
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
Grease life in hybrid bearings is longer than that in all-steel bearings. This will be shown in this article by means of grease life tests with a large number of greases for both deep groove ball bearings (DGBBs) and cylindrical roller bearings (CRBs). The results show that grease life for hybrid bearings is always larger than that for equivalent all-steel bearings and that this varies between a factor of 2 and 9 depending on the grease type used. For cylindrical roller bearings, grease life does not increase with decreasing speed below a minimum value. However, at these relatively low speeds, hybrid bearings give a longer grease life than all-steel bearings.
Introduction
Hybrid bearings were initially shown to be particularly advantageous for high-speed applications due to the reduced centrifugal forces from the rotating balls. Examples are high-speed spindles up to 1.5 Mndm (Equation1[1]
[1] ), 2.25 Mndm (Equation2
[2]
[2] ), 4 Mndm (Equation3
[3]
[3] ) or 4.4 Mndm (Equation4
[4]
[4] ), where ndm denotes the product of rotational speed (rpm) and mean diameter (dm). However, today it is recognized that the advantage of hybrid bearings goes beyond that. The lower “affinity” of ceramic–steel compared to steel–steel, which translates into differences in friction and wear, makes hybrid bearings usually more resistant to adhesion (Citation5–7). Another advantage is that ceramic surfaces do not interact with lubricants or promote the oxidation or degradation of lubricants compared with steel surfaces (Equation8
[8]
[8] ).
There are also clear advantages of using hybrid bearings with grease lubrication where a long grease life is the main performance criterion. There has been continuous improvement in bearing and grease technology (Equation9[9]
[9] ). Indeed, grease life has improved over the years by changing the bearing design; that is, the internal bearing geometry, materials, and surface roughness. A major improvement in performance can be obtained by using hybrid bearings consisting of steel rings in combination with ceramic rolling elements.
Only a very few papers have been published on grease life for hybrid bearings. The first paper where grease life was tested for hybrid bearings is by Wan et al. (Equation6[6]
[6] ), who showed that grease life is about a factor of 3 longer for hybrid ball bearings compared to that for all-steel ball bearings. Unfortunately, they demonstrated this for only one single grease type. Obviously, a generic approach would be preferred. However, quantifying the impact of grease type on grease life using physicochemical models is not easy because the lubrication mechanisms in grease lubrication are complex. Great progress has been made in model development but there are still aspects that are not fully understood and need to be addressed by means of testing (Citation10). There are two main aspects relevant for explaining the difference between all-steel and hybrid bearings: the physicochemical degradation and the ability to run in boundary lubrication for longer times. The degradation will be effected by the tribological contact in that the heat development and slip will be different. Oxidation is promoted by metals (Citation11, Citation12). Obviously, the total steel surface area is smaller for hybrid bearings but the wear rate, the source of iron-containing particles, will also be different. As described by Studt (Citation13), the boundary lubrication properties are related to (1) the chemical reaction of the additives with the contacting surfaces and lubrication by reaction products, (2) decomposition of the additives on the surface and lubrication by decomposition products, and (3) adsorption on the surface and lubrication by adsorbed films. This means that the difference in performance of all-steel and hybrid bearings is given not only by the difference in rolling element material but also by the composition of the lubricant. It can therefore be expected that the difference in performance between all-steel and hybrid bearings will be different for different greases. This will be illustrated in this article using grease life tests for different greases.
With different lubrication mechanisms in roller and ball bearings, it can also be expected that the difference in performance between roller and ball bearings will also depend on grease type. So far no work has been published on the performance of grease in hybrid roller bearings, because these are not yet widely applied in the industry. The results that will be shown in this article illustrate that similar improvements in grease life can be obtained with cylindrical roller bearings (CRBs). This is not trivial. CRBs are operating under almost pure rolling conditions and thus with much less “sliding” as in ball bearings. However, the contacts are much wider, potentially leading to less replenishment from the side of the running tracks between the rollers (Citation14). On the other hand, wider contacts give less side flow from within the contacts (Citation15). Indeed, as shown by, for example, Cann et al. (Citation16) in single contact measurements, the level of starvation increases with speed. An increasing speed reduces the time for replenishment and therefore reduces the thickness of the oil layers that would feed the contacts. This was confirmed in grease-lubricated ball bearings by Baly et al. (Citation17) and Cen and Lugt (Citation18). Actually, it was shown by Cen and Lugt (Citation18) that track replenishment in grease-lubricated ball bearings, and therefore the level of starvation, is a function of the product of speed and contact width and that the film thickness does not depend much on speed. So far these replenishment mechanisms have only been investigated for ball bearings/ball-on-disc. This may be essentially different for roller bearings.
In addition to replenishment due to capillary flow around the contacts, there is a difference in supply of base oil from the cage. The balance between these two effects is not currently known. Greases that give a long grease life for all-steel bearings will also perform well in hybrid bearings but the difference in performance in CRBs need not be equal to that in ball bearings.
Grease Lubrication Mechanisms
Grease lubrication is used in conditions where the load is not too high. In those conditions the end of bearing life is determined by seizure rather than rolling contact fatigue. The film thickness separating the rolling elements from the balls is initially larger than values that can be expected based on calculations using the base oil viscosity. In this phase there is still much grease in between the rolling elements, leading to fully flooded conditions where thickener is also dragged into the contacts. The grease flow is characterized as “churning,” and this phase is therefore called the “churning phase.” After some time, usually hours, most of the grease has been pushed to the sides of the bearing and under the cage (called the “reservoirs” for base oil). The raceways have then been “cleared” (Citation19) from grease and only a thin (mainly oil) layer remains. This layer needs to be continuously supplied with oil through “grease bleed” to maintain an oil film for lubrication and thus this phase is called the “bleeding phase.” The reduced availability of lubricant in the track leads to starvation (Citation14, Citation16, Citation20, Citation21).
