
ABSTRACT
Information obtained from comminution test work at the laboratory scale can be utilized to characterize ore types and predict their behavior during comminution at the industrial scale. Comminution tests with a laboratory-scale rod and ball mill of 13 predefined ore types from the Per Geijer iron oxide-apatite deposits were conducted. The grinding setup refers to the so-called Malmberget method used at LKAB, characterized by a subsequent circuit of rod and ball mill grinding. The highest P80 values were obtained by grinding only in the rod mill for 10 min (step A). Ball mill grinding for 25 min (step B) and 35 min (step C) gave a very narrow range of P80 values. Hematite-dominated ore types had significantly higher P80 values after the primary grinding step A compared to the other ore types. Generally, Fe content increased in finer particle size classes while CaO and P contents decreased. The influence of silicates or phosphates is dependent on the dominant iron oxide. Magnetite-dominated ore types are more likely to be affected in their comminution behavior by the presence of silicate minerals. In contrast, hematite-dominant ore types are instead influenced by the presence of apatite. The difference in the degree of liberation of magnetite and hematite between ore types depends on size fractions rather than the amount of gangue in the ore most likely caused by very fine intergrowth of both iron oxides. A consolidation from 13 to 8 ore types is favored, supporting possible future mining of the Per Geijer deposits.
1. Introduction
Luossavaara-Kiirunavaara Aktiebolag (publ), commonly known as LKAB, exploits iron oxide-apatite deposits in northern Sweden for over 125 years. The Per Geijer deposits constitute the same type of mineralization in the Kiruna district (Geijer Citation1950; Martinsson Citation2015; Krolop et al. Citation2019a, Citation2019b) and display an important target to increase the mineral reserves. In 2018, a scoping study was started as an internal project at LKAB to reassess the Per Geijer deposits for future exploitation. For that purpose, the detailed process-mineralogical characterization of the deposits can be regarded as one of the main targets of this study. This part of the project in question synergizes on geological, mineralogical, geochemical, and process mineralogical investigations from five deposits, collectively referred to as Per Geijer deposits. Comminution tests works that can be regarded as the base for almost all process mineralogical characterization were carried out in the laboratory scale to obtain preliminary information about their amenability for mineral processing. An important part in the characterization of the deposits is the process-mineralogical framework. That includes the in situ ore description (Krolop et al. Citation2019a, Citation2019b) and several beneficiation stages conducted at laboratory scale such as comminution of ore types and low-intensity magnetic separation. There is a considerable challenge for processing especially based on the mineralogical variations of ores in the deposits. As reported by Lamberg et al. (Citation2013), Wright et al. (Citation2013), Tøgersen et al. (Citation2018) and França et al. (Citation2020), those variations may be responsible for heterogeneous process performance. Since companies like LKAB face challenges with variations in ore quality and mineralogy, some internal projects have been successfully developed in recent years (Aupers Citation2014; Lund Citation2013; Niiranen Citation2015; Niiranen and Rutanen Citation2019; Niiranen and Töyrä Citation2019; Niiranen, Töyrä and Krolop Citation2018; Töyrä et al. Citation2017). The importance of comminution test works originates from the high level of energy consumed in the processing chain to grind the ore to achieve a desirable particle size, liberation, and high iron grade in the concentrate with low content of impurities (McNab et al. Citation2009; Norgate and Haque Citation2010; Reichert et al. Citation2015).
Mineral liberation analysis has always been a crucial part of the characterization of ore for mineral processing (e.g., Lamberg Citation2010; Liipo et al. Citation2012; Niiranen Citation2015). A series of analytical methods such as optical microscopy or SEM-based materials characterization software can be used to study liberation and the intergrowth of valuable minerals and gangue. For this study, the process mineralogical approach was selected for liberation analysis with a focus on parameters like mineralogy and mineral associations in the 13 predefined ore types from the Per Geijer iron ore deposits (see Krolop et al. Citation2019a) as well as in different size fractions produced by comminution test works. These are important characteristics from a process-mineralogical perspective because of their relationship to the degree of liberation and behavior of different ore types in the beneficiation process. In the present study, particle size distribution (PSD) combined with chemical analysis and liberation analysis of 13 predefined ore types of the Per Geijer iron oxide-apatite deposits are presented.
