
Abstract
Digitalization and the growth of big data promise greater customization as well as change in how manufacturing is distributed. Yet, challenges arise in applying these new approaches in consumer goods industries that often emphasize mass production and extended supply chains. We build a conceptual framework to explore whether big data combined with new manufacturing technologies can facilitate redistributed manufacturing (RDM). Through analysis of 24 consumer goods industry cases using primary and secondary data, we investigated evolving manufacturing configurations, their underlying drivers, the role of big data applications, and their impact on the redistribution of manufacturing. We find some applications of RDM concepts, although in other cases existing manufacturing configurations are leveraged for high volume consumer goods products through big data analytics and market segmentation. The analysis indicates that the framework put forward in the paper has broader value in organizing thinking about emerging interrelationships between big data and manufacturing.
1. Introduction
Manufacturing is entering a period of transition and change, prompted by new technologies and business models. Significant reconfigurations in the geographical distribution of manufacturing operations are predicted (Manyika et al. Citation2012). For companies, future manufacturing looks set to evolve beyond global supply chains and distant giant factories to embrace interconnected, smaller and more agile manufacturing operations (Koten Citation2013). For policy makers, fresh opportunities are presented for the reshoring or rebuilding of manufacturing capabilities that could increase resilience, reduce trade imbalances, and retain manufacturing skills and jobs (Livesey Citation2012; Foresight 2013; OECD Citation2017).
The drivers for change towards a more redistributed manufacturing (RDM) landscape include demands to enhance sustainability, desires to reduce cost volatility and regulatory risks, uncertainty about energy and transportation costs, and a democratization of design, market and customer proximity (Despeisse et al. Citation2012; Garetti and Taisch Citation2012; Livesey Citation2012; Manyika et al. Citation2012; Bocken et al. Citation2014; Matt, Rauch, and Dallasega Citation2015). Moreover, mass customization is becoming an increasingly viable model for a broad range of different industries (Jiang, Lee, and Seifert Citation2006). This requires flexible manufacturing systems that are able to produce small quantities (Matt, Rauch, and Dallasega Citation2015). There are also rapid technological advancements in areas such as sensors, cloud computing, autonomous robotics, additive manufacturing, the Internet of Things (IoT), agent-based systems; and big data (Manyika et al. Citation2011; Foresight 2013; EEF Citation2015; Rüßmann et al. Citation2015; Babiceanu and Seker Citation2016; Zhang, Wang, et al. Citation2016). Such technologies are increasingly seen as redistributive enablers, as structures, processes and products become more differentiated and dispersed (Babiceanu and Seker Citation2016).
A sector that could be substantially affected by these transformations is consumer goods manufacturing. This includes companies involved in food production, packaged goods, clothing, beverages, automobiles and electronics. In addition to production-side developments, the sector is inherently influenced by shifts in consumer behaviour (Brennan, Kelly, and Martinez Citation2013). With annual revenues of approximately USD 3.2 trillion globally, the consumer goods sector depends greatly on mass manufacture through multinational corporations and globally dispersed supply chains (Brennan, Kelly, and Martinez Citation2013). This has created a void between the manufacturer and the consumer, limiting opportunities for personalization, the up-scaling of small enterprises and the development of user-driven products tuned to local markets (Brennan, Kelly, and Martinez Citation2013). Furthermore, within the consumer goods industry, around 80% of the materials used for the creation of consumer goods end up in landfills, incinerators or wastewater (Ellen MacArthur Foundation Citation2013).
The challenges posed by evolving consumer demands and policy requirements, and the need for new avenues for growth and the improvement of margins, creates a case for re-thinking consumer goods manufacturing operations. This involves examining how existing configurations can be transformed to more connected, localized and regenerative models of production and consumption (Moreno and Charnley Citation2016; Srai et al. Citation2016). Additionally, there is a need to consider the impact and potential of disruptive technologies, such as the mobile internet, IoT and additive manufacturing (3 D printing) (Manyika et al. Citation2013; Babiceanu and Seker Citation2016; Zhang, Xi, et al. Citation2016).
A promising pathway that encompasses processes of technological, spatial and production-consumption transformation is offered by RDM (Pearson, Noble, and Hawkins Citation2013). As further discussed in the literature review, this concept involves deploying new technologies to facilitate flexible, more sustainable, and customer-driven manufacturing processes at localized scales. In the paper, we focus on the role and potential of big data to influence RDM configurations in consumer goods sectors. Big data in the context of consumer goods sectors is associated with enhanced capacities to generate, capture, and use data in a variety of forms not only to optimize production but also to better integrate demand, manufacturing, and logistics.
We address the following overarching research question: How can big data impact redistributed manufacturing in the consumer goods industry? We propose a framework that conceptualizes how big data applications could influence manufacturing configurations. This framework derives from a literature review. Using this framework, we analyze evolving manufacturing configurations in consumer goods, their underlying drivers, the role of big data applications, and their impacts on the redistribution of manufacturing. The analysis draws on 24 cases generated from primary and secondary data. We assess how big data is facilitating RDM and related developments in manufacturing operations. The consumer goods emphasis distinguishes our work from other new manufacturing technology studies that examine such topics as peer-to-peer production of fabrication with 3 D printers (Kohtala Citation2015). Overall, the study seeks to enhance our understanding of the role of big data, provide an in-depth understanding of the complexity of RDM and offer actionable insights for practitioners.
2. Literature review
There is much extant work on manufacturing production and new manufacturing technologies, evolving business models, and developments in information and communication technologies. Within this body of work, we focus upon RDM, manufacturing configuration and operations strategy, and big data in manufacturing. Each of these three areas is probed. We then build on these literature streams to create a conceptual framework.
2.1. Redistributed manufacturing
RDM has been defined as ‘technology, systems and strategies that change the economics and organization of manufacturing, particularly with regard to location and scale’ (Pearson, Noble, and Hawkins Citation2013; EPSRC 2014). RDM is ‘driven by advanced manufacturing technologies, such as digital fabrication technologies, continuous manufacturing in previous batch-centric operations, stereolithography, laser-cutting machinery and tools for electrical component assembly’ (Srai et al. Citation2016). RDM has also been characterized as ‘a connected, localized and inclusive model of production and consumption that is driven by the exponential growth and embedded value of big data’ (Moreno and Charnley Citation2016). These definitions illustrate several dimensions of redistribution (connected, localized and inclusive) and highlight the role of data in redistributed processes.
RDM can be compared to such concepts as co-creation or co-production. Co-production refers to ‘participation in the creation of the core offering itself’, while co-creation represents a concept, ‘which includes the idea that value can only be created with and determined by the user in the consumption process or through use’ (Vargo and Lusch Citation2008). Both of these concepts stress consumer roles in the value creation process. RDM also redistributes roles so as to increase involvement consumers in design and production steps. RDM further adds the dimension of localized production. This implies change in spatial configurations as well as production operations, with reductions in production scale and distance to the customer (Pearson, Noble, and Hawkins Citation2013).
2.2. Manufacturing configuration and distributed manufacturing
Before the mid-nineteenth century, manufacturing was characterized by craft production, decentralized and often rural workshops, and general purpose machines, with low volume output and products tailored to individual needs (Pred Citation1966; Womack, Jones, and Roos Citation1990). By the early twentieth century, manufacturing was more concentrated and urbanized, with significant labour and resource needs (power, water and materials) and proximity to major transportation systems (DeVor et al. Citation2012). Efficient high-volume production on special-purpose machines developed, although at the expense of flexibility (Piore and Sabel Citation1984).
In the mid-twentieth century, many industrial companies internationalized to promote growth and tap into new markets. This was accompanied by increased international competition, based on price, which motivated a geographic shift of industry to low-cost countries such as China (Young Citation1985; Bolwijn and Kumpe Citation1990). However, towards the end of the twentieth century, globalized mass production and long supply chains were generating rifts between production and consumption. The landscape of manufacturing was again ripe for change and the rise of distributed models (Piore and Sabel Citation1984; Doll and Vonderembse Citation1991; Kotha Citation1995; Vallas Citation1999; DeVor et al. Citation2012). While mass production and scale economies can still succeed today in various traditional industries (Jiang, Lee, and Seifert Citation2006), other manufacturing configurations are emerging. These include an emerging transformation from mass production to mass customization encompassing a shift from large-scale routine mass production in centralized factories to customized production in distributed facilities (Kohtala Citation2015).
