
Abstract
Every year, huge amounts of fruit and vegetable by-products in the food processing factories are produced. These by-products have great potential to be used for different targets especially the extraction of value-added ingredients. The target of this study is to review the challenges of extraction of value-added ingredients from fruit and vegetable by-products on the industrial scale and to describe current trends in solving these problems. In addition, some strategies such as multi-component extraction as well as application of fermentation before or after the extraction process, and production of biofuel, organic fertilizers, animal feeds, etc. on final residues after extraction of value-added ingredients are discussed in this review paper. In fact, simultaneous extraction of different value-added ingredients from fruit and vegetable by-products can increase the extraction efficiency and reduce the cost of value-added ingredients as well as the final volume of these by-products. After extraction of value-added ingredients, the residues can be used to produce biofuels, or they can be used to produce organic fertilizers, animal feeds, etc. Therefore, the application of several appropriate strategies to treat the fruit and vegetable by-products can increase their application, protect the environment, and improve the food economy.
Introduction
Food is any edible raw, semi-processed, or processed substance that is intended for human consumption. This definition does not include substances that are used as drugs only (FAO/WHO Citation2007). Unfortunately, a huge amount of food is lost or wasted after production. In more detail, the Food and Agriculture Organization (FAO) reported in 2019 that around 14% of the food in the world is lost or wasted between harvest to the retail level. It is important to mention that FAO defines food loss and waste for only edible parts of foods along the food supply chain. In this case, food that is lost in the food supply chain after harvest and before presenting to the consumer is called food loss (FAO Citation2019). Food loss occurs at stages of production, post-harvest, and processing (Kennard Citation2019). However, the food is referred to as food waste when it is discarded at the end of the supply chain by retailers, markets, or final consumers, while still having appropriate quality for eating (FAO Citation2019). It is worth mentioning that food wastage encompasses both food loss and waste (Tielens and Candel Citation2014).
Food wastage results not only in an economic loss but also in a huge load on the environment because land, water, energy, and fertilizer resources are used to make foods that are not consumed (FAO Citation2011). For instance, food wastage is associated with around 7% of total global greenhouse gas emissions (FAO Citation2019). In addition, food wastage signifies a big challenge to improve global food security, especially considering the fact of requiring around 60% more food for the growing world population by 2050 (FAO Citation2013a). Therefore, we need to reduce food wastage during the food supply chain and to find solutions to promise food security for all populations in the world sustainably (Ayala-Zavala, González-Aguilar, and Siddiqui Citation2018).
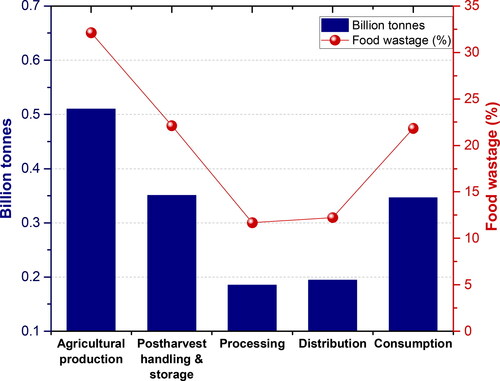
shows that agricultural production and food processing steps are the most and the least contributors respectively, to total food wastage (FAO Citation2013b). However, the exact locations in the supply chain where most food wastage is created depend on local situations or specific conditions (FAO Citation2015). For instance, food is wasted predominantly by retailers and consumers in medium and high-income countries, while it is mostly lost during the production or processing stages of the food supply chain in low-income countries (FAO Citation2011). Although food lost during processing is less than others in this figure, it is still considerably huge. In addition, food lost during processing can be collected and used more easily because it is produced confined environment of the food factories. Therefore, attention and planning to make the best use of food lost during processing is logical and achievable. In this paper, the term “solid food loss”, is referred to as food by-products that are produced at different stages in food factories during the production of the main food products and still contain different valuable ingredients. Although food by-products are considered as food lost for the manufacturers of the main products, they can be regarded as raw material with different applications in another context (Chandrasekaran Citation2013; da Silva-Moreira Citation2013).
Figure 1. Global food wastage volumes of the food supply chain (FAO Citation2013b).
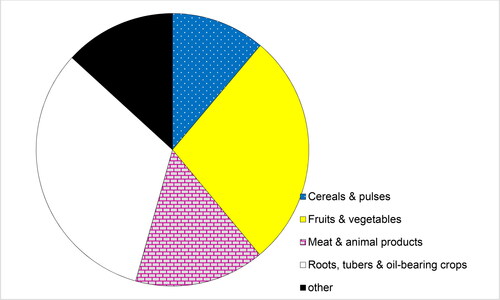
Processing different food commodity groups in the food factories can result in the production of different food by-products with different volumes. shows the high loss of fruits and vegetables from post-harvest to distribution level (FAO Citation2019). This is understandable because fruits and vegetables are perishable with short shelf life. Moreover, they are usually overproduced in some special seasons. Finally, they are converted into different desirable products such as juices, leading simultaneously to a huge amount of by-products during fruit and vegetable processing in the food factories that vary from 15% to 30% of the initial weight of the raw materials (Rodríguez García and Raghavan Citation2021). Therefore, high amounts of fruit and vegetable by-products in the food factories are expected and, thus, managing these huge amounts of fruit and vegetable by-products is very important.
Figure 2. Food loss percentages of different food commodity groups from post-harvest to distribution level (FAO Citation2019).
