
ABSTRACT
Industrial digitization is currently a great challenge which involves continuous advances in technologies such as automation, robotics, internet of things, cloud computing, big data, virtual and augmented reality or cybersecurity. Only those companies able to adapt and with qualified workers will be competitive. Therefore, it is necessary to design new environments to train students and workers in these enabling technologies. In this paper, a set of guidelines is proposed to develop a demonstration model on Industry 4.0. Following these guidelines, an existing manufacturing industrial system, based on an electro-pneumatic cell for classifying pieces, is updated to the Industry 4.0 paradigm. The result is an Industry 4.0 demonstration model where enabling technologies are added in an integrated way. In this manner, students do not only train in each technology, but also understand the interactions between them. In the academic year 2020/21, this demonstration model has been used by engineering students in a subject of a master’s degree. Impressions and comments from students about the structure and management of the environment, as well as the influence on their learning process are collected and discussed.
1. Introduction
Industrial digitization has involved the incorporation of diverse technologies into production processes, such as cloud computing, cyber-physical systems (CPS), cybersecurity, internet of things (IoT) or digital twins (Bigliardi, Bottani, and Casella Citation2020). These enabling technologies have introduced relevant changes and novel trends in the industry, becoming a paradigm known as Industry 4.0 (Li Da, Xu, and Ling Citation2018). This transformation can be understood as a valuable business asset, leading to the reduction of downtime and the optimization of resources and improving the efficiency of smart factories (Ustundag and Cevikcan Citation2017).
The increasing implementation of the enabling technologies in the industry entails a great demand of highly specialized job profiles (Fareri et al. Citation2020) that is hard to be satisfied properly because of the deep gap between the demanded knowledge and the offer from the educational institutions (Azmi et al. Citation2018). In order to close this gap, technological training should incorporate hands-on activities in environments representing industrial reality. For this purpose, learning factories have been proposed (Abele et al. Citation2015). A learning factory is a realistic manufacturing environment for education, training and research, achieving convergence between industry and academia. It is built as a common production facility for industry on a university, that provides a learning environment for mutual benefit. Learning factories make experiential learning possible and their settings should be changeable to be accommodated to the needs of the trainees.
There are several research challenges on how to build learning factories in the Industry 4.0 paradigm. They range from the particular implementation of the enabling technologies in demonstration models to the associated educational methods. An educational environment on Industry 4.0 must be faithful to real industrial processes (Abele et al. Citation2015), since simplified environments generally provide limited views where students only acquire a partial knowledge of the industrial reality. Special emphasis must be placed on how technologies interact with each other to give a real vision of industrial reality. The selection of appropriate hardware and software is not trivial either. Although, different solutions are available on the market, an educational view integrating all of them is crucial for developing learning factories. Thus, the key is being able to foresee training requirements, along with the capacity to provide learners with the necessary tools to complement their theoretical training with the practical environment. Although there are previous works that implement related platforms (Abele et al. Citation2017), there are limitations that still remain to be addressed such as resources needed, mapping ability, scalability, mobility and effectiveness on competence development. However, these issues could be overcome by using systematic designs, incorporating virtual technologies and information and communication technology (ICT) equipment to expand the scope of learning factories or interconnect some of them and to measure competence-oriented learning success.
A holistic environment to acquire practical skills in Industry 4.0 should incorporate the following enabling technologies (Baena et al. Citation2017; Frank, Santos Dalenogare, and Fabián Ayala Citation2019): Automation, not only to improve efficiency but also the flexibility of the manufacturing process (Chen et al. Citation2018); Internet of Things (IoT), which extends the Internet connection to any device capable of generating data, using machine to machine (M2M) communication technologies (Tan and Wang Citation2010); Systems Integration to offer resources focused on data communication between miscellaneous devices, a fundamental requirement for the deployment of data analysis systems (Boyes et al. Citation2018); Digital Twins, which are virtual models of real processes (Onaji et al. Citation2022; Fei et al. Citation2019; Haag and Anderl Citation2018) and augmented reality environments, which overlay a simulation on a real production line or industry, in order to analyze and improve the performance of a process (Ferreira et al. Citation2020; Liagkou, Salmas, and Stylios Citation2019); and finally, Industrial Cybersecurity measures for the access to systems and data, in order to prevent cyberattacks (Lezzi, Lazoi, and Corallo Citation2018). All these technologies must be present in an educational environment on Industry 4.0, always considering the relations between them.
For those reasons, this paper provides guidelines to implement realistic manufacturing environments with the above mentioned technologies to develop hands-on experiences for learners in the field of Industry 4.0. Following the proposed guidelines, an educational environment based on an electro-pneumatic sorting cell has been developed. Specifically, the paper presents the update of this system to the Industry 4.0 paradigm, resulting in a realistic industrial environment where the enabling technologies are integrated in a simple way so that it can be operated by students. Initially, the cell comprised a centralized automation architecture, an isolated robot and a local SCADA system. These traditional automation architecture and elements made the cell an ideal target for its upgrade to an Industry 4.0 learning environment. Most of the related works describe environments which involve only a few isolated technologies, with scarce or non-existent associated hands-on tasks. Nevertheless, in this work, hand-on activities have been developed to practise with the enabled technologies, which interact with each other, in order to avoid a limited view in which students would only acquire a partial knowledge. The proposed platform also enables the emulation of complex and understandable hands-on scenarios for training people in the engineering field or even from other domains.
The paper is structured as follows: literature review of frameworks or models of Industry 4.0 and educational requirements in this context are presented in 2. In Section 3, guidelines to develop demonstration models on Industry 4.0 are proposed. In Section 4, the developed environment is explained in detail. Section 5 describes the educational tasks carried out with the environment in a Master’s Degree. The results of the educational experience, which was assessed by students using questionnaires, are discussed in Section 6. Finally, conclusions are drawn in Section 7.
2. Literature review
The Industry 4.0 framework entails the need to create a broader and better structured knowledge of the basic concepts in different engineering disciplines (Motyl et al. Citation2017), such as electricity, electronics, computers, mechanics, etc. Moreover, these disciplines should be able to work collectively in order to transfer the knowledge to business environments with the final aim of achieving smart factories (Chen et al. Citation2018). In this scenario, universities play an important role by developing integrated engineering programs that cover these new education requirements (Cevik et al. Citation2018).
Research on education in the context of Industry 4.0 focuses on several aspects, such as new qualification requirements, emphasizing particular topics that are relevant for the curricula, transformation of the education itself (Education 4.0) and providing students with new laboratories that replicate production environments (Co¸skun, Y. Kayıkcı, and E. Gen¸cay Citation2019). Industry 4.0 environments help to promote the applicable knowledge and to develop practical skills; in conclusion, to close the gap between the universities and the production environments (Cevik et al. Citation2018). University-industry cooperation, together with interdisciplinary collaboration, soft skills and open learning systems, are vital in the Industry 4.0 era (Huba and Kozak Citation2016).
