
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
Previous literature on high-variety manufacturing developed various control policies that include a ‘shift mechanism’ that changes the control priority during periods of low and peak demand. Embedded in priority rules or release methods, this shift mechanism is developed in a setting with a single capacity source, making the need to shift between control priorities necessary. However, when there are multiple capacity sources – for example, by identical parallel machines – we can use a ‘dual focus mechanism’, where each capacity source can have its unique control priority, regardless of demand levels. Using discrete event simulation, we find that the combination of shift and focus mechanisms leads to the best average performance. But this is at the expense of an extreme delay for orders with large process times, which can be prevented by a control policy that uses a dual focus mechanism only, whilst still realising competitive average performance.
1. Introduction
This study explores new control policies that integrate dispatching and machine assignment decisions in manufacturing systems with identical parallel machines. It uses the flexibility inherent in parallel machines to accommodate multiple control priorities. This extends recent literature that showed that shifting between control priorities during periods of low and high demand is a key to improving delivery performance in high-variety manufacturing systems, such as small and medium-sized make-to-order companies (Krishnamurthy and Suri Citation2009; Villa and Taurino Citation2018). These companies typically produce a high variety of products that lead to an array of control complexities caused by stochasticity in process times, demand and order routings (Slomp, Bokhorst, and Germs Citation2009; Stevenson, Hendry, and Kingsman Citation2005). They consequently suffer from high fluctuations in demand, making on-time delivery of orders – which is one of their most important performance indicators in practice (Karim, Smith, and Halgamuge Citation2008; Haeussler and Netzer Citation2020; Braglia, Marrazzini, and Padellini Citation2022).
Fluctuations in demand lead to periods of high load – in which demand tends to exceed capacity and work-in-process builds-up – and periods of low load – in which work-in-process subsides. Recognising that such periods require unique control priorities is arguably one of the main contributions of the literature on high-variety manufacturing. Previous scholars developed multiple methods that include a ‘shift mechanism’ by changing control priority depending on the load situation – making the method load sensitive. This shift mechanism tends to reduce the average lead time during periods of high loads, whilst tending to reduce the standard deviation of lateness in periods of low load. For example, Modified Operation Due Date dispatching (MODD; Baker and Kanet Citation1983) shifts focus from Operation Due Dates (ODD) to Shortest Processing Times (SPT) in periods when many orders become urgent (i.e., periods of high loads). Meanwhile, Superfluous Load Avoidance Release (SLAR; e.g. Land and Gaalman Citation1998) uses two distinct triggers to control the release of orders to the production system, each of which is associated with periods of low or high load (Thürer and Stevenson Citation2021). Along the same lines, Thürer et al. (Citation2015) proposed the Modified Capacity Slack pool sequencing rule, which shifts focus from prioritising urgent orders to orders with the lowest Capacity Slack (Philipoom, Malhotra, and Jensen Citation1993) to speed up orders when the number of orders in the pre-process order release pool increases (Thürer, Stevenson, and Qu Citation2016). Finally, Land et al. (Citation2015) showed that the same shift mechanism can be used to guide output (i.e. change in the production rate) control decisions; realising a temporary increase in machine capacity during high load periods leads to significant improvements in delivery performance.
Taking a closer look at the above literature there appears to be a common assumption – work centres have a single capacity resource, making the need to shift between control priorities more important. In contrast, parallel machines offer the opportunity to continuously focus on multiple control priorities, regardless of the load situation. This opens a dimension for a novel ‘dual focus mechanism’, where each machine is assigned a unique control priority that is continuously prioritised. This can, for example, resolve issues that emerge when larger orders block the material flow in a single machine setting. This benefit might be especially important when large orders are processed during periods of high loads and might also be useful in low load periods. To the best of our knowledge, there are no studies published in the literature that assign machine-specific priorities in a parallel machine setting. This study therefore aims to study the performance effect of the shifting and dual focussing mechanism in high-variety manufacturing.
Our focus is on high-variety manufacturing, which occurs in a highly complex, dynamic, and stochastic context, where order arrival, order routeing and order process times are stochastic random variables. In these settings, priority rules are commonly used to control operations (e.g. Land et al. Citation2015; Kasper, Land, and Teunter Citation2023; Engehausen and Lödding Citation2022; Romero-Silva, Santos, and Hurtado-Hernández Citation2022), as this context is too complex to solve using optimisation techniques. Optimisation techniques, as established in the literature on the parallel machine job shop scheduling problem, assume a deterministic context (Ovacik and Uzsoy Citation1995; Chen et al. Citation2012; Rossi, Pandolfi, and Lanzetta Citation2014; Kim, Song, and Jeong Citation2020, Liu et al. Citation2020). We use discrete event simulation to accurately represent the above complexities.