The film thickness during the bleeding phase is determined by not only the physical properties of the base oil, such as the viscosity, but also by the availability of it, which is given by a feed and loss balance (Citation22). Loss is caused by migration, evaporation, leakage, and oxidation. Oil is supplied to the contacts by grease bleed or flow driven by centrifugal forces and capillary flow. A loss of “Lubricity”–– that is, the ability to lubricate––is determined by oxidation and polymerization. For more details, the reader is referred to Lugt (Citation10, Citation23) and Osawa and Okaniwa (Citation24). Seizure is determined by heat development (Citation25, Citation26), which is again the result of looss of lubricity and/or film thickness. Grease bleed is initially high but reduces in time when the base oil is depleted from the grease (Citation27, Citation28). Grease life is always tested/given at a particular temperature where the outer ring temperature is controlled. This is not different in testing with all-steel and hybrid bearings. However, the heat generation in hybrid bearings for aged grease is lower than that for all-steel bearings, giving a smaller probability of exceeding the preset critical temperature (the “test temperature”). A hybrid bearing has a higher resistance to this than an all-steel bearing.
There is a clear difference in lubrication of ball and roller bearings in that the slip profiles are very different. In ball bearings, the surface velocities vary across the width of the contact due to the grooves in the rings and the spherical geometry of the balls. Other than suggested by the English “rolling bearing,” most bearings do not operate under pure rolling. In that respect the American notation “rolling element bearings” better. The exception to this is the radially loaded CRB where (micro-) slip only occurs by friction (in the case of inner ring rotation, the inner ring drives the rollers, which can only happen if there is some slip). However, these slip rates are very small. The difference in slip (seizure) and contact width (starvation and film thickness) leads to a different mechanism that would cause “end of grease life.”
Silicon nitride as rolling elements
Material properties
shows the physical properties of bearing steel and silicon nitride. The table shows that the density and thermal expansion of silicon nitride are much lower and that the hardness are much higher than that of steel.
Table 1. Material properties, steel versus bearing-grade silicon nitride (Citation29).
Contact pressures and film thickness
The lubrication conditions in a contact between rolling element and a ring are given by the contact pressure, contact geometry, and material combination. All bearings used in this study follow the standardized dimensions as described in ISO 15 (Citation30). The notation is described in ISO 5593 (Citation31). The bearings used in this study have the same basic dimensions (bore and outer diameter) but different rolling element material, leading to different contact pressures and contact dimensions. These are given in and , where the method described in De Mul et al. (Citation32, Citation33) was used to calculate the pressures and contact sizes. 6204 type ball bearings have eight balls, and shows the properties of the contacts for each ball. The maximum contact pressure for the load used in the tests described here is slightly higher for the hybrid bearings compared to the all-steel bearings (0.98 versus 1.1 GPa). This will not lead to a reduction of fatigue life (Citation34). For both bearings/loads the bearing rating life h.
Fig. 1 Pressures and contact sizes of the DGBBs used here: (a), (c), (e) all-steel and (b), (d), (f) hybrid.
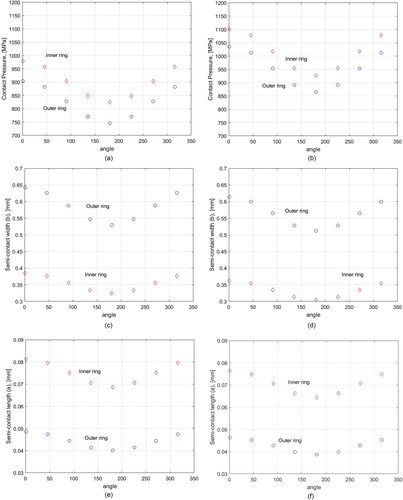
Fig. 2 Pressures and contact sizes of the cylindrical roller bearings used here: (a), (c), all-steel and (b), (d), hybrid.
The calculated smallest fully flooded film thickness for the all-steel and hybrid bearings is for the inner ring, hff = 0.153 and respectively.
For the 204 CRB with 11 rollers, the smallest fully flooded film thickness for the all-steel and hybrid bearing for the inner ring is hff = 0.102 and respectively. Hence, the difference in material does not lead to significantly different fully flooded film thickness values.
As mentioned above, starvation in ball bearings is given by the width of the contacts (Citation18). Wide contacts lead to more starvation than narrow contacts. The contact width b is
[1]
[1]
where
[2]
[2]
with ν1 = 0.3, E1 = 206.8 GPa and ν2 = 0.26, E2 = 305 GPa leading to
=268.2 GPa for hybrid bearings and
=227.2 GPa for all-steel bearings. This leads to a difference of about 5%. So the film thickness reduction by starvation in all-steel and hybrid ball bearings in the tests must be similar. The same applies to cylindrical roller bearings where the contact width is not given by the material type
As mentioned above, this somewhat larger contact pressures will not reduce fatigue life. Smaller Hertzian contacts in the hybrid bearings could lead to a less shearing of thickener and therefore potentially lead to less degradation (Citation35). However, similar to film thickness, this difference is small. Heat development will indeed be smaller, leading to somewhat lower temperatures for hybrid bearings once these are running in mixed lubrication (Citation36).