Regarding the requirements and demands for the education of students, the skills can be divided into four main groups: technical, methodological, social and personal (Benešová and Tupa Citation2017). It is well known that methodological, social and personal skills are taught in a transversal manner in all university subjects. Focusing on the more technical skills, these can be further subdivided into: value-added automated operations, information and communication technologies, data collection, data storage and processing, state-of-art knowledge, and innovation and entrepreneurship (Wrobel-Lachowska, Polak-Sopinska, and Wisniewski Citation2018; Cevik et al. Citation2018.
The review of the literature about new laboratory concepts brings several works. In the last years, different laboratories have been proposed in order to train students and professionals in the Industry 4.0 framework (Co¸skun, Y. Kayıkcı, and E. Gen¸cay Citation2019). Virtual learning environments (VLE) have been proposed to provide reliable and feasible simulations of the behavior of machines and real processes (Liagkou, Salmas, and Stylios Citation2019). These environments enable the operation of real processes remotely (Schuster et al. Citation2016) and also collaboratively, e.g. making use of a human-robot team (Anjarichert et al. Citation2016). Moreover, serious games and gamification approaches have been proposed for both academic and industrial contexts. They provide interactive contents, visual representation of concepts, time saving, active learning and an increase of motivation (Chaim et al. Citation2018). However, there exist challenges such as oversimplification of the real systems, educational integration problems and interactivity limits (Almeida and Simoes Citation2019).
New laboratory concepts should offer a more innovative and immersive training, where students and professionals can perform practical experiences and can demonstrate empirically theoretical concepts in the Industry 4.0 framework. In this sense, learning factories (LF) are interdisciplinary hands-on engineering designs with strong connections with the industry and with didactic part that defines what should be learned and how (Abele et al. Citation2015). Students can apply the acquired theoretical knowledge in realistic industrial situations using these holistic environments (Sallati, de Andrade Bertazzi, and Schützer Citation2019). The fact that learning factories provide a reality-oriented production environment as a learning environment in which only small abstractions are available (Abele et al. Citation2015), makes it possible to give academic research capacity back to industry, which translates into a mutual benefit for both parties (Vijayan, Jon Mork, and Giske Citation2019). In order to achieve this mutual benefit, Learning Factories need to define realistically the elements that represent the complexity of a production process, with minimum simplifications admissible by both parties.
Learning factories allow students to develop key competencies for Industry 4.0, for instance, by allowing training in realistic manufacturing environments, making the learning process more modern and practical, adopting new manufacturing knowledge and technology and stimulating talent-based innovation and creativity (Abele et al. Citation2015). Learning factories have shown a better performance in the development of skills and acquisition of knowledge than traditional approaches (Baena et al. Citation2017). In Learning Factories, research problems are identified or reviewed and solutions verified with lower costs and complexity than in real factories, and so they are frequently used as validation settings. Companies pursue to deal with the newest technologies and latest know-how, and learning factories offer high potential for display and innovation transfer (Tisch and Metternich Citation2017).
An example of learning factory, implementing several technologies in the Industry 4.0 vision and with a strong experiential learning approach is presented in (Elbestawi et al. Citation2018). This LF provides a modern design and resources such as simulation, prototyping, manufacturing processes, including 3D metal printing resources, and automated assembly and testing systems. In (Prinz et al. Citation2016) a variety of learning modules for the smart factory in Industry 4.0 are presented. The individual targets pursued are: working with high amounts of data, using new methods and technologies, and understanding the new human role and organizational structures in the manufacturing process. Another related work which seeks to make the Industry 4.0 paradigm more tangible using the LF approach, is presented in (Erol et al. Citation2016), where an Industry 4.0 Pilot Factory is planned. Authors have created a ‘problem-competency cube’ which is used as a basis for the development of problem-specific competencies and educational formats, for instance, in problem-oriented cases and practical training. In (Schallock et al. Citation2018), the design of a LF for Industry 4.0 that addresses the increasing demand for future skills of production staff is described. Its conceptual design tackles theoretical and practical parts, without forgetting the educational concept. Practical tasks include the introduction of smart devices, connection of information flows and performance monitoring. A common aim of most LF approaches is the hands-on qualification of the users.
An environment for education on Industry 4.0 was presented in (Fuertes et al. Citation2021). It is based on an industrial pilot plant that incorporates several enabling technologies and has been used for training in the field of process control. In this paper, this research line is continued. One contribution is the proposal of a set of guidelines to update industrial systems to the Industry 4.0 paradigm. Following these guidelines, a demonstration model on Industry 4.0 for manufacturing industry has been developed, which is based on a flexible manufacturing cell. Besides, this work combines different technologies such as automation, virtual and augmented reality, cybersecurity, system integration, robotics, data storage and cloud computing. Another contribution is to provide realistic hands-on experiences to the students involving these novel technologies. The final aim is to enhance their training process, preparing students better for Industry 4.0 era.
Most of the previous works involve only a few technologies, even though the idea of enabling technologies working collectively is widespread. Also some of them have few or non-existent hands-on tasks and none has incorporated any aspect of industrial cybersecurity. Instead, the Learning Factory proposed in this work is able to simulate complex scenarios by integrating a wide variety of enabling technologies that relate to each other. These technologies have been implemented and developed in a simple way so it can be managed easily by students, but without detaching them from the complexity of the industrial world. The use of the system by the students allows to propose a method for training students, consisting of a set of practical tasks to work collectively with the enabling technologies.
3. Guidelines to develop demonstration models on Industry 4.0
As exposed before, it is essential to use replicas of real industrial systems to train students and professionals in the Industry 4.0 model (Co¸skun, Y. Kayıkcı, and E. Gen¸cay Citation2019; Baena et al. Citation2017). However, the development of demonstration models for Industry 4.0 involves a non-trivial selection and integration of technologies that must balance realism, educational value, flexibility and scalability. For that reason, it is appropriate to define guidelines for the selection and orientation of the enabling technologies (Cañas et al. Citation2021). These technologies are (Fuertes et al. Citation2021; Belman-Lopez, Jiménez-García, and Hernández-González Citation2020): automation, system integration, IoT connectivity, cloud storage and computing, data analysis, simulation and cybersecurity. Besides, these technologies should not work independently, but connections should be established between them so that the student understands that the system is a whole, not as the sum of isolated technologies (Sallati, de Andrade Bertazzi, and Schützer Citation2019).
For automation, distributed and decentralized control architectures are the suitable implementations in Industry 4.0, with control systems and robots communicating through standard industrial buses to increase efficiency, speed and repeatability (Hermann, Ilsen, and Aurich Citation2017). In addition, protection and safety systems are fundamental elements to be taken into account in an automated environment.
The needs for systems integration have led to an effort to simplify the development of environments, where new largely visual programming approaches have emerged. In these approaches, the interconnection of the different elements of a system is organized as flows, composed of nodes (modules with specific functionalities, equivalent to functions in text-based programming languages), connected to each other by means of a direct link. In this regard, different programming tools are emerging, usually browser-based and with the ability to interconnect a wide variety of devices (hardware, APIs and online services) (Ray Citation2017). Among these, it is proposed to use Node-RED, as it is driven by a community, for home automation development, but also by industrial manufacturers, which use it as a system interconnection engine in their latest devices. Other related technologies available are Crosser (Balducci et al. Citation2020) (whose main advantage is a very close interconnection with Python and its machine learning functionalities), ioBroker (Triantafyllou, Sarigiannidis, and Lagkas Citation2018) (more focused on home automation), and OPC Router (Lipp et al. Citation2021) (which pursues the standardization of the information exchanged in the industrial framework), among others.