Section 2 provides the background to our study and outlines the different control policies considered. The simulation model used to evaluate the performance of these control policies is introduced in Section 3 before the results are presented and analysed in Section 4. Finally, we will conclude and summarise in Section 5, where managerial implications, limitations and opportunities for future research are also outlined.
2. Background and control policies
The basis for our control policy design is the MODD priority rule as: (i) it is the priority rule that implements the shift mechanism in its simplest form, (ii) it is comprised of priority rules (ODD and SPT) that have a clear and distinctive control priority, and (iii) it performed well in comparison to other rules in high-variety make-to-order contexts (Baker and Kanet Citation1983; Kasper, Land, and Teunter Citation2023). MODDs for the orders of work centre at time
are computed as
where
is the operation due date of order
and
is the process time. This priority value results in the following behaviour. If
orders are prioritised by ODD. When workload levels increase, then the operation throughput times also increase, and orders start to miss there their ODD. Orders for which
are then prioritised over orders that still are on schedule and the delayed order with the smallest processing time is chosen to ensure quick completion. If workloads reside, orders again are on time and ODD is used for dispatching. The shift between priorities consequently reflects the workload and thus the demand situation since orders are more likely to run behind their ODD schedule in periods of high loads (Land et al. Citation2015).
In this study, we will use different combinations of ODD, SPT and MODD to implement the shift and dual focus mechanism together with different work centre configurations to design policies that implement these mechanisms in various ways. summarises the different work centre configurations considered in our study: Single Machine (SM) and parallel machine configurations using Multiple Queues (MQ) or a Shared Queue (SQ).
Figure 1. Overview of different work centre configurations.
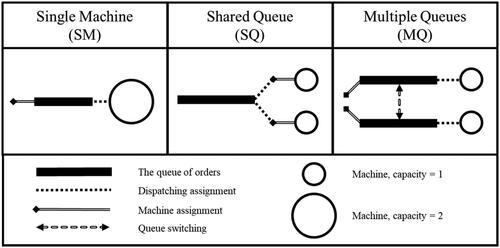
We consider the SM configuration as a benchmark for the situation without a dual focus mechanism. Both MQ and SQ can accommodate a dual focus but they do this differently. The MQ configuration represents the scenario where a machine assignment decision precedes the dispatching decision. Conversely, in the SQ configuration, the machine assignment follows after the dispatching decision. The resulting control policies are discussed in Sections 2.1–2.3 respectively, before a summary of the control policies that will be considered in this study is presented in Section 2.4.
2.1. Single machine (SM) control policy
We only consider the MODD priority rule in the SM configuration because of the good performance in previous studies (Baker and Kanet Citation1983; Land et al. Citation2015). The resulting control policy is indicated as SM: MODD. It is included as a benchmark policy to provide an overall indication of the performance of parallel machines compared to a single machine that is twice as fast – i.e. in the SM: MODD setting, each process time is cut in half the value while capacity is unchanged.
2.2. Parallel machines multiple queue (MQ) control policies
MQ configures the work centre in such a way that each machine has its own queue (either virtually or physically). This creates additional flexibility to implement the dual focus mechanism, compared to the SQ configuration, by gaining control over which order will be sent to a specific queue via a ‘machine assignment rule’. It allows dedicating a queue to a set of orders with specific characteristics. Existing literature often assumes that orders cannot move between queues in an MQ configuration (cf. Henrich, Land, and Gaalman Citation2006, Citation2007). In such case, it is well known that the MQ introduces additional idleness, since one machine can become idle while the other machine is heavily congested, with the negative effect of delaying queueing orders. This can be nuanced by allowing orders to move between queues, called ‘queue switching’. With switching, the potential benefit of SQ over MQ is not obvious as each queue can have its own control focus, but we avoid the introduction of additional idleness. Queue switching concerns two decisions. Firstly, the ‘queue switching trigger’ relates to the decision when to initiate queue switching. In this study, queue switching is triggered if one of the machines becomes idle, while the queue for the other parallel machine still contains orders. Secondly, the ‘queue switching rule’ determines which order will be switched. This rule will depend on the specific MQ policy.
The first MQ policy considered in this study is an alternative interpretation of MODD and indicated as MQ: ODD | SPT (Priority rule machine 1 | Priority rule machine 2). Using the MODD logic, the machine/queue assignment specifies the selected queue (q1j or q2j) at time
when order
arrives at work centre j as follows:
(1)
(1)
This machine assignment rule will ensure that the first queue ) of work centre
is focussed on reducing the standard deviation of lateness, while the second queue
) is focussed on speeding up the average lead time. To facilitate this further, the dispatching rules used for
and
are ODD and SPT, respectively. Queue switching is triggered if one of the machines is idle and this queue is empty, while the other machine’s queue contains orders. The queue switching rule that determines which order will be switched is SPT because it allows the machine to quickly go back to processing orders from its own queue if new orders were to arrive just after queue switching occurred.