The fruit and vegetable by-products should be managed according to the concept of three “R” (Reducing, Recycling, and Reusing) to maximize the utilization of these by-products (Chandrasekaran Citation2013; Singh et al. Citation2019). A requirement for reusing fruit and vegetable by-products is the presence of adequate quantities of extractable high-value ingredients such as bioactive compounds (including phenolic compounds, antioxidants, carotenoids, vitamins, etc.), polysaccharides, carbohydrates, dietary fibers, oils, proteins, starch and micronutrients in those by-products. However, fruit and vegetable by-products are mostly discarded as waste in the environment (Fava et al., 2013). Discarding the fruit and vegetable by-products such as grape by-products in landfills is harmful to the environment because it decreases the pH of the soil and it lower the ability for biological degradation due to presence of phenolic compounds. In addition, it depletes the oxygen in the soil and ground waters because of leachates of their tannins and other compounds to water and soil (Dwyer, Hosseinian, and Rod Citation2014). Therefore, the extraction of phenolic compounds and other valuable food ingredients from these by-products is not only economically important, but also it can prepare the residues of fruit and vegetable by-products to be better used as organic fertilizers or composts.
It is worth mentioning that although a lot of research has focused on the extraction of different ingredients from various by-products, still negligible amounts of these by-products are used for the extraction of value-added ingredients. In fact, extraction of the value-added ingredients has some limitations such as high extraction cost, low extraction yield, the necessity of optimization of extraction processes, lower compatibility of natural ingredients compared with artificial ones, and the difficulty of managing the final residues after the extraction processes. Therefore, new strategies should be considered to transform these by-products into appropriate and valuable products as much as possible, while simultaneously managing final residues after extraction for different applications, appropriately.
To the best of our knowledge, there is no comprehensive review article describing the technological challenges and drawbacks for extraction of different natural ingredients from fruit and vegetable by-products and the limitations for application of these by-products in the food industry. Such overview could lead to unveiling new pathways to increase the usage of fruit and vegetable by-products simultaneously with the extraction of their value-added ingredients to manage their residues after the extraction process. Therefore, this review paper is intended to review, summarize, and disseminate scientific studies in this field. The key targets of this review article are 1) to introduce the most challenges for extraction and application of value-added ingredients from fruit and vegetable by-products especially on the industrial scale, 2) the solutions to improve the extraction profits and reduce the residue after extraction, and 3) future outlooks on scientific research needs and technological applications.
Extraction of value-added ingredients from fruit and vegetable by-products
The production of fruits and vegetables in the world is increasing quickly. Therefore, the quantity of generated by-products from fruit and vegetable processing in the food factories has also considerably increased. In this section, we analyze two vegetables being tomato and carrot (in ) and three fruits being orange, apple and grape (in ). Those fruits and vegetables have been selected because of their considerable production in the world and, thus, the huge amounts of their by-products created in the food factories. For instance, in 2019, 181 Million tons (MT) of tomato, 45 MT of carrot and turnips, 87 MT of apples, 79 MT of orange, and 77 MT of grapes were globally produced (FAOSTAT and C Citation2019). It is estimated that the by-products of tomato are around 40% of its total fresh weight when it is mostly used to produce soups, ketchup, juice, and paste (Anal Citation2018).
Table 1. The summary of some extracted ingredients from by-products of tomato and carrot using different extraction procedures.
Table 2. The summary of some extracted ingredients from by-products of orange, grape, and apple using different extraction procedures.
Our literature review presented in and shows that vegetable and fruit by-products have been mostly used to extract bioactive compounds such as phenolic compounds, polyphenols, natural pigments such as carotenoids of lycopene and β-carotene, anthocyanins, and polysaccharides such as pectin. The main reason for this is that the by-products of fruits and vegetables have high amounts of phenolic compounds (Tripathi et al. Citation2019), which explains the great interest for the extraction of phenolic compounds from fruit and vegetable by-products. However, there are not many studies reported for the protein production from vegetable and fruit by-products, despite their high content of protein (Teigiserova, Hamelin, and Thomsen Citation2019).
One important note is that the extraction of different value-added ingredients from fruit and vegetable by-products have been done mostly on laboratory scale and in limited cases at pilot scale ( and ). The papers regarding the extraction of value-added ingredients from fruit and vegetable by-products at industrial scales are rare and mostly they are limited to a larger pilot-scale even when the researchers claim extraction at a large scale (). Therefore, it is important to think about scaling up the extraction of these natural ingredients for their application in food fortification or in chemical, pharmaceutical, cosmetic and biotechnological industries. Therefore, it is intended to provide a better perspective of the challenges for the extraction of value-added ingredients from fruit and vegetable by-products on an industrial scale and to find some solutions for these challenges in the following parts of this review.
Table 3. The summary for extraction of some value-added ingredients from by-products on a large scale.
Challenges for extraction of natural food ingredients from fruit and vegetable by-products
Natural food ingredients are highly attractive for the consumers and, thus, the demand for them is expected to increase despite the high cost. However, the extraction of natural food ingredients from fruit and vegetable by-products on the industrial scale has more steps and challenges than those in the laboratory scale. It may contain the steps of physical or chemical pretreatments of by-products, the extraction process, separation, purification and chemical characterization of the value-added ingredients (Arshadi et al. Citation2016). In the following, we summarize the challenges of extraction of value-added ingredients from fruit and vegetable by-products on the industrial scale.
Fruit and vegetable by-products at different food factories
Fruit and vegetable by-products are produced in different food factories and, thus, they are not concentrated in one place. It makes it difficult and expensive to collect all fruit and vegetable by-products in all small factories located in far distance than the industrial plants processing these by-products, due to perishable nature of those by products (Jin et al. Citation2018). To solve this problem, short value chains and short-distance transportation are appreciated. To achieve this target, it is important to notice that the local production of the by-products should allow a profitable extraction process. Moreover, developing small localized biorefinary plants near the food factories instead of traditional industrial plants with large production capacity can be suggested (Teigiserova, Hamelin, and Thomsen Citation2019). This solution can reduce not only the transportation cost and spoilage of by-products during transportation but also the environmental pollution. Thus, it could be beneficial to extract value-added ingredients from fruit and vegetable by-product for both economic and environmental aspects. In this case, the base fruit or vegetable by-products should be selected based on their quantity and quality to be processed in localized biorefinary plants (Teigiserova, Hamelin, and Thomsen Citation2019).