The decentralized character of data generation promotes new data processing methods. For this reason, one of the Industry 4.0 pillars is cloud storage and computing. In this regard, different alternatives have emerged to develop cloud-based services. Among them, IBM Cloud, Microsoft Azure, Amazon Web Services or Google Cloud can be highlighted (Derhamy et al. Citation2015). It is also possible to use on-premise non-relational databases such as MongoDB, CouchDB, Cassandra and Neo4J (Chickerur, Goudar, and Kinnerkar Citation2015; Fraczek and Plechawska-Wojcik Citation2017). In terms of the connectivity required to achieve communication between physical systems and cloud platforms, protocols such as Message Queuing Telemetry Transport (MQTT) are used. MQTT is an IoT protocol based on a publisher/subscriber philosophy, where a central element (known as a broker) is responsible for redirecting all the data generated under a given topic to the devices subscribed to it, so listening confirmations are not necessary and the incorporation of new devices is facilitated. MQTT shares this messaging pattern with other protocols such as Java Messaging Service (JMS), Extensible Messaging and Presence Protocol (XMPP) or Advanced Message Queuing Protocol (AMQP) (Iglesias-Urkia et al. Citation2017). MQTT is chosen in this work because of its lightweight nature, widespread acceptance and the presence of security mechanisms which are essential for communication through public networks (Sadio, Ngom, and Lishou Citation2019). OPC UA would be another interesting alternative, since it is an automation-oriented communication standard that also includes security mechanisms (Profanter et al. Citation2019).
Simulations are developed to mirror system functional features. These virtual models, known as digital twins, can be programmed with specific tools provided for manufacturers of automation systems (Guerra-Zubiaga et al. Citation2021), but these tools are usually complex and expensive, therefore not oriented for training. For that reason, the authors propose to use open graphics engines, such as Unity 3D or Unreal Engine, that are generally used for the development of video games but that increasingly include frameworks oriented to applications in engineering, marketing or architecture (Schluse and Rossmann Citation2016). Besides, these engines allow to speed up the script programming, due to the wide variety of reusable code available.
Finally, cybersecurity is extremely important in the context of Industry 4.0. Mechanisms to protect the infrastructure from attacks or unauthorised accesses have to be used. For this end, a demonstration model on Industry 4.0 has to segment the network architecture and use industrial firewalls. A criterion to select a firewall for the industrial network should be the support of application-level filtering of the specific protocols used in the network, a feature not too widespread (Francia Iii, Francia, and Pruitt Citation2016). Commercial solutions, such as Tofino Xenon or Stormshield SNi40 or an ad-hoc solution with this feature could be used. Another important aim is to improve the protection of the network perimeter. For that purpose, it is appropriate to require Virtual Private Networks (VPN) for external access, using a tunneled and encrypted communication (Lezzi, Lazoi, and Corallo Citation2018).
In , the proposed guidelines described in this section to develop demonstration models in Industry 4.0 are summarized. For each enabling technology, the main characteristics and the tools proposed to use are indicated. In addition, the figure includes the educational demands required in the Industry 4.0 technical domain, as well as the relationship between these and the corresponding enabling technologies, depicting which enabling technologies contribute to the achievement of each educational demand. First, state-of-art knowledge is a transversal educational demand that refers to all the enabling technologies of Industry 4.0, since students need to have essential notions and knowledge about all these technologies in order to subsequently be able to implement them correctly. In addition, value-added automation operations are achieved with corresponding innovations in automation and robotics, as well as system integration, which enables the interconnection of different devices and instrumentation.
Figure 1. Guidelines to develop a demonstration model on Industry 4.0.
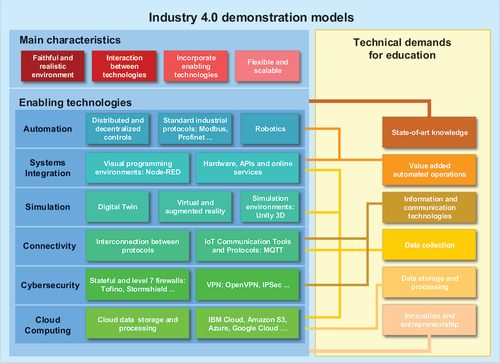
On the other hand, as far as information and communication technologies (ICT) are concerned, they are directly related to the connectivity between systems, the interconnection and exchange of information through different protocols, and the appropriate cybersecurity measures to prevent incidents from happening. Data collection is directly related to the tools developed for system integration, which allow obtaining data from different devices and equipment, and also to the communication protocols for connectivity between such equipment. In addition, data collection is also related to the simulations, which allow comparing the estimated data with those of real systems, and to cloud computing, which also provides various previously stored or processed data. Furthermore, the demand for data storage and processing takes place primarily in the cloud environment, where data of different kinds and origins that have been previously collected can be processed. Finally, innovation and entrepreneurship are also cross-cutting educational demands for all the enabling technologies of Industry 4.0, since students will need to come up with new ideas and novel proposals to meet the challenges that will arise in relation to these technologies, seeking to optimize production.
4. Proposed environment
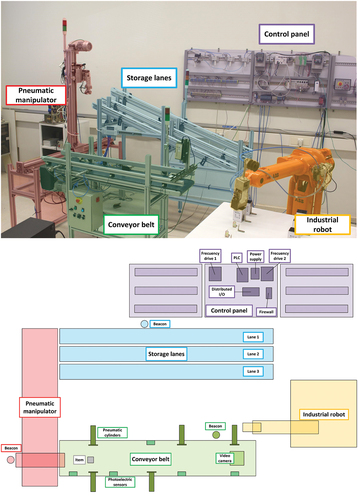
The proposed guidelines are applied for the development of a demonstration model, which is based on an existing electro-pneumatic cell for classifying of pieces that is updated to the Industry 4.0 paradigm, through the incorporation of the enabling technologies mentioned above. The electro-pneumatic cell (Prada et al. Citation2015) has different subsystems, as it is shown in , in order to replicate a production process. The first subsystem is a conveyor belt with pneumatic cylinders, which detects the presence of the pieces using photoelectric sensors, and a video camera to identify each one of the pieces by means of an alphabetical code printed on them. For each item processed, three different sequences for the pneumatic cylinders can be selected, which replicate various manufacturing processes applied to the pieces fed into the sorting cell. Another subsystem is a pneumatic manipulator, located at the end of the conveyor belt, whose function is to collect the pieces that have been already processed and redirect them to a set of storage lanes. In these storage lanes, the item will be classified depending on the code printed on it, read by the aforementioned video camera. Finally, the last subsystem is an industrial robot, in charge of loading the different pieces at the beginning of the conveyor belt in each work cycle, as well as picking up all the pieces stored in the different lanes at the end of the cycle.