The second MQ policy considered in our study is MQ: MODD | MODD. While for this control policy the dispatching rule is MODD for both machines, the machine assignment rule will first assign orders to queues based on process time to create a ‘fast lane’ for orders with short process times. To do so, the machine assignment will include a threshold as follows:
(2)
(2)
If is sufficiently low, the above machine assignment rule ensures that the queue
becomes a fast lane for orders with small process times at each work centre
Again, to prevent starvation queue switching is triggered if one machine is idle while the other queue still contains orders. In this case, the queue switching rule is MODD.
2.3. Parallel machines shared queue (SQ) control policies
Using an SQ configuration, the machine assignment is postponed by putting all orders into a shared queue. The machine assignment rule is therefore based on machine availability, and the decision on which order to process next from a shared queue is driven by the dispatching decision used by each machine. Different combinations of rules are used to realise the shift between realising shorter average lead times through SPT and reducing the standard deviation of lateness through ODD. presents an overview of the different control policies used for the SQ configuration in this study.
Figure 2. Overview of SQ Policies.
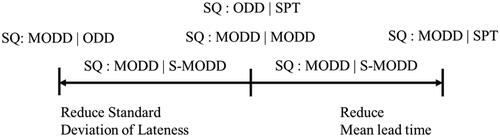
The policy SQ: MODD | MODD is an SQ configuration where both machines select orders according to MODD and, thus, both machines include the shifting mechanism. However, parallel machines can avoid large orders obstructing other orders by maintaining material flow on either of the parallel machines. Consequently, MODD’s shifting behaviour might be less relevant or even counterproductive in a parallel machine setting. Using the same MODD logic, we propose an alternative machine-specific control priority (i.e. a dual focus mechanism), where one machine selects according to SPT and the other with ODD, abbreviated as SQ: ODD | SPT. From the shared queue, one machine will prioritise orders according to earliest operation due date – aiming to reduce the standard deviation of lateness, while the other machine prioritises orders with shorter process times – focussing on reducing lead times, i.e. reducing average lateness.
While SQ: ODD | SPT appears to imitate MODD, it is not sensitive to loads – thereby lacking the shift mechanism. This challenges the argument by Land et al. (Citation2015), who argued that load sensitivity explains the superior performance of MODD. Therefore, SQ: ODD | SPT is a rather extreme approach and it might be more beneficial to maintain at least one machine sensitive to the load changes. This is realised by SQ: MODD | SPT and SQ: MODD | ODD where one machine will select according to MODD while the second machine can use either SPT to prevent high loads from occurring by always speeding up the average lead time or ODD to always decrease the standard deviation of lateness, respectively.
Another approach to influence the sensitivity of the shift mechanism is to let MODD respond earlier or later to load fluctuations. This can be realised by adding a constant switch correction variable S in MODD, called S-MODD. This rule prioritises orders according to When comparing MODD and S-MODD, the switch correction variable allows to shift from ODD to SPT at an earlier or later stage; if a positive value
is used, then S-MODD shifts to SPT later in comparison with the original MODD rule. Conversely, if the applied S is negative, then S-MODD shifts to SPT earlier. Similar to SQ: MODD | MODD, the resulting control policy, indicated as SQ: MODD | S-MODD, is load sensitive but the sensitivity can be influenced by the setting of S.
2.4. Summary of control policies
A summary of the eight different control policies is presented in . The control policies use different combinations of dispatching rules together with three different work centre configurations. Note that for the policy SQ: MODD | S-MODD both negative and positive values of S are considered since this changes the policies’ load shifting behaviour. Discrete event simulation is used to evaluate the performance of our different control policies.
Table 1. Overview of applied control policies.
3. Simulation
Make-to-order companies that produce a high variety of products often use a functional layout and operate as some form of general flow shop. Enns (Citation1995, p. 2804) argued that ‘routeing in most real job shops lies somewhere between the pure job shop and pure flow shop extremes.’ We therefore use a general flow shop model (Oosterman, Land, and Gaalman Citation2000) to capture the essential elements of a high-variety environment, whilst also acknowledging some degree of routeing direction as opposed to completely random routings in a pure job shop. We first describe how the manufacturing system was modelled in Section 3.1 before we describe how we implemented the different control policies in Section 3.2. Finally, Section 3.3 summarises our experimental set-up and the main performance measures considered.
3.1. Order and manufacturing system characteristics
A simulation model of a general flow shop has been implemented in Python using the SimPy module. In line with previous studies (e.g. Land et al. Citation2015; Thürer and Stevenson Citation2020; Fernandes, Thürer, and Stevenson Citation2021), the model is made as parsimonious as possible to solely focus on the mechanisms under study. Therefore, we exclude unwanted interaction effects and needless noise by assuming that there are no machine breakdowns, setups are part of the process time and all information on process time and routeing is known upon order arrival. presents an overview of the order and manufacturing system characteristics.
Table 2. Summary of modelled order and manufacturing system characteristics.