Low concentrations of natural ingredients in fruit and vegetable by-products
As a fact, it is very important to notice that fruit and vegetable by-products contain many ingredients, but not all of them are interesting for developing a sustainable and economical biorefinery process. To decide about this issue, the concentration of the ingredients in the fruit or vegetable by-product, the market value of the extracted ingredients, extraction yields and costs of their ingredients should be evaluated. Regarding the concentrations of ingredients in the fruit and vegetable by-products, it is important to consider that fruits and vegetables contain high water content. Consequently, the concentrations of other ingredients, such as phenolic compounds and pigments, are not considerably high. For instance, the lycopene concentration was estimated in 67 samples of tomato puree to range from 10.0 to 50.5 mg kg−1 (Choudhary et al. Citation2009). It is important to notice that the concentration of natural ingredients could be lower than their small amounts in fresh samples in these by-products, depending on the main process of the raw samples and type of by-products. Moreover, it is important to consider that the degradation of natural ingredients during processing and storage of these by-products could decrease their concentrations even further. Therefore, extraction of these value-added ingredients with low concentration from a matrix could be difficult and expensive. To increase the concentration of some value-added ingredients in the fruit and vegetable by-products, it is possible to use the fermentation procedure before extraction, which will be discussed in section 5.3.
Nevertheless, it is worth mentioning that extraction of some ingredients with even very low concentration can be economic considering the market value of the extracted ingredient. For instance, we can imagine that it is possible to produce organic acids, enzymes, or colorants from one fruit or vegetable by-product. shows that in this condition, the price of organic acids cannot exceed around 1- 1.3 US$per kilogram, probably due to the fact that the production yield of an organic acid such as citric acid fermentation technology is considerably high. On the other hand, although lycopene has a considerably low content in the by-products and low extraction yield and it needs energy-intensive technologies for its high extraction yield, its price can reach as high as 40,000 €per kilogram. shows that organic acids have a much larger market size (around 4 billion US$in 2015 with an annual growth rate rise of 4% each year) than colorants because they have a lot of applications in many industries. Moreover, it is worth mentioning to notice that extraction of ingredients with higher concentrations from fruit and vegetable by-products could have more environmental benefits as it could decrease the final residue more. Therefore, all factors, including final product price, market size, extraction process cost and yield and environmental aspects should be considered together for the selection of the best ingredient(s) which should be extracted (Teigiserova, Hamelin, and Thomsen Citation2019).
Table 4. Market size and market prize of selected high value ingredients (Teigiserova, Hamelin, and Thomsen Citation2019).
The variable sources and characteristics of the fruit and vegetable by-products
Another challenge for extracting the value-added ingredients from fruit and vegetable by-products is related to the complicated nature and various sources of these by-products, which leads to their different characteristics (Arshadi et al. Citation2016). The concentration of different ingredients in these by-products depends on the sample variety (or cultivar), environmental parameters, and ripening stage. For instance, Laaksonen et al. (Citation2017) reported that phenolic contents in different apple cultivars are significantly different. It confirms the importance of appropriate cultivar selection for extraction of desired value-added ingredients (Laaksonen et al. Citation2017). Besides, the concentration of some ingredients in fruits and vegetables vary with changing the environmental parameters during their cultivation. For instance, lycopene content in tomato varies extensively depending on environmental parameters of light and temperature, maturity stages (Brandt et al. Citation2006), and agricultural parameters of water, minerals, nutrients, etc. during the growing of tomato plants (Dumas et al. Citation2003). Considering the effect of the ripening stage on ingredient concentrations, lycopene can be mentioned as one example in which its concentration is higher in fully-ripe tomatoes (Gebhardt et al. Citation2020). Finally, the composition of fruit and vegetable by-products are extremely affected by the production techniques employed in different food processing factories (Ndubuisi, Enebaku, and Ogueke Citation2014). It means that even from one initial raw material, it is possible to have various by-products with completely different characteristics because of different food processes and technologies applied on the raw material. In more detail, depending on the applied food processes and technology, the fruit and vegetable by-products can contain different parts of raw materials such as seeds, core, peels, skin, rind, vine, shell, pomace, pods, etc. with different percentages (Rodríguez García and Raghavan Citation2021). This can lead to different extraction efficiencies for various value-added ingredients from these by-products. For instance, it was reported that different parts (peel, seed, and pulp) of citrus fruits have dissimilar concentrations of phenolic compounds (Ozcan et al. Citation2021). It is worth mentioning that the by-product characteristics such as pH, moisture content, texture, density, microbial quality, etc. can vary considerably. Therefore, the extraction parameters of one value-added ingredient and the resulting extraction efficiency especially in the industrial scale may not be fixed by changing the by-products and, thus, optimization of process parameters could be necessary when the fruit and vegetable by-products are changed. These optimizations could increase the chance of using different fruit and vegetable by-products more efficiently that can simultaneously lead to more economic and environmental profits.
Necessity of physical pretreatment techniques before the extraction processes
To improve the storage and handling of fruit and vegetable by-products on industrial scale, drying, densification, and particle size reduction are usually necessary. These pretreatments will be discussed in the following sections.
Necessity of drying of fruit and vegetable by-products
The fruit and vegetable by-products often have a high moisture content, making those products prone to microbial or chemical degradation (Majerska, Michalska, and Figiel Citation2019). Moreover, if fresh by-products are being used for extraction of value-added ingredients, the diffusion could be limited because water is bound to the by-product matrix and, thus, conventional extraction techniques are not very effective. In this condition, the novel microwave-assisted extraction may be useful because the water in the sample matrix plays an important role in absorbing microwave energy (Dassoff et al. Citation2021). However, the application of the microwave-assisted extraction method is not common at the industrial scale right now. In addition, application of the wet fruits and vegetable by-products directly on an industrial scale is not applicable as these by-products are produced in some seasons in high volume and, thus, it is not possible to process a huge amount of these by-products immediately. Finally, keeping the by-products at low temperatures during storage will increase the extraction cost. Therefore, the drying process is usually essential to allow extraction of value-added ingredients on an industrial scale (Arshadi et al. Citation2016). In this case, selection of the best location of drying as well as the best drying procedure and drying conditions can reduce the extraction cost and increase its efficiency.
