
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
In this work, we provide with an overview of the main theories, metallurgical and microstructural concepts used for the design of carbide free bainitic steels adapted to industrial hot rolling and coiling practices. The selected alloys were cast and tested at pilot plant scale and the obtained good combinations of properties tend to validate the thorough and careful approach undertaken to predict the microstructures during the alloy design process.
Introduction
In the pursuit of lightweight automotive structures, the steel industry is focusing on developing stronger materials. Hot rolled (HR) steels are integral to the structural components of both light and heavy vehicles. Currently, HR steels with tensile strengths up to around 1000 MPa are used, exhibiting various microstructures such as complex phase, ferrite-bainite, dual-phase or nano-precipitates in a soft matrix. Breaking the 1000 MPa barrier while maintaining the required formability has proven challenging. However, recent research indicates that microstructures combining low-temperature transformation products with retained austenite (RA) can yield higher strengths with reasonable ductility, defining a class of third-generation advanced high-strength steels (3G-AHSS) [Citation1].
One notable example is carbide-free bainitic (CFB) steel, featuring a bainitic ferrite (BF) matrix with suppressed cementite precipitation mainly due to silicon addition [Citation2,Citation3]. CFB steels achieve ultrahigh strength and elongation, primarily owing to fine bainitic ferrite plates, high dislocation density, and transformation-induced plasticity (TRIP) effect emanating from deformation-induced transformation of retained austenite to martensite. However, despite high tensile elongation, previous ultrahigh strength HR CFB steels lacked high toughness [Citation4], which is also an important requirement for their application.
In other works dealing with similar compositions and processes [Citation4–10], the alloy design process has been limited to the use of TTT diagrams and the To curve. In the case presented in this paper, we go further, and much of the modelling effort is devoted to predicting the final microstructure to be obtained at room T, which determines the strength, ductility, and toughness. Thus the distribution of austenite morphologies, the size of the bainitic ferrite plate, the presence of martensite and the mechanical stability of the retained austenite all come into play during the design process.
This paper presents a roadmap for designing CFB steels that fulfil industrial hot rolling process requirements. Microstructures with balanced ultrahigh strength, good elongation and good impact toughness have been achieved in the designed steels.
Relevant concepts of bainite transformation
While the growth of bainite is entirely diffusionless and connected with invariant-plane strain shape deformation due to its displacive growth, the nucleation requires the para-equilibrium partitioning of carbon [Citation2,Citation11]. Freshly generated bainitic ferrite plates are totally supersaturated with carbon at a given transformation temperature, . Subsequently, the excess carbon is rejected from the plates into the nearby, untransformed austenite, which becomes carbon-enriched [Citation2,Citation12]. The subsequent plate of bainitic ferrite grows from the carbon-enriched austenite with considerably less driving force than the prior plates if carbide precipitation from austenite is prevented by suitable and adequate alloying additions. This effect persists until the carbon content of residual austenite reaches
, the temperature at which the free energies of austenite and ferrite with the same composition are equal and further transformation becomes thermodynamically impossible. Because the reaction stops before the carbon concentration of austenite reaches the para-equilibrium value indicated by the Ae'3 line [Citation2], this occurrence is known as a ‘incomplete reaction phenomenon’. The
is pushed to even lower carbon concentrations, denoted by
, when the stored strain energy related to the displacive growth is taken into consideration [Citation2]. Therefore, some residual austenite in bainitic ferrite matrix is always anticipated in the final microstructure when carbide precipitation is prevented by the judicious use of Si (usually ≥ 1.5 wt.%) [Citation2]. Such residual austenite will be in the form of large blocks
trapped between the bainite sheafs if there is a significant quantity of untransformed austenite at the transformation temperature [Citation2]. During subsequent cooling and/or straining, these blocks of austenite might transform to hard, brittle martensite, with the consequent impairment of toughness and ductility [Citation2,Citation13,Citation14]. When RA is present as thin films
between the subunits of bainitic ferrite, those same properties are substantially improved, the reason being a much higher mechanical stability of
as compared to
[Citation15,Citation16].