The manufacturing system contains six work centres. Each work centre contains two parallel machines with equal capacity for the SQ and MQ configuration. The work centre in the SM configuration has one machine. In the system, no re-entrance loops are allowed. The routeing length is obtained using a discrete uniform distribution ranging between one and six before work centres are selected randomly without replacement. Because we model a general flow shop, the list of work centres that need to be visited is sorted in an ascending sequence. Therefore, all order visits the work centres in the sequence 1, 2, 3, … but we allow that some orders can skip one or more work centres – by moving from e.g. 1 to 3 or 2 to 6 – to create the directed random routeing typical for functional layouts in high-variety manufacturing. See Oosterman, Land, and Gaalman (Citation2000) and Land (Citation2004) for more details on the general flow shop layout.
Orders arrive in the system following an exponential interarrival time distribution with a mean rate of 0.324 to ensure an average utilisation level of 90%. Process times follow a lognormal distribution to allow for different process time variability levels while maintaining a constant mean. Three levels of process time variability are modelled – low, medium and high process time variability – with coefficients of variation of 0.25, 0.5 and 1.0, respectively. Finally, due dates are modelled using a Total Work Content (Enns Citation1995) rule which defines the due date
of order
as follows:
(3)
(3)
Here is the arrival time for order
is the process time of order
at work centre
and
the routeing length. Factor
will be used to model different levels of due date tightness. Three levels of
of 3.5, 4.0 and 4.5 are included in our experiments, resulting in tight, moderate and loose due dates, respectively. These values were set to ensure a percentage tardy that is neither too low nor too large across all experiments. Note that we did not include other contextual factors, such as different levels of utilisation, since the effect on qualitative performance differences was similar to the effect of the factors considered in this study in additional simulation experiments.
3.2. Implementation of control policies
All policies summarised in above are included. ODDs are calculated using the approach of Land et al. (Citation2015) since it showed to perform particularly well in comparison with other ODD variants. Therefore
where
is the routeing length,
the release time and
the due date of order i. Since no release control is used, the release time is equal to the arrival time (
Defining ODD in such a way makes sure that the remaining time until the due date is spread equally among operations. For SQ: MODD | S-MODD, we set the factor S to 8 time units based on tests in preliminary simulation experiments. Finally, the threshold
for MQ: MODD | MODD that determines whether an order enters the queue for either small or large orders is set to the median of the lognormal processing time distribution. Using the median for
ensures an equal number of orders are sent to each queue. As such,
is set to 0.970, 0.894 and 0.707 for low, medium and high process time variability respectively.
3.3. Experimental design and performance measures
The experimental factors are: (i) the nine different control policies (from ). Note that the policy SQ: MODD | S-MODD is included twice with both negative and positive values of (ii) the three different levels of process time variability; and (iii) the three different levels of due date tightness. We used a full factorial experimental design, which results in 81 scenarios (
). Each scenario was run for 10,000 time units and replicated 100 times. To avoid initialisation bias, each replication used a warmup period of 3000 time units. These parameters are in line with previous literature (e.g. see Land et al. Citation2015) and allowed us to keep computational time within reasonable limits whilst obtaining stable results. To reduce variance between experiments, the same common random numbers are used between experiments.
Since we focus on a make-to-order context, our main performance criterion is delivery performance. Delivery performance is multi-dimensional, and we consequently use an array of performance measures to understand the various trade-offs as follows: mean lead time – with the lead time being the completion time minus the entry time of an order; percentage tardy – the percentage of orders completed after the due date; the mean tardiness – that is, with
being the lateness of order
i.e. the completion date minus the due date of order
and the standard deviation of lateness.
4. Results
We use an ANOVA to statistically analyse the strength and significance of each effect. All main effects, two-way interactions and three-way-interactions were shown to be statistically significant at with one exception. The three-way interaction was not statistically significant for the standard deviation of lateness (
We applied the Scheffé multiple comparison procedure to obtain a first indication of the direction and size of the performance differences for our nine control policies. Detailed results are provided in the (online) Supplementary Material. There are significant performance differences for all pairs for at least one performance measure. To further assess these performance differences, detailed performance results are presented in Section 4.1, before a performance analysis is presented in Section 4.2.
4.1. Performance assessment
Detailed results for moderate due date tightness are presented in . Results for loose and tight due date tightness are discussed below. The following can be observed from the results.
Table 3. Results for moderate due date.
Use of different priorities
The policies SQ: MODD | MODD, SQ: MODD | SPT and SQ: MODD | S-MODD (8), which focus on speeding up orders and reducing the average lead time and lateness (see ), can significantly reduce the percentage tardy. Reducing the average lead time appears especially important when process time variability increases. Meanwhile, a focus on the standard deviation of lateness does not necessarily lead to a lower percentage tardy or mean tardiness. For example, the standard deviation of lateness is consistently lower for SQ: MODD | S-MODD (−8) compared to SQ: ODD | SPT but percentage tardy and mean tardiness is lower for SQ: MODD | S-MODD (-8) when process time variability is low. Given this observation, there may be some other factor explaining performance differences, which is explored further in our performance analysis in Section 4.2.