Drying can be done in food processing factories or in small drying plants near these factories before the transportation of the by-products to the main processing factories. In other words, these locations for drying of fruit and vegetable by-products are suggested, when the processing factories using these by-products for extraction of different value-added ingredients are far from the food processing factories producing these by-products. Drying prior to transportation can reduce the transportation cost of the by-products and can prevent the deterioration of by-products during transportation. Thus, drying prior to transportation could be recommended for protection of environment. Currently, drying process is usually used for different solid wastes and industrial effluents. Although traditional drying technologies could be energy intensive, even application of traditional drying procedures could be beneficial in reducing the transportation and storage costs, preventing the by-product spoilage, and increasing the economic value of by-products (Perazzini et al. Citation2016).
The drying technique and the drying conditions affect the by-products’ chemical properties (such as by-product composition and value-added concentrations) and physical properties (such as bulk density) or even their characteristics such as their water holding capacity, solubility, etc. (Majerska, Michalska, and Figiel Citation2019). For instance, Ozcan et al. (Citation2021) reported that drying methods affected the composition of orange by-products such as the concentration of their phenolic compounds, flavonoids, carotenoids, and fatty acids (Ozcan et al. Citation2021). In addition, it is worth mentioning that drying of by-products with high moisture content takes a lot of time and, thus, it needs considerable energy and cost, which results in higher costs of the final products (Majerska, Michalska, and Figiel Citation2019). Generally, drying at high temperatures results in more inappropriate physical and chemical changes such as reduction of the concentration or quality of value-added ingredients. However, drying at low temperatures such as freeze-drying needs a long time, high cost, and expensive equipment (Dassoff et al. Citation2021). Therefore, the use of different drying methods and conditions can result in different recovery yields of natural ingredients. In these circumstances, it is very difficult to reproduce the extraction yields using different drying procedures. Therefore, the selection of an appropriate drying method and optimization of the drying process (such as its temperature, air speed, air pressure, etc.) for different by-products are key factors to achieve a balance between the quality of the final dried by-product and extraction economy and yield (Majerska, Michalska, and Figiel Citation2019). It is worth mentioning that the selection of the best drying method could be done based on the geographical conditions. For instance, in countries with many sunny days, solar drying is an appropriate option to reduce the drying cost and protect the environment (Badaoui et al. Citation2019). Finally, after the selection of drying procedure, drying optimization is a key factor to achieve a balance between food processing economy, the quality of dried by-products, and the quality of final extracted value-added ingredients (Majerska, Michalska, and Figiel Citation2019).
Necessity of densification of food by-products
Generally, fruit and vegetable by-products are bulky, and their density is low. The low density hinders the practical conversion of these by-products to value-added products, especially when the by-products should be transported or stored for a long time in a conversion facility or storage. Therefore, densification of food by-products is required to facilitate scaling up the extraction of valuable ingredients. In addition, densification provides different advantages such as controlling the particle size distribution of fruit and vegetable by-products for better uniformity, improving the compositional quality of by-products, improving the conveyance efficiencies and handling, providing the conformance to different conversion technologies, etc. (Arshadi et al. Citation2016). The by-product densification in industrial level has also other advantages including a reduced possibility of spontaneous combustion during storage or even transportation, efficient handling and storage infrastructures, a fairly low capital requirement at the biorefineries, and less cost of logistics because of improved energy density (Sarangi, Nanda, and Mohanty Citation2018). Therefore, densification of fruit and vegetable by-products is highly recommended not only because of the positive impact on the quality of final product and economic issues of food biorefineries but only because of the safety issues. For densification of food by-products, the best suitable densification process (such as baling, briquetting, pelletizing, and extrusion) should be selected, and its parameters should be optimized depending on the fruit and vegetable by-product type and extraction process. However, it is important to consider this fact that the temperature increase during the densification process should be limited because it can degrade some valuable ingredients or denature the proteins (Arshadi et al. Citation2016).
Necessity of size reduction of fruit and vegetable by-products
Raw fruit and vegetable by-products might be too large to allow efficient extraction on an industrial scale. Therefore, those products should be reduced in size (Gerschenson, Deng, and Cassano Citation2021). Cutting, crushing, and grinding can be used for size reduction for fruit and vegetable by-products (Arshadi et al. Citation2016). In fact, grinding operation is extensively used in the food industry to separate their components or to reduce the size of materials to an appropriate form (Oyinloye and Yoon Citation2020). A reduced size will increase the contact surface area of the fruit and vegetable by-products and solvents during the extraction process (Fuso et al. Citation2021). Thus, grinding can improve the adsorption and distribution ability of by-products in the solvent (Xiong et al. Citation2021). Interestingly, grinding can increase the extractable phenolic contents (Gao et al. Citation2020; Xiong et al. Citation2021) because grinding destroys or changes the dietary fiber matrix in the by-products (Gao et al. Citation2020). Thus, grinding enhances extraction yields in shorter extraction times through structural modifications of the by-product, which favors the economics of the extraction process (Raghavendra et al. Citation2006). However, the appropriate particle size of the by-product will depend on the extraction procedure. For instance, very small particle size in the ultrasonic extraction could decrease the extraction yields because very small particles stay at the surface of the solvent and do not properly interact with the ultrasonic waves (Dassoff et al. Citation2021). It is worth mentioning that wet grinding usually consumes more energy when compared with grinding dry materials. In addition, the temperature of by-products could rise considerably during milling at high speed and, thus, a decrease in the quality could happen (Arshadi et al. Citation2016). To solve this problem, cryogenic milling or mixing solid carbon dioxide or liquid nitrogen with the feed can be used to decrease the unwanted heating and also simplify the milling of tough fibrous by-products (Arshadi et al. Citation2016; Jung, Lee, and Yoon Citation2018). It is clear again that the size reduction process is time and energy-consuming and it could increase the extraction process cost of the value-added ingredients. However, when optimized size reduction of by-products can enhance the extraction yields of especially expensive value-added ingredients, it is suggested to do this size reduction before the main extraction step.