2. The Per Geijer deposits
The iron oxide-apatite deposits (IOA) adjacent to the NE of the well-known Kiirunavaara iron ore deposit are collectively known as the Per Geijer deposits. Many of the IOA deposits in northern Sweden display almost pure magnetite ores with minor impurities in the form of gangue minerals like apatite, actinolite, quartz, calcite, and pyrite (e.g., Aupers Citation2014; Lund Citation2013; Martinsson et al. Citation2016; Niiranen Citation2015). The Per Geijer deposits are characterized mainly by their higher phosphorus grade (3–5% P) and lower iron grade (40–50% Fe) compared to the proximate Kiirunavaara iron ore deposit. Magnetite and hematite are the main ore minerals of potential economic value although minor amounts of sulfides are present in the deposits. In this context, it is worth mentioning that apatite as a source of phosphorus and light rare earth elements (LREEs) may also have economic value for these deposits in the future.
3. Methodology
3.1. Sampling and predefinition of ore types
Sampling was conducted on rejects from chemical assays of crushed material (–3 mm) from exploration drill cores from all five Per Geijer deposits. The sample intervals range between several meters of each ore type based on the frequency in the core. The predefinition of ore types is based on geological, mineralogical, and chemical assay data of drill cores provided by the Exploration Department at LKAB. Information from geological drill core logs and sampling intervals for chemical assays was merged to define ore types presented in . Ore types are distinguished based on the iron grade, the magnetite/hematite ratio (<0.4, 0.4–4, >4), and the phosphorus and silica grades as further described in Krolop et al. (Citation2019a). In this study, the focus was based on the magnetite and hematite-rich (>50% Fe) ore types as they are important for a possible mining concession in the future.
Figure 1. Scheme for ore-type classification based on geological, mineralogical, and chemical data (modified after Krolop et al. Citation2019a).
A summary of the feed material used in comminution test work including information on ore type, drill hole, deposit, and intervals is given in ESM (). If enough material was available, a second batch of each ore type was sampled. To get enough material for the comminution test work (8–15 kg), 2–3 rejects were selected for each ore type representing a drill core interval of 2–4 m. These were combined after verification of similar chemical and mineralogical characteristics and homogenized to a sample. In addition, a sample was split into 2 kg subsamples and further used for comminution test work.
Table 1. P80 values of the Per Geijer ore types after different grinding steps based on results of PSD analysis. Steps A, B, and C as shown in
3.2. Comminution circuit
Comminution tests were carried out using a laboratory-scale mill with steel rods and balls as grinding media at LKAB’s laboratory for mineral processing in Kiruna. The laboratory mills are characterized by a length of 250 mm and a diameter of 200 mm designed based on empirical studies in the beneficiation plant KA1 in Kiruna. Rods were counted (n = 53) and measured (± 14,200 g ± 50 g) to match the criteria of the so-called Malmberget method for comminution test work developed at LKAB. According to this method, steel balls have a diameter of ca. 15 mm and a total mass of 13,100 g ± 50 g was used. The flow sheet for the comminution test work is shown in and described in detail in ESM 2.
Figure 2. Flow sheet used for laboratory-scale comminution test work (modified after Drugge Citation2009; Niiranen Citation2015).
All selected samples (feed material of 2 kg ± 100 g) were first ground with 1 lof water for 10 min in the rod mill (A). After drying at ca. 100°C for 12 h and subsequent homogenization, two samples of each ore type were ground in the ball mill for 25 min (B) or 35 min (C), respectively. In addition, size analyses for the material of each ore type were carried out after each grinding stage. Particle size analysis after grinding tests was performed by wet sieving at LKAB’s laboratory for physical testing. Furthermore, chemical analysis by X-ray fluorescence (XRF) of each size fraction was carried out at LKAB’s chemical laboratory.