Within the literature, there is a stream of research concerned with the collaboration and organization aspect of distributed production systems. This includes simulations and web-agent and cloud-based manufacturing systems driven by developments in information and communication technologies (Saad, Perera, and Wickramarachchi Citation2003; Valilai and Houshmand Citation2013; Wu et al. Citation2014). Another stream investigates distributed manufacturing in the context of alternative business models and opportunities for socially beneficial and responsive production and consumption. This work promotes small-scale, flexible networks of local socio-economic actors using local resources according to local needs (Johansson, Kisch, and Mirata Citation2005; Shi and Gregory Citation2005), offering environmental benefits and leading to more sustainable forms of cleaner production, i.e. energy-efficient manufacturing systems and sustainable business models (Despeisse et al. Citation2012; Garetti and Taisch Citation2012; Zhang et al. Citation2017). However, there are differences regarding the scale of facilities said to comprise distributed production. Distributed manufacturing is investigated by some at the factory level, while others focus on ‘desktop-level’ manufacturing (see ).
Table 1. Levels of distributed manufacturing (key literature).
The literature on distributed manufacturing at the factory level highlights themes of digital manufacturing and mass customization , as exemplified by simultaneous and concurrent manufacturing paradigms (Kühnle Citation2010) and smart factory concepts such as ‘Industry 4.0’ (Spath et al. Citation2013; Rüßmann et al. Citation2015). In these models, a decentralized configuration of facilities interacts through automated, flexible, digital and smart production (Matt and Raunch 2013; Kohtala Citation2015; Matt, Rauch, and Dallasega Citation2015). Such approaches offer the flexibility that companies need to stay competitive in today’s global markets. Flexible production and reduced time to market can be further aided by geographically distributed manufacturing systems using local resources for product development and production (Bruccoleri et al. Citation2005).
Advancements in manufacturing technologies, especially 3 D printing, have boosted interest in distributed manufacturing at the desktop level. Matt, Rauch, and Dallasega (Citation2015) highlight the emergence of non-location-bound factories and production laboratories – concepts that are comparable to desktop manufacturing. DeVor et al. (Citation2012) discuss three examples: manufacturing at the point of sale, manufacturing at the mall, and personal manufacturing. Distributed manufacturing at desktop levels offers new design opportunities, typically involves low volumes and small-scale facilities, and blurs lines between production and consumption (Kohtala Citation2015). A customer may be a ‘prosumer’ (Toffler Citation1981) who also produces rather than only consuming.
We note that ‘mass customization ’ was first coined by Davis (Citation1989) where ‘companies try to reach the same large segment of customers in the market but by treating them individually like a customized market’. This definition has since been modified. Pine (Citation1993) emphasizes that a large variety of products with prices comparable to standard products are the main characteristics of mass customization . Du, Jiao, and Tseng (Citation2001) suggest that mass customization is more generally defined as ‘the technologies and systems to deliver goods and services that meet individual customers’ needs with near mass production efficiency’.
2.3. Facility strategy and competitive priorities
Within an operations strategy that links market requirements with the resources and capabilities of a company, a facilities strategy is a key component. Decisions about manufacturing facilities, including size, location, and capacity, have major impacts on a firm’s competitiveness (Slack and Lewis Citation2002). Typical approaches to assess facility decisions are based on assessment criteria or mathematical techniques (Chen, Olhager, and Tang Citation2014). In most cases, cost minimization and profit maximization are prioritized (Drezner and Hamacher Citation2002; Melo, Nickel, and Saldanha-da-Gama Citation2009). Economies of scale are important considerations for facility strategy, where cost advantages can be leverage based on output volume. This is due to the phenomenon that the cost per unit of output in conventional mass production typically decreases with an increasing scale, since the fixed costs are distributed over more units of output.
However, there are variations in the combinations of factors that influence facility strategy. For example, the notion of competitive priorities highlights mixes based on cost, quality, delivery and flexibility (Miller and Roth Citation1994). These measures have been used in several studies in the context of manufacturing strategies (Boyer Citation1998; Schmenner and Swink Citation1998; Ward et al. Citation1998; Boyer and Lewis Citation2009). The cost dimension of traditional facility location typically targets reductions in transportation, inventory, labour and process costs as well as seeking productivity increases. If the focus is quality, then workforce and supplier attributes become more important. Focusing on delivery requires shorter lead time to market, as well as proximity to the customer, which potentially further impacts upon production processes and skills. A business based on flexibility is also likely to be closer to the customer and to employ special production technologies. Flexibility can include abilities such as making rapid design changes, quickly adjusting capacity and output, and offering multiple product features and a high degree of product variety (MacCormack, Newman, and Rosenfield 1994; Boyer and Pagell Citation2000). Competitive advantage is considered an additional factor that influences facility strategy. According to Porter (Citation1980), a firm can gain competitive advantage by following one of the three generic strategies: lowest cost, differentiation or focus. Sustainability could be considered as another dimension as it is growing in importance (Tonelli et al. Citation2016). However, all of these factors are increasingly influenced by advancement in information and communication technology, including big data, which in turn affects manufacturing configurations, as explained in the next section.
2.4. Big data in manufacturing
Today’s manufacturers must be able to respond to developments in the manufacturing environment such as the dynamic demand for higher quality products, the reduction in product lifecycles and the increasing need for product customization (Barbosa et al. Citation2015). Automation and information systems seek to enhance response capabilities in manufacturing and enable flexibility (Beach et al. Citation1998; Saenz de Ugarte, Artiba, and Pellerin Citation2009). For example, agent-based systems can help organizations to improve flexibility and adaptability and support distributed and decentralized structures (Frayret, D’Amours, and Montreuil Citation2004; Lüder et al. Citation2004; Peng and Mcfarlane Citation2004; Mahesh, Ong, and Nee Citation2007; Leitão, Barbosa, and Trentesaux Citation2012). Recent evolutions in sensors, cloud services and communication technologies provide capabilities for linking the physical manufacturing facility and machine world to the virtual world of internet applications (Zhang, Xi, et al. Citation2016). Cyber-physical systems can handle actual operations in the physical world while simultaneously monitoring them in the cyber world with the help of advanced data processing and simulation models at manufacturing process, supply chain and operational levels (Lee, Kao, and Yang Citation2014; Babiceanu and Seker Citation2016; Zhong et al. Citation2016; Zhang et al. Citation2017). Data from manufacturing, along with external data sources, have become more accessible and ubiquitous, contributing to the big data environment. However, appropriate methods are needed to convert data into valuable and actionable information (Lee et al. Citation2013; Hazen et al. Citation2016).
2.5. Research gap: Investigating pathways of value creation
To identify big data’s impact on enterprises, especially manufacturing configurations, pathways of value creation need to be investigated. This approach aligns with the view that RDM involves a transformation underwritten by the value of big data (Moreno and Charnley Citation2016; Tonelli et al. Citation2016). We draw on data-driven business model concepts, such as data sources, key activities and offerings, to identify types of data-driven value creation in manufacturing (Hartmann et al. Citation2016).
Data are now expanding rapidly in terms of quantity and variety. Data producing social media platforms and mobile devices are widely used (Fosso Wamba et al. Citation2015). Massive data are also generated from an array of business data sources. Manyika et al. (Citation2011) identifies sensors, devices embedded in the internet, smart meters, radio-frequency identification (RFID), as well as transactional databases, collaborative product development databases (for computer-aided design, computer-aided manufacturing, and digital manufacturing), social media, customer feedback and point-of-sale data. Choudhary, Harding, and Tiwari (Citation2009) note database management systems and data warehouses (product/process design, assembly, materials planning, quality control, scheduling, maintenance, fault detection) as data sources. In our study, building on (Hartmann et al. Citation2016), we designate ‘internal’ and ‘external’ data sources. Internal data derives from within the enterprise as part of the manufacturing processes and business administration whereas external data are generated from the consumer side and the wider environment (). In the following section, we draw on this categorization to advance a conceptual framework to explore RDM and the impact of big data.
