US Department of Energy Building Technologies Office. The authors would also like to thank Matthew Weathers for operation of the unheated tumble dryer test.
Disclosure statement
The authors report no conflicts of interest. The authors alone are responsible for the content and writing of the paper.
Additional information
Funding
References
- DOE. Quadrennial Technology review - An assessment of energy technologies and research opportunities. Ch 6: Innovating Clean Energy Technologies in Advanced Manufacturing," 2015, US Department of Energy. https://www.energy.gov/sites/prod/files/2017/03/f34/quadrennial-technology-review-2015_1.pdf
- U.S. Energy Information Administration. Annual Energy Outlook 2020: Table 4. Residential Sector Key Indicators, and Consumption. 2020; https://www.eia.gov/outlooks/aeo/data/browser/#/?id=4-AEO2020&cases=ref2020&sourcekey=0., U.S. Energy Information Administration.
- Boles, M.; Cengel, Y. Thermodynamics-An engineering approach; McGraw-Hill Education: New York, NY, 2008.
- Gluesenkamp, K. R.; Patel, V. K.; Momen, A. M. Efficiency Limits of Evaporative Fabric Drying Methods. Drying Technol. 2020, 39, 104–121. DOI: 10.1080/07373937.2020.1839486.
- Martin, S. S. Mangle (machine), 2019. https://commons.wikimedia.org/wiki/File:Modern_mangle_in_a_Swedish_laundry_room.jpg. Wikipedia.
- Richter, T. Energy efficient laundry process-Final Project Report for the Department of Energy. 2005, DE-FC26-01NT41261, GE Global Research, GE Consumer & Industrial, Procter & Gamble.
- Momen, A. M.; Gluesenkamp, K. R.; Vineyard, E. A.; Kisner, R. A. Patent, Dryer Using High Frequency Vibration, 2016, WIPO, WO/2016/182832.
- Dupuis, E. D.; Momen, A. M.; Patel, V. K.; Shahab, S. Electroelastic Investigation of Drying Rate in the Direct Contact Ultrasonic Fabric Dewatering Process. Appl. Energy 2019, 235, 451–462. DOI: 10.1016/j.apenergy.2018.10.100.
- Liu, Z.; Haygreen, J. G. Drying Rates of Wood Chips during Compression Drying. Wood Fiber Sci. 1985, 17, 214–227.
- Adachi, K.; Inoue, M.; Kanayama, K.; Rowell, R. M.; Kawai, S. Water Removal of Wet Veneer by Roller Pressing. J. Wood Sci. 2004, 50, 479–483. DOI: 10.1007/s10086-003-0600-4.
- Yoshida, T.; Sasaki, H.; Takano, T.; Sawabe, O. Dewatering of High-Moisture Wood Chips by Roller Compression Method. Biomass Bioenergy 2010, 34, 1053–1058. DOI: 10.1016/j.biombioe.2010.02.013.
- Laurila, J.; Havimo, M.; Lauhanen, R. Compression Drying of Energy Wood. Fuel Process. Technol. 2014, 124, 286–289. DOI: 10.1016/j.fuproc.2014.03.016.
- Korn, D.; Dimetrosky, S. Do the Savings Come out in the Wash? A Large Scale Study of in-Situ Residential Laundry Systems. In ACEEE Summer Study on Energy Efficiency in Buildings. The American Council for an Energy-Efficient Economy (ACEEE): Pacific Grove, CA, 2010.
- Durfee, D. J.; Tomlinson, J. J. "Boston Washer Study," Prepared by the Energy Division, Oak Ridge National Laboratory for the US Department of Energy, 2001.
- Patel, V. K.; Kyle Reed, F.; Kisner, R.; Peng, C.; Moghaddam, S.; Mehdizadeh Momen, A. Novel Experimental Study of Fabric Drying Using Direct-Contact Ultrasonic Vibration. ASME J. Thermal Sci. Engin. Appl. 2019, 11, 021008–1–021008-10. DOI: 10.1115/1.4041596.