3.3. Scanning electron microscopy–mineral liberation analysis (SEM-MLA)
For modal mineralogy and mineral liberation analysis, 56 selected samples were prepared as grain mounts at the sample preparation laboratory of the Helmholtz Institute Freiberg for Resource Technology. Material of several size fractions after comminution was homogenized and deagglomerated prior to preparation. Despite the deagglomeration effort, agglomerates are typical phenomena in the ground ore type samples of the Per Geijer deposits. All samples were analyzed by the SEM including a MLA software on a Quanta 650 FEG-MLA650F (FEI©). The analyses were carried out both at the Geometallurgy Laboratory of the Division of Economic Geology and Petrology at TU Bergakademie Freiberg and the Helmholtz Institute Freiberg for Resource Technology. Energy-dispersive X-ray spectroscopy (EDS) was performed with two Bruker Nano Dual X-Flash 5030 detectors, using an accelerating voltage of 25 kV and a working distance of 12 mm. False-colored maps (GXMaps) were created with a defined grid of EDS-spectra per mm2 of minerals with specific gray values. For image and data processing, collected X-ray spectra were classified. Due to the fact, that the BSE gray levels of the different iron oxides (e.g., hematite and magnetite) are very similar, modification in the data processing stage was required (Krolop et al. Citation2019b). Thus, the classification of each sample followed several steps of refinement specified in ESM 3. Furthermore, agglomerates have been electronically treated to achieve full separation during processing of MLA data. A detailed description of offline processing steps is given in the ESM 4. Since a significant number of fully liberated iron oxide particles usually fixed in agglomerates were exposed during MLA data treatment, they also account for the total degree of liberation of magnetite and hematite presented in this study. The degree of liberation was determined by division of the measured mass proportion of fully liberated (= 100%) particles by the total mass of measured particles.
4. Results and discussion
4.1. Particle size distribution of the ore types
Grinding with the laboratory rod mill only (step A) shows the highest values of P80 (= 80% passing), as expected. However, after the secondary grinding steps in the laboratory ball mill (steps B and C) the difference between the P80 values is very narrow. Furthermore, it can be noted that the P80 values in the grinding step A were significantly higher for the hematite-dominated ore types, especially for the SiO2-poor ore types H1a and H2a. After the grinding step C, i.e., 35 min in the ball mill, P80 values were generally lowest ranging between 26 µm (ore type M1a) and 47 µm (ore type H1a). P80 values for all ore types after different grinding steps are shown in . According to Niiranen and Böhm (Citation2012), the secondary grinding circuit in the beneficiation plants in the Kiruna site produces a P80 of approximately 45 µm. Therefore, it can be suggested that the preferred comminution scheme for magnetite-dominated ore types would be steps A + B. However, some hematite-dominated ore types accompanied by mostly silicate and phosphate minerals seem to need longer retention time in the mills to obtain P80 of 45 µm.