Table 2. Data sources and data types.
3. Conceptual framework
We put forward a conceptual framework, based on the literature review that provides a basis to examine and analyze the impact of big data in a RDM context. The upper part of the framework () is concerned with manufacturing configuration and comprises three subparts that relate to respective literature streams. The first is competitive advantage and includes dimensions that distinguish strategies based on price from those that compete on the basis of differentiation. The second subpart is competitive priorities and includes cost, quality, delivery, and flexibility dimensions. The third subpart is facility strategy, with three dimensions: the degree of distribution, closeness to the customer, and production scale.
Figure 1. Conceptual framework.
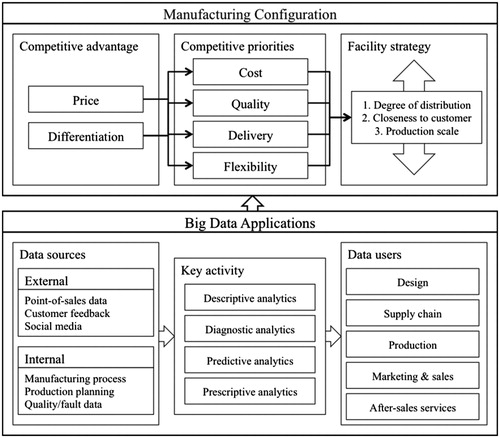
The lower part of the framework is concerned with big data and data-driven value creation. Its three subparts, again related to the literature, comprise data sources, key activities and data users. These represent the value creation process from resources (data sources) that are processed (key activity) and the outputs are consumed (data users). Data sources are further separated into internal data sources such as manufacturing process data, production planning data and quality data, and external sources such as point-of-sale data, customer feedback data and social media data. For key activities that relate to data, the framework includes different types of analytics that can create value. For data users, the framework identifies users within the firm and from different parts of the value chain such as design, supply chain, production, marketing and sales and after-sales.
4. Research design
4.1. Methodology
We use an exploratory and qualitative method to investigate the development of RDM in a sector (consumer goods production). Multiple case studies are employed to enhance reliability and minimize observer bias (Stebbins Citation2001; Voss, Tsikriktsis, and Frohlich Citation2002). This approach addresses the diverse units of analysis within the cases (manufacturing configurations and big data applications). Following Yin (Citation2013), a cross-cutting approach was adopted to investigate these units, with case selection based on specific criteria. Four focal groups were selected within the consumer goods sector: food products and soft drinks, premium cosmetics and personal care products, clothing and consumer electronics. These industries were chosen to provide a contrast in terms of the characteristics of the products manufactured, the major type of market served, product life cycles, and technological intensity.
4.2. Data collection
To screen for appropriate cases within the selected industries, a criterion-based sampling approach was used based on conceptual rather than representative grounds (Miles and Huberman Citation1994). In total 100 cases (20 cases per industry) were generated from secondary data and screened for their manufacturing configuration and big data applications. Similar to studies by Kujawa (Citation1983) and Pettigrew, McKee, and Ferlie (Citation1988), cases were selected to represent contrasts and opposites, to make relationships more obvious. Voss, Tsikriktsis, and Frohlich (Citation2002) argue that a diverse snapshot facilitates examination. Industry case selection was further guided by Eisenhardt (Citation1989), who finds that between four to ten cases works well. The resulting sample comprised of 24 cases, with four to six cases per industry ().
Table 3. List of selected cases.
The case studies draw upon primary and secondary data to analyze current manufacturing configurations and big data use. The cases also probed how anticipated big data uses could affect future manufacturing configurations. To garner primary data, more than 80 managers in the companies were contacted, which resulted in interviews with 15 of the companies (see ). For the remaining cases, secondary data were used. Where interviews occurred, each lasted between 45 and 90 min; these were recorded and transcribed within 24 h. The interviews were designed in a standardized way with open-ended questions (Turner Citation2010). The questions covered topics related to past, current, and anticipated manufacturing configurations and big data applications based on the conceptual framework. Secondary data were collected for all companies using various sources including Euromonitor International Passport (http://www.euromonitor.com/), news articles, firm websites and annual reports.
4.3. Coding process
The data were manually analyzed and coded by two independent coders. One coder was one of the authors. The second coder was not involved with the research but was familiar with manufacturing and information technologies. Some of the more ambiguous dimensions required judgement and were potentially prone to coding errors (Cooper Citation1988). To ensure coding reliability, the features of the framework were clearly defined prior to coding. The case studies further confirmed the reliability of the coding process. After the first coding cycle, each firm was checked for sufficient coverage of all dimensions and additional data were collected, where necessary. If no information for a particular dimension was found it was coded accordingly. Finally, to resolve disagreements and inconsistencies and to review the coding process, another author served as a judge (Fastoso and Whitelock Citation2010).
MAXQDA Code Matrix browser (http://www.maxqda.com/) was used to analyze the cases (see Appendix A1). It incorporates the framework in the upper part and the identified propositions in the lower part. Each individual case is represented in a column. The order of the cases is the same as in . By careful and validated coding and categorization, and cross-case comparison (Miles and Huberman Citation1994; Voss, Tsikriktsis, and Frohlich Citation2002), observations were developed and related to the framework concepts.
5. Findings
The case study analysis led us to delineate two categories of fast moving consumer goods based on within-group similarities in manufacturing configurations: first, food, soft drinks and personal care; and second, premium cosmetics products. The third and fourth groups were clothing and consumer electronics, respectively. This section presents the findings, with illustrative quotations from interviewees. A summary of the industry-specific analysis is provided in .
Table 4. Industry-specific analysis.
5.1. Fast moving consumer goods
In the fast-moving consumer goods sectors of food, soft drinks and personal care, we found that price competition was intense and the manufacturing configuration depend primarily on the product itself.
The manufacturing configuration highly depends on sourcing strategies on a product level. There is not one single model because it is a highly dynamic environment. Markets and customers change dramatically. [R&D Director, Case F7]
Decisions on manufacturing configurations were often based on reducing landed and other cost dimensions, which in most cases resulted in operating the fewest number of facilities possible:
Having 15 countries it makes no sense to have 15 factories. We will have the lowest number of factories possible to give us the lowest landed cost across Europe. Then we can leverage scale… [Supply Chain Manager EU, Case F2]
We have many fixed assets on the ground so we need to maximize the operational efficiency. Volume and throughput through these assets are “key”. [R&D Director, Case F7]
This highlights the importance of cost as a main competitive priority and an ongoing driver for manufacturing decisions in the food, soft drinks, and personal care categories. The ability to operate fewer facilities allows investments in state-of-the-art equipment and efficient processes. Additionally, high production volumes were mentioned as being essential in almost every case to cut production costs. Dimensions of quality, delivery and flexibility were raised but with less influence on the manufacturing configuration of the firm. For facility strategy, factory scope ranged between country and continent levels. For example, in Case F2, 80% of production for dairy products was distributed across five factories in Europe. For Case F1, snack products were produced at country scope driven to lower transportation costs.
In contrast, for the fast-moving consumer goods group of premium cosmetics (P1 and P2), manufacturing configuration was based on differentiation (with less emphasis on price alone) including locational attributes and a large factory scope.
The production location is a key element of the brand identity and valued by the customers. [Supply Chain Planner, Case P2]
The manufacturing configuration is depending on the channel-to-market and the exclusivity of the product. […] But for our luxury products: They are produced only in one factory in France. [General Manager, Case P1]
These two cases illustrate a tendency towards centralization. Additionally, for Case F9, which the analysis places in the differentiation group, there was a change in strategy from centralization to redistribution. F9 previously produced only in Austria so as to guarantee same quality worldwide and efficiency, as well as to reduce the carbon footprint of the production process. Subsequently, a factory in Brazil was opened, driven mainly by cost considerations. These cases show that while redistribution is less likely for premium products, increasing cost pressure can challenge centralized production models.