Safety of extracted value-added ingredients
Food safety is an important issue for global trade in food products. Therefore, the safety of fruit and vegetable by-products is an important factor when extracting and applying natural ingredients from those products. Some food safety hazards such as mycotoxins and bacterial contamination can be associated with different agricultural by-products such as fruit and vegetable by-products (Moure et al. Citation2001). In more detail, mycotoxins with carcinogenic and immunosuppressive effects on human health could be produced by fungal species or spores during preharvest and postharvest practices of fruit and vegetable by-products. Moreover, bacterial contamination of Salmonella spp. and Escherichia coli O157:H7 should also be accounted for when processing these by-products. Other anti-nutritional factors, which interfere with the dietary nutrients in numerous paths, may be found in different fruit and vegetable by-products. These anti-nutritional factors are compounds with negative effects on the digestion of proteins (such as trypsin and chymotrypsin inhibitors), carbohydrates (such as amylase inhibitors and polyphenolic compounds), minerals (such as glucosinolates, phytic acid, and oxalic acid), and vitamins (such as anti-vitamins). These antinutritional constituents in some fruit and vegetable by-products are reasons that explain the underutilizing or even preventing the application of rich by-products for the extraction of natural ingredients (Lai et al. Citation2017). Therefore, some strategies to manage the quality of these by-products and to prevent contamination of extracted by-products (such as drying process) should be contemplated.
Up till now, procedures such as gamma-irradiation and ultraviolet radiation have long been used to inhibit or eliminate microbial load in the food, pharmaceutical, and cosmetic industries. However, those procedures have also the potential for vegetable and fruit by-products to manage their microbial quality. It is worth mentioning that gamma-irradiation is also effective against bacterial toxins such as enterotoxin A. However, heat treatment is not effective on these kinds of toxins (de Camargo et al. Citation2018). Furthermore, gamma-irradiation (Al-Kaisey et al. Citation2003) and ultraviolet can be used for reductions of anti-nutritional factors in samples (Maetens et al. Citation2018). Although gamma-irradiation and ultraviolet procedures may decrease the concentration of vitamin C, tocopherols, carotenoids, phenolic compounds, and anthocyanins, the same negative effects can be observed upon heating (de Camargo et al. Citation2018). Finally, it is suggested to establish the hazard analysis critical control point (HACCP) system for the extraction of value-added ingredients from fruit and vegetable by-products at the industrial level to prevent the contamination of fruit and vegetable by-products as well as the extracted ingredients (H. Chen et al. Citation2019). All these strategies can increase usage of by-products and, thus, could improve the economic benefit of producers simultaneously with protection of environment.
Different extraction processes and necessity of process optimization on a commercial scale
The recommendation of a specific extraction method is difficult and the best technology for the extraction of value-added ingredients should be proposed based on the targeted by-product and ingredients that are intended to be extracted and the cost of the extraction process (Teigiserova, Hamelin, and Thomsen Citation2019). In fact, the cost of the solvents, separation process, and the market price of the recovered ingredients should be considered for this recommendation (de Camargo et al. Citation2018). Generally, both conventional and novel extraction methods can be used for the extraction of natural ingredients from fruit and vegetable by-products. The main conventional extraction methods are Soxhlet, maceration, and hydro distillation, which can be used in small-scale industries. The principle of traditional extraction methods is the simultaneous application of solvent and heat, which make those methods time and energy-consuming, while requiring a large volume of solvent and result in low extraction selectivity and purity. Moreover, they are less appropriate for heat-sensitive ingredients (Rodríguez García and Raghavan Citation2021) and they are not usually safe because of potential chemical contamination (H. Chen et al. Citation2019). Finally, they are not usually environmentally friendly procedures due to requirement of a large quantity of solvents (Rodríguez García and Raghavan Citation2021). Therefore, traditional extraction methods do not meet the requirements for extraction of thermal sensitive value-added ingredients, especially at the industrial scale.
The restrictions of traditional extraction methods can be overcome by the use of novel techniques listed in and , such as microwave-assisted extraction, supercritical fluid extraction, ultrasound-assisted extraction, pulsed electric field, enzyme assisted extraction, high-voltage electrical discharge (or Electrohydrodynamic), and pressurized liquid extraction (Sagar et al. Citation2018). As shows these novel extraction methods have the advantages of higher yields and selectivity in comparison with traditional procedures and are suitable for the extraction of thermolabile compounds (Jiménez-Moreno et al. Citation2020). For instance, when ultrasound-assisted extraction was applied on apple pomace to produce extracts rich in phenolic compounds, it was found that the phenolics content of the extract obtained by this novel procedure was 30% higher than the content obtained by the conventional maceration extraction method. Furthermore, it was revealed by HPLC analysis that, unlike the traditional method, the ultrasound did not degrade the polyphenols of extracts under the applied conditions (Pingret et al. Citation2012).
Table 5. Comparison of advantages and disadvantages of innovative and green extraction procedures for extraction of bioactive compounds mostly in comparison with traditional extraction procedures.