The resistance of austenite against the martensitic transformation during deformation, or mechanical stability, depends on several factors [Citation16,Citation17]. The chemical composition of RA is one of the key players, and elements such as C, and Mn significantly enhance the austenite stability, with the strongest influence of C [Citation15,Citation18–20]. The underlying reason for this is that the mechanical driving force generated in the presence of stress or strain, which promotes martensitic transformation, depends on the strength of the austenite [Citation17,Citation21], so that a strong RA, e.g. with high C and Mn content, is expected to be mechanically more stable. The two different morphologies of RA, and to
, have very distinctive carbon contents, i.e.
are far richer in carbon than
. Since carbon is an interstitial solute, such differences also imply big differences in their thermal stability, i.e. stability during cooling [Citation22]. The differences in size of the austenitic features also have an important effect per se on its stability against martensitic transformation [Citation18,Citation23]. This is in part due to the fact that small retained austenite islands contain lower potential nucleation sites for the transformation to martensite and, consequently, require a greater total driving force for the nucleation of this phase [Citation24]. Therefore, the smallest austenitic features are more stable than the largest ones because of both their size/ morphology and their carbon content. Then, there is also influence of the strength of the surrounding matrix, bainitic ferrite, on the stability of the RA. If the RA is closely surrounded by the relatively rigid and refined bainitic ferrite, the stability of RA also increases due to the geometrical restrictions imposed by the surrounding bainitic ferrite plates [Citation25,Citation26]. In other words, a stronger matrix may prevent the martensitic transformation.
Therefore, from the properties point of view, it is preferred that RA has a thin film morphology, but it is also a fact that, there will be always some blocky RA along with RA films due to the complex nature of the transformation [Citation13], which depending on the level of C enrichment and martensite start temperature () may transform totally or partially to martensite, giving rise to the martensite-austenite (MA) constituent.
Alloy design and selection
A simple chemical composition avoiding unusual and expensive alloying elements is always desired, therefore the designed alloys in this work are based on the simple system of Fe-C-Mn-Si-Cr-Mo. During industrial hot rolling (), from the final deformation pass to the coiling temperature, the microstructure must remain austenitic throughout the run-out table (ROT), which can be achieved by accelerated cooling (>20°C/s). The next step is to achieve a fully bainitic microstructure during the slow cooling taking place during the coiling process, between the bainite and martensite start temperatures, and
respectively, almost equivalent to an isothermal treatment.
Figure 1. Examples of the type of theoretical calculations, mainly related with bainitic transformation, and the parameters used in the design process.
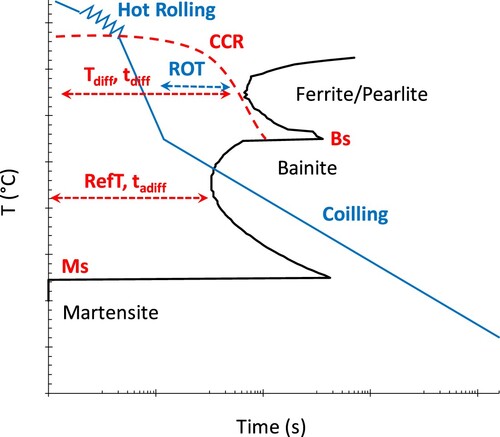
During the design process there are certain parameters that are considered of paramount importance for the definition of the bainitic transformation and the final microstructure considering the aimed process. In the following paragraphs, the theoretical calculations leading to an estimation of such parameters are described and divided into two main groups, i.e. process and microstructure oriented.
Process oriented calculations
It is very important to ensure that on the ROT there is no transformation to ferrite or pearlite (F/P) and a fully austenitic microstructure enters in the coiling stage (). Therefore, predictions of the hardenability, processing window for the coiling, , and kinetics of the bainitic transformation in such window can be made using Bhadeshia´s transformation theory for bainite [Citation2] and kinetics models [Citation2,Citation27–29], ensuring the compatibility of the designed chemical compositions with the actual industrial process. The considered parameters and calculations are as follow:
Tdiff-tdiff, corresponding to the shortest time of the F/P nose in , will help to establish the hardenability, and the chances of avoiding these transformations on cooling from austenitisation temperature down to the bainitic range.
and
In the
Microstructure oriented calculations
Using the mentioned incomplete reaction phenomena, , the bainitic microstructure at the end of the transformation process can be predicted. Thus, it is possible to estimate the fraction of the different constituents resulting from the bainitic transformation at the RefT, i.e. for bainitic ferrite (
), the remaining being untransformed austenite (
). In the same manner, the C content of the untransformed austenite
is calculated.
Considering the total amount of untransformed austenite (), an estimation of the fractions of thin films
or blocky
austenite is also made through a ratio, r, following Equation (1) [Citation13],
(1)
(1) The thickness of the bainitic ferrite plates,
, that forms during the transformation can be calculated using the work of Yang et al. [Citation30], Equation (2), that accounts for the most relevant controlling parameters for it [Citation31–35].