Within all the fast-moving consumer goods cases, big data applications were used intensively. In particular, external data were used to engage with customers and understanding their preferences, with design and marketing departments as main data users.
People recognize that big data is necessary. […] certainly big data is used as a way to better understand market dynamics.’ [R&D Director, Case F7]
Using big data to generate actionable insights was illustrated by Case F10. Here, a variety of sales data were analyzed, including data about competitors. Increasing US sales were identified for a specific style of Greek yoghurt. This was enabled by data from a 2-year history of purchases, which includes seasonality and additional data from trends and promotions, combined with sophisticated algorithms to project forward. Predictive analytics, increased forecast accuracy from 70 to 98%. These insights enabled refinements in production and retail delivery.
You cannot be left in a situation where shelf space is empty and consumers cannot buy your product. How you are able to respond to that will be key in a quite volatile and changing world. […] Big data could be one answer. [R&D Director, Case F7]
On the manufacturing side, Case F8 provided another example of big data use. An algorithm was developed to ensure consistent taste in orange juice throughout the year, although the main orange growing season lasts only 3 months. The algorithm suggested the optimal mix of ingredients by analyzing up to one quintillion decision variables and diverse pieces of data such as orange sweetness, consumer preference, and weather patterns. In the fast moving-consumer group, applying big data to understand and engage with customers was notably used to differentiate companies and their products from competitors.
5.2. Clothing
In the clothing group, manufacturing configurations mixed sourcing from local suppliers and Asian factories. However, there was considerable variation in this mix:
In our production more than 90% of the items are sourced globally [which means from Asia]. The rest is produced in Turkey or North Africa. [Director Operations, Case C4].
80% of the production is done in Europe. We operate for example an own factory in Turkey. [Model Maker Assistant, Case C3]
Despite advancements in process technology, the clothing industry is still heavily dependent on labour and non-automated processes as well as mass production.
Volume is “king” in the fashion industry because “economies of scale” are a big factor in sewing operations. [Director, Case C1]
For several decades, Western clothing brands, motivated to cut costs, have transferred production to low-wage countries such as China or Bangladesh. A more recent trend for European brands is to shift part of their production from Asian low-cost countries to relatively low-cost European countries. While cost savings remain important, this shift seeks shorter time to market, local expertise and closeness between design and production:
In the realm of fashion the near-shoring trend is definitely motivated by costs benefits. […] Another benefit is, of course, a shorter time to market. [Director, Case C1]
It is important to have a short distance between production and design. This improves quality and flexibility… [Pattern Designer, Case C2]
Products that you need to get with a short time to market as a replenishment or for quick reactions to trends are sourced locally. […] Also the product expertise of a producer can influence the sourcing decision. [Director Operations, Case C4]
Short time to market is normally exploited with small batches. For C5, fast, small-quantity batch production was sourced from Spain, Portugal and Morocco. This increased costs but shortened the supply chain and enabled the company to react quickly. Yet, quick response to the market is not simply a result of proximity; streamlined internal structures are also required (i.e. a ‘fast-fashion’ model). C4 emulated this model with a new manufacturing configuration, using 10% of their local production capacity to promptly bring ‘fresh’ looks into stores. With prominent marketing, the whole store was enlivened, although most other products were standard and Asian-sourced.
Diverse big data applications were identified in the clothing group. Whereas some cases based on secondary data highlighted the intense use of big data, other cases based on primary data showed another picture:
The fashion industry is in general not one of the most modern industries. Partly firms work with very old [computer] systems. Many of these systems are house made and developed in the 80s and 90s. […] The finding that something needs to be done is there. […] But many of the back-end systems need to be updated or exchanged first. [Director, Case C1]
We work less with big data and social media to generate trends for the production. […] Some trends are generated from employee feedback in stores. [Director Operations, Case C4]
We observed that access to point-of-sale data were crucial. These data are used either to enable sourcing from Asia through better forecasting or to produce locally and react quickly to trends.
[A sportswear producer] opened [its] own retail stores to get more feedback from the market. The feedback was not used to shorten production cycles, but to improve forecasting. This enabled them again to order clothes from Asia. [Director, Case C1]
C5 used its point-of-sale data differently by focusing on speedy, small-quantity batch production with a market-responsive supply chain. C5 owned much its supply chain and its retail stores, with direct access to customer-related data. The company actively used point-of-sale and social media data to discern the latest trends. C6 tried to copy this model, but three-quarters of its stores were franchises, making point-of-sale data acquisition more difficult. Nonetheless, C6 used big data applications to reach customers, by targeting marketing campaigns, new product development and better customer engagement. As another company in this group observed:
[Fashion companies] are using big data to generate targeted marketing campaigns and targeted offers. […] In the area of marketing as well as for the purpose of segmentation and classification of customers, big data is important. Because the competition over price is at the limit big data is used to find other ways to the customer. […] I see big data mostly used in the context of customer engagement. [Director, Case C1]
Whereas some clothing companies in the sample were using big data to forecast the latest trends and engage with their customers, other companies still used older computer systems. Still, the cases demonstrated that more localized clothing production was related to intensive big data use for product design and other non-cost factors.
5.3. Consumer electronics
For the consumer electronics industry cases, it was found that most of the production was still centralized. Economies of scale and high volumes remained significant factors in manufacturing decisions.
For the most part [the production] is centralised. […] The centralized model is used to employ economies of scale and to have high volumes, which gets the price down. […] Mainly the cost factor is determining how the strategy is looking like. [Director Product, Case E1].
In centralized production models, the location itself was always important. For example, E4 invested 100 million USD in a Texas facility to build premium computers. E4 competed through differentiation and sold their products at a premium price. However, another case in the group was not successful. In 2013, E3 opened a facility in Texas able to produce 100,000 smartphones per week. The phone focused on personalization rather than high-end specifications. This motivated the decision to produce in the USA despite higher production expense. However, after less than 2 years, production was moved to China and Brazil because of weak sales and high manufacturing costs. In this industry, manufacturing decisions continued to be driven by cost savings, promoting a centralized and high-volume production model.
In consumer electronics, many big data applications were similar to the other industries, for use in marketing, supply chain planning or directly in production:
We have people in supply chain employing big data. I don't necessarily think that this is a big data problem. […] We also use big data in marketing, which also includes analysing social media data. [Director Product, Case E1]
Use cases are to find root causes and to do preventive maintenance. […] It is improving the quality and cost dimension of manufacturing. [Manufacturing Director, Case E2]
Additionally, in consumer electronics, the product itself can become a data source, especially to enable improved customer insights:
We are still striving to use big data for customer insights. […] We are analysing how the consumer uses our products. In the analysis, we can see for example regional differences in the use. […] In the long term a big data application could be to offer the consumer exactly the product they need, based on their usage data. So we can tell them: According to our knowledge you may be happier with this product. [Director Product, Case E1]
The use of products as internal data sources, to offer manufacturers high-quality user data and insights for more customized products, is a particularly interesting and promising way to link users and producers. While emerging in consumer electronics, it is likely that this approach will prove to be increasingly viable in other consumer goods industries with growing RFID and IoT applications.
6. Discussion
This section considers the findings from the multiple-case analysis. We observed a current tendency to operate as few factories as possible to achieve high volumes and economies of scale. This aligns with previous studies that underline economic factors in facility decisions (Drezner and Hamacher Citation2002; Melo, Nickel, and Saldanha-da-Gama Citation2009; Chen, Olhager, and Tang Citation2014). We also observed that the rise of big data was beginning to encourage some shifts in the distribution of manufacturing.
In fast-moving consumer goods and clothing that compete by price, there is a growing use of big data analytics. Big data were seen as a new way to reach and engage with customers. The combination of multiple data sources and advanced data analytics to derive real-time insights and market segmentation for products is beginning to have an impact on manufacturing configurations. Further sharpness in customer insights from big data could facilitate more mass customization. However, these industries face challenges, such as cost and skill barriers in the adoption of big data analytics, obtaining access to data, and choosing the right combinations of data sources and methods to obtain valuable insights.