Figure 2. Electro-pneumatic cell.
Before its update, the system had a centralized automation architecture with a local SCADA that communicated with a PLC using proprietary and, consequently, opaque communication protocols lacking security. Furthermore, the out-of-date automation architecture hindered the system integration. Although a simple 3D simulation of the system was available, it lacked interactive functionality. An ad-hoc OPC-database link was used to storage system data into a local database, so no cloud services were deployed. Next, it will be described how the different Industry 4.0 technologies have been incorporated into the mentioned system, following the guidelines described in section 3.
4.1. Automation
Automation is available in the electro-pneumatic sorting cell, through the use of a Programmable Logic Controller (PLC), an industrial robot and several sensors and actuators. A new PLC has been installed to replace the one originally used in the cell, constituting a more up-to-date option that has larger memory storage for data and programs, as well as the capacity to process more instructions per second. In addition, it has better memory protection features, different options to prevent modification of the program or its subsections, and more advanced network management features. The signals used by the demonstration model are digital, and are acquired by a distributed I/O module that communicates with the PLC through the standard Modbus TCP/IP communication protocol. In addition, this PLC communicates with two variable frequency drives, also via Modbus TCP/IP standard. These frequency drives are used to control motors associated with the conveyor belt and the manipulator. The industrial robot works independently from the PLC, having its own control system and its own strategy. Since the industrial robot is outdated, it is not possible to directly use a standard communication protocol with the PLC. In order to share information between them, several signal were wired from the PLC I/O module to the external signal card of the robot. Using these signals, the controller is able to share information and trigger different movements of the robot depending on the state of the cell.
The cell is also equipped with a signalling and safety system for the operating environment, with a siren, several beacons associated with the conveyor belt and the manipulator, as well as a general purpose beacon and a photoelectric barrier sensor connected to a relay so that, if the barrier is interrupted, the relay opens, requiring it to be reset in order to resume the production process. The signals generated by these elements are also centralised in the distributed I/O module.
4.2. Systems integration
The integration of the systems in the production process has been performed using Node-RED. Several multi-purpose flows have been developed: a flow for reading and writing the signals of the cell, a parameterization and automatic control flow, a manual control flow, a flow for safety and alarms, a flow for image processing and a cloud connection flow to exchange the data collected with the cloud computing systems. shows the different flows configured in Node-RED, as well as the connection between them, with the local process, the local monitoring and the cloud.
Figure 3. Development of the system integration.
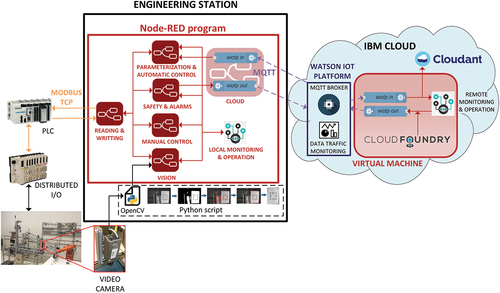
The reading and writing flow is configured to centralize communication with the PLC via Modbus TCP and avoid multiple read and write requests simultaneously. Recorded data are used by the other flows. Parameterization and automatic control, manual control and vision flows use nodes that allow both processing data collected from the PLC and data entered directly by the user, and generating the appropriate Modbus response to be interpreted by the PLC. Data are entered by the user from the local monitoring and operation dashboard, a control panel capable of operating in low-cost devices. On the other hand, the safety and alarms flow collects data from the PLC to display the status of the different beacons and signalling elements available in the demonstration model. However, in this flow no data are requested from the user and no Modbus response is generated, since it is a flow intended for alarm visualization.
In addition, image processing is performed in the vision flow that begins with a pre-processed image served by a Python script. The Python script can communicate with the camera installed on the cell conveyor belt using OpenCV. Pre-processing of the captured image by the Python script consists of isolating the section corresponding to the item code from the whole captured image, and identifying contours within the gray scale image. The image is converted to a gray scale, applying changes in contrast and orientation, and a Tesseract optical character recognition (OCR) node (Smith Citation2007) interprets the characters that constitute the code. If the characters read correspond to one of the possible expected codes, this code is stored for future use. Otherwise, the image is read cyclically with different contrast and/or orientation conditions until the code is read correctly or, on the opposite, a limited number of attempts is reached, notifying the user of a failure to identify the printed code. The bottom part of shows the link between the Python script and the Node-RED flow, along with an example to show how it works.
4.3. Cloud services
The cloud flow, also developed with Node-RED, receives data from the different flows mentioned previously, and sends them to the IBM Cloud. MQTT is the technology used for the communications. The engineering station is the MQTT client while a Watson IoT Platform service, offered by IBM Cloud, is the MQTT broker in this communications system. The Watson IoT service has also been used to monitor the status of data traffic between the MQTT devices. Besides, a virtual machine has been deployed in the cloud using the Cloud Foundry service. In this virtual machine, data storage and processing has been implemented in an app using a new Node-RED browser-based flow editor. The flows programmed in the app also function as MQTT clients, which generate and request data from Watson IoT Platform, using MQTT nodes. The data are sent to a database in a IBM Cloudant service, the third cloud service, where they are stored. A monitoring and operation dashboard, to manage the system remotely, has also been programmed in this virtual machine. The communication between the engineering station and the cloud, as well as the detailed interaction of the different services deployed in the cloud, can also be observed in .
4.4. Simulation
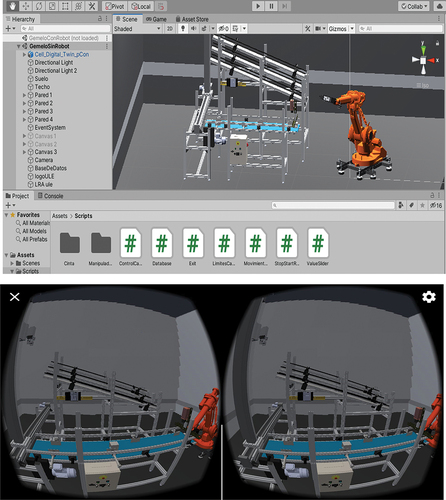
In order to implement simulation and virtual reality functionalities, a digital twin of the process has been developed, using the Unity 3D graphics engine. Unity 3D allows the development of both desktop applications (for Windows, macOS or Linux) and Android-based mobile applications. The digital twin is based on 3D virtual models imported from AutoCAD, animated by programming a series of scripts in Unity 3D, using the C# programming language. A Windows desktop application has been developed, as well as an Android application aimed at implementing virtual reality functionalities.
The application has a manual operation mode that allows to modify different parameters of the system, such as the speeds of the elements present or the selection of the item to classify, as well as a free displacement through the work area; in addition, the data generated during the simulation are stored in the computer as a comma-separated values (CSV) file, which allows to make a comparison with the real system operation. On the other hand, there is also an automatic operation mode where the system is parameterized and the operation in the virtual reality environment can be seen.