Therefore, until now, immense efforts have been done for developing and using these novel sustainable “green” methods at the industrial level. These extraction methods are considered “green” because traditional and usually toxic organic solvents can be replaced by “green” alternatives. Regarding the utilization of these technologies at the industrial level, it is interesting to mention that although high hydrostatic pressure has been used to pasteurize liquid foods by some industries over the past few years, especially in North America, the application of this technology for valorization of value-added ingredients from food matrixes are limited and currently being investigated. The first application of supercritical fluid extraction using carbon dioxide solvent for extraction processes on a large scale has been implemented and now, supercritical carbon dioxide is used to produce spice extract in the food industry. Furthermore, although pulsed electric fields and high-voltage electrical discharges are attractive for both researchers and the agri-food industries to extract different value-added ingredients from plant sources and by-products, they can be upscaled at the industrial level only if their high implementation costs are reduced. It is interesting also to mention that ultrasound technology has application in the food industry to facilitate and increase the extraction of target compounds such as value-added bioactives from plant material (Barba et al. Citation2019). In more detail, now, Hielscher (in Germany) and REUS (in France) companies have developed large-scale ultrasound extraction devices. To treat a high quantity of product at the industrial setup, the solution of designing a continuous system from 500 to 16,000 W in industrial scales has been used by Hielscher Company. Another solution of using an agitation system in an ultrasonic bath with a larger radiating surface has been used by REUS Company in a wide range of reactors at industrial scale (500 to 1000 L) coupled with pump systems. Moreover, now, Euphytos Company is using ultrasound technology for the production of natural extracts from fruits, vegetables, and herbs (Chemat et al. Citation2017) and, thus, it could be possible to use this technology for fruit and vegetable by-products in the near future. Regarding microwave extraction method, designing of microwave system at industrial level for isolation of bioactive components has critical control points regarding processing conditions, processing facility, and safety of final product. Thus, a few studies are available for microwave-extraction method for the extraction of bioactive components at a large scale (Bagade and Patil Citation2021). Until now, a pilot-scale vacuum-microwave extractor (MAC-75/Milestone Technologies) with a 150 L stainless steel microwave cavity and 4 magnetrons has been established at a large scale (Ciriminna et al. Citation2016; Petrotos et al. Citation2021). In summary, a lot of these novel methods are still immature and have different obstacles for achieving the full industrial scale (Gadonna-Widehem and Laguerre Citation2017).
It is worth mentioning that one of the crucial points for progress and more utilization of these technologies at the industrial level is the optimization of their processing conditions to achieve the most economic production (Barba et al. Citation2019). To scaling-up each novel extraction method, the optimization of the extraction process at the laboratory scale should be done at first to achieve the highest quality and yield of extracted ingredients during the shortest time with minimum energy consumption and minimum residual solvent in the extracted ingredients. Then, scaling up the extraction process and economic evaluation to pilot and industrial sizes can be done (Gadonna-Widehem and Laguerre Citation2017). For instance, the optimization of ultrasound-assisted extraction system geometry and the different operating parameters such as ultrasound frequency, power, propagation of cycle, extraction time, temperature, solvent type, liquid-solid ratio, etc. for different fruit and vegetable by-products and extraction of different natural ingredients are required for achieving maximum yield and quality of extracted ingredients (Sagar et al. Citation2018).
It is important to notice that for most of these novel extraction procedures, optimization of process design and parameters for extraction could be different for different value-added ingredients and different fruit and vegetable by-products (Gadonna-Widehem and Laguerre Citation2017). It is interesting to mention that most of these novel procedures are now suitable for the extraction of polyphenols and carotenoids at laboratory or pilot scales (Rodríguez García and Raghavan Citation2021). This is one of the reasons that most available research papers about the extraction of valuable ingredients from fruit and vegetable by-products (such as papers in ) have focused on the extraction of these bioactive compounds. Therefore, performing more research works on the extraction of other value-added ingredients especially proteins should be done.
Finally, the problem of expensive apparatus and equipment can be generalized for most novel extraction methods in (Barba et al. Citation2019; H. Chen et al. Citation2019). For instance, supercritical fluid extraction needs high investment on the industrial scale and high operating costs (Jiménez-Moreno et al. Citation2020). Therefore, the high cost of new extraction technology and equipment for recycling and reusing of value-added ingredients needs a thoughtful action of many actors in the supply chain to allow their commercial implementation in the food industry (H. Chen et al. Citation2019).
Purification of value-added ingredients extracted from fruit and vegetable by-products
The extraction of desired value-added ingredients from fruit and vegetable by-products using both traditional and novel extraction methods could lead to a mixture of several compounds. However, high concentrations of target ingredients may be required for specific nutraceutical or antimicrobial applications. Therefore, purification or isolation of desired ingredients must be carried out for these applications. In the chemical, pharmaceutical, and food industries, purification methods of ultrafiltration, diafiltration, and reverse osmosis are used mostly for expensive ingredients because of the relatively high costs of membrane processes (Dassoff et al. Citation2021). In addition, several techniques such as high-performance liquid chromatography (HPLC), column chromatography, high-speed countercurrent chromatography (Mahato, Sinha, Sharma, & Cho et al. Citation2019), gel permeation chromatography, anion exchange chromatography, etc. can be used depending on the physicochemical characteristics of the desired value-added ingredient and the volume of the extracted mixture (Mohan et al. Citation2020). For instance, preparative HPLC is suggested for the isolation and purification of bioactive compounds with amounts of kilograms at an industrial scale (Mahato et al. Citation2019). Furthermore, a large-scale batch adsorption system using resins can be used at an industrial scale (Dassoff et al. Citation2021).
However, similarly to the extraction methods, not every purification method is scalable and, thus, scaling is also challenging here. In addition, the purification process could be energy-intensive and time-consuming (Cuellar-Bermudez et al. Citation2015). To overcome these limitations and to reduce the extraction cost, complete purification is not necessary when the harmless impurities do not result in unacceptable changes in the extracted products and sensory evaluation and physicochemical characteristics of the final foods to which these products are added. Such an approach is more environmentally friendly and can considerably decrease the cost and production time of natural value-added ingredients (van der Goot et al. Citation2016). Then, the natural structure and characteristics of these ingredients can also be preserved by the reduction of the purification process (Moure et al. Citation2001). For instance, Vakili and Yasini Ardakani (Citation2018) used the non-pure orange peel extract to prevent black spots in shrimp. These researchers reported that the use of non-pure orange peel extract improved the chemical and sensory properties of shrimp and decreased the black spot problem in the refrigerator temperature due to its antioxidant and antimicrobial activities. Moreover, Shahram, Taghian Dinani, and Amouheydari (Citation2019) reported that the non-pure orange waste extract containing phenolic compounds obtained from ultrasonic enzymatic treatment could inhibit both bacteria of Escherichia coli and Staphylococcus aureus on nutrient agar medium at a concentration of 5 × 103 µg/ml.