The literature suggests that mass customization is becoming a more viable model for a broad range of different industries (Gilmore and Pine Citation1997; Jiang, Lee, and Seifert Citation2006). In particular, distributed manufacturing is often directly related to mass customization (Kohtala Citation2015; Matt, Rauch, and Dallasega Citation2015). However, no consensus is found in our case studies about whether the existing production networks can be leveraged for mass customization or become distributed. One consumer electronics case showed that customized smartphone production could be offered close to the customer. However, there was weak market demand for a highly customized version compared to a high volume mass produced. Discussion of mass customization, including through desktop manufacturing or in-store production, also appeared in footwear and cosmetics. As yet, few steps had been undertaken to realize this potential. Analysis of the cases revealed that manufacturing configurations, in general, were found to be still driven by the incentive to produce high volumes and to cut costs. These existing manufacturing configurations and manufacturing processes were mostly found to be capable of providing products that met identified market segmentation. Big data applications, while offering greater customer insight and the possibility of mass customization, also were intensively used to inform and optimize current manufacturing configurations. This illustrates that RDM will ultimately depend on assessments of market viability in comparison with existing production methods and explains the diverse standpoints regarding mass customization and distributed manufacturing that emerged in the case analysis. We did not find, from our sample of consumer goods sector cases, that a single or unified approach is emerging in how companies are using big data and RDM concepts. Companies varied in their use of big data. Where big data applications were deployed, these provided benefits in better understanding marketing trends and nuances, linking with customers and enabling customization , and improving coordination of existing production arrangements and supply chains. There was, as yet, little evidence of fundamental change in manufacturing configuration and operations strategy to a fully redistributed model. Nonetheless, while less prominent than in industrial engineering and automotive sectors, we do observe growing interest and experimentation in consumer goods industries with new manufacturing models and smart factories (Whipp and Shotter 2015). Over the next period, a coexistence of conventional and new manufacturing concepts is likely. Given the continued refinement and development of data analytics, manufacturing systems and digital production methods, and business models, we anticipate that more companies in consumer goods sectors will explore how RDM approaches can be combined with big data to meet fast changing and increasingly demanding market needs.
7. Conclusions
This study used an exploratory approach to investigate impacts of big data on RDM pathways in the consumer goods industry. A conceptual framework was developed from an extensive literature review. Case studies in consumer goods industries then explored manufacturing configurations at the facility level and the drivers behind the facility strategy including the use of big data.
We demonstrate that RDM is not a finished model. Rather, it is an organizing concept that can help companies navigate pathways in the digital manufacturing era to address evolving consumer demands and changes in business environments. Two key observations emerged. First, we find that existing manufacturing configurations can be leveraged in most cases for current mass consumer goods products through big data analytics and market segmentation. Fundamental changes in manufacturing configuration are thus unlikely. Yet, our second observation is advancements in big data applications allow insights at the level of an individual customer, not just a market segment. This creates opportunities for mass customization . Links between mass customization and RDM were identified in both the literature and selected cases. Mass customization would imply changes on the facility strategy which is still driven by the incentive to produce high volumes and cut costs. This explains the diverse standpoints regarding the value and feasibility of mass customization that emerged from the analysis which were highly related to decisions at a product level. Some products were mentioned as being interesting in this context, but not all consumer goods, leading to a coexistence of manufacturing configurations.
We acknowledge limitations in the study that provide useful directions for future research. Not all drivers for redistributed models are examined. Future research should probe, for example, the sustainability rationale for redistributed production, including integration with end of life, recycling, reuse and re-manufacturing (Kiritsis Citation2011; Ellen MacArthur Foundation Citation2013). At present, many companies in consumer goods sectors, as found in the study, continue to organize production based on economies of scale and centralized facilities or long supply chains. How companies can better integrate factors related to sustainability in decisions about manufacturing configuration remains a challenge. At broad level, there is attention to developments in trade regimes and globalization, technologically-induced shifts in global value chains, rapid enhancements in automation and artificial intelligence, and the rise of cost-competitive bio-based production methods (Brynjolfsson and McAfee Citation2014; van Wijk and van Wijk 2015; King Citation2017; OECD Citation2017; Underwood Citation2017). But there is a need for more specific work on how these long-run drivers may influence RDM and also on differential effects by sectors such as in consumer goods industries. Additionally, further research is needed on the possibilities of desktop, point-of-use or in-store manufacturing to redistribute consumer goods production. Rapid developments in user-friendly design tools and in the capabilities of additive manufacturing technologies, leveraged by new business entrants (ranging from small community fabricators to large wholesalers and logistics enterprises), could change the manufacturing landscape for many consumer products, moving both design and production closer to users and consumers (Anderson Citation2012; Ward Citation2015; Birtchnell and Urry Citation2016). Research needs not only to anticipate technology-driven scenarios of production and consumption patterns but also to examine methods of value capture and business model implementation, as well as the challenges and barriers, of redistributed production especially in consumer goods sectors. One aspect of this is to further examine the roles of industrial strategy and institutions for technology diffusion in facilitating RDM communities and assisting smaller enterprises to adopt new technologies and methods (Prendeville et al. Citation2016; Shapira and Youtie Citation2017). Finally, the framework advanced in this paper, and its applicability to RDM, could be investigated for other industries and updated to capture new developments in big data and analytics in manufacturing.
Disclosure statement
No potential conflict of interests was reported by the author(s).
Notes on contributors

Dr Mohamed Zaki is a senior researcher and the deputy director of the Cambridge Service Alliance research centre at the Institute for Manufacturing, Department of Engineering, University of Cambridge. His research interests lie in the field of big data advanced modelling and its application to digital manufacturing and services. This research uses an interdisciplinary approach of data science techniques to address a range of organizations’ problems. He has published in highly ranked journals, including PloS ONE, Journal of Service Research, International Journal of Operations and Production Management, and Journal of Service Marketing as well as book chapters and IEEE conference articles.

Dr Babis Theodoulidis is a senior lecturer in Information Management at Alliance Manchester Business School, University of Manchester. His interests lie in information modelling, analysis and management, focusing on the temporal and spatial aspects of information, the analysis of information using data and text mining techniques, the visualization of information, and information management, retention, audit and ownership. He has published over 100 refereed journal and conference articles and his research work has received sponsorship from UK and European public funding bodies and private sector companies such as British Airways, New Look, B-Plan, NeuroSoft, Lloyd’s Register and Olympic Airlines.

Professor Philip Shapira is Professor of Innovation, Management and Policy at the Manchester Institute of Innovation Research, Alliance Manchester Business School, University of Manchester, and Professor of Public Policy at Georgia Institute of Technology, Atlanta. His interests include science, technology and innovation management, industrial modernization, the analysis of emerging technologies, regional innovation, and policy evaluation. He chaired the US National Academies Panel on 21st Century Manufacturing: The Role of the Manufacturing Extension Partnership Program (2013), directs the Manchester-Atlanta-Beijing Innovation Co-Lab, and co-directs the Georgia Manufacturing Survey. He is co-editor of the Handbook of Innovation Policy Impact (Edward Elgar Publishing, 2016).

Professor Andy Neely is Pro-Vice-Chancellor of Enterprise and Business Relations at the University of Cambridge, Head of the Institute for Manufacturing and the Director of the Cambridge Service Alliance. He is widely recognized for his work on the servitization of manufacturing, as well as on performance measurement and management. He was Deputy Director (2003-2012) of AIM Research – the UK’s management research initiative, and was elected a Fellow of the Sunningdale Institute (2005), a Fellow of the British Academy of Management (2007), an Academician of the Academy of Social Sciences (2008) and a Fellow of the European Operations Management Association (2009).

Matthias Friedrich Tepel is a senior consultant at Oliver Wyman, where he focuses on projects within the manufacturing industry. He has gained professional experience in functions, which range from engineering in large corporations to leading small business divisions in Germany, the UK and China. He holds an MPhil (distinction) in Industrial Systems, Manufacturing and Management from the University of Cambridge and a BSc in Electrical Engineering, with an emphasis on Measurement and Control Systems, from the University of Kassel in Germany.