4.2. Chemical analysis of size fractions
In the high SiO2 ore types, M1b and M2b silica seems to become more enriched in finer fractions (). In contrast, in all hematite-dominated ore types silica does not seem to become more enriched in finer fractions. It is assumed that the effect is caused by the different in situ grain sizes of magnetite and hematite in the ore types. Hematite is commonly more fine-grained than magnetite as the major portion occurs as replacement of the parental magnetite (Krolop Citation2021). The maximum value of 21.3 wt.% SiO2 occurs in the ore type H1b. In the magnetite/hematite-mixed ores, enrichment of SiO2 in the finer size fractions is not observable. Ore type HM1b shows highest SiO2 content up to 15 wt.% in the <38 µm fraction represented by the presence of fine-grained quartz. It should be noted that the SiO2-poor ore type M1a is enriched in silica in coarser size fractions probably caused by local quartz veins intersecting the massive magnetite ore. Ore type M2a has a low SiO2 content but is enriched in CaO, becoming more predominant in finer size fractions. The CaO content refers to both carbonates intergrown with magnetite and carbonate veins crosscutting the massive iron ore. Furthermore, CaO content in hematite-dominated ore types is generally higher in the P-rich ore types (H2a, H2b) reaching up to 15.1 wt.% and becoming more predominant in the finer size fractions (). However, the CaO content is not represented by apatite, which is the dominant phosphate mineral. It rather refers to both carbonates intergrown with hematite and carbonate veins intersecting the hematite-dominated ore. Phosphorus content in hematite-dominated ore is generally very low (<4 wt.%) independent of the ore type or size fraction. However, in the P-rich ore types, H2a and H2b, phosphorus is slightly enriched in finer particle size classes. In the magnetite-dominated, P-rich ore types M2a and M2b phosphorus are slightly enriched in finer size fractions. Generally, phosphorus contents are very low (<4 wt.%) in mixed ore types but have higher contents in the finer particle size classes (<20 µm and <38 µm) in ore type HM2a. The content of K2O, Al2O3, MgO, MnO, TiO2, V2O5, Na2O and S is generally below 1.5 wt.% in all ore types regardless of the size fraction. An exception is Al2O3 content in ore types M1b (up to 4.1 wt.%), M2b (up to 8.9 wt.%), H1b (up to 2.5 wt.%), and HM1b (up to 3.1 wt.%) in the finest size fraction (<20 µm). Here, the Al2O3 content is preferentially caused by the presence of muscovite with lesser contribution from biotite, chlorite, and actinolite, which tend to become more enriched in finer fractions due to their characteristic breakage behavior.
Table 2. Summarized chemical assays of major elements and element oxides for magnetite- and hematite-dominated ore types divided into size fractions after grinding step C (). Note that element concentrations are given in weight %. Corresponding mass distributions of minerals in size fractions are given in ESM 5
4.3. Liberation of magnetite and hematite
The degree of liberation is typically defined as the percentage of the mineral of interest occurring as free particles, which can further be estimated to weight percentage or volume percentage, based on the predefined density of the minerals and/or predefined narrow particle size classes (e.g., Lund Citation2013; Niiranen Citation2015; Wills and Finch Citation2016). Determining the degree of liberation for magnetite and hematite with automated mineralogy can be challenging and is highly dependent on multiple factors such as measurement conditions and offline-processing steps (Krolop et al. Citation2019b; Wartbichler, Böhm and Niiranen Citation2014). Although, to the author’s best knowledge, all necessary steps for increasing the validity of the samples have been applied as a conservative way of processing was chosen.
In the magnetite-dominated ore types, the degree of liberation of magnetite is generally above 90%, except for the finest fraction (<20 µm) of the ore type M2b (). Notably, the modal abundance of hematite in that fraction is also high, exceeding 20 wt.% verified by optical microscopy. Commonly, the modal abundance of hematite in magnetite-dominated ore types is below 10 wt.%. The degree of liberation of hematite particles is variable between the ore types and particle size classes. In the finest size fraction (<20 µm), hematite particles usually show the highest degree of liberation in each ore type. However, a general trend from coarser to finer size fractions is not observable. It can be assumed that the magnetite-dominated ore types do not need to be ground to reach P80 = 45 µm for magnetite to be liberated. Furthermore, unnecessary long retention time of samples seems to decrease the degree of liberation of magnetite in the presence of silicates, phosphates, and/or carbonates in the ore type M2b. In the hematite-dominated ore types, the degree of liberation of hematite is generally above 80%, except for the size fractions below 45 µm of ore type H2a (). Notably, the content of magnetite particles in these fractions is also high, exceeding up to 50 wt.