Augmented reality functionalities have also been incorporated into the demonstrator. An application for a mobile device, which receives data from the cell through the Node-RED reading and writing flow, has been developed. The mobile application obtains images through the device camera and overlay highlighted information of the process on these images. By training through previously taken images, the mobile application is able to identify the scene in real time. The scenes are configured in order to establish the information that is shown on the application. This information is diverse: values of the sorting cell variables, such as the speed of the motors; alarms to indicate if any element is in failure; or drop-down fields, which allow to obtain additional information about the plant, such as operation manuals.
4.5. Cybersecurity
Finally, with regard to the cybersecurity, an industrial firewall was installed in the cell. This firewall is a low-cost device, developed ad-hoc to block undesirable traffic in network and application levels, filtering read/write access using Modbus TCP protocol, as well as data transmitted through the proprietary PLC configuration protocol. This filtering ensures an additional level of security and event control in industrial control devices based on this configuration protocol. The firewall is configured through a web interface and has a protection box, embeddable in DIN rail, for industrial environments. There are currently a few powerful solutions in the market, e.g. Stormshield SNi40 or Tofino Xenon, but with a higher cost.
In addition, in order to make remote maintenance and access to the demonstrator more secure, a remote access system has been implemented through VPN. Specifically, the well-known OpenVPN tool has been used, which offers point-to-point connectivity through an SSL tunnel.
5. Educational experience
In the 2018–2019 academic year, previously to the proposed upgrade, the classification cell was used in the subject Automation and Process Control in a Master’s Degree. About 20 students were enrolled in this subject. At that time, the cell was focused to train students mainly in the control and automation field. The system consisted of a centralised automation architecture based on a PLC with input and output cards where the analog and digital signals were wired. In addition, there was a local SCADA that communicated with the PLC through a proprietary protocol, lacking any cybersecurity measure. It had a 3D simulation of the system operation but lacked interactive functionality. No cloud services were available, so data storage to a local database was performed with an OPC-database link.
The tasks proposed during this course consisted of a set of practical tasks focused on industrial instrumentation, system control and automation. Students learnt the hardware configuration and programming of PLCs, the configuration of variable speed drives and the robot programming. Therefore, students had not the opportunity of practising on system integration, cloud computing and storage, virtual or augmented reality or cybersecurity, since the electro-pneumatic cell did not incorporate any of the mentioned Industry 4.0 technologies. These contents were only explained to the students from a theoretical point of view.
In the 2020–2021 academic year, once the system was upgraded incorporating the Industry 4.0 technologies with corresponding practices, it was used by 18 students in the same subject (Automation and Process Control) of the same Master’s Degree. Note that both courses, before and after the update, comprised a similar number of students with an identical profile. Moreover, the faculty taught the subject in the same way.
Due to the exceptional situation caused by COVID-19, the tasks were designed to be carried out individually and taking advantage of remote control and monitoring functionalities. As an exception, students had contact with the real system in small groups of three people. Prior to the hands-on work with the demonstration model, students were provided with the necessary information about how to carry out these tasks in the Moodle platform (documents, videos and simulations), preceded by a brief introduction to the state-of-the-art of the enabling technologies in Industry 4.0, as well as a description of the subsystems that compose the demonstration model. Furthermore, before starting the tasks, they visited the physical facilities where the electro-pneumatic cell is located and observed a practical demonstration of the system’s operation. The students carried out six different tasks with the update system. Due to the time constraints of the Master’s course, the proposed educational tasks were not oriented to learn each technology in depth. However, the practical and realistic nature of the proposed demonstration model allows to develop more detailed tasks that would be useful for specialized courses.
In the first task, related to automation, the configuration of the programmable logic controller and the distributed I/O for signal acquisition, as well as of the robot program, are made. There is an initial configuration to which students make modifications with regard to hardware and software. The hardware configuration of the system is programmed in the engineering station, where the student needs to understand the configuration of the inputs and outputs from the distributed I/O, the control strategy in the PLC, programmed using Sequential Function Chart (SFC) language, and the program in the robot.
In the second task, related to systems integration, students work with Node-RED as a programming environment and monitoring tool. To access the Node-RED interface, it is not necessary to install any additional tools, only a web browser is required. Students initially navigate through the different dashboards available (see ), such as the parameterization dashboard, the one corresponding to the manual control, image processing, alarms or local monitoring and operation, with the aim of understanding how Node-RED dashboards work within the demonstrator model. Students then interact with the programming interface of the environment, analyzing the different information flows within the nodes created, and implementing small modifications to observe their effects on the system. For example, students edit one of the Modbus writing nodes within the signaling flow, modifying the value in the memory address corresponding to one of the beacons, so that it switches on or off accordingly.
Figure 4. Dashboard corresponding to the parameterization flow with Node-RED.

The third task also uses the Node-RED programming environment, but now as an edge computing tool, aimed at processing the images of the pieces. For the acquisition of these images from the process, the aforementioned script, programmed in Python, is used. First, students analyse the Node-RED code implemented to acquire and process the images obtained from the electro-pneumatic cell. Next, they perform a practical example where one of the images of the process is captured and analyzed in the Node-RED environment. In this practical example, the timestamps when the item code is read with the camera, when the item reaches the end of the conveyor belt and when the manipulator deposits it in one of the storage lines are captured for later analysis. A CSV file with these timestamps is generated in order to be compared both with the data generated in the simulation of the digital twin (in task 5) and with the data stored in the cloud (in task 6).
In the fourth task, industrial cybersecurity is studied. This involves working with the aforementioned firewall, which allows network traffic to be filtered according to different rules. The effect on the operation of the cell when Modbus protocol packets are rejected is tested by the student. More specifically, students set a rule to filter Modbus packets addressed to the PLC, allowing only Modbus write functions to be sent from the engineering station and the Node-RED environment.
In the fifth task, divided in two parts, students work with the digital twin (see ). This simulation of the cell allows the students to interact with the system in the same way as if they were interacting with the physical one. In the first part, the digital twin is running in a virtual reality environment for Android, through the use of virtual reality (VR) glasses. In the second one, students become familiar with the desktop application of the digital twin, observing changes in the process depending on the different sequences selected, as well as the different points of view and speeds available. It is in this desktop application where students extract the timestamps corresponding to the sequences simulated by the digital twin, which are then compared with those ones obtained with the execution in the real physical system. It should be taken into account that these timestamps will vary depending on the selected cylinder sequence, so students must pay special attention to work with the same sequence both in the real execution and in the simulation, to ensure that the timestamp comparison is correct.
Figure 5. Digital twin environment and its implementation in virtual reality.
In the last task, the cloud is used for data storage and computing. Following the structure presented above, communication with the cloud from the engineering station is performed through MQTT, using Watson IoT as MQTT broker, and data are stored into the database deployed in the Cloudant service. Students conduct a brief study of the different services offered in the cloud, especially focusing on the Cloudant service, for data storage, and the Watson IoT service, with a dashboard to visualize and interact with the received data. At this point, students work again with the data generated in the third task, comparing them with data stored in the cloud and thus analyzing the performance of the system in the different executions.