(2)
(2)
A large driving force, , must contribute towards refinement of
because an increased transformation rate leads to microstructural refinement by impingement between adjacent plates. On the other side, the yield strength of the austenite,
, from where bainite grows, has been identified as one of the most relevant parameters controlling the final thickness of the BF,
, as there is a larger resistance to interface motion as austenite becomes stronger plates [Citation31,Citation33–37]. To this end the latest model by Eres-Castellanos et al. [Citation38] in Equation (3) allows to predict
, before and after the bainitic transformation, as a function of the chemical composition (
in at.%) and temperature:
(3)
(3) At this stage, the microstructure at the chosen RefT is described, and its behaviour during cooling down to room temperature can be predicted as follows. There is the possibility that untransformed austenite
, remaining after bainitic transformation, transforms to martensite
on cooling, and the Koistinen-Marburger (K-M) model can be used for calculating the transformed fractions [Citation39]:
(4)
(4)
Since this formula, and the results obtained with it, is extremely sensitive to the calculated Ms value of the untransformed austenite (, it is highly recommended to use an expression that best fits the range of substitutional elements and
under study [Citation40]. In this work we have used the Ms expression given by Payson-Savage [Citation41]. When performing these calculations, it is also reasonable to consider that only the austenite blocks (
with fraction
) are able to transform due to its lower stability. From the metallurgical point of view, and for the same reasons outlined when describing the mechanical stability of RA in the previous section,
are expected to be more stable than
during cooling.
Finally, a parameter to predict the mechanical stability of retained austenite for certain chemical composition and process conditions is needed for comparison. Considering, the influence of the strength of the austenite and the surrounding matrix have on the mechanical stability, as discussed, we have chosen a microstructural stability parameter (msp) [Citation42], which takes into account the influence of the chemical composition (through ) and the strength of the matrix (through
), and is defined as:
(5)
(5)
It is necessary to note that the msp in Equation (5) is a simplified parameter and is designed to be used here when comparisons are made on alloys with the same C content.
Effect of alloying elements
With the theoretical background for the alloy design presented above, the influence that C, Mn, Cr, Mo and Si have on the different described parameters is presented in as a summary. The calculations have been performed using a base composition Fe-0.25C-1.5Si-1Mn-0.1Mo-1Cr (wt.%), where concentration of each element has been varied, while keeping the others constant, in the following ranges: C ∼ 0.18-0.35 wt.%, Mn ∼ 0.5-2.5 wt.%, Cr ∼ 0.7-2 wt.%, Mo ∼ 0-0.5 wt.%, Si ∼ 1.5-2.5 wt.%.
Table 1. Effects of increasing the chosen alloying elements on the different calculated design parameters at a RefT of 400°C.
While elements such as Mn and Cr will provide the needed hardenability, in the range of compositions studied, it should be noted that only C is capable of increasing the processing window, while all the other elements have a milder or no effect, i.e. the effect on
and
is almost the same. Therefore, C, Mn and Cr should be used to control both transformation temperatures and hardenability.
Increasing the amounts of C and Mn greatly reduces the amount of , consequently the C enrichment of austenite decreases as Mn increases. It should be noted that C does not change the
line and therefore
remains unaffected [Citation2].
According to Equation (3), the most powerful austenite solid solution strengtheners are C, Si and Mo and the effects of Mn and Cr are very weak. Therefore, it should be expected that increasing quantities of those elements in the bulk austenite, prior to bainite transformation, will lead to finer , but then there is the effect of the driving force on the plate thickness in Equation (2), resulting in different refinement effects (see for example Mn and Cr effects). Similarly, the presence of solid solution strengtheners in the untransformed austenite should lead to high
values, but those are strongly affected by the C content,
, which in turn affects accordingly the influence on the msp.
All the above discussion highlights the complexity of the interactions of the different parameters and their importance and trends. It is nearly impossible to discuss the individual effects of each of the parameters in isolation.
Steps towards definition of chemical compositions
The theoretical design and selection the final alloys is more efficient when certain boundaries or conditions against a reference material are to be fulfilled. For this purpose, the described type of theoretical calculations were also performed for reference materials (bainitic hot rolled steels) [Citation4,Citation9], whose properties and performance, in general, were aimed to improve.
The following criteria were considered for the design and selection of the chemical compositions.
C contents in the range 0.25-0.3 wt.%, as lower contents would imply expensive heavy alloying in order to achieve the
Si must be present at least in quantities sufficient to avoid cementite precipitation, i.e. ≥ 1.5 wt.% as per reported literature.
