
1. Introduction
Traumatology surgery involves K-wires for bone osteosynthesis. However, when K-wires are used into bones to fix fractures, some complications could occur. There are many factors that affect K-wires stability into bone: their design (smooth/threaded), their insertion technique, the dynamic load of K-wires (Abouzgia and Symington Citation1996; Piska et al. Citation2002) and the bone quality. Currently, both the manual and the motorized drilling motor techniques are used during surgical procedures. However, no study specifies which the best technique is and why. Measurement of axial pullout strength is commonly used to assess and compare the holding power of K-wires inserted into bone (Anderson et al. Citation1993). We proposed a study which consists in a comparison of the axial pullout strength of K-wires with a three factors study: different thread lengths, different diameters and inserted in Sawbones at different speeds (Sawbones; Vashon, WA, USA). Sawbones were preferred to real human cancellous bone to avoid variability. To perform this study, a statistical design of experiments (SDOE) was used to optimize multiple performance characteristics on K-wires fixation (Pandey and Panda Citation2015; Singh et al. Citation2016).
2. Methods
2.1. Material
The tests were performed on sawbones in replacement of human cancellous bone, supplied by Sawbones Vashon, WA, USA, to avoid variability induced with cadaveric bones. The material constituting the sawbones is rigid polyurethane foam 20 PCF (20 mm × 20 mm × 50 mm).
K-wires were provided by AREX. Smooth and threaded K-wires were provided with three diameters, respectively, 1.2 mm, 1.5 mm and 1.8 mm. Thread lengths of K-wires tested were, respectively, 5 mm and 15 mm. For smooth K-wires tested, the thread length is considered at 0.
2.2. Methods
The manual insertion of K-wire was performed using CF39/16 universal chuck with T handle. These tests were investigated with 30 rpm. The motorized K-wires insertion was performed using a drill press (Rexon DP3300AL). Insertion speeds tested were, respectively, 500 rpm and 1290 rpm. The K-wires were inserted in the full width of the rigid bone block until the trocar point penetrated through the other side at 20 mm depth (from side to side). To measure the pullout strength, the tests were performed using a displacement-controlled load frame Instron 3345 device (Instron, Norwood, MA, USA) equipped with a 1 kN load cell capacities and a displacement transducer. The K-wires were axially extracted with a rate of 1 mm/s.
Three parameters called factors (SDOE analysis) were studied: K-wires diameter in mm (Factor 1), K-wires thread length in mm (Factor 2) and K-wires insertion speed in rpm (Factor 3). The practicable values called levels of these parameters are described in . Tested values described previously were chosen among these levels thanks to the SDOE method in order to determine the effects of factors and their interactions. Indeed, the combination of these values at the different levels leads to 60 possibilities for the experiments. The response (output parameter) of this study is the pullout strength.
Table 1. Definition of factors and levels – 30-rpm corresponds to manual insertion on contrary to others.
After the determination of the predictive model, in order to find the best configuration, a nonlinear optimization was performed with the help of a GRG (Generalized Reduced Gradient) nonlinear Solving method. The GRD method is a precise and accurate method (algorithm) for solving nonlinear programming problems.
3. Results and discussion
Following SDOE method, among the 60 potential experiments, 14 experiments were performed and repeated five times. Mean of five experiences and standard deviation were first calculated to validate the experiments. The range of experimental pullout strengths obtained for the 14 experiments is 19-170 N. Five of experiments among the 14 performed are given . A predicted 3-variable second-degree polynomial model was obtained and evaluated in three steps thanks to statistical analysis: regression variance analysis, residues analysis and significant coefficients analysis. Terms of this polynomial model represent the effects of the factors, their interactions and the curvature effects (quadratic terms). Predicted values of the response are represented . Finally, factor effects were studied thanks to response surfaces description (: two factors by surface).
Figure 1. Measured and predicted values of different diameter and thread length at 1290 rpm.
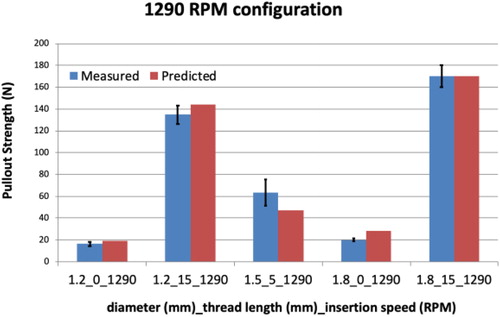
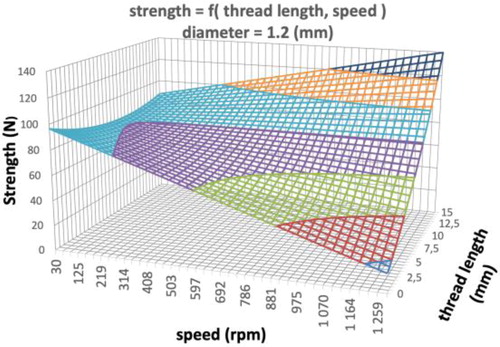
Figure 2. Three dimension surface response at 1.2 mm diameter.
Main part of predicted values was included in the range of the mean value increased or decreased by the standard deviation value. Two specified experiments (1.5_5_30; 1.5_5_1290) presented simultaneously a high standard deviation and an estimated value out of the range (). The model is not perfectly correlated at these points. Two other values presented an estimated value out of the standard deviation range but in those cases, the SD was very low. Consequently, the model was validated at these points (1.2_0_1290; 1.8_0_1290).
Nine surfaces issued from the model were analyzed. One of them is represented in . As a first conclusion, effects of the thread length were highly dependent from the level of insertion speed () and some curvature effects were identified for the thread length () and diameter (others surfaces).
Thanks to the performed optimization, the best configuration was obtained for, respectively, the higher diameter, the higher thread length and the higher speed introduction.
4. Conclusions
A predictive model of pull-out strength function with three parameters was obtained and partially validated. After analysis of the nine response surfaces obtained thanks to the model, it could be highlighted different relevant points as a high interaction between thread and introduction speed was observed, consequently, no full conclusion on the effect of each of these parameters could be done independently of the others. The influences were, respectively, dependent of the value of the other. And the best configuration was obtained with high diameter, high thread length and high introduction speed.
Acknowledgement
We thank J. Renard from AREX to support us and to provide us the sawbones, the K-wire and the T-handle.
Disclosure statement
No potential conflict of interest was reported by the authors.
References
- Abouzgia MB, Symington JM. 1996. Effect of drill speed on bone temperature. Int J Oral Max Surg. 25(5):394–399.
- Anderson MA, Mann FA, Wagner-Mann C, Hahn AW, Jiang BL, Tomlinson JL. 1993. A comparison of nonthreaded, enhanced threaded, and ellis fixation pins used in type I external skeletal fixators in dogs. Vet Surg. 22(6):482–489.
- Pandey RK, Panda SS. 2015. Optimization of multiple quality characteristics in bone drilling using grey relational analysis. J Orthop. 12(1):39–45.
- Piska M, Yang L, Reed M, Saleh M. 2002. Drilling efficiency and temperature elevation of three types of Kirschner-wire point. J Bone Jt Surg. 84-B(1):137–140.
- Singh G, Jain V, Gupta D, Ghai A. 2016. Optimization of process parameters for drilled hole quality characteristics during cortical bone drilling using Taguchi method. J Mech Behav Biomed Mater. 62:355–365.