6. Results
After carrying out the aforementioned activities, students complete the questionnaire shown in . The first 10 questions are based on the well-known System Usability Scale (SUS) (Aaron, Kortum, and Miller Citation2008) to evaluate the usability of a system. In addition, 5 further questions were added with the aim of evaluating students’ perceptions about the influence of the environment on their learning. In response to the questions, students must indicate: strongly agree (5), agree (4), neither agree nor disagree (3), disagree (2), or strongly disagree (1).
Table 1. Questionnaire.
The SUS questionnaire aims to provide an evaluation of the usability of the demonstration model by obtaining a number, from 0 to 100. The score calculation with the SUS questionnaire starts assigning a range from 0 to 4 points to the answers of the first 10 questions, so that the score for the odd questions (1, 3, 5, 7, 9) will be the result minus 1 and, for the even questions (2, 4, 6, 8, 10) the result obtained will be subtracted from 5. Finally, the scores obtained are added up and the result is multiplied by 2.5, to obtain a total score with a range between 0 and 100. With these calculations, in this case of study, a mean score of 73.1, a maximum value of 87.5, a minimum of 60 and a median of 73.8 are obtained. Since the results obtained have an average score of more than 70 points, the Industry 4.0 demonstration model can be considered to provide an adequate usability.
The results of the questionnaire can be seen graphically in , where it can be observed that, in questions 1, 3, 5, 7 and 9, the percentages for the scores of 4 and 5 are high; whereas, in the case of questions 2, 4, 6, 8 and 10, the high percentages are those ones corresponding to the score of 2 and 1. These results correspond to the meaning of the questions according to the SUS methodology: odd-numbered questions have a positive meaning, and therefore the statements are expected to have high scores; whereas even-numbered questions have a rather negative meaning, with low scores being desirable.
Figure 6. Graphical representation of the questionnaire results.
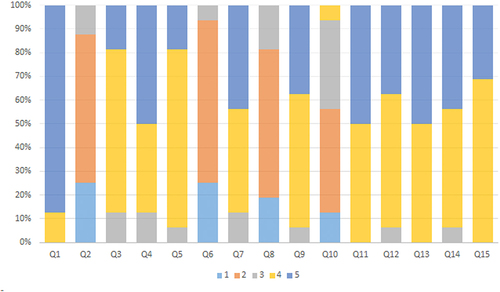
On the other hand, for the additional questions (11 to 15), 94% of the students selected the answers ‘completely agree’ or ‘agree’. This indicates that, from the students’ perspective, the demonstration model consolidates theoretical knowledge about the enabling technologies of Industry 4.0, improves learning, increases their motivation and encourages their interest in continuing their training on these technologies.
Analysing the results, it can be concluded that the demonstration model fulfils its objective of offering practical training in the Industry 4.0 approach. However, it is noticeable that a large percentage of the students answered with a score of 4 or 5 to question 4, which is even and has a certain negative connotation (‘I would need the support of a technical person to be able to use this system’). This response raises the question of whether, in this kind of demonstration models of emerging technologies, students would require more help from faculty to use the system confidently.
In addition to these students’ perceptions, the effect of the updated environment on student learning in Industry 4.0 was studied. The grades for the questions on enabling technologies posed in the evaluation of the course with the upgraded system were compared with those obtained in the 2018/2019 academic year, before the update.
The students of the 2018/2019 academic year, who only received a theoretical Industry 4.0 education, obtained an average score of 7 out of 10 points, whereas the students who complemented their training with the practical approach provided by the developed demonstration model, obtained an average score of 8.5 out of 10 points.
Although, obviously, it is not possible to derive conclusive evidence of the improvement in students’ learning from those results, the 21% improvement is encouraging with respect to the educational value of the proposed approach. Moreover, it was perceived a significant increase in the motivation and interest of the students working with these novel technologies in this way.
On the other hand, with respect to the maintainability of the action, the faculty have held regular meetings (at least once a month) in which the strategies for the development and use of the demonstration model were discussed. Although the initial effort for the development of these technological platforms is high, it is noted that workload decreases substantially once the system is in operation, making it possible to sustain the action for the following academic years.
7. Conclusions
Training on Industry 4.0 must rely on realistic industrial environments that are easily manageable in an educational context. This way, students make contact, from an educational environment, with the industrial reality. In this paper, guidelines are proposed to develop Industry 4.0 demonstration models that implement enabling technologies such as automation, system integration, cloud storage and computing, Internet of Things, digital twin, virtual and augmented reality and industrial cybersecurity. The proposed Industry 4.0 demonstration model must offer an interconnected technological framework, where different technologies do not act in an isolated way. It must also be flexible and scalable. As a result, the proposed guidelines have been the use of decentralized architectures with distributed I/O modules and standard communications, system integration with Node-RED and MQTT, the development of cyber-physical systems with edge computing functionalities, data storage and analysis in the cloud, the use of firewalls with deep packet inspection for network segmentation and filtering, as well as virtual private networks, and the virtualization of platform functionalities through digital twins and virtual and augmented reality tools.
Following the proposed guidelines, an Industry 4.0 demonstration model has been developed, based on an existing electro-pneumatic robotic cell for classification of pieces. This demonstration model has been used by students in a Master’s degree course. In this educational experience, a set of practical tasks has been carried out by students to work collectively with the enabling technologies. Feedback from the students was collected to assess the proposed approach. The results from students indicate that the developed environment is a suitable tool for reinforcing theoretical knowledge and helping to close the skills gap created by the digitization process, bringing closer the learning process to Industry 4.0 technologies.
Disclosure statement
No potential conflict of interest was reported by the authors.
Additional information
Funding
References
- Aaron, B., P. T. Kortum, and J. T. Miller. 2008. “An Empirical Evaluation of the System Usability Scale.” International Journal of Human–Computer Interaction 24 (6): 574–594. doi:10.1080/10447310802205776.
- Abele, E., G. Chryssolouris, W. Sihn, J. Metternich, H. ElMaraghy, G. Seliger, G. Sivard, ElMaraghy, W., Hummel, V., Tisch, M., Seifermann, S. 2017. “Learning Factories for Future Oriented Research and Education in Manufacturing.” CIRP Annals 66 (2): 803–826. doi:10.1016/j.cirp.2017.05.005.
- Abele, E., J. Metternich, M. Tisch, G. Chryssolouris, W. Sihn, H. ElMaraghy, V. Hummel, and F. Ranz. 2015. “Learning Factories for Research, Education, and Training.” Procedia CIRP 32: 1–6. doi:10.1016/j.procir.2015.02.187.
- Almeida, F., and J. Simoes. 2019. “The Role of Serious Games, Gamification and Industry 4.0 Tools in the Education 4.0 Paradigm.” Contemporary Educational Technology 10 (2): 120–136. doi:10.30935/cet.554469.
- Anjarichert, L. P., K. Gross, K. Schuster, and S. Jeschke. 2016. “Learning 4.0: Virtual Immersive Engineering Education.” Digital University 2: 51.