References
- Anderson, C. 2012. Makers: The New Industrial Revolution. New York: Crown Business.
- Babiceanu, R. F., and R. Seker. 2016. “Big Data and Virtualization for Manufacturing Cyber-Physical Systems: A Survey of the Current Status and Future Outlook.” Computers in Industry 81: 128–137. doi:10.1016/j.compind.2016.02.004.
- Barbosa, J., P. Leitão, E. Adam, and D. Trentesaux. 2015. “Dynamic Self-Organization in Holonic Multi-Agent Manufacturing Systems: The ADACOR Evolution.” Computers in Industry 66: 99–111. doi:10.1016/j.compind.2014.10.011.
- Beach, R., A. P. Muhlemann, D. H. R. Price, A. Paterson, and J. A. Sharp. 1998. “Information Systems as a Key Facilitator of Manufacturing Flexibility: A Documented Application.” Production Planning & Control 9 (1): 96–105. doi:10.1080/095372898234569.
- Birtchnell, T., and J. Urry. 2016. A New Industrial Future? 3D Printing and the Reconfiguration of Production, Distribution, and Consumption. London: Routledge.
- Bocken, N. M. P., S. W. Short, P. Rana, and S. Evans. 2014. “A Literature and Practice Review to Develop Sustainable Business Model Archetypes.” Journal of Cleaner Production 65: 42–56. doi:10.1016/j.jclepro.2013.11.039.
- Bolwijn, P. T., and T. Kumpe. 1990. “Manufacturing in the 1990s—Productivity, Flexibility and Innovation.” Long Range Planning 23 (4): 44–57. doi:10.1016/0024-6301(90)90151-S.
- Boyer, K. K. 1998. “Longitudinal Linkages between Intended and Realized Operations Strategies.” International Journal of Operations & Production Management 18 (4): 356–373. doi:10.1108/01443579810199739.
- Boyer, K. K., and M. W. Lewis. 2009. “Competitive Priorities: Investigating the Need for Trade-Offs in Operations Strategy.” Production and Operations Management 11 (1): 9–20. doi:10.1111/j.1937-5956.2002. tb00181.x.
- Boyer, K. K., and M. Pagell. 2000. “Measurement Issues in Empirical Research: Improving Measures of Operations Strategy and Advanced Manufacturing Technology.” Journal of Operations Management 18 (3): 361–374. doi:10.1016/S0272-6963(99)00029-7.
- Brennan, J., G. Kelly, and A. Martinez. 2013. Tough Choices for Consumer-Goods Companies. McKinsey & Company. http://www.mckinsey.com/industries/consumer-packaged-goods/our-insights/tough-choices-for-consumer-goods-companies.
- Brynjolfsson, E., and A. McAfee. 2014. The Second Machine Age: Work, Progress, and Prosperity in a Time of Brilliant Technologies. New York: W.W. Norton.
- Bruccoleri, M., G. Lo Nigro, G. Perrone, P. Renna, and S. Noto La Diega. 2005. “Production Planning in Reconfigurable Enterprises and Reconfigurable Production Systems.” CIRP Annals - Manufacturing Technology 54 (1): 433–436. doi:10.1016/S0007-8506(07)60138-3.
- Chen, L., J. Olhager, and O. Tang. 2014. “Manufacturing Facility Location and Sustainability: A Literature Review and Research Agenda.” International Journal of Production Economics 149: 154–163. doi:10.1016/j.ijpe.2013.05.013.
- Choudhary, A. K., J. A. Harding, and M. K. Tiwari. 2009. “Data Mining in Manufacturing: A Review Based on the Kind of Knowledge.” Journal of Intelligent Manufacturing 20 (5): 501–521. doi:10.1007/s10845-008-0145-x.
- Cooper, H. M. 1988. “Organizing Knowledge Syntheses: A Taxonomy of Literature Reviews.” Knowledge in Society 1 (1): 104–126. doi:10.1007/BF03177550.
- Davis, S. M. 1989. “From ‘Future Perfect’: Mass Customizing.” Planning Review 17 (2): 16–21. doi:10.1108/eb054249.
- Despeisse, M., F. Mbaye, P. D. Ball, and A. Levers. 2012. “The Emergence of Sustainable Manufacturing Practices.” Production Planning & Control 23 (5): 354–376. doi:10.1080/09537287.2011.555425.
- DeVor, R. E., S. G. Kapoor, J. Cao, and K. F. Ehmann. 2012. “Transforming the Landscape of Manufacturing: Distributed Manufacturing Based on Desktop Manufacturing (DM)2.” Journal of Manufacturing Science and Engineering 134 (4): 41004. doi:10.1115/1.4006095.
- Doll, W. J., and M. A. Vonderembse. 1991. “The Evolution of Manufacturing Systems: Towards the Post-Industrial Enterprise.” Omega 19 (5): 401–411. doi:10.1016/0305-0483(91)90057-Z.
- Drezner, Z., and H. W. Hamacher, eds. 2002. Facility Location: Applications and Theory. Berlin: Springer-Verlag.
- Du, X., J. Jiao, and M. M. Tseng. 2001. “Architecture of Product Family: Fundamentals and Methodology.” Concurrent Engineering 9 (4): 309–325. doi:10.1177/1063293X0100900407.
- EEF. 2015. Manufacturing, Britain’s Future. London. https://www.eef.org.uk/resources-and-knowledge/research-and-intelligence/industry-reports/manufacturing-britains-future.
- Eisenhardt, K. M. 1989. “Building Theories from Case Study Research.” Academy of Management Review 14 (4): 532–550. doi:10.5465/AMR.1989.4308385.
- Ellen MacArthur Foundation. 2013. Towards the Circular Economy. Vol. 1: Economic and Business Rationale for an Accelerated Transition. Cowes: Isle of Wight. https://www.ellenmacarthurfoundation.org/assets/downloads/publications/Ellen-MacArthur-Foundation-Towards-the-Circular-Economy-vol.1.pdf
- EPSRC. 2014. Re-Distributed Manufacturing Call for Networks. Swindon: Engineering and Physical Sciences Research Council and Economic and Social Research Council. https://www.epsrc.ac.uk/files/funding/calls/2014/re-distributed-manufacturing-call-for-networks/.
- Fastoso, F., and J. Whitelock. 2010. “Regionalization vs. Globalization in Advertising Research: Insights from Five Decades of Academic Study.” Journal of International Management 16 (1): 32–42. doi:10.1016/j.intman.2009.02.005.
- Foresight. 2013. Future of Manufacturing: A New Era of Opportunity and Challenge for the UK - Summary Report. London: Department for Business Innovation & Skills and Government Office for Science. https://www.gov.uk/government/publications/future-of-manufacturing/future-of-manufacturing-a-new-era-of-opportunity-and-challenge-for-the-uk-summary-report.
- Fosso Wamba, S., S. Akter, A. Edwards, G. Chopin, and D. Gnanzou. 2015. “How ‘Big Data’ Can Make Big Impact: Findings from a Systematic Review and a Longitudinal Case Study.” International Journal of Production Economics 165: 234–246. doi:10.1016/j.ijpe.2014.12.031.
- Frayret, J.-M., S. D’Amours, and B. Montreuil. 2004. “Coordination and Control in Distributed and Agent-Based Manufacturing Systems.” Production Planning & Control 15 (1): 42–54. doi:10.1080/09537280410001658344.
- Garetti, M., and M. Taisch. 2012. “Sustainable Manufacturing: Trends and Research Challenges.” Production Planning & Control 23 (2–3): 83–84. doi:10.1080/09537287.2011.591619.
- Gilmore, J., and B. Pine. 1997. “Beyond Goods and Services.” Strategy & Leadership 25 (3): 11–17. doi:10.1108/eb054585.