- Bermond, C. Establishing the Scientific Base for Energy Efficiency in Emerging Pressing and Drying Technologies. Appl. Therm. Eng. 1997, 17, 901–910. DOI: https://doi.org/10.1016/S1359-4311.(96)00076-2. DOI: 10.1016/S1359-4311(96)00076-2.
- 10 CFR 430, Energy Conservation Program for Consumer Products," Subpart B, "Test Procedures"; Appendix D/D1/D2, "Uniform Test Method for Measuring the Energy Consumption of Clothes Dryers, 2013, US Department of Energy. https://www.ecfr.gov/current/title-10/chapter-II/subchapter-D/part-430/subpart-B
- 10 CFR 430, Energy Conservation Program for Consumer Products. Subpart C, Energy and Water Conservation Standards, US Department of Energy, 2017. https://www.ecfr.gov/current/title-10/chapter-II/subchapter-D/part-430/subpart-C
- Peng, C.; Momen, A. M.; Moghaddam, S. An Energy-Efficient Method for Direct-Contact Ultrasonic Cloth Drying. Energy 2017, 138, 133–138. DOI: 10.1016/j.energy.2017.07.025.
- Hsieh, Y.-L. Liquid Transport in Fabric Structures. Text. Res. J. 1995, 65, 299–307. DOI: 10.1177/004051759506500508.
- Vaclavik, V. A.; Christian, E. W. Essentials of Food Science. In Food Science Text Series, ed. Heldman, D.R., Ed. Vol. 42. New York: Springer, 2008.
- Igarashi, T.; Hoshi, M.; Nakamura, K.; Kaharu, T.; Murata, K-i. Direct Observation of Bound Water on Cotton Surfaces by Atomic Force Microscopy and Atomic Force Microscopy–Infrared Spectroscopy. J. Phys. Chem. C. 2020, 124, 4196–4201. DOI: 10.1021/acs.jpcc.0c00423.
- Denkenberger, D.; Calwell, C.; Beck, N.; Trimboli, B.; Driscoll, D.; Wold, C. Analysis of Potential Energy Savings from Heat Pump Clothes Dryers in North America. Ecova and Collaborative Labeling and Appliance Standards Program (CLASP), 2013.
- TeGrotenhuis, W.; Butterfield, A.; Caldwell, D.; Crook, A.; Winkelman, A. Modeling and Design of a High Efficiency Hybrid Heat Pump Clothes Dryer. Appl. Therm. Eng. 2017, 124, 170–177. DOI: 10.1016/j.applthermaleng.2017.05.048.
- Stawreberg, L.; Nilsson, L. Potential Energy Savings Made by Using a Specific Control Strategy When Tumble Drying Small Loads. Appl. Energy 2013, 102, 484–491. DOI: 10.1016/j.apenergy.2012.07.045.
- Ganjehsarabi, H.; Dincer, I.; Gungor, A. Exergoeconomic Analysis of a Heat Pump Tumbler Dryer. Drying Technol. 2014, 32, 352–360. DOI: 10.1080/07373937.2013.829853.
- Tang, Y.; Pearson, R. G.; Hart, C. A.; Simpson, W. T. A Numerical Model for Heat Transfer and Moisture Evaporation Processes in Hot-Press Drying—an Integral Approach. Wood Fiber Sci. 1994, 26, 78–90.
- Ma, M.; Mao, Y.; Gupta, M.; Gleason, K. K.; Rutledge, G. C. Superhydrophobic Fabrics Produced by Electrospinning and Chemical Vapor Deposition. Macromolecules 2005, 38, 9742–9748. DOI: 10.1021/ma0511189.
- Pappas, D.; Copeland, C.; Jensen, R. Wettability Tests of Polymer Films and Fabrics and Determination of Their Surface Energy by Contact-Angle Methods - ARL-TR-4052. 2007, Army Research Laboratory. https://apps.dtic.mil/sti/pdfs/ADA466437.pdf
- Peng, C.; Ravi, S.; Patel, V. K.; Momen, A. M.; Moghaddam, S. Physics of Direct-Contact Ultrasonic Cloth Drying Process. Energy 2017, 125, 498–508. DOI: 10.1016/j.energy.2017.02.138.