- Azmi, A. N., Y. Kamin, M. K. Noordin, and A. N. M. Nasir. 2018. “Towards Industrial Revolution 4.0: Employers’ Expectations on Fresh Engineering Graduates.” International Journal of Engineering & Technology 7 (4): 267–272.
- Baena, F., A. Guarin, J. Mora, J. Sauza, and S. Retat. 2017. “Learning Factory: The Path to Industry 4.0.” Procedia Manufacturing 9: 73–80. doi:10.1016/j.promfg.2017.04.022.
- Balducci, F., P. Buono, G. Desolda, D. Impedovo, and A. Piccinno. 2020. “Improving Smart Interactive Experiences in Cultural Heritage Through Pattern Recognition Techniques.” Pattern Recognition Letters 131: 142–149. doi:10.1016/j.patrec.2019.12.011.
- Belman-Lopez, C. E., J. A. Jiménez-García, and S. Hernández-González. 2020. “Análisis exhaustivo de los principios de diseño en el contexto de Industria 4.0.” Revista Iberoamericana de Automática e Informática industrial 17 (4): 432. doi:10.4995/riai.2020.12579.
- Benešová, A., and J. Tupa. 2017. “Requirements for Education and Qualification of People in Industry 4.0.” Procedia Manufacturing 11: 2195–2202. doi:10.1016/j.promfg.2017.07.366.
- Bigliardi, B., E. Bottani, and G. Casella. 2020. “Enabling Technologies, Application Areas and Impact of Industry 4.0: A Bibliographic Analysis.” Procedia Manufacturing 42: 322–326. doi:10.1016/j.promfg.2020.02.086.
- Boyes, H., B. Hallaq, J. Cunningham, and T. Watson. 2018. “The Industrial Internet of Things (IIoT): An Analysis Framework.” Computers in Industry 101: 1–12. doi:10.1016/j.compind.2018.04.015.
- Cañas, H., J. Mula, M. Díaz-Madroñero, and F. Campuzano-Bolarín. 2021. “Implementing Industry 4.0 Principles.” Computers & Industrial Engineering 158: 107379. doi:10.1016/j.cie.2021.107379.
- Cevik Onar, S. C., A. Ustundag, Ç. Kadaifci, and B. Oztaysi. 2018. “The Changing Role of Engineering Education in Industry 4.0 Era.“ In Industry 4.0: Managing the Digital Transformation,edited by Pham, D. T, 137–151. Cham, Switzerland: Springer.
- Chaim, O., B. Muschard, E. Cazarini, and H. Rozenfeld. 2018. “Insertion of Sustainability Performance Indicators in an Industry 4.0 Virtual Learning Environment.” Procedia Manufacturing 21: 446–453. doi:10.1016/j.promfg.2018.02.143.
- Chen, B., J. Wan, L. Shu, L. Peng, M. Mukherjee, and B. Yin. 2018. “Smart Factory of Industry 4.0: Key Technologies, Application Case, and Challenges.” IEEE Access 6: 6505–6519. doi:10.1109/ACCESS.2017.2783682.
- Chickerur, S., A. Goudar, and A. Kinnerkar. 2015. “Comparison of Relational Database with Document-Oriented Database (MongoDb) for Big Data Applications.” In 2015 8th International Conference on Advanced Software Engineering & Its Applications (ASEA), Nov, 41–47. IEEE. 10.1109/asea.2015.19.
- Co¸skun, S., K. Ya¸sanur, and G. Eray. 2019. “Adapting Engineering Education to Industry 4.0 Vision.” Technologies 7 (1): 10. doi:10.3390/technologies7010010.
- Derhamy, H., J. Eliasson, J. Delsing, and P. Priller. 2015. “A Survey of Commercial Frameworks for the Internet of Things.” In 20th IEEE Conference on Emerging Technologies & Factory Automation (ETFA), Luxembourg, Luxembourg, 1–8. IEEE.
- Elbestawi, M., D. Centea, I. Singh, and T. Wanyama. 2018. “SEPT Learning Factory for Industry 4.0 Education and Applied Research.” Procedia Manufacturing 23: 249–254. doi:10.1016/j.promfg.2018.04.025.
- Erol, S., A. Jäger, P. Hold, K. Ott, and W. Sihn. 2016. “Tangible Industry 4.0: A Scenario-Based Approach to Learning for the Future of Production.” Procedia CIRP 54: 13–18. doi:10.1016/j.procir.2016.03.162.
- Fareri, S., G. Fantoni, F. Chiarello, E. Coli, and A. Binda. 2020. “Estimating Industry 4.0 Impact on Job Profiles and Skills Using Text Mining.” Computers in Industry 118: 103222. doi:10.1016/j.compind.2020.103222.
- Fei, T., H. Zhang, A. Liu, and A. Y. C. Nee. 2019. “Digital Twin in Industry: State-Of-The-Art.” IEEE Transactions on Industrial Informatics 15 (4): 2405–2415. doi:10.1109/tii.2018.2873186.
- Ferreira, P., W. de, F. Armellini, and L. Antonio De Santa-Eulalia. 2020. “Simulation in Industry 4.0: A State-Of-The-Art Review.” Computers & Industrial Engineering 149: 106868. doi:10.1016/j.cie.2020.106868.
- Fraczek, K., and M. Plechawska-Wojcik. 2017. “Comparative Analysis of Relational and Non-Relational Databases in the Context of Performance in Web Applications.” In Beyond Databases, Architectures and Structures. Towards Efficient Solutions for Data Analysis and Knowledge Representation, 153–164. Springer International Publishing. doi: 10.1007/978-3-319-58274-0_13.
- Francia Iii, G. A., X. P. Francia, and A. M. Pruitt. 2016. “Towards an In-Depth Understanding of Deep Packet Inspection Using a Suite of Industrial Control Systems Protocol Packets.” Journal of Cybersecurity Education, Research and Practice 2016 (2): 2.
- Frank, A. G., L. Santos Dalenogare, and N. Fabián Ayala. 2019. “Industry 4.0 Technologies: Implementation Patterns in Manufacturing Companies.” International Journal of Production Economics 210: 15–26. doi:10.1016/j.ijpe.2019.01.004.
- Fuertes, J. J., M. Angel Prada, J. Ramon Rodriguez-Ossorio, R. Gonzalez-Herbon, D. Perez, and M. Dominguez. 2021. “Environment for Education on Industry 4.0.” IEEE Access 9: 144395–14440. doi:10.1109/ACCESS.2021.3120517.
- Guerra-Zubiaga, D., V. Kuts, K. Mahmood, A. Bondar, N. Nasajpour-Esfahani, and T. Otto. 2021. “An Approach to Develop a Digital Twin for Industry 4.0 Systems: Manufacturing Automation Case Studies.” International Journal of Computer Integrated Manufacturing 34 (9): 933–949. doi:10.1080/0951192X.2021.1946857.
- Haag, S., and R. Anderl. 2018. “Digital Twin – Proof of Concept.” Manufacturing Letters 15: 64–66. doi:10.1016/j.mfglet.2018.02.006.