Grease Life
The end of grease life is defined as the point in time where the grease is no longer able to lubricate the bearing. This is measured by running grease in a bearing, which will fail by seizure due to insufficient lubrication (Citation37). Grease life is determined by chemical and mechanical degradation of grease (Citation38), which is therefore a function of bearing speed, load, and temperature. As mentioned in the Introduction, so far no pure physicochemical models exist to predict grease life. Although there are many aspects that are understood quite well and for which models do exist (Citation10, Citation23), there is no overall grease life model that can be applied to quantitatively predict grease life. However, there are several models available that are empirical; that is, based on extensive testing. The quality of these models obviously depends on the quality and size of the data set used. Extensive testing is only done by the bearing and grease industry. In this article we use the SKF model (Citation39) to quantify the impact of using hybrid bearings on grease life. The use of this particular model is arbitrary, and this quantification also holds if other models are used. For a low load, as used in our grease life tests, the reference grease life for a good quality lithium grease, using the rule that the median grease life L50 is equal to the relubrication interval multiplied by a factor 6.3 (10), reads (Citation39)
[3]
[3]
Here L50 is the grease life with a 50% probability of failure; ndm is the product of speed (rpm) and mean diameter (mm); and T is the temperature (). The boundary conditions for this equation are
(grease life at
is calculated using
) and
h. This model was developed for bearings with inner ring rotation, running on a horizontally positioned shaft and with no vibrations and contamination. As mentioned above, Eq. [3] is empirical and has been obtained using grease life tests. Similar work has been done by Kawamura et al. (Citation40), who found a speed dependency of a factor of 1.2 lower (thus a slightly lower life at lower speeds and a slightly longer life at higher speeds). This difference can be ascribed to fitting with a different data set and using different test rigs.
Grease life tests are always done at higher temperatures. Test data can be translated to lower temperatures by using an Arrhenius temperature correction (Citation10):
[4]
[4]
where
is the grease life at temperature T0, an arbitrary reference temperature. Grease life is usually given at a temperature of T = 70°C. So for example, if a test was done at 120°C and gave L50=1,000 h, then the grease life at 70°C is assumed to be L50=10,079 h.
In this article, this relation is used for both steel and hybrid bearings. The grease performance factor (GPF) is introduced to quantify the impact of the grease quality (Citation41). A grease with a higher GPF will give a longer grease life. This GPF is determined from grease life tests, which will be described below. Because the same grease will give a different performance in hybrid and full-steel bearings, each grease will have two values for GPF. GPF is then defined as
[5]
[5]
where
is the measured median value for the L50 grease life. These relations can only be applied if the grease is operating in the temperature window for which it has been designed, the low-temperature performance limit and the high temperature performance limit. In this study the tests were all performed within these boundaries.
Test methodology
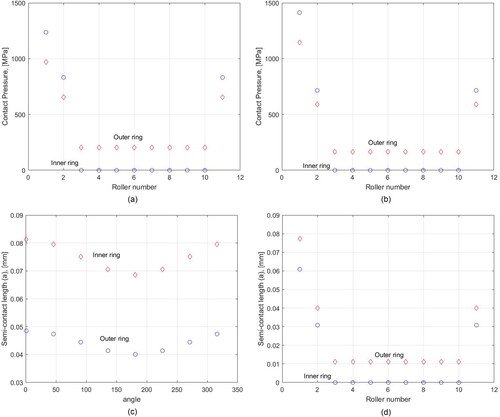
Grease life was tested using 20-mm bore bearings: 6204-2Z/C3 and NJ 204 ECP/C3 and their hybrid equivalents in so-called R0F and R0F + test rigs that were described in Lugt et al. (Citation42). The ball bearings were tested under combined load: radial load Fr=0.05 kN and axial load Fa=0.1 kN. The cylindrical roller bearings were tested under pure radial load Fr=0.9 kN. In these tests, grease-lubricated bearings are running at constant speed and load where the bearings are heated to a preset temperature, denoted here by the temperature T. This temperature is measured on the outer ring of the bearing. The temperatures are always chosen relatively high in order to obtain test times on the order of 1,000 h. It is important to have sufficiently long test times because too short times will lead to early failures; that is, leading to failure modes that will not occur in real life and grease life can therefore not be described with models such as that given by Eq. [3]. The self-induced temperature is always lower than the test temperature T. Therefore, initially, when the grease is still lubricating well, the temperature is mainly controlled by the heaters. When the grease deteriorates, the heat generation by the bearings will increase. The end of grease life is determined by the point in time when this temperature will exceed the test temperature by 10°C (for ball bearings) or 20°C (for roller bearings). The greases were tested using five test units where each unit contains one shaft with two bearings. A unit is stopped as soon as one of the two bearings has failed. The final result is then five failed and five suspended bearings. A Weibull analysis is used to calculate the L50 grease life with corresponding 90% confidence intervals. The Weibull slope for grease life testing is relatively high (on average β = 2.7), which makes it possible to test with relatively small batches of bearings and still obtain sufficiently accurate results. An example is given in .
Fig. 3. Grease life test result for DGBB using all-steel (blue) and hybrid bearings (red) with PU/E grease at ndm=335,000 and 150°C.
Grease life for ball bearings
Grease types
shows the greases used in this study. All types are commonly used commercially available greases. The grease population contains wide temperature and medium temperature greases with thickener type ranging from lithium to polyurea. Both mineral and synthetic base oils are used, from low to high base oil viscosity.
Table 2. The grease types that used in this study for the DGBB tests.
Impact of speed for ball bearings
The grease life tests were done with 6204 bearings and its hybrid variant, with approximately 30% of its free volume filled with grease. shows the grease life test results together with Eq. [3]. This plot shows the median grease life test results for all-steel bearings (three speeds) and for hybrid bearings (two speeds). The test shows that the impact of speed for all steel and hybrid bearings is similar. The grease for which the results are plotted in is a very good performing polyurea grease that has a GPF = 2 for all-steel bearings and GPF = 15 for hybrid bearings. So for this particular grease, the grease life for hybrid bearings is a factor of 7 higher than that for all-steel bearings.
Fig. 4. Grease life for DGBB using PU/E grease calculated back to 70°C.
Equation [3] is plotted down to ndm=180,000. Grease life is never tested at lower values and is therefore uncertain at such low speeds in deep groove ball bearings (DGBBs). Other uncertainties are given by variations in grease batches and by the use of different rest rigs (even if these are of the same type (Citation42)).