Parallel machines with MQ vs SQ
Executing the machine assignment before the dispatching decision, as in the MQ configuration, leads to worse performance. At low process time variability, MQ: MODD | MODD shows a medium level of percentage tardy in comparison with other SQ policies. Nonetheless, performance seems to deteriorate if process time variability increases. From queueing theory, it is known that the effect of pooling orders using an SQ configuration outperforms an MQ configuration due to starvation avoidance (Smith and Whitt Citation1981). This explanation is insufficient in our case since the MQ configuration allows for queue switching to prevent starvation. To explain the performance of our SQ configuration, it is important to notice that the order with the highest priority is always selected. In contrast, MQ can only select the order with the highest priority if one of the machines is starving. Therefore, despite queue switching, MQ seems to limit the selection possibility for the dispatching decision similar to release control methods (Ragatz and Mabert Citation1988). As a result, the dispatching assignment becomes less powerful as it is partly determined upon arrival at the work centre. This confirms the finding in Henrich, Land, and Gaalman (Citation2006) that in stochastic high-variety manufacturing systems the machine assignment decision should best be postponed to the latest possible moment to incorporate all possible information from the work centre. However, our explanation of why the MQ configuration performs worse is different and extends the findings in Henrich, Land, and Gaalman (Citation2006).
Parallel machines and the single machine
Since process times are halved for the SM configuration, we would expect from queuing theory that the SM has a significant advantage over the parallel machines policies. More specifically, it is known that for a given utilisation level the expected waiting time is shorter for a single machine queue than for a parallel machine queue with a doubled average process time. However, our results indicate that SM’s performance advantage is highly dependent on process time variability. More specifically, SM: MODD shows that its speed advantage is utilised effectively if process time variability is low. As process time variability increases to moderate variability levels, the parallel machine policies become more effective and start to realise a lower percentage tardy in comparison with SM: MODD. For example, SQ: MODD | MODD shows a lower percentage tardy for both moderate and high process time variability levels. This is important since moderate process time variability is typically assumed in previous studies (e.g. see Oosterman, Land, and Gaalman Citation2000 or Land et al. Citation2015), while in practice process time variability is often above the moderate levels studied here (Nyhuis Citation1991; Trietsch et al. Citation2012). This indicates that configurations and control policies with parallel machines that offer the possibility to shift between machines can offer a key advantage over the SM configuration that lacks this opportunity.
Compared to moderate due date tightness, similar observations on the performance differences can be made when looking at loose and tight due dates. The detailed numerical results are presented in the (online) Supplementary Material. The main difference is that the lower mean lead times of parallel machine policies become less pronounced if due dates are loose.
4.2. Performance analysis
Following existing literature (e.g. see Baker and Kanet Citation1983; Land et al. Citation2015; Thürer and Stevenson 2021; Kasper, Land, and Teunter Citation2023), the above results highlight the importance of speeding up the average lead time to reduce percentage tardy specifically during periods of high loads. However, existing literature partly neglects the performance of individual orders. MODD’s shifting mechanism in periods of high load tends to delay large orders specifically during these periods, and thereby significantly improves the manufacturing system’s performance. To better understand this impact, we collected the lateness performance of each order for moderate due date tightness. Note that for this setting the expected due date allowance is 14 time units. We then divided the orders into the category late and extreme late. Given the expected due date, we define orders delivered more than 40 time units after their due date as extremely late. shows the results, leaving out the MQ configurations, SQ: MODD | S-MODD (−8) and SQ: MODD | S-MODD (8) because they are either intermediate versions of other policies or because they show detrimental performance in comparison with other policies. The corresponding numerical values of extreme lateness are provided in the (online) Supplementary Material.
Figure 3. Cumulative lateness distribution with a moderate due date.
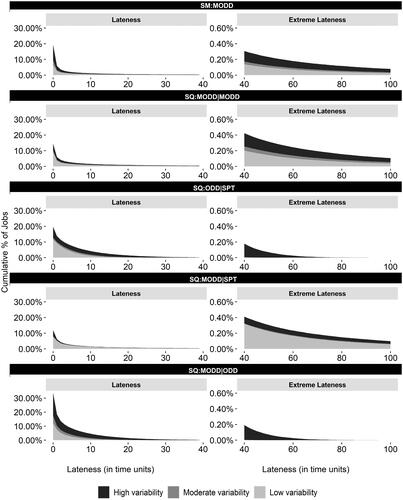
Results in show that the policy focussed on reducing the average lead time (SQ: MODD | SPT, see ) has a higher percentage of orders delivered extremely late (right plots in ) in comparison with a policy focussed on reducing the standard deviation of lateness (SQ: MODD | ODD). In terms of shifting vs. dual focus mechanism, we observe that both load sensitive policies, i.e. SM: MODD and SQ: MODD | MODD, show a significantly higher number of orders being extremely late compared to SQ: ODD | SPT, which is load insensitive. This suggests that the shift mechanism might come with a serious disadvantage – some orders can become extreme late. In contrast, the dual focus mechanism, i.e. SQ: ODD | SPT, avoids extreme lateness completely with low and moderate process time variability, whilst still realising good overall performance.