- Hermann, M., R. Ilsen, and J. C. Aurich. 2017. “Analysis of Control Architectures in the Context of Industry 4.0.” Procedia CIRP 62: 165–169. 10th CIRP Conference on Intelligent Computation in Manufacturing Engineering - CIRP ICME ‘16. [edited by: R. Teti, D. M. D’Addona], http://www.sciencedirect.com/science/article/pii/S2212827117300641.
- Huba, M., and S. Kozak. 2016. “From E-Learning to Industry 4.0.” In 2016 International Conference on Emerging eLearning Technologies and Applications (ICETA), Stary Smokovec, Slovakia, 103–108.
- Iglesias-Urkia, M., A. Orive, M. Barcelo, A. Moran, J. Bilbao, and A. Urbieta. 2017. “Towards a Lightweight Protocol for Industry 4.0: An Implementation Based Benchmark.” In 2017 IEEE International Workshop of Electronics, Control, Measurement, Signals and their Application to Mechatronics (ECMSM), Donostia, Spain, 1–6.
- Lezzi, M., M. Lazoi, and A. Corallo. 2018. “Cybersecurity for Industry 4.0 in the Current Literature: A Reference Framework.” Computers in Industry 103: 97–110. doi:10.1016/j.compind.2018.09.004.
- Liagkou, V., D. Salmas, and C. Stylios. 2019. “Realizing Virtual Reality Learning Environment for Industry 4.0.” Procedia CIRP 79: 712–717. doi:10.1016/j.procir.2019.02.025.
- Li Da, X., E. L. Xu, and L. Ling. 2018. “Industry 4.0: State of the Art and Future Trends.” International Journal of Production Research 56 (8): 2941–2962. doi:10.1080/00207543.2018.1444806.
- Lipp, J., M. Rath, M. Rudack, U. Vroomen, A. Bührig-Polaczek, and C. Slimane Hammoudi. 2021. “Flexible OPC UA Data Load Optimizations on the Edge of Production.” In Enterprise Information Systems, edited by J. Filipe, M. Śmiałek, and A. Brodsky, 43–61. Cham, Switzerland: Springer International Publishing.
- Motyl, B., G. Baronio, S. Uberti, D. Speranza, and S. Filippi. 2017. “How Will Change the Future Engineers’ Skills in the Industry 4.0 Framework? A Questionnaire Survey.” Procedia Manufacturing 11: 1501–1509. doi:10.1016/j.promfg.2017.07.282.
- Onaji, I., D. Tiwari, P. Soulatiantork, B. Song, and A. Tiwari. 2022. “Digital Twin in Manufacturing: Conceptual Framework and Case Studies.” International Journal of Computer Integrated Manufacturing 0 (0): 1–28.
- Prada, M. A., J. J. Fuertes, S. Alonso, S. García, and M. Domínguez. 2015. “Challenges and Solutions in Remote Laboratories. Application to a Remote Laboratory of an Electro-Pneumatic Classification Cell.” Computers & Education 85: 180–190. doi:10.1016/j.compedu.2015.03.004.
- Prinz, C., F. Morlock, S. Freith, N. Kreggenfeld, D. Kreimeier, and B. Kuhlenkötter. 2016. “Learning Factory Modules for Smart Factories in Industrie 4.0.” Procedia CIRP 54: 113–118. doi:10.1016/j.procir.2016.05.105.
- Profanter, S., A. Tekat, K. Dorofeev, M. Rickert, and A. Knoll. 2019. “OPC UA versus ROS, DDS, and MQTT: Performance Evaluation of Industry 4.0 Protocols.” In 2019 IEEE International Conference on Industrial Technology (ICIT), Melbourne, VIC, Australia, 955–962.
- Ray, P. P. 2017. “A Survey on Visual Programming Languages in Internet of Things.” Scientific Programming 2017: 1231430. doi:10.1155/2017/1231430.
- Sadio, O., I. Ngom, and C. Lishou. 2019. “Lightweight Security Scheme for MQTT/MQTT-SN Protocol.” In 2019 Sixth International Conference on Internet of Things: Systems, Management and Security (IOTSMS), Granada, Spain, 119–123.
- Sallati, C., J. de Andrade Bertazzi, and K. Schützer. 2019. “Professional Skills in the Product Development Process: The Contribution of Learning Environments to Professional Skills in the Industry 4.0 Scenario.” Procedia CIRP 84: 203–208. doi:10.1016/j.procir.2019.03.214.
- Schallock, B., C. Rybski, R. Jochem, and H. Kohl. 2018. “Learning Factory for Industry 4.0 to Provide Future Skills Beyond Technical Training.” Procedia Manufacturing 23: 27–32. doi:10.1016/j.promfg.2018.03.156.
- Schluse, M., and J. Rossmann. 2016. “From Simulation to Experimentable Digital Twins: Simulation-Based Development and Operation of Complex Technical Systems.” In 2016 IEEE International Symposium on Systems Engineering (ISSE), Oct, 1–6. IEEE. 10.1109/syseng.2016.7753162.
- Schuster, K., K. Groß, R. Vossen, A. Richert, and S. Jeschke. 2016. “Preparing for Industry 4.0 – Collaborative Virtual Learning Environments in Engineering Education.” In Engineering Education 4.0, edited by S. Frerich, 477–487. Switzerland: Springer.
- Smith, R. 2007. “An Overview of the Tesseract OCR Engine.” In Ninth International Conference on Document Analysis and Recognition (ICDAR 2007), Curitiba, Brazil, Vol. 2, 629–633.
- Tan, L., and N. Wang. 2010. “Future Internet: The Internet of Things.” In 2010 3rd International Conference on Advanced Computer Theory and Engineering(ICACTE), Aug, V5–376–V5–380. IEEE. 10.1109/icacte.2010.5579543.
- Tisch, M., and J. Metternich. 2017. “Potentials and Limits of Learning Factories in Research, Innovation Transfer, Education, and Training.” Procedia Manufacturing 9: 89–96. 7th Conference on Learning Factories, CLF 2017, https://www.sciencedirect.com/science/article/pii/S2351978917301452.
- Triantafyllou, A., P. Sarigiannidis, and T. D. Lagkas. 2018. “Network Protocols, Schemes, and Mechanisms for Internet of Things (IoT): Features, Open Challenges, and Trends.” Wireless Communications and Mobile Computing 2018: 5349894. doi:10.1155/2018/5349894.
- Ustundag, A., and E. Cevikcan. 2017. Industry 4.0: Managing the Digital Transformation. Cham, Switzerland: Springer Series in Advanced Manufacturing.
- Vijayan, K. K., O. Jon Mork, and L. A. L. Giske. 2019. “Integration of a Case Study into Learning Factory for Future Research.” In Procedia Manufacturing, Braunschweig, Germany, 31: 258–263 https://www.sciencedirect.com/science/article/pii/S2351978919304056.
- Wrobel-Lachowska, M., A. Polak-Sopinska, and Z. Wisniewski. 2018. “Challenges for Logistics Education in Industry 4.0.” In International Conference on Applied Human Factors and Ergonomics, Orlando, FL, USA, 329–336. Springer.