Grease performance factors
gives the calculated GPFs for ball bearings. The table shows that different greases clearly give different performance. The polyurea grease performs best. This applies not only for the all-steel bearing but also for the hybrid bearing. Grease life goes up by a factor of 7.5 by using ceramic balls instead of steel balls. A similar increase in performance can be seen for the LiC/M grease. Overall, the difference in performance between all-steel and hybrid bearings varies significantly. polyurea thickener with ester base oil (PU/E) very well in both variants, whereas LiC grease performs extremely well in hybrid bearings and is a only a medium performer in all-steel bearings. The reason for this is still unknown. It is also remarkable that the GPF for all-steel bearings varies only between whereas it varies between
for hybrid bearings. As mentioned in the Introduction, a lower oxidation rate in hybrid bearings can be expected. Here the oxidation rate was measured in both all-steel and hybrid bearings where it was shown that it was not different for both bearing types. Apparently, hybrid bearings were more forgiving to aged grease. They could run well with aged grease where the all-steel bearings would fail.
Grease life for cylindrical roller bearings (CRBS)
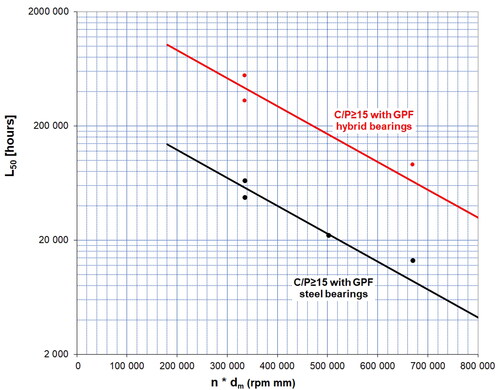
CRBs have been tested for a range of speeds with different greases. and show the results. The general behavior is similar to that for DGBBs. However, it is remarkable that grease life at lower speeds now does not follow the trend/equation described in Eq. [3]. There is a maximum in grease life.
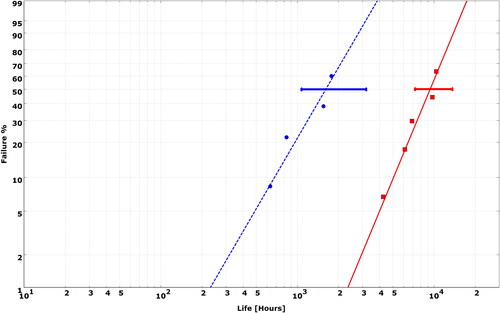
Fig. 5. Grease life test result, calculated back to 70°C, for a CRB using all-steel (black) and hybrid bearings (red) with Li/M grease 100 and 120°C. b is the bearing factor used to multiply the speed factor ndm.
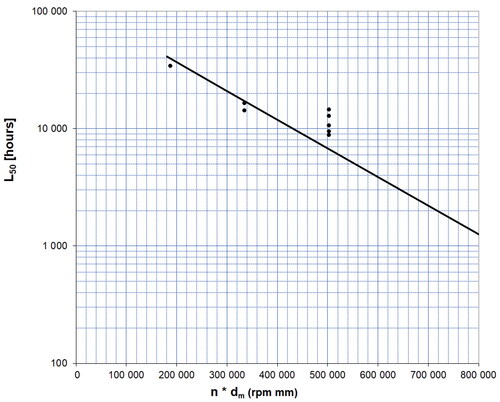
Fig. 6. Grease life test result, calculated back to 70°C, using all-steel (black) and hybrid bearings (red) with LiC/M grease; tests executed at 120°C: (a) DGBB and (b) CRB.
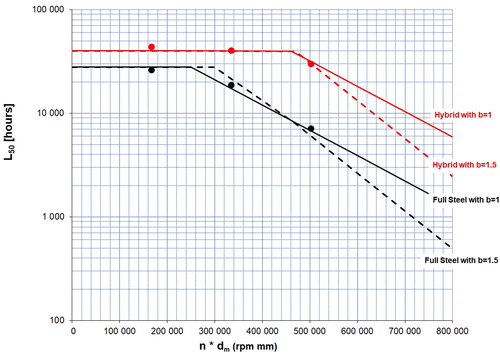
Fig. 7. Grease life test result for a CRB, calculated back to 70°C, using all-steel (black) and hybrid bearings (red): (a) LiC/PAO/HV grease at 100 and 120 °C; (b) LiC/PAO grease at 120 °C; (c) Li/PAO grease at 120 °C; and (d) LiC/PAO100 grease at 120 °C.
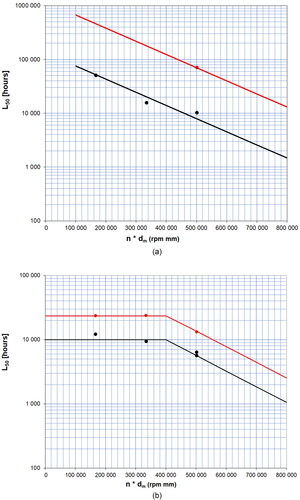
Table 3. The grease types used in this study for the CRB tests with GPFs.