To further test whether the extreme lateness can be associated with periods of high loads, we created time-phased projections of loads and lateness of one experiment, as presented in .
Figure 4. Time-phased trajectory of different policies using moderate due date and moderate process time variability.
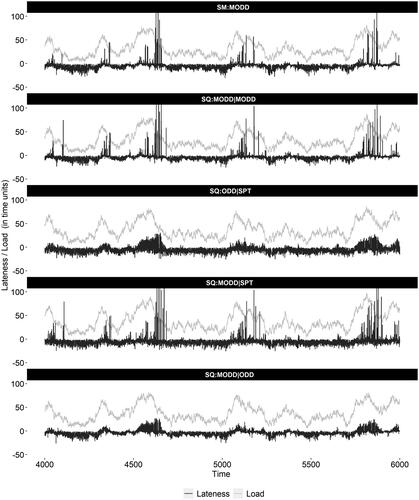
confirms that extreme lateness is caused during periods of high loads. Extreme lateness occurs for SM and the SQ configurations that includes a shift mechanism by letting both machines (or the single machine) select according to SPT during periods of high loads (i.e. SQ: MODD | SPT and SQ: MODD | MODD). SM and SQ MODD | MODD have a lower percentage of extreme late orders than SQ: MODD | SPT, but extreme lateness is still present as can be seen by the high spikes of lateness in . further highlights the potential of SQ: ODD | SPT, which lacks the shift mechanism but includes the dual focus mechanism. This seems to indicate that, in a parallel machine setting, prioritising multiple control objectives is more important than being sensitive to load changes.
5. Conclusions
This study assessed various parallel machine policies in high-variety manufacturing systems using discrete event simulation. We modelled two different work centre configurations, the multiple queues (MQ) and shared queue (SQ), and tested these with various combinations of the priority rules Shortest Process Time (SPT), Operation Due Date (ODD), and Modified ODD (MODD). We found that the parallel machine policy that used machine-specific control priorities, by applying SPT for one machine and ODD for the other machine, was particularly effective as it delivered most orders on time, or at least not extremely late. This is in contrast with policies that shift their control priority from ODD to SPT in periods of high loads, such as the MODD priority rule. These policies could deliver more orders on time, but the performance analysis revealed that this is at the cost of some orders suffering extreme delays.
When we compare MQ and SQ queue configurations, the results show that an individual queue for each machine, where shifting between machines is implemented using a machine assignment rule, cannot match the performance of a shared queue, even if queue switching is introduced to avoid needless starvation. This can be explained by a decrease in dispatching options that occurs even if queue switching is allowed. This explanation goes beyond the common wisdom originating from the queuing literature that superior performance results from SQ avoiding unnecessary starvation. This starvation avoidance objective is also realised by queue switching in MQ settings. Finally, we compared our parallel machines with a single machine that was twice as fast as one of the parallel machines. Our results show that parallel machine policies can be more beneficial if process time variability is closer to the levels typically observed in practice. This suggests that a control policy that shifts between machines can be a compelling alternative to a single fast machine, as it allows to focus on multiple control objectives simultaneously.
5.1. Managerial Implications
To achieve high performance, a clear message from our study is that machine assignment should avoid influencing order dispatching. Meanwhile, parallel machines are beneficial if there are multiple performance aims since each machine can focus on specific performance objectives. Specifically, parallel machines can be used to avoid extreme lateness of some orders. In the single machine setting, as in all other configurations that shift entirely to SPT in periods of high load, orders with large process times may be delayed for a large amount of time. While this is feasible in simulations, orders with extreme delays are typically not acceptable for customers in practice. Extreme lateness might lead to reputation damage or even customers withdrawing their order(s). In this context, policies that allow for large orders to be processed even in periods of high loads, as enabled by the parallel machines, might be a tempting alternative despite a higher percentage tardy.
5.2. Limitations and future research
A first limitation of our study is the absence of additional resource constraints. We assumed machines are identical, and there is no additional resource, e.g. an operator, required to realise capacity. While this is justified by the need to keep our study focussed, future research could explore how the different control policies introduced in this study perform in dual or multiple resource constraint shops. A second major limitation of our study is that we excluded multiple environmental factors. Again this was required to keep our study reasonably focussed, but future research could assess how other environmental complexities impact results. Finally, future research could also explore how the flexibility of parallel machines can be used to accommodate rush orders, or how it can help to improve performance in assembly shops, where extreme lateness can cause serious delays if the entire assembly operation is delayed because one part of the assembly has not yet arrived.