%. It seems that hematite particles are well liberated above 45 µm, whereas magnetite particles show a higher degree of liberation in the finer particle size classes. The degree of the liberation of hematite is highest in the coarser size fractions reaching up to 93% in ore type H1a. It seems that in the absence of apatite (i.e., the ore types H1a and H1b) the degree of liberation of hematite decreases in the finer size fractions. The degree of liberation of magnetite is variable between ore types but generally highest in the coarsest size fraction (63–500 µm and >45 µm) with absence of apatite. In the P-rich ore types H2a and H2b, the degree of liberation of magnetite is highest in the finest size fraction <20 µm. However, it should be noted that the content of magnetite in hematite-dominated ore types is commonly generally below 5 wt.%, except in the ore type H2a. In the magnetite/hematite-mixed ore types, the degree of liberation of magnetite is above 92% (). Notably, the content of magnetite is higher than hematite in ore types HM1b and HM2b, exceeding up to 65 wt.%. Liberation of hematite is similar between ore types and size fractions. The degree of liberation is highest in the finest size fraction < 20 µm in each ore type lying above 76.9%. It can be suggested that magnetite/hematite-mixed ore types do not need to be ground below P80 = 45 µm for magnetite particles to be liberated. In fact, it can be noted that the degree of liberation decreases when samples have unnecessary long retention time. However, for hematite particles the opposite trend is observable with significantly increased liberation in the finest size fraction regardless of the presence of apatite and/or silicates in the ore type HM2b or in the presence of apatite only in the ore type HM2a.
Table 3. Degree of liberation of magnetite, hematite, and apatite for the different ore types and corresponding size fractions
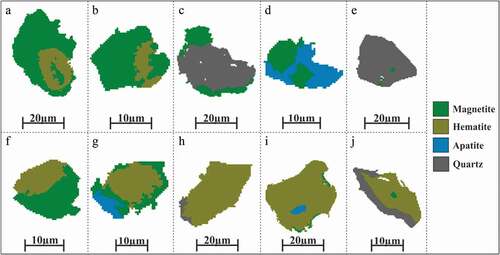
Iron oxides often occur closely intergrown with each other (). Nonliberated magnetite particles are thus partially locked in or bound to hematite and/or other minerals such as quartz and apatite as shown in . Magnetite can further occur as inclusions in quartz (). Notably, liberated magnetite particles are coarser in size than hematite particles in the magnetite-dominated samples. Furthermore, nonliberated hematite particles are intergrown with magnetite, less frequently with quartz, carbonates, and apatite (). Notably, liberated hematite particles are coarser sized in relation to magnetite particles in the hematite-dominated ore types. Hematite particles can enclose other minerals of interest such as apatite or magnetite ().
Figure 3. Examples of particle intergrowths from the Per Geijer deposits. (a, b) Intergrowth of magnetite and hematite. (c) Intergrowth of magnetite and quartz. (d) Magnetite particles intergrown with apatite. (e) Magnetite particles as inclusions in quartz. (f) Intergrowth of magnetite with sharp boundary to hematite. (g) Ternary intergrowth of magnetite, hematite, and apatite. (h) Intergrowth of hematite and quartz. (i) Hematite particle with inclusion of apatite. (j) Intergrowth of hematite and quartz with magnetite inclusion.
5. Conclusions
Based on the results of the comminution tests, it can be concluded that new and valuable information was obtained from the behavior of different ore types of the Per Geijer deposits. The preferred comminution step for magnetite-dominated ore types is based on the applied Malmberget method described as step A + B (). However, especially hematite-dominated ore types accompanied by silicates and phosphates seem to need a longer retention time in the mills to obtain P80 = 45 µm. Generally, it can be concluded that CaO and P contents increase in the finer size fractions while the Fe content decreases. The ore type M1a is an exception because the Fe content increases in the finer fractions. The SiO2 content follows the same trend but seems to vary in the presence of phosphorus. The influence of silicates or apatite on the comminution process seems to be dependent on the dominant iron oxide. The magnetite-rich ore types seem to be affected more by the presence of silicates. While ore types dominated by hematite are rather influenced by the presence of apatite. The degree of liberation seems to depend on size fractions rather than the amount of gangue in the ore, which contradicts previous observations for, for example, the B2 ore type in the Kiirunavaara ore. Generally, there is a clear difference in the degree of liberation of magnetite and hematite between the ore types based on the liberation analysis. This is further supported by preliminary calculation of energy demand for each ore type. After evaluating the results, it can be concluded that the predetermined 13 ore types can be condensed to at least to 8 ore types in the Per Geijer iron ore deposits presented in . This is especially important with regards to a future mining scenario in which a feasible amount of ore types need to be handled. This can be regarded as valuable information for planning the next steps of mineral processing test work, such as enlarged test work in the laboratory scale and further in the pilot and full scale in the future.