Another solution for the reduction of purification necessity and removing the unappropriated taste or flavor of extracted ingredients is the application of encapsulation. Moreover, simple flavor and taste-masking procedures such as the addition of some flavors and spices can be used to achieve this target (Dassoff et al. Citation2021). However, when harmless impurities such as impurities extracted from some herbs and spices impart an inappropriate herb flavor and odor to the foods, simple deodorization at vacuum conditions may be helpful (Moure et al. Citation2001).
Challenges and barriers to the use of natural food ingredients in the food industry
The application of natural value-added ingredients such as natural colors and phenolic compounds extracted from fruit and vegetable by-products in the food industry has different limitations and challenges compared with the artificial ones. First, natural ingredients usually have lower shelf life than artificial ones because they are more sensitive to oxygen, heat, and light during transportation, storage, and food processing (Schweiggert Citation2018). Moreover, the application of natural value-added ingredients may not be easy in all foods with different pH, water content, lipid concentration, etc. For instance, the color hue of anthocyanins is changed by the presence of metal ions or pH changes. However, artificial colors can easily be applied to different foods with different formulations and conditions (Gebhardt et al. Citation2020). To solve these problems and to increase the stability of extracted ingredients during their transportation and storage, they can be dried after production using an appropriate drying procedure (Jiménez-Moreno et al. Citation2020). Moreover, micro-emulsions and encapsulation can be suggested to increase their stability to oxidation, heat, and light, to improve their dispersibility in different foods (Scotter Citation2011), and to protect them against interaction with other ingredients in the foods (Jiménez-Moreno et al. Citation2020). These techniques can also improve the appropriate characteristics of value-added ingredients. For instance, the micro-emulsions of natural colors can increase their clarity or the encapsulation of natural colors can be used for improving their intensity and brightness and reduction of their migration in foods (Scotter Citation2011).
Another challenge about the application of natural ingredients such as natural colors and antioxidants is their higher costs than those of artificial ingredients. In fact, the production of the natural ingredients from fruit and vegetable by-products is usually expensive because of the high costs of pretreatments of by-products and extraction of natural ingredients (Singh Nee Nigam and Pandey Citation2009). Furthermore, the efficiency of natural ingredients in different foods is less than artificial ones. In other words, more amounts of natural colors and antioxidants with higher costs are required in comparison to artificial colors and antioxidants with lower costs for similar satisfactory results (Moure et al. Citation2001). However, natural ingredients are positively viewed and judged by consumers and, thus, a lot of consumers agree to pay more for foods containing natural ingredients because of their health benefits. Therefore, it is possible to increase the market of natural ingredients by increasing the knowledge of more customers about the health benefits of natural ingredients to convince them about the higher price of foods containing these ingredients. Furthermore, training and targeted advertising may also change the customer behavior and their expectation to accept some sensorial changes of foods containing natural ingredients compared to foods with artificial additives. In other words, the quality of natural additives such as natural colors fluctuate with changes in the source material of fruit and vegetable by-products and extraction procedures. In this condition, the formulation of products with constant and superior quality is difficult using natural additives, and, thus, they are less acceptable for a lot of food factories. However, consumers still prefer the trend toward more natural foods and additives despite the fact that natural additives such as natural colors do not usually provide the similar color intensity and brilliance of artificial ones (Schweiggert Citation2018). Therefore, when customers accept the limitations of natural ingredients, the food industry will be encouraged more for the application of the natural ingredients extracted from fruit and vegetable by-products (Majerska, Michalska, and Figiel Citation2019). In this condition, it is very important to think about the solutions to increase the usage of fruit and vegetable by-products during the extraction of value-added ingredients and to manage the residues of by-products after the extraction procedure for achieving the zero-lost target of these by-products. These solutions will be discussed in the next section.
Solutions for increasing the usage of fruit and vegetable by-products during and after extraction
Although there is considerable research on the application of fruit and vegetable by-products for extraction of different value-added ingredients, still considerable amounts of these by-products are lost. In the following, some suggestions are discussed for increasing the usage of these by-products and the reduction of their residue after the extraction process.
Direct application of fruit and vegetable by-products in human foods
The amount of energy required for the disposal of fruit and vegetable by-products is much less than that for their valorization as value-added ingredients. Therefore, these by-products go to waste or landfill in many cases (Dey et al. Citation2021). To reduce the energy and time for using value-added ingredients in different foods, it may be possible to add not only the fruit and vegetable extracts to different foods (), but also some fruit and vegetable by-products could be directly added to the food formulations at acceptable percentages (as shows) if their microbial and nutritional quality meets requirements for human consumption (Majerska, Michalska, and Figiel Citation2019). For fortification of foods with fruit and vegetable by-products, the extrusion process can be used to increase the direct utilization of fruit and vegetable by-products in foods such as breakfast cereals, pasta (Dey et al. Citation2021), bakery products, or snacks. In addition, different products such as biscuits, cakes, bread, cheese, etc. may be fortified with different fruit and vegetable by-products during their mixing process (Majerska, Michalska, and Figiel Citation2019). It is also worth mentioning that 3 D printing could be used to produce innovative and personalized functional foods with attractive shapes, dimensions, and nutritional compositions using fruit and vegetable by-products or the value-added ingredients extracted from these by-products. In this case, their flow properties of those fruits and vegetable by-products should be improved by appropriate additives such as starch-based ingredients, hydrocolloids and hydrogels to produce a printable paste (Tomašević et al. Citation2021). Using all of these procedures, it is important to establish the best percentage of the by-products in the foods because the high concentrations of by-products could decrease consumer acceptance (Majerska, Michalska, and Figiel Citation2019). Still, improving the organoleptically acceptable food products fortified with fruit and vegetable by-products to meet consumer demand remains a challenge for commercialization. Moreover, the final microbial and safety conditions of foods after production should be checked carefully (Bhat Citation2021).