Low transformation temperatures (
Fractions of bainitic ferrite (
Compared to the reference alloys, the BF plate thickness (
Considering the described beneficial effects on the
With all these considerations, the four alloys shown in were finally selected.
Table 2. Selected chemical compositions (wt.%), and experimentally measured Ac3 and temperatures, all in °C.
Pilot plant simulations
Alloy preparation and processing of hot-rolled sheets.
A vacuum induction furnace was used to prepare 25 kg melt and cast two ingots (200 mm x 100 mm x 100 mm) per steel chemistry, and their composition was measured by optical emission spectroscopy.
Prior to the actual processing of the alloys, a series of dilatometric experiments were carried out to determine the Ac3 and of the alloys [Citation45,Citation46], yielding the results shown in . The same experiments allowed to ensure that a cooling rate of at least 20°C/s was enough to avoid F/P transformations. Based on these results, the final hot rolling was performed according to the following schedule. After homogenisation (1200°C/1 h) and rough rolling, the slabs were reheated again to 1230°C for 45 min and then hot rolled (> 80% reduction in 6 passes) with a finish rolling temperature (FRT) > 975°C to either 3 and 12 mm gauges. Water spray cooling (50°C/s for 3 mm gauge and 30°C/s for 12 mm gauge) was applied in the ROT until 400°C, at which point the sheets were transferred to a furnace, set at 350°C, for coiling simulations.
Microstructural characterisation
Quantitative metallography [Citation47,Citation48] using scanning electron microscope (SEM) and X-ray diffraction (XRD) [Citation49–52] were performed on specimens extracted from the quarter thickness of the strips. Results, as shown in , allowed to obtain a thorough evaluation of the final microstructures, which mainly consisted of bainitic ferrite () matrix interspersed with films of RA (
) and blocky islands of martensite (
) – austenite (
) (MA) constituents. Considering the proximity of the coiling temperature, 350°C, to the
of the alloys, it is not surprising that some dispersed tempered martensite (
) was also found in the microstructures, .
Figure 2. SEM micrographs and results summary on the microstructural characterisation of the hot rolled and coiled samples. ,
and MA stands for bainitic ferrite, retained austenite (blocks (b) and films (f)), tempered martensite and martensite-austenite constituent respectively.
in vol.% and
in nm.
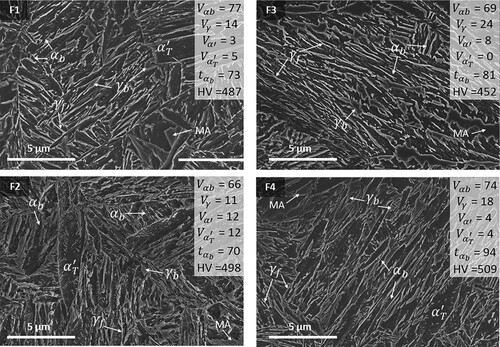
High C (1.1 wt.%) retained austenite was present in the microstructures in amounts ranging from 11 vol.% (F2) to 24 (F3) vol.%, with a mean grain size of approx. 0.1 µm (F2) to 0.14 µm (F3), which is consistent with the fact that was higher than
, i.e. the ratio r ranged from 1.3 (F4) to 3.1 (F1). Regarding the ferritic matrix (
,
,
), it is mainly composed of
, with
ranging from 66 vol.% (F2) to 77 vol.% (F1) having a high C content (0.15-0.16 wt.%) and a fine
of 70 nm (F2) to 94 nm (F4). While,
was estimated to be in the range of 11 vol.% (steel F2 with the highest Ms) to 4 vol.% (F4), F3 steel did not show evidence of the presence of
. Fresh martensite varied from 3 vol.% (F1) to 12 vol.% (F2).
Hardness values could be explained as a function of and
, . The harder the microstructure (509-452 HV10), the higher the
fractions and the lower the plate thicknesses. The presence of fresh martensite, 12 vol.%, despite a lower fraction of
(66 vol.%) caused the high HV10 value of 498 in F2 steel. These values on phase fractions and scale of bainite plate thickness are in agreement with those previously predicted by the described calculations.
Mechanical characterisation
Flat tensile specimens of 50 mm gauge length and 25 mm gauge width (JIS5H) were extracted from 3 mm-thick sheets in the rolling direction and tested at a quasi-static strain rate (0.001s−1). Charpy V-notch (CVN) specimens (55 mm × 10 mm × 10 mm) according to ASTM-A370 were extracted from the 12 mm thick strips in the transverse to the rolling direction, and tested in the temperature range of −100–100 °C at an interval of 20°C.