- Hartmann, P. M., M. Zaki, N. Feldmann, and A. Neely. 2016. “Capturing Value from Big Data – A Taxonomy of Data-Driven Business Models Used by Start-up Firms.” International Journal of Operations & Production Management 36 (10): 1382–1406. doi:10.1108/IJOPM-02-2014-0098.
- Hazen, B. T., J. B. Skipper, J. D. Ezell, and C. A. Boone. 2016. “Big Data and Predictive Analytics for Supply Chain Sustainability: A Theory-Driven Research Agenda.” Computers & Industrial Engineering 101: 592–598. doi:10.1016/j.cie.2016.06.030.
- Jiang, K., H. L. Lee, and R. W. Seifert. 2006. “Satisfying Customer Preferences via Mass Customization and Mass Production.” IIE Transactions 38 (1): 25–38. doi:10.1080/07408170500346386.
- Johansson, A., P. Kisch, and M. Mirata. 2005. “Distributed Economies – A New Engine for Innovation.” Journal of Cleaner Production 13 (10–11): 971–979. doi:10.1016/j.jclepro.2004.12.015.
- King, S. D. 2017. Grave New World: The End of Globalisation, the Return of History. New Haven, CT: Yale University Press.
- Kiritsis, D. 2011. “Closed-Loop PLM for Intelligent Products in the Era of the Internet of Things.” Computer-Aided Design 43 (5): 479–501. doi:10.1016/j.cad.2010.03.002.
- Kohtala, C. 2015. “Addressing Sustainability in Research on Distributed Production: An Integrated Literature Review.” Journal of Cleaner Production 106: 654–668. doi:10.1016/j.jclepro.2014.09.039.
- Koten, J. 2013. “A Revolution in the Making.” Wall Street Journal June 10. Accessed 04 October 2018. https://www.wsj.com/articles/SB10001424127887324063304578522812684722382.
- Kotha, S. 1995. “Mass Customization: Implementing the Emerging Paradigm for Competitive Advantage.” Strategic Management Journal 16 (S1): 21–42. doi:10.1002/smj.4250160916.
- Kühnle, H., ed. 2010. Distributed Manufacturing: Paradigm, Concepts, Solutions and Examples. London: Springer-Verlag.
- Kujawa, D. 1983. “Technology Strategy and Industrial Relations: Case Studies of Japanese Multinationals in the United States.” Journal of International Business Studies 14 (3): 9–22. doi:10.1057/palgrave.jibs.8490524.
- Lee, J., E. Lapira, B. Bagheri, and H-A Kao. 2013. “Recent Advances and Trends in Predictive Manufacturing Systems in Big Data Environment.” Manufacturing Letters 1 (1): 38–41. doi:10.1016/j.mfglet.2013.09.005.
- Lee, J., H.-A. Kao, and S. Yang. 2014. “Service Innovation and Smart Analytics for Industry 4.0 and Big Data Environment.” Procedia CIRP 16: 3–8. doi:10.1016/j.procir.2014.02.001.
- Leitão, P., J. Barbosa, and D. Trentesaux. 2012. “Bio-Inspired Multi-Agent Systems for Reconfigurable Manufacturing Systems.” Engineering Applications of Artificial Intelligence 25 (5): 934–944. doi:10.1016/j.engappai.2011.09.025.
- Livesey, F. 2012. “The Need for a New Understanding of Manufacturing and Industrial Policy in Leading Economies.” Innovations: Technology, Governance, Globalization 7 (3): 193–202. doi:10.1162/INOV_a_00146.
- Lüder, A., J. Peschke, T. Sauter, S. Deter, and D. Diep. 2004. “Distributed Intelligence for Plant Automation Based on Multi-Agent Systems: The PABADIS Approach.” Production Planning & Control 15 (2): 201–212. doi:10.1080/09537280410001667484.
- MacCormack, A. D., L. J. Newman, and B. R. Donald. 1994. “The New Dynamics of Global Manufacturing Site Location.” Sloan Management Review 35 (4): 69–80.
- Mahesh, M., S. K. Ong, and A. Y. C. Nee. 2007. “A Web-Based Multi-Agent System for Distributed Digital Manufacturing.” International Journal of Computer Integrated Manufacturing 20 (1): 11–27. doi:10.1080/09511920600710927.
- Manyika, J., J. Sinclair, R. Dobbs, G. Strube, L. Rassey, J. Mischke, J. Remes., et al. 2012. Manufacturing the Future: The Next Era of Global Growth and Innovation. McKinsey Global Institute. http://www.mckinsey.com/business-functions/operations/our-insights/the-future-of-manufacturing.
- Manyika, J., M. Chui, B. Brown, J. Bughin, R. Dobbs, C. Roxburgh, and A. H. Byers. 2011. Big Data: The Next Frontier for Innovation, Competition, and Productivity. McKinsey Global Institute. http://www.mckinsey.com/business-functions/digital-mckinsey/our-insights/big-data-the-next-frontier-for-innovation.
- Manyika, J., M. Chui, J. Bughin, R. Dobbs, P. Bisson, and A. Marrs. 2013. Disruptive Technologies: Advances that will Transform Life, Business, and the Global Economy. McKinsey Global Institute. http://www.mckinsey.com/business-functions/digital-mckinsey/our-insights/disruptive-technologies.
- Matt, D. T., and E. Rauch. 2013. “Design of a Network of Scalable Modular Manufacturing Systems to Support Geographically Distributed Production of Mass Customized Goods.” Procedia CIRP 12: 438–443. doi:10.1016/j.procir.2013.09.075
- Matt, D. T., E. Rauch, and P. Dallasega. 2015. “Trends towards Distributed Manufacturing Systems and Modern Forms for Their Design.” Procedia CIRP 33: 185–190. doi:10.1016/j.procir.2015.06.034.
- Melo, M. T., S. Nickel, and F. Saldanha-da-Gama. 2009. “Facility Location and Supply Chain Management – a Review.” European Journal of Operational Research 196 (2): 401–412. doi:10.1016/j.ejor.2008.05.007.
- Miles, M. B., and A. M. Huberman. 1994. Qualitative Data Analysis: An Expanded Sourcebook. 2nd ed. Thousand Oaks, CA: Sage.
- Miller, J. G., and A. V. Roth. 1994. “A Taxonomy of Manufacturing Strategies.” Management Science 40 (3): 285–304. doi:10.1287/mnsc.40.3.285.
- Moreno, M., and F. Charnley. 2016. “Can Re-Distributed Manufacturing and Digital Intelligence Enable a Regenerative Economy? An Integrative Literature Review.” In Sustainable Design and Manufacturing 2016. Smart Innovation, Systems and Technologies 52, edited by Rossi Setchi, Robert J. Howlett, Ying Liu and Peter Theobold, 563–575. Cham: Springer. doi:10.1007/978-3-319-32098-4_48.
- OECD 2017. The Next Production Revolution: Implications for Governments and Business. Paris: Organisation for Economic Cooperation and Development. doi:10.1787/9789264271036-en
- Pearson, H., G. Noble, and J. Hawkins. 2013. Re-Distributed Manufacturing Workshop Report. Swindon: Engineering and Physical Sciences Research Council and Economic and Social Research Council. https://www.epsrc.ac.uk/newsevents/pubs/re-distributed-manufacturing-workshop-report/.
- Peng, Y., and D. Mcfarlane. 2004. “Adaptive Agent-Based Manufacturing Control and its Application to Flow Shop Routing Control.” Production Planning & Control 15 (2): 145–155. doi:10.1080/09537280410001662529.
- Pettigrew, A., L. McKee, and E. Ferlie. 1988. “Understanding Change in the NHS.” Public Administration 66 (3): 297–317. doi:10.1111/j.1467-9299.1988.tb00696.x.
- Pine, B. J. 1993. “Making Mass Customization Happen: Strategies for the New Competitive Realities.” Planning Review 21 (5): 23–24. doi:10.1108/eb054435.
- Piore, M. J., and C. F. Sabel. 1984. The Second Industrial Divide: Possibilities for Prosperity. New York: Basic Books.