Maximum grease life
As mentioned above, grease life is determined by both mechanical and chemical aging. Chemical aging (oxidation) is a chemical process where the reaction rate can be described using an Arrhenius equation:
[6]
[6]
where k is the reaction rate and T is the absolute temperature. The activation energy Eact may be temperature dependent again, but in lubrication it is always assumed to be constant. This means that the oxidation rate is a monotonous function of temperature. At low temperatures the reaction rate is low and at high temperatures it is high. Mechanical aging of grease, caused by shear, can be described using an energy concept (Citation43, Citation44), sometimes entropy (Citation45, Citation46). This particularly happens during the churning phase where macroscopic flow takes place. During the bleeding phase the grease is semistationary and is located in the unswept area of the bearing. Nevertheless, during this phase mechanical aging of grease takes place (Citation47). After all, grease will flow due to creep and also during this phase there will be some track replenishment and side-flow toward the seals. Lubricating grease is a visco-elastic medium, which means that it has both elastic and viscous properties. At very low shear rates it behaves as a solid and at high shear rates as a liquid. Excellent rheological measurements have been published by Madiedo et al. (Citation48), who showed that the dynamic viscosity of grease at rest is typically
Pa s. At high shear rates it approaches the base oil viscosity, so order of magnitude
Pa s. The viscoelastic behavior is limited to a maximum shear(rate) and applies within what is called the “linear viscoelastic regime.” At some “critical” shear the elastic properties vanish, and the stress at which this occurs is the yield stress. The concept “yield stress” has been under debate in the literature for decades (Citation49–51), probably starting in 1948 (Citation52). Often the yield stress is derived from a continuous shear rate experiment (Citation53) and recently from oscillating shear (Citation54). Shear on grease, and therefore mechanical aging, in a rolling bearing is caused by rotation of the bearing. The occurrence of “yield” and “viscoelasticity” of lubricating grease requires a minimum stress/shear and therefore a minimum bearing speed before the grease ages due to shear. This is not proven in this article, but it does explain why grease life is independent of speed below some minimum value. The transition from this speed-dependent to non-speed-dependent regime can obviously not be as sharp as shown in , which are only a schematic representations.
In the case of (very) low speeds, grease aging is not given by speed or the bearing geometry/type. Oxidation and evaporation will dominate, and Eq. [3], will not describe this. Strictly, we need a separate oxidation model for this. This is not available and it was therefore decided to use a pragmatic approach. In the SKF catalogue (Citation39) the maximum life for a “good quality lithium grease” is
[7]
[7]
However, the maximum life tested with a CRB for Li/M grease gives h; see . This is almost a factor of 7 lower than the value calculated from Eq. [7]. These findings are the result of using much more advanced grease test facilities than were available when Eq. [7] was derived. The maximum life for hybrid bearings with this grease is
h. The ratio of grease life for hybrid and all-steel bearings at very low speeds for this grease is equal to only 1.4. This is lower than the factor of 2.4 at higher speeds. This illustrates that grease life at low speeds is primarily determined by oxidation. Using a hybrid bearing gives a slight advantage. This is reasonable because hybrid bearings will give a lower torque when running in boundary/mixed lubrication (Equation5
[5]
[5] ), reducing the risk of seizure at low speed. As mentioned above, oxidation is accelerated by the metal surface or metal wear particles (see also (Citation11, Citation12)), but this was not found here. For grease life at higher speeds this effect obviously also occurs. However, now also the boundary friction properties and lubricity will play a role as well, giving a larger difference between all-steel and hybrid bearings. We could test this only for Li/M and LiC/M grease. Although LiC/M grease gave a shorter grease life at very low speeds, it was assumed in that the other greases would behave similarly to Li/M. After all, this value is already much shorter than what is generally assumed so far. More tests need to be done to investigate this further.
It is unclear whether such a limit also applies to DGBBs. The best performing grease in DGBB was PU/E where the tests at gave
h. This is also still lower than the value given by Eq. [7]. A lower speed test was done with LiC/M grease . At this speed this grease gave
h and follows the model in Eq. [3]. A similar observation was done for Li/M-S grease; see . The speed-independent grease life behavior that was observed for a CRB at lower speeds was not measured for the DGBB, so if grease life was also independent of speed for ball bearings this would happen only at very low speeds.
Fig. 8. Grease life test result, calculated back to 70°C, for a DGBB using all-steel bearings with Li/M-S grease at 110 120, and 130°C. The drawn line is calculated with Eq. [3] with GPF = 0.6. So the same performance as CRB with Li/M grease.
![Fig. 8. Grease life test result, calculated back to 70°C, for a DGBB using all-steel bearings with Li/M-S grease at 110 120, and 130°C. The drawn line is calculated with Eq. [3] with GPF = 0.6. So the same performance as CRB with Li/M grease.](/cms/asset/c3ecf846-7b25-45cb-bcec-8ed4c7d2b93a/utrb_a_1889731_f0008_c.jpg)
The bearing factor
As mentioned in the Introduction, CRBs may be more difficult to lubricate than ball bearings. This is expected to be the result of a difference in starvation levels caused by the wide contacts between the roller and rings. It is important to notice that the studies cited above on starvation were all done with fresh grease. However, the film thickness in the initial phase of bearing operation (say, the first 100 h) does not dominate grease life. It is the rate at which the film thickness decreases, or decay, that determines grease life, and this is described by the complex system of feed and loss of oil to the contacts in a rolling bearing where one of the main mechanisms that feed the contacts with oil is “bleed”; that is, release of base oil by the grease. It is well known that roller bearings require a grease with a higher bleed rate than ball bearings (Citation55).
Although not explicitly proven to be correct, this effect is always (i.e., in all existing grease life models) incorporated in grease life predictions by using a so-called bearing factor to correct the speed. So for a CRB the factor ndm in Eq. [3] is replaced by One may argue that this bearing factor should be more explicitly a function of the size of the bearing, because ndm is a linear velocity and does not explicitly include the width of the bearing. However, this is not relevant for now because in the tests in this study only one particular size is used.
Grease life is plotted on a logarithmic scale in . Hence, the bearing factor b would be the slope of this curve. The dotted lines in show the results with a bearing factor b = 1.5. The measurements from these figures show that this bearing factor should actually not be applied for a pure radially loaded CRB, so b = 1. Hence, the relationship between speed and grease life is quite similar for CRBs and DGBBs.