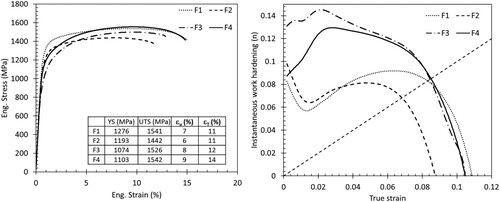
Representative engineering stress–strain curves of the samples are shown in . In all the steels, ultrahigh tensile strength has been achieved (∼1440–1540 MPa) with good level of total elongation (∼11–14%) associated to the strong matrix phase of mainly
and high fractions of RA in the microstructures. The high fraction of total RA as well as film-type
and high
are, most likely, the causes behind a pronounced and effective TRIP effect in these microstructures. The TRIP effect is also reflected in its lower yield ratio (yield strength (YS)/ ultimate tensile strength (UTS)), 0.7-0.8, and the evolution of the instantaneous strain hardening exponent (n) value [Citation53,Citation54], . In this respect, the n-curves show a hardening coefficient which either recovers from a minimum and is maintained at a high n-value for a large part of the tensile test, or is maintained in a sustained manner during the test. These clearly indicate efficient TRIP effect and the high mechanical stability of the retained austenite present in the microstructure, as predicted during the design process through the
parameter [Citation18,Citation55–58].
Figure 3. Strain stress and instantaneous work hardening. The straight line corresponds to the instability criterion, true strain = n. For each condition the specific values of YS, UTS, and
are provided.
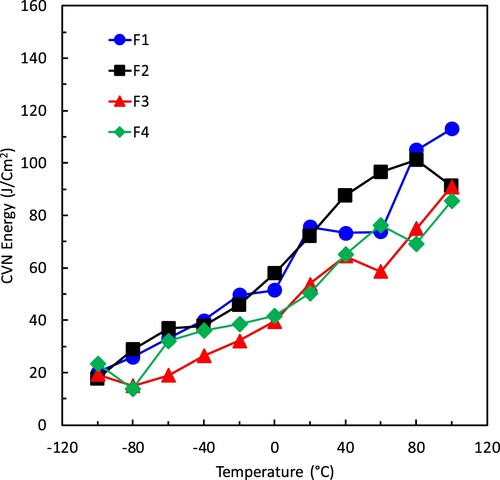
The average Charpy impact energies for the entire test temperature range of the specimens are plotted in . As can be seen, the material does not show any distinct upper and lower shelf energy for the tested temperature range. Nevertheless, it is noteworthy that the CVN energy at −40°C always meets the industry specifications of ≥27 J/cm2 [Citation4]. These values could be explained in terms of high fractions of stable austenite and the scale of both, bainitic ferrite and retained austenite. However, XRD measurements on fracture surfaces suggests that all the austenite has been consumed to transform to martensite for TRIP effect at all the temperatures in the tested range.
Figure 4. Average Charpy impact energies for the entire test temperature range, – 100–100°C. Charpy V-notch (CVN) specimens were extracted from the transverse to the rolling direction (ASTM-A370).
Conclusions
Theoretical approach to alloy design based on theories of phase transformation and transformation kinetics of hot rolled bainitic steels was verified with experimental results to be matching well. The following conclusions can be drawn from this work.
Carbide free bainitic steels with fine bainite plate thickness and high amounts of retained austenite with good mechanical stability were developed.
These bainitic steels can be produced in industrial hot rolling process achieving ultrahigh strength and high ductility.
Due to achievement of controlled microstructures, the steels exhibited high impact toughness values meeting application requirement, in combination with good tensile properties.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
Notes on contributors
Radhakanta Rana
Radhakanta Rana is a PhD in Metallurgical & Materials Engineering, is a Principal Researcher and currently engaged in the development of innovative advanced & ultrahigh strength steels for Automotive and Lifting & Excavating applications using a variety of innovative alloying and processing/manufacturing approaches.
Erick Cordova-Tapia
Erick Cordova-Tapia is a Master in Advanced Materials Engineering and PhD candidate focusing on the thermo-mechanical stability of retained austenite. He investigates the interplay between austenite stability and the ferritic matrix, employing a multidisciplinary strategy that merges theoretical and experimental,methods.
Jose A. Jimenez
Jose A. Jimenez is a Senior Scientist and Head of the X ray laboratory, his actual research lines include microstructural characterization, thermo mechanical processing and mechanical properties of steels, intermetallic alloys, and copper based composite materials.