Table 6. Fortification of food products with the extracts from fruit and vegetable by-products.
Table 7. Fortification of food products with direct application of fruit and vegetable by-products.
Simultaneous extraction of multi value-added ingredients from fruit and vegetable by-products
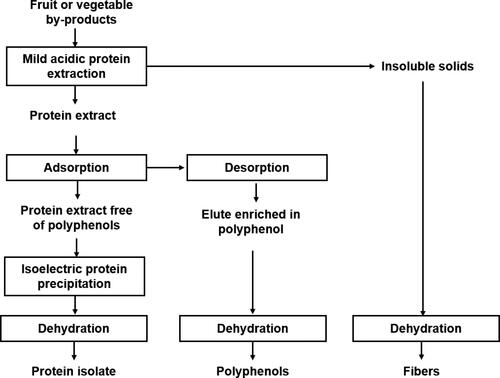
The second solution to increase the usage of fruit and vegetable by-products is to design and optimize extraction procedures to extract multi-component ingredients from them. In this case, it is possible to develop sustainable extraction methods at affordable levels for more or even complete utilization of these by-products (Schieber, Stintzing, & Carle, Citation2001). In more detail, during the extraction of one value-added ingredient from fruit and vegetable by-products, the concentrations of other components in the residual substances increase at different extraction stages. Even in some stages, the residues become rich in one or few other components. For instance, it is also possible to extract polyphenols and fibers during the protein extraction from fruit and vegetable by-products using mild acidic condition. In more detail, shows that protein and phenolic compounds can be separated during the adsorption discoloration of protein. Then, the polyphenol-enriched eluate can be dried and used. In addition, insoluble solids can be separated, dried, and used as fibers () (Kammerer et al. Citation2014). Therefore, several individual value-added products can be produced in this procedure. Another option to increase the usage of fruit and vegetable by-products is the extraction of a mixture of value-added ingredients together. For instance, Pińkowska et al. (Citation2019) proposed a hydrothermal extraction of both pectin and neutral monosaccharides from sugar beet pulp. Totally, simultaneous extraction of different value-added ingredients can decrease the residues of fruit and vegetable by-products, protect the environment, produce more value-added ingredients with fewer costs during one extraction process, and increase the profits of food processing factories by making more profit from fruit and vegetable by-products and extraction processes.
Figure 3. Simultaneous extraction of polyphenols and fibers during mild-acidic extraction of protein from by-products (Kammerer et al. Citation2014).
Application of fermentation before extraction of value-added ingredients
Fermentation is an important technology using different microorganisms for the transformation of the low-cost fruit and vegetable by-products into different value-added ingredients (Sadh et al. Citation2018) in a cheap, sustainable, and high-yield bioprocess (Rangel, Gómez Ramírez, and González Barrios Citation2020). For instance, this technology can be used to produce different organic acids (Tripathi et al. Citation2019), pigments (Arikan et al. Citation2020), enzymes, single-cell protein (SCP), antioxidants, polyphenols, biofuel, antibiotics, etc. using the fruit and vegetable by-products (Sadh et al. Citation2018). In other words, the concentration of the desired value-added ingredients can be increased using this technology to make their extraction process economically. Then, the value-added ingredients can be extracted using an appropriate extraction technology. For instance, fruit and vegetable by-products can be used for the production of single-cell proteins that originate from the dried cells of microorganisms (such as yeast, fungi, and bacteria) and that can be used as a protein source for feed and possible food (Ndubuisi, Enebaku, and Ogueke Citation2014). It is worth mentioning that it is possible to produce the value-added ingredient with better quality using fermentation technology. For instance, the natural pigments of fruit and vegetable by-products have some disadvantages such as the high solubility and non-stability, being seasonal, and the non-availability of some resources for large-scale production of some pigments. However, microbial pigment production provides a higher production rate of high stable pigments in the whole year (Arikan et al. Citation2020).
Biofuels production from the residues of fruit and vegetable by-products
The fruit and vegetable by-products rich in carbohydrates such as starch are good substrates for the production of biofuels (Hegde, Lodge, and Trabold Citation2018). Even their residues after the extraction processes can be used for the production of biofuels (Banerjee et al. Citation2017). These by-products are cheaper than other substrates such as corn, lignocellulosic biomass, and molasses which are currently being used for alcohol production. In more detail, the carbohydrates and amino acids of fruit and vegetable by-products can be converted to a mixture of fuel alcohols, ethanol, propanol, butanol, etc. during fermentation and, thus, can overcome fuel supply constraints and help reducing the environmental problems of wastes. Moreover, the application of fruit and vegetable by-products as raw materials for the production of alcohols can reduce the water and carbon footprint of food processing industries and reduce greenhouse gas emissions compared with their application as landfills (Hegde, Lodge, and Trabold Citation2018).
Production of animal feed and fertilizer from residues of extraction processes
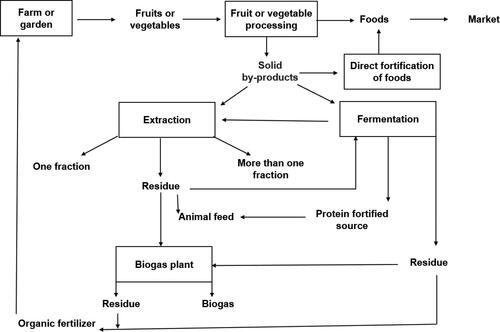
Generally, fruit by-products are very rich in cellulose and hemicellulose, but poor in lignin. Thus, they are good feed resources for animals especially ruminants (Ndubuisi, Enebaku, and Ogueke