Grease performance factors for a cylindrical roller bearing
The GPFs for CRBs are given in . They were determined from the CRB grease life tests described above. These tests were run under a different load than the DGBB tests. To establish a load correction factor, DGBB tests were run varying the (radial) load while keeping the speed and temperature constant. The result is shown in . A best fit gives
[8]
[8]
Fig. 9. Grease life for pure radial load. 6204-2Z bearing, calculated back to 70°C, with Li/M grease tested at 130°C. This result is used for comparing the DGBB tests, done at C/P = 65 and the CRB tests done at C/P = 32 (Eq. [8]).
![Fig. 9. Grease life for pure radial load. 6204-2Z bearing, calculated back to 70°C, with Li/M grease tested at 130°C. This result is used for comparing the DGBB tests, done at C/P = 65 and the CRB tests done at C/P = 32 (Eq. [8]).](/cms/asset/20ea8f2f-ef63-43b1-a5ff-d19f0725ccd6/utrb_a_1889731_f0009_c.jpg)
The standard DGBB and CRB tests are executed at C/P = 65 and C/P = 32 respectively, therefore leading to a correction factor of 2.46 for the CRB tests. Hence, the CRB GPFs are calculated using Eq. [5] corrected with this factor of 2.46:
[9]
[9]
The tests show that, similar to ball bearings, cylindrical roller hybrid bearings show a much longer grease life. For hybrid bearings the GPFs are now The difference in GPFs for hybrid DGBBs and CRBs cannot be explained by means of the basic lubricant chemistry. Identical thickener type, base oil type, or base oil viscosity does not necessarily lead to the same grease life. In addition the ratio in performance between all-steel and hybrid bearings, roughly between a factor of 2 and 5, cannot be explained based on the basic chemistry of the greases used here. However, as in ball bearings, using hybrid CRBs leads to an increase in grease life by a factor of 2 to 6, so there is clearly always a significant improvement.
A change from all-steel to hybrid bearing gives a clear improvement in grease life, although less pronounced than that for ball bearings. This is ascribed to a difference in slip between rolling elements and rings. This is larger for ball bearings where the slip in the contact can go up to 5%, whereas this slip will be very low for CRBs.
Conclusions
Grease selection is a process that is not only based on grease life tested at higher temperatures. It is also based on the expected temperature and load conditions. In addition, many other factors may play a role. However, grease life is usually the most important parameter. This article shows that this can be extended substantially by using hybrid bearings.
Grease life is a function of both the grease and the bearing type. The results in this article show that using a hybrid bearing will always increase grease life. The reason for this is that hybrid bearings are more forgiving to aged grease. Hybrid bearings run well on oxidised grease, whereas all-steel bearings would fail.
Grease life is determined not only by the bearing type and size but also by the selected grease. The greases tested in this study, all good quality commercially available greases, show an increase in grease life varying between a factor of 2 and 9 depending on the grease and bearing type. The variation in grease life was larger in ball bearings than in roller bearings.
Although grease life is always larger for hybrid bearings, the factor by which grease life in hybrid bearings can be extended is much more sensitive to grease type than for all-steel bearings. The physicochemical properties of a grease are clearly more important in hybrid bearings. This is a challenge and opportunity for grease formulators.
Grease life versus speed in radially loaded CRBs is similar to that for ball bearings down to a minimum speed. Grease life is independent of speed below this speed for CRBs. This applies to both all-steel and hybrid bearings. Similar to higher speeds, hybrid bearings always give a longer grease life. The tests that are reported here were run on test rigs where the temperature is controlled. The comparison was made at identical operating temperatures. The advantage of using hybrid bearings is expected to be even larger at speeds ndm > 500,000, where friction in hybrid bearings is lower, leading to less heat development and lower temperatures (Citation35) and therefore an even larger difference in grease life.
| NOMENCLATURE Latin | ||
| A | = | Constant |
| b | = | Half contact width (m) |
| C | = | Bearing load-carrying capacity (N) |
| dm | = | Mean diameter (mm) |
| E | = | Elasticity modulus (Pa) |
| = | Reduced elasticity modulus (Pa) | |
| Eact | = | Activation energy (J/mol) |
| Fa | = | Axial load (N) |
| Fr | = | Radial load (N) |
| k | = | Reaction rate (kg/s) |
| L50 | = | Life with 50% reliability (h) |
| = | Median L50 life (h) | |
| n | = | Rotational Speed (rpm) |
| P | = | Equivalent load (N) |
| R | = | Bolzmann constant (J/kg/mol) |
| T | = | Temperature ( |
| T0 | = | Reference temperature ( |
| β | = | Weibull slope |
| η | = | Dynamic viscosity |
| ν | = | Poisson’s ratio |
Acknowledgment
We thank Lieuwe de Vries, Mikael Holgerson, Kim Härder, and Sondre Kvalheim for executing and coordinating the tests; Albert v.d. Kommer for the fruitful discussions on grease life; and Wolfgang Sailer and Matthias Zauner for the input on hybrid bearing technology and traction motors. Finally, to thank SKF for their approval to publish this article.
REFERENCES
- Aramaki, H., Shoda, Y., Morishita, Y., and Sawamoto, T. (1998), “The Performance of ball Bearings with Silicon Nitride Ceramic Balls in High Speed Spindles for Machine Tools,” Journal of Tribology, 110(4), pp 693–698. doi:10.1115/1.3261715
- Shoda, Y., Ijuin, S., Aramaki, H., Yui, H., and Toma, K. (1997), “The Performance of a Hybrid Ceramic Ball Bearing under High Speed Conditions with the Under-Race Lubrication Method,” Tribology Transactions, 40(4), pp 676–684. doi:10.1080/10402009708983708
- Slaney, F. D. (1994), “Hybrid Ceramic Bearing Development for Gas Turbine Engines,” ASME 1994 International Gas Turbine and Aeroengine Congress and Exposition, American Society of Mechanical Engineers Digital Collection. Preprint 94-GT-112.