Lucia Morales-Rivas
Lucia Morales-Rivas is a ComFuturo Fellow, her research interests involve the determination of mechanisms of displacive transformations, deformation and damage in advanced steels and other metallic alloys with metastable structures, from both experimental and theoretical approaches.
Carlos Garcia-Mateo
Carlos Garcia-Mateo is a Senior Scientist and Head of the Phase Transformation laboratory, his actual research lines include, phase transformation, microstructural and properties characterization of steels.
References
- E. De Moor, Advanced High-Strength Sheet Steels for Automotive Applications, in High-Performance Ferrous Alloys, Springer International Publishing, Cham, 2021, pp. 113–151.
- H.K.D.H. Bhadeshia, Bainite in Steels. 3rd ed. CRC Press, London, 2019.
- S. Chen, R. Rana, and C. Lahaije, Study of TRIP-aided bainitic ferritic steels produced by hot press forming. Metall. Mater. Trans. A 45 (2014), pp. 2209–2218.
- R. Rana, S. Chen, A. Haldar, and S. Das, Mechanical properties of a bainitic steel producible by hot rolling. Arch. Metall. Mater 62 (2017), pp. 2331–2338.
- G. Gomez, T. Pérez, and H.K.D.H. Bhadeshia, Air cooled bainitic steels for strong, seamless pipes Part 1 – alloy design, kinetics and microstructure. Mater. Sci. Technol 25 (2009), pp. 1501–1507.
- F.G. Caballero, C. Garcia-Mateo, J. Cornide, S. Allain, J. Puerta, M. Crouvizier, et al., New advanced ultra high strength bainitic steels: ductility and formability (DUCTAFORM). EUR 25977 (2013), pp.1–124.
- S. Das, S. Kundu, and A. Haldar, Development of continuously cooled high strength bainitic steel through microstructural engineering at Tata steel. Mater. Sci. Forum 702–703 (2011), pp. 939–942.
- S. Das, S. Sinha, A. Lodh, A.R. Chintha, M. Krugla, and A. Haldar, Hot-rolled and continuously cooled bainitic steel with good strength–elongation combination. Mater. Sci. Technol 33 (2017), pp. 1026–1037.
- F.G. Caballero, M.J.M.J. Santofimia, C. Capdevila, C. Garcia-Mateo, and C. De García Andrés, Design of advanced bainitic steels by optimisation of TTT diagrams and T0 curves. ISIJ Int. 46 (2006), pp. 1479–1488.
- F.G. Caballero, M.J.J. Santofimia, C. Garcia-Mateo, J. Chao, and C.G.G. de Andrés, Theoretical design and advanced microstructure in super high strength steels. Mater. Des 30 (2009), pp. 2077–2083.
- F.G. Caballero, C. Garcia-Mateo, M.J. Santofimia, M.K. Miller, and C. García de Andrés, New experimental evidence on the incomplete transformation phenomenon in steel. Acta Mater. 57 (2009), pp. 8–17.
- F.G. Caballero, C. Garcia-Mateo, and T. Sourmail, Bainitic steel: nanostructured, in encyclopedia of iron, steel, and their alloys. Taylor & Francis (2016), pp. 271–290.
- H.K.D.H. Bhadeshia, and D.V. Edmonds, Bainite in silicon steels: new composition–property approach Part 1. Met. Sci 17 (1983), pp. 411–419.
- S.M. Hasan, M. Ghosh, D. Chakrabarti, and S.B. Singh, Development of continuously cooled low-carbon, low-alloy, high strength carbide-free bainitic rail steels. Mater. Sci. Eng. A 771 (2020), pp. 1–12.
- L. Morales-Rivas, F.G. Caballero, and C. Garcia-Mateo, Retained austenite: stability in a nanostructured bainitic steel, in Encyclopedia of Iron, Steel, and Their Alloys, Taylor & Francis, 2016. pp. 3077–3087.
- E. Pereloma, A. Gazder, and I. Timokhina, Retained austenite: transformation-induced plasticity, in encyclopedia of iron, steel, and their alloys. Taylor & Francis (2016), pp. 3088–3103.
- A. Eres-Castellanos, F.G. Caballero, and C. Garcia-Mateo, Stress or strain induced martensitic and bainitic transformations during ausforming processes. Acta Mater. 189 (2020), pp. 60–72.