TPPC_2163935_Supplementary_Material
Download PDF (387.1 KB)Disclosure statement
The authors report there are no competing interests to declare.
Data availability statement
All the data that support the findings are presented in the manuscript and the (online) Supplementary Material. Data from individual experiments and the simulation code are available from the first author, A.K, upon reasonable request.
Additional information
Notes on contributors

T. A. Arno Kasper
Arno Kasper is a PhD candidate at the University of Groningen in The Netherlands. He received his MSc. (Res) in 2021 for the Research Master in Economics and Business at the University of Groningen. Since 2020, his research interest is ranges from integrated production control to fundamental research on operations management.

Martin J. Land
Martin Land is an associate professor at the University of Groningen in The Netherlands. His research interests relate to flow improvement in high-variety manufacturing, hospitals and renewable energy.

Matthias Thürer
Matthias Thürer contributed to the improvement, simplification and integration of material flow control systems, and their integration with Industry 4.0. Apart from Operations Management, Matthias is also interested in social and philosophical issues including system theory, cybernetics, causality, and philosophy of science.
References
- Baker, K. R., and J. J. Kanet. 1983. “Job Shop Scheduling with Modified Due Dates.” Journal of Operations Management 4 (1): 11–22. doi:10.1016/0272-6963(83)90022-0.
- Braglia, M., L. Marrazzini, and L. Padellini. 2022. “COBACABANA: A Real Industrial Application in a Job Shop System.” Production Planning & Control 33 (11): 1061–1077. doi:10.1080/09537287.2020.1843197.
- Chen, J. C., C. C. Wu, C. W. Chen, and K. H. Chen. 2012. “Flexible Job Shop Scheduling with Parallel Machines Using Genetic Algorithm and Grouping Genetic Algorithm.” Expert Systems with Applications 39 (11): 10016–10021. doi:10.1016/j.eswa.2012.01.211.
- Enns, S. T. 1995. “An Integrated System for Controlling Shop Loading and Workflows.” International Journal of Production Research 33 (10): 2801–2820. doi:10.1080/00207549508904846.
- Engehausen, F., and H. Lödding. 2022. “Managing Sequence-Dependent Setup times - The Target Conflict between Output Rate, WIP and Fluctuating Throughput Times for Setup Cycles.” Production Planning & Control 33 (1): 84–100. doi:10.1080/09537287.2020.1822642.
- Fernandes, N. O., M. Thürer, and M. Stevenson. 2021. “On the Integration of Card-Allocation and Dispatching Decisions in POLCA Systems: An Assessment by Simulation.” Production Planning & Control 1–8. doi:10.1080/09537287.2021.1995635.
- Haeussler, S., and P. Netzer. 2020. “Comparison between Rule- and Optimization-Based Workload Control Concepts: A Simulation Optimization Approach.” International Journal of Production Research 58 (12): 3724–3743. doi:10.1080/00207543.2019.1634297.
- Henrich, P., M. L. Land, and G. J. C. Gaalman. 2006. “Grouping Machines for Effective Workload Control.” International Journal of Production Economics 104 (1): 125–142. doi:10.1016/j.ijpe.2004.11.006.
- Henrich, P., M. L. Land, and G. J. C. Gaalman. 2007. “Semi-Interchangeable Machines: Implications for Workload Control.” Production Planning & Control 18 (2): 91–104. doi:10.1080/09537280600909445.
- Kasper, T. A. A., M. L. Land, and R. H. Teunter. 2023. “Towards System State Dispatching in High-Variety Manufacturing.” Omega 114 (102726): 102726. doi:10.1016/j.omega.2022.102726.
- Karim, M. A., A. J. R. Smith, and S. Halgamuge. 2008. “Empirical Relationships between Some Manufacturing Practices and Performance.” International Journal of Production Research 46 (13): 3583–3613. doi:10.1080/00207540601164201.
- Kim, J. G., S. Song, and B. Jeong. 2020. “Minimising Total Tardiness for the Identical Parallel Machine Scheduling Problem with Splitting Jobs and Sequence-Dependent Setup Times.” International Journal of Production Research 58 (6): 1628–1643. doi:10.1080/00207543.2019.1672900.
- Krishnamurthy, A., and R. Suri. 2009. “Planning and Implementing POLCA: A Card-Based Control System for High Variety or Custom Engineered Products.” Production Planning & Control 20 (7): 596–610. doi:10.1080/09537280903034297.
- Land, M. J. 2004. “Workload Control in Job Shops, Grasping the Tap.” PhD thesis, University of Groningen.