- Hosang, G. W. (1990), “Experimental and Computed Performance Characteristics of High Speed Silicon Nitride Hybrid Ball Bearings,” ASME 1990 International Gas Turbine and Aeroengine Congress and Exposition, American Society of Mechanical Engineers Digital Collection. Preprint 90-GT-110.
- Hager, C. H., Jr., Doll, G. L., Evans, R. D., and Shiller, P. J. (2011), “Minimum Quantity Lubrication of m50/m50 and m50/si3n4 Tribological Interfaces,” Wear, 271(9 -10), pp 1761–1771. doi:10.1016/j.wear.2011.01.094
- Wan, G., Gabelli, A., and Ioannides, E. (2008), “Increased Performance of Hybrid Bearings with Silicon Nitride Balls,” Tribology Transactions, 40(4), pp 701–707. doi:10.1080/10402009708983711
- Brizmer, V., Gabelli, A., Vieillard, C., and Morales-Espejel, G. E. (2015), “An Experimental and Theoretical Study of Hybrid Bearing Micropitting Performance under Reduced Lubrication,” Tribology Transactions, 58(5), pp 829–835. doi:10.1080/10402004.2015.1021944
- Klaus, E., Duda, J., and Wu, W.-T. (1991), “Lubricated Wear of Silicon Nitride,” Lubrication Engineering, 47(8), pp 679–684.
- Lugt, P. (2016), “Modern Advancements in Lubricating Grease Technology,” Tribology International, 97, pp 467–477. doi:10.1016/j.triboint.2016.01.045
- Lugt, P. M. (2013), Grease Lubrication in Rolling Bearings, John Wiley & Sons: Chichester, UK.
- Reyes-Gavilan, J. L. and Odorisio, P. (2001), “A Review of the Mechanisms of Action of Antioxidants, Metal Deactivators, and Corrosion Inhibitors,” NLGI Spokesman, 64(11), pp 22–33.
- Singh, A., Gandra, R. T., Schneider, E. W., and Biswas, S. K. (2011), “Lubricant Degradation and Related Wear of a Steel Pin in Lubricated Sliding against a Steel Disc,” ACS Applied Materials & Interfaces, 3, pp 2512–2521.
- Studt, P. (1989), “Boundary Lubrication: Adsorption of Oil Additives on Steel and Ceramic Surfaces and Its Influence on Friction and Wear,” Tribology International, 22(2), pp 111–119. doi:10.1016/0301-679X(89)90171-0
- Chiu, Y. (1974), “An Analysis and Prediction of Lubricant Film Starvation in Rolling Contact Systems,” ASLE Transactions, 17, pp 22–35. doi:10.1080/05698197408981435
- Van Zoelen, M. T., Venner, C. H., and Lugt, P. M. (2009), “Prediction of Film Thickness Decay in Starved Elasto-Hydrodynamically Lubricated Contacts Using a Thin-Film Layer Model,” Proceedings of the Institution of Mechanical Engineers - Part J: Journal of Engineering Tribology, 223(3), pp 541–552. doi:10.1243/13506501JET524
- Cann, P. M., Damiens, B., and Lubrecht, A. (2004), “The Transition between Fully Flooded and Starved Regimes in EHL,” Tribology International, 37(10), pp 859–864. doi:10.1016/j.triboint.2004.05.005
- Baly, H., Poll, G., Cann, P. M., and Lubrecht, A. (2006), “Correlation between Model Test Devices and Full Bearing Tests under Grease Lubricated Conditions,” IUTAM Symposium on Elastohydrodynamics and Micro-Elastohydrodynamics, Cardiff, UK, 134(6), pp 229–240.
- Cen, H. and Lugt, P. M. (2020), “Replenishment of the EHL Contacts in a Grease Lubricated Ball Bearing,” Tribology International, 146, pp 106064 doi:10.1016/j.triboint.2019.106064
- Chatra, K. R. S. and Lugt, P. M. (2021) “The Process of Churning in a Grease Lubricated Rolling Bearing: Channeling and Clearing,” Tribology International, 153, pp 106661.
- Wedeven, L. D., Evans, D., and Cameron, A. (1971), “Optical Analysis of Ball Bearing Starvation,” Journal of Tribology, 93, pp 349–363.
- Pemberton, J. and Cameron, A. (1976), “A Mechanism of Fluid Replenishment in Elastohydrodynamic Contacts,” Wear, 37, pp 184–190.
- Wikström, V. and Jacobson, B. (1997), “Loss of Lubricant from Oil Lubricated Near-Starved Spherical Roller Bearings,” Proceedings of the Institution of Mechanical Engineers - Part J: Journal of Engineering Tribology, 21(1), pp 51–55. doi:10.1243/1350650971542318
- Lugt, P. M. (2009), “A Review on Grease Lubrication in Rolling Bearings,” Tribology Transactions, 52(4), pp 470–480. doi:10.1080/10402000802687940
- Osawa, H. and Okaniwa, T. (1999), “Lubrication of Japanese Bullet Train Traction Motor,” NLGI Spokesman, 62(10), pp 22–27.
- Morales-Espejel, G. E. and Gabelli, A. (2019), “Rolling Bearing Seizure and Sliding Effects on Fatigue Life,” Proceedings of the Institution of Mechanical Engineers - Part J: Journal of Engineering Tribology, 233(2), pp 339–354. doi:10.1177/1350650118779174
- Naka, M., Yamazaki, M., Yokouchi, A., and Yamamoto, Y. (2000), “Anti-Seizure Performance of Lubricating Greases in Various Types of Rolling Bearings,” Proceedings of the International Tribology Conference, Nagasaki, pp 1407–1412
- Wilcock, D. and Anderson, M. (1949), “Grease—An Oil Store-House for Bearings,” Symposium on Functional Tests for Ball Bearing Greases.