- Porter, M. E. 1980. Competitive Strategy: Techniques for Analyzing Industries and Competitors. New York: Free Press.
- Prendeville, S., G. Hartung, E. Purvis, C. Brass, and A. Hall. 2016. “Makespaces: From Redistributed Manufacturing to a Circular Economy.” In Sustainable Design and Manufacturing 2016. Smart Innovation, Systems and Technologies 52, edited by Rossi Setchi, Robert J. Howlett, Ying Liu and Peter Theobold, 577–588. Cham: Springer. doi.org/10.1007/978-3-319-32098-4_49.
- Pred, A. 1966. “Manufacturing in the American Mercantile City: 1800–1840.” Annals of the Association of American Geographers 56 (2): 307–338. doi:10.1111/j.1467-8306.1966.tb00560.x.
- Rüßmann, M., M. Lorenz, P. Gerbert, M. Waldner, J. Justus, P. Engel, and M. Harnisch. 2015. Industry 4.0: The Future of Productivity and Growth in Manufacturing Industries. Boston Consulting Group. https://www.bcgperspectives.com/content/articles/engineered_products_project_business_industry_40_future_productivity_growth_manufacturing_industries/.
- Saad, S. M., T. Perera, and R. Wickramarachchi. 2003. “Distributed Simulation in Manufacturing: Simulation of Distributed Manufacturing Enterprises: A New Approach.” Paper presented at the proceedings of the 35th Conference on Winter Simulation: Driving Innovation, 1167–1173. http://dl.acm.org/citation.cfm?id=1030818.1030973.
- Saenz de Ugarte, B., A. Artiba, and R. Pellerin. 2009. “Manufacturing Execution System – A Literature Review.” Production Planning & Control 20 (6): 525–539. doi:10.1080/09537280902938613.
- Schmenner, R. W., and M. L. Swink. 1998. “On Theory in Operations Management.” Journal of Operations Management 17 (1): 97–113. doi:10.1016/S0272-6963(98)00028-X.
- Shapira, P., and J. Youtie. 2017. “Institutions for Technology Diffusion and the Next Production Revolution.” In The Next Production Revolution: Implications for Governments and Business, 243–275. Paris: Organisation for Economic Cooperation and Development.
- Shi, Y., and M. Gregory. 2005. “Emergence of Global Manufacturing Virtual Networks and Establishment of New Manufacturing Infrastructure for Faster Innovation and Firm Growth.” Production Planning & Control 16 (6): 621–631. doi:10.1080/09537280500112660.
- Slack, N., and M. Lewis. 2002. Operations Strategy. Harlow, Essex: Prentice Hall/Financial Times.
- Spath, D., O. Ganschar, S. Gerlach, M. Hämmerle, T. Krause, and S. Schlund. 2013. Produktionsarbeit der Zukunft - Industrie 4.0. Stuttgart: Fraunhofer IAO.
- Srai, J. S., M. Kumar, G. Graham, W. Phillips, J. Tooze, S. Ford, P. Beecher., et al. 2016. “Distributed Manufacturing: Scope, Challenges and Opportunities.” International Journal of Production Research 54 (23): 6917–6935. doi:10.1080/00207543.2016.1192302.
- Stebbins, R. A. 2001. Exploratory Research in the Social Sciences. Thousand Oaks, CA: Sage.
- Toffler, A. 1981. The Third Wave. New York: Bantam Books.
- Tonelli, F., M. Demartini, A. Loleo, and C. Testa. 2016. “A Novel Methodology for Manufacturing Firms Value Modeling and Mapping to Improve Operational Performance in the Industry 4.0 Era.” Procedia CIRP 57: 122–127. doi:10.1016/j.procir.2016.11.022.
- Turner, D. W. 2010. “Qualitative Interview Design: A Practical Guide for Novice Investigators.” The Qualitative Report 15 (3): 754–760. http://www.nova.edu/ssss/QR/QR15-3/qid.pdf.
- Underwood, A. 2017. The Reshoring Opportunity. Could Brexit Disruption Fire Up UK Factories? KPMG. https://home.kpmg.com/content/dam/kpmg/uk/pdf/2017/03/Brexit-and-reshoring.pdf.
- Valilai, O. F., and M. Houshmand. 2013. “A Collaborative and Integrated Platform to Support Distributed Manufacturing System Using a Service-Oriented Approach Based on Cloud Computing Paradigm.” Robotics and Computer-Integrated Manufacturing 29 (1): 110–127. doi:10.1016/j.rcim.2012.07.009.
- Vallas, S. P. 1999. “Rethinking Post-Fordism: The Meaning of Workplace Flexibility.” Sociological Theory 17 (1): 68–101. doi:10.1111/0735-2751.00065.
- van Wijk, A., and I. V Wijk. 2015. 3D Printing with Biomaterials: Towards a Sustainable and Circular Economy. Amsterdam: IOS.
- Vargo, S. L., and R. F. Lusch. 2008. “Service-Dominant Logic: Continuing the Evolution.” Journal of the Academy of Marketing Science 36 (1): 1–10. doi:10.1007/s11747-007-0069-6.
- Voss, C., N. Tsikriktsis, and M. Frohlich. 2002. “Case Research in Operations Management.” International Journal of Operations & Production Management 22 (2): 195–219. doi:10.1108/01443570210414329.
- Ward, M. 2015. “Tool-less Manufacture: Digital Fabrication, 3D Printing and the Third Industrial Revolution.” In Handbook of Manufacturing Industries in the World Economy, edited by John R. Bryson, Jennifer Clark, and Vida Vanchan, 100–108. Cheltenham: Edward Elgar.
- Ward, P. T., J. K. McCreery, L. P. Ritzman, and D. Sharma. 1998. “Competitive Priorities in Operations Management.” Decision Sciences 29 (4): 1035–1046. doi:10.1111/j.1540-5915.1998.tb00886.x.
- Whipp L., and J. Shotter. Adidas Struggles to Catch up with Nike's Runaway Success. Accessed 04 October 2018. https://www.ft.com/content/bf86344a-3c9a-11e5-bbd1-b37bc06f590c
- Womack, J. P., D. T. Jones, and D. Roos. 1990. The Machine that Changed the World. New York: Free Press.
- Wu, D., D. W. Rosen, L. Wang, and D. Schaefer. 2014. “Cloud-Based Manufacturing: Old Wine in New Bottles?” Procedia CIRP 17: 94–99. doi:10.1016/j.procir.2014.01.035.
- Yin, R. K. 2013. “Validity and Generalization in Future Case Study Evaluations.” Evaluation 19 (3): 321–332. doi:10.1177/1356389013497081.
- Young, J. A. 1985. “Global Competition: The New Reality.” California Management Review 27 (3): 11–25. doi:10.2307/41165139.
- Zhang, Y., D. Xi, R. Li, and S. Sun. 2016. “Task-Driven Manufacturing Cloud Service Proactive Discovery and Optimal Configuration Method.” The International Journal of Advanced Manufacturing Technology 84 (1–4): 29–45. doi:10.1007/s00170-015-7731-9.
- Zhang, Y., S. Ren, Y. Liu, and S. Si. 2017. “A Big Data Analytics Architecture for Cleaner Manufacturing and Maintenance Processes of Complex Products.” Journal of Cleaner Production 142: 626–641. doi:10.1016/j.jclepro.2016.07.123.
- Zhang, Y., W. Wang, N. Wu, and C. Qian. 2016. “IoT-Enabled Real-Time Production Performance Analysis and Exception Diagnosis Model.” IEEE Transactions on Automation Science and Engineering 13 (3): 1318–1332. doi:10.1109/TASE.2015.2497800.
- Zhong, R. Y., S. T. Newman, G. Q. Huang, and S. Lan. 2016. “Big Data for Supply Chain Management in the Service and Manufacturing Sectors: Challenges, Opportunities, and Future Perspectives.” Computers & Industrial Engineering 101: 572–591. doi:10.1016/j.cie.2016.07.013.
Appendix A1. Illustration of code-matrix analysis of cases.
Note: Larger circle indicates multiple cases of similar coding within the case.