Figure 4. Reevaluated ore types based on particle size distribution, chemical analysis, and liberation analysis.
Supplemental Material
Download MS Word (37.5 KB)Acknowledgments
The authors thank the preparation lab personnel of the Helmholtz Institute of Resource Technology in Freiberg, especially Michael Stoll and Roland Würkert for assistance during grain mount preparation and deagglomeration. LKAB colleagues, especially personnel of the laboratory for physical testing and chemical analysis, are admiringly thanked. The main author gratefully acknowledges LKAB for funding this research and for approval of publication.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Supplementary material
Supplemental data for this article can be accessed on the publisher’s website.
References
- Aupers, K. 2014. Gangue mineralogy and deportment of deleterious elements in the iron ore of the Kiirunavaara deposit, Sweden. M. Sc. thesis, TU Bergakademie Freiberg, Germany. 167.
- Drugge, L. 2009. Validering av metod för simulering av framtida anrikningsresultat. LKAB Utredning 09-775 (Internal Report in Swedish), 65
- França, J. R., G. K. Barrios, H. D. Turrer, and L. M. Tavares. 2020. Comminution and liberation response of iron ore types in a low-grade deposit. Minerals Engineering 158:106590. doi:10.1016/j.mineng.2020.106590.
- Geijer, P. 1950. The Rektor ore body at Kiruna, 20 p (Sveriges geologiska undersökning).
- Krolop, P. 2021. The Per Geijer iron ore deposits in northern Sweden: Characterization based on mineralogical, geochemical and process-mineralogical methods. PhD thesis, TU Bergakademie Freiberg, Germany. 204
- Krolop, P., A. Jantschke, S. Gilbricht, K. Niiranen, and T. Seifert. 2019b. Mineralogical imaging for characterization of the Per Geijer Apatite iron ores in the Kiruna District, Northern Sweden: A comparative study of mineral liberation analysis and raman imaging. Minerals 9 (9):544. doi:10.3390/min9090544.
- Krolop, P., K. Niiranen, S. Gilbricht, and T. Seifert. 2019a. Ore type characterization of the Per Geijer iron ore deposits in Kiruna, Northern Sweden. In Proceedings of the Iron Ore 2019 Conference, Perth, Australia, July 22–24, 2019, 343–53; Perth, Australia: The Australasian Institute of Mining and Metallurgy.
- Lamberg, P. 2010. The use of mineral liberation data with property-based models in simulating mineral processes. Process Mineralogy ‘10, South Africa, Proceedings .Cape Town, 69–83.
- Lamberg, P., J. Rosenkranz, C. Wanhainen, C. Lund, F. Minz, A. Mwanga, and M. Parian. 2013. Building a geometallurgical model in iron ores using a mineralogical approach with liberation data. In Proceedings of the Second AusIMM International Geometallurgy Conference, 317–24. Brisbane, Australia.
- Liipo, J., C. Lang, S. Burgess, H. Otterstrom, H. Person, and P. Lamberg. 2012. Automated mineralliberation analysis using INCA Mineral. Process Mineralogy ‘12, South Africa, Proceedings.
- Lund, C. 2013. Mineralogical, chemical and textural characterisation of the malmberget iron ore deposit for a geometallurgical model. Doctoral Thesis, Luleå University of Technology. 97.