- F.G. Caballero, C. Garcia-Mateo, J. Chao, M.J. Santofimia, C. Capdevila, and C.G. De Andrés, Effects of morphology and stability of retained austenite on the ductility of TRIP-aided bainitic steels. ISIJ Int. 48 (2008), pp. 1256–1262.
- H.K.D.H. Bhadeshia and R.W.K. Honeycombe, Steels: microstructure and properties, in Steels: Microstructure and Properties, H.K.D.H. Bhadeshia and R.W.K. Honeycombe, ed., Butterworth-Heinemann, Oxford, 2017, pp. 101–134.
- P.J. Jacques, E. Girault, A. Mertens, B. Verlinden, J. van Humbeeck, F. Delannay, et al., The developments of cold-rolled TRIP-assisted multiphase steels. Al-alloyed TRIP-assisted multiphase steels. ISIJ Int. 41 (2001), pp. 1068–1074.
- J.R. Patel, and M. Cohen, Criterion for the action of applied stress in the martensitic transformation. Acta Metall. 1 (1953), pp. 531–538.
- T. Sourmail, and C. Garcia-Mateo, Critical assessment of models for predicting the Ms temperature of steels. Comput. Mater. Sci 34 (2005), pp. 323–334.
- H.S. Yang, and H.K.D.H. Bhadeshia, Austenite grain size and the martensite-start temperature. Scr. Mater 60 (2009), pp. 493–495.
- C. Wang, H. Ding, Z.Y. Tang, and J. Zhang, Effect of isothermal bainitic processing on microstructures and mechanical properties of novel Mo and Nb microalloyed TRIP steel. Ironmak. Steelmak 42 (2015), pp. 9–16.
- V.T.T. Miihkinen, and D.V. Edmonds, Microstructural examination of two experimental steels containing silicon. Mater. Sci. Technol 3 (1987), pp. 422–431.
- P.J. Jacques, F. Delannay, and J. Ladrière, On the influence of interactions between phases on the mechanical stability of retained austenite in transformation-induced plasticity multiphase steels. Metall. Mater. Trans. A 32 (2001), pp. 2759–2768.
- H.K.D.H. Bhadeshia, Thermodynamic analysis of isothermal transformation diagrams. Met. Sci 16 (1982), pp. 159–166.
- M. Peet and H.K.D.H. Bhadeshia. MAP_STEEL_MUCG83 (Materials Algorithms Project Program Library). Cambride University (UK), software. Available at https://www.phase-trans.msm.cam.ac.uk/map/steel/programs/mucg83.html.
- N. Saunders, Z. Guo, X. Li, A.P. Miodownik, and J.P. Schillé, Using JMatPro to model materials properties and behavior. Jom 55 (2003), pp. 60–65.
- Z. Yang, C. Chu, F. Jiang, Y. Qin, X. Long, S. Wang, et al., Accelerating nano-bainite transformation based on a new constructed microstructural predicting model. Mater. Sci. Eng. A 748 (2019), pp. 16–20.
- S.B. Singh, and H.K.D.H. Bhadeshia, Estimation of bainite plate-thickness in low-alloy steels. Mater. Sci. Eng. A 245 (1998), pp. 72–79.
- Y. Wang, J. Hua, M. Kong, Y. Zeng, J. Liu, and Z. Liu, Quantitative analysis of martensite and bainite microstructures using electron backscatter diffraction. Microsc. Res. Tech 79 (2016), pp. 814–819.
- J. Cornide, C. Garcia-Mateo, C. Capdevila, and F.G. Caballero, An assessment of the contributing factors to the nanoscale structural refinement of advanced bainitic steels. J. Alloys Compd 577 (2013), pp. S43–S47.
- S.M.C. van Bohemen, Exploring the correlation between the austenite yield strength and the bainite lath thickness. Mater. Sci. Eng. A 731 (2018), pp. 119–123.
- A. Eres-Castellanos, J. Hidalgo, M. Zorgani, M. Jahazi, I. Toda-Caraballo, F.G. Caballero, et al., Assessing the scale contributing factors of three carbide-free bainitic steels: A complementary theoretical and experimental approach. Mater. Des 197 (2021), pp. 1–15.
- V. Ruiz-Jimenez, J.A. Jimenez, F.G. Caballero, and C. Garcia-Mateo, Bainitic ferrite plate thickness evolution in two nanostructured steels. Materials (Basel) 14 (2021), pp. 1–17.
- S.H. He, B.B. He, K.Y. Zhu, and M.X. Huang, On the correlation among dislocation density, lath thickness and yield stress of bainite. Acta Mater. 135 (2017), pp. 382–389.