- Lonsdale, C. and Lutz, M. (1997), “Locomotive Traction Motor Armature Bearing Life Study,” Lubrication Engineering, pp 12.
- ISO 26602. (2017), “Fine Ceramics (Advanced Ceramics, Advanced Technical Ceramics) Silicon Nitride Materials for Rolling Bearing Balls and Rollers.”
- ISO 15. (2017), “Rolling Bearings—Radial Bearings—Boundary Dimensions, General Plan.”
- ISO 5593. (2019), “Rolling Bearings—Vocabulary.”
- De Mul, J. M., Vree, J. M., and Maas, D. A. (1989), “Equilibrium and Associated Load Distribution in Ball and Roller Bearings Loaded in Five Degrees of Freedom While Neglecting Friction. I: General Theory and Application to Ball Bearings,” Journal of Tribology, 111(1), pp 142–148.
- De Mul, J. M., Vree, J. M., and Maas, D. A. (1989), “Equilibrium and Associated Load Distribution in Ball and Roller Bearings Loaded in Five Degrees of Freedom While Neglecting Friction—Part II: Application to Roller Bearings and Experimental Verification,” Journal of Tribology, 111(1), pp 149–155. doi:10.1115/1.3261865
- Gabelli, A. and Morales-Espejel, G. E. (2019), “A Model for Hybrid Bearing Life with Surface and Subsurface Survival,” Wear, 422, pp 223–234.
- Wunsch, F. (1995), “Grease Lubrication of High-Speed Hybrid Bearings,” NLGI Spokesman, 58(11), pp 12–434.
- Wunsch, F. (1991), “Grease Starvation Lubrication in High-Speed Spindle Bearings,” NLGI Spokesman, 55(6), pp 17–21.
- Naka, M., Ito, H., Koizumi, H., and Sugimori, Y. (1998), “Effects of Urea Grease Composition on the Seizure of Ball Bearings,” Tribology Transactions, 41(3), pp 387–391. doi:10.1080/10402009808983763
- Ito, H., Tomaru, M., and Suzuki, T. (1988), “Physical and Chemical Aspects of Grease Deterioration in Sealed Ball Bearings,” Lubrication Engineering, 44(10), pp 872–879.
- (2018), “SKF General Catalogue 17000,” AB SKF: Gothenburg, Sweden.
- Kawamura, T., Minami, M., and Hirata, M. (2001), “Grease Life Prediction for Sealed Ball Bearings,” Tribology Transactions, 44(2), pp 256–262. doi:10.1080/10402000108982456
- Huiskamp, B. (2004), “Grease Life in Lubricated-for-Life Deep Groove Ball Bearings,” Evolution, 2, pp 26–28.
- Lugt, P. M., Van den Kommer, A., Lindgren, H., and Roth, C. (2011), “The R0F+ Methodology for Grease Life Testing,” ELGI EuroGrease, pp 31–40.
- Zhou, Y., Bosman, R., and Lugt, P. M. (2018), “ A Master-Curve for the Shear Degradation of Rolling Bearing Greases,” 73rd Society of Tribologists and Lubrication Engineers Annual Meeting and Exhibition, pp 275–277.
- Zhou, Y., Bosman, R., and Lugt, P. M. (2019), “A Master Curve for the Shear Degradation of Lubricating Greases with a Fibrous Structure,” Tribology Transactions, 62(1), pp 78–87. doi:10.1080/10402004.2018.1496304
- Osara, J. and Bryant, M. (2019), “Thermodynamics of Grease Degradation,” Tribology International, 137, pp 433–445. doi:10.1016/j.triboint.2019.05.020
- Rezasoltani, A. and Khonsari, M. (2014), “On the Correlation between Mechanical Degradation of Lubricating Grease and Entropy,” Tribology Letters, 56(2), pp 197–204. doi:10.1007/s11249-014-0399-8
- Zhou, Y. and Lugt, P. M. (2019), “On the Application of the Mechanical Aging Master Curve for Lubricating Greases to Rolling Bearings,” Tribology International, 141, pp 105918. doi:10.1016/j.triboint.2019.105918
- Madiedo, J., Franco, J., Valencia, C., and Gallegos, C. (2000), “Modelling of the Non-Linear Rheological Behaviour of a Lubricating Grease at Low-Shear Rates,” Journal of Tribology, 122, pp 590–596. doi:10.1115/1.555406
- Barnes, H. (1999), “The Yield Stress—A Review or `παντα ρϵι'—Everything Flows?,” Journal of Non-Newtonian Fluid Mechanics, 81, pp 133–178. doi:10.1016/S0377-0257(98)00094-9
- Barnes, H. and Walters, K. (1985), “The Yield Stress Myth,” Rheologica Acta, 24, pp 323–326. doi:10.1007/BF01333960
- Magnin, A. and Piau, J. (1986), “Shear Rheometry of Fluids with a Yield Stress,” Journal of Non-Newtonian Fluid Mechanics, 23, pp 91–106. doi:10.1016/0377-0257(87)80012-5
- Blott, J. and Bonner, W. (1948), “Yield Stresses in Lubricating Greases,” Proceedings of the First International Congress in Rheology. Part II, pp 265–272, North Holland Publishing Co.: Amsterdam.
- Gow, G. (1991), “The CEY to Grease Rheology,” Transactions of Mechanical Engineering, ME16(3), pp 202–205.
- Cyriac, F., Lugt, P. M., and Bosman, R. (2015), “On a New Method to Measure Yield Stress in Lubricating Greases,” Tribology Transactions, 58(6), pp 1021–1030. doi:10.1080/10402004.2015.1035414
- Kühl, R. (1998), “Ölabgabeverhalten bei tiefen und hohen Temperaturen-Einfluss auf den Temperatureinsatzbereich eines Schmierfettes in Wältzlagern,” GfT Tribologie-Fachtagung, 26, pp 1–6.