- Martinsson, O. 2015. Genesis of the Per Geijer apatite iron ores, Kiruna area, northern Sweden. In Abstract volume, SGA biennal meeting. Nancy, France, 23–27.
- Martinsson, O., K. Billström, C. Broman, P. Weihed, and C. Wanhainen. 2016. Metallogeny of the Northern Norrbotten Ore Province, northern Fennoscandian shield with emphasis IOCG and apatite- iron ore deposits. OreGeology Reviews 78 (2016):447–92.
- McNab, B., A. Jankovic, D. David, and P. Payne. 2009. Processing of magnetite iron ores–comparing grinding options. In Proceedings of Iron Ore 2009 Conference, Perth, Australia, July. 27–29.
- Niiranen, K. 2015. Characterization of the Kiirunavaara iron ore deposit for mineral processing with the focus on the high silica ore type B2. PhD Thesis, 195. Austria: Montanuniversitaet Leoben.
- Niiranen, K., and A. Böhm. 2012. A systematic characterization of the ore body for mineral processing at Kiirunavaara iron ore mine operated by LKAB, Northern Sweden. In Proc. XXVI International Mineral Processing Congress (IMPC), New Delhi, India. Paper (No. 1039).
- Niiranen, K., and H. Rutanen. 2019. Gangue mineralogy of titanium (Ti) in the Kiirunavaara iron ore deposit, northern Sweden. Proceedings Iron Ore 2019. Perth, Australia, 491–99.
- Niiranen, K., and V. Töyrä. 2019. Gangue mineralogy of titanium (Ti) in the Kiirunavaara iron ore deposit - a challenge for the mineral processing? Mineral Engineering 2019 Conference. Luleå, Sweden, Luleå University of Technology.
- Niiranen, K., V. Töyrä, and P. Krolop. 2018. Reverse cationic flotation – A possibility to reduce silicate content in magnetite concentrate in LKAB’s beneficiation plants in Kiruna. IMPC 2018 - 29th International Mineral Processing Congress. Moscow, Russia. 1136–47.
- Norgate, T., and N. Haque. 2010. Energy and greenhouse gas impacts of mining and mineral processing operations. Journal of Cleaner Production 18 (3):266–74. doi:10.1016/j.jclepro.2009.09.020.
- Reichert, M., C. Gerold, A. Fredriksson, G. Adolfsson, and H. Lieberwirth. 2015. Research of iron ore grinding in a vertical-roller-mill. Minerals Engineering 73:109–15. doi:10.1016/j.mineng.2014.07.021.
- Tøgersen, M. K., R. A. Kleiv, S. Ellefmo, and K. Aasly. 2018. Mineralogy and texture of the Storforshei iron formation, and their effect on grindability. Minerals Engineering 125:176–89. doi:10.1016/j.mineng.2018.06.009.
- Töyrä, V., K. Niiranen, E. Niva, and O. Rosendal. 2017. Increasing silicate content in the Kiruna Ore - A challenge for mineral processing. Mineral Engineering 2017 Conference. Luleå, Sweden. Luleå University of Technology, Preprints, 149–59.
- Wartbichler, M., A. Böhm, and K. Niiranen. 2014. Comparison of chemical, physical and optical methods to distinguish between magnetite und hematite. Case study Kiirunavaara deposit Sweden. In Preprints Conference in Minerals Engineering, Lulea Tekniska Universitet, Mineralteknik, Lulea .Luleå, Sweden, 181–93.
- Wills, B. A., and J. A. Finch. 2016. Mineral processing technology: An introduction to the practical aspects of ore treatment and mineral recovery, 498. Amsterdam, Netherlands: Butterworth Heinemann.
- Wright, B., T. Carroll, M. Flanagan, T. Sua, and B. Van Dijken, 2013. BHP Billiton West Australian iron ore geometallurgy – Past, present and future. In Proceedings of the Second AusIMM International Geometallurgy Conference. Brisbane, Australia, 105–10.