- A. Eres-Castellanos, I. Toda-Caraballo, A. Latz, F.G. Caballero, and C. Garcia-Mateo, An integrated-model for austenite yield strength considering the influence of temperature and strain rate in lean steels. Mater. Des 188 (2020), pp. 1–14.
- D.P. Koistinen, and R.E. Marburger, A general equation prescribing the extent of the austenite-martensite transformation in pure iron-carbon alloys and plain carbon steels. Acta Metall. 7 (1959), pp. 59–60.
- J. Ingber, and M. Kunert, Prediction of the Martensite start temperature in high-carbon steels. Steel Res. Int 93 (2022), pp. 0–24.
- P. Payson, and C.H. Savage, Martensite reactions in alloy steels. Trans. Am. Soc. Mater 33 (1944), pp. 261–280.
- A. Argüelles, F. Barbés, J.I. Espeso, and C. Garcia-Mateo, Cryogenic study of the magnetic and thermal stability of retained austenite in nanostructured bainite. Sci. Technol. Adv. Mater 20 (2019), pp. 673–687.
- S. Floreen, Producing a Tough, High Strength Cast Steel Free of Temper Embrittlement. J. Eng. Mater. Technol 101 (1979), pp. 98–103.
- A. Preece and R.D. Carter, Temper-brittleness in high-purity iron-base alloys. J. Iron Steel Inst. 173 (1953), pp. 387-WE-Science Citation Index Expanded (SCI-EX).
- H.-S.S. Yang, and H.K.D.H. Bhadeshia, Uncertainties in dilatometric determination of martensite start temperature. Mater. Sci. Technol 23 (2007), pp. 556–560.
- D. San-Martin, M. Kuntz, F.G. Caballero, and C. Garcia-Mateo, A new systematic approach based on dilatometric analysis to track bainite transformation kinetics and the influence of the prior austenite grain size. Metals (Basel) 11 (2021), pp. 1–12.
- K. Geels, D. Fowler, W.-U. Kopp and M. Rückert (eds.), Metallographic and materialographic specimen preparation, light microscopy, image analysis and hardness testing, ASTM International, 100 Barr Harbor Drive, PO Box C700, West Conshohocken, PA 19428-2959, 2007.
- C. Garcia-Mateo, J.A. Jimenez, B. Lopez-Ezquerra, R. Rementeria, L. Morales-Rivas, M. Kuntz, et al., Analyzing the scale of the bainitic ferrite plates by XRD, SEM and TEM. Mater. Charact 122 (2016), pp. 83–89.
- C.F. Jatczak, Retained austenite and its measurement by X-ray diffraction. SAE Transactions 89 (1980), pp. 1657–1676.
- M.J. Dickson, The significance of texture parameters in phase analysis by X-ray diffraction. J. Appl. Crystallogr 2 (1969), pp. 176–180.
- D.J. Dyson, and B. Holmes, Effect of alloying additions on the lattice parameter of austenite. J. Iron Steel Inst. 208 (1970), pp. 469–474.
- M. Cohen, The strengthening of steel. Metall. Soc. TMS AIME 224 (1962), pp. 638–657.
- L. Ratke, and P. lan Welch, The questionability of empirical work-hardening laws. Int. J. Mater. Res 74 (1983), pp. 226–232.
- T.B. Gonoring, M. Gonçalves de Miranda Salustre, G.A. Caetano, J.B. Ribeiro Martins, and M.T. D’Azeredo Orlando, A constitutive model for the uniaxial tensile plastic behavior of metals based on the instantaneous strain-hardening exponent. J. Mater. Res. Technol 20 (2022), pp. 2421–2443.
- K. Sugimoto, M. Kobayashi, and S. Hashimoto, Ductility and strain-induced transformation in a high-strength transformation-induced plasticity-aided dual-phase steel. Metall. Trans. A 23 (1992), pp. 3085–3091.
- C. Garcia-Mateo, and F.G. Caballero, The role of retained austenite on tensile properties of steels with bainitic microstructures. Mater. Trans 46 (2005), pp. 1839–1846.
- C. Garcia-Mateo, F.G. Caballero, J. Chao, C. Capdevila, and C. Garcia de Andres, Mechanical stability of retained austenite during plastic deformation of super high strength carbide free bainitic steels. J. Mater. Sci 44 (2009), pp. 4617–4624.
- M. Cai, H. Ding, Z. Tang, H. Lee, and Y. Lee, Strain hardening behavior of high performance FBDP. TRIP and TWIP Steels, steel Res. Int 82 (2011), pp. 242–248.