- Land, M. J., and G. J. C. Gaalman. 1998. “The Performance of Workload Control Concepts in Job Shops: Improving the Release Method.” International Journal of Production Economics 56-57: 347–364. doi:10.1016/S0925-5273(98)00052-8.
- Land, M. J., M. Stevenson, M. Thürer, and Gaalman G. J. C. 2015. “Job Shop Control: In Search of the Key to Delivery Improvements.” International Journal of Production Economics 168: 257–266. doi:10.1016/j.ijpe.2015.07.007.
- Liu, X., F. Chu, F. Zheng, C. Chu, and M. Liu. 2020. “Parallel Machine Scheduling with Stochastic Release Times and Processing Times.” International Journal of Production Research 59 (20): 1–20.
- Nyhuis, P. 1991. “Durchlauforientierte Losgrössenbestimmung.” PhD thesis, Universität Hannover.
- Oosterman, B., M. J. Land, and G. J. C. Gaalman. 2000. “The Influence of Shop Characteristics on Workload Control.” International Journal of Production Economics 68 (1): 107–119. doi:10.1016/S0925-5273(99)00141-3.
- Ovacik, I. M., and R. Uzsoy. 1995. “Rolling Horizon Procedures for Dynamic Parallel Machine Scheduling with Sequence-Dependent Setup Times.” International Journal of Production Research 33 (11): 3173–3192. doi:10.1080/00207549508904867.
- Philipoom, P. R., M. K. Malhotra, and J. B. Jensen. 1993. “An Evaluation of Capacity Sensitive Order Review and Release Procedures in Job Shops.” Decision Sciences 24 (6): 1109–1134. doi:10.1111/j.1540-5915.1993.tb00506.x.
- Ragatz, G. L., and V. A. Mabert. 1988. “An Evaluation of Order Release Mechanisms in a Job Shop Environment.” Decision Sciences 19 (1): 167–189. doi:10.1111/j.1540-5915.1988.tb00260.x.
- Romero-Silva, R., J. Santos, and M. Hurtado-Hernández. 2022. “A Conceptual Framework of the Applicability of Production Scheduling from a Contingency Theory Approach: Addressing the Theory-Practice Gap.” Production Planning & Control 1–21. doi:10.1080/09537287.2022.2076627.
- Rossi, A., A. Pandolfi, and M. Lanzetta. 2014. “Dynamic Set-up Rules for Hybrid Flow Shop Scheduling with Parallel Batching Machines.” International Journal of Production Research 52 (13): 3842–3857. doi:10.1080/00207543.2013.835496.
- Slomp, J., Bokhorst, J. A. C, and Germs, R. 2009. “A Lean Production Control System for High-Variety/Low-Volume Environments: A Case Study Implementation.” Production Planning & Control 20 (7): 586–595. doi:10.1080/09537280903086164.
- Stevenson, M., L. C. Hendry, and B. G. Kingsman. 2005. “A Review of Production Planning and Control: The Applicability of Key Concepts to the Make to Order Industry.” International Journal of Production Research 43 (5): 869–898. doi:10.1080/0020754042000298520.
- Smith, D. R., and W. Whitt. 1981. “Resource Sharing for Efficiency in Traffic Systems.” Bell System Technical Journal 60 (1): 39–55. doi:10.1002/j.1538-7305.1981.tb00221.x.
- Thürer, M., and M. Stevenson. 2021. “Improving Superfluous Load Avoidance Release (SLAR): A New Load-Based SLAR Mechanism.” International Journal of Production Economics 231: 107881. doi:10.1016/j.ijpe.2020.107881.
- Thürer, M., M. Stevenson, and T. Qu. 2016. “Job Sequencing and Selection within Workload Control Order Release: An Assessment by Simulation.” International Journal of Production Research 54 (4): 1061–1075. doi:10.1080/00207543.2015.1047978.
- Thürer, M., M. J. Land, M. Stevenson, L. D. Fredendall, and M. Godinho Filho. 2015. “Concerning Workload Control and Order Release: The Pre-Shop Pool Sequencing Decision.” Production and Operations Management 24 (7): 1179–1192. doi:10.1111/poms.12304.
- Thürer, M., and M. Stevenson. 2020. “The Use of Finite Loading to Guide Short-Term Capacity Adjustments in Make-to-Order Job Shops: An Assessment by Simulation.” International Journal of Production Research 58 (12): 3554–3569. doi:10.1080/00207543.2019.1630771.
- Trietsch, D., L. Mazmanyan, L. Gevorgyan, and K. R. Baker. 2012. “Modeling Activity Times by the Parkinson Distribution with a Lognormal Core: Theory and Validation.” European Journal of Operational Research 216 (2): 386–396. doi:10.1016/j.ejor.2011.07.054.
- Villa, A., and T. Taurino. 2018. “Event-Driven Production Scheduling in SME.” Production Planning & Control 29 (4): 271–279. doi:10.1080/09537287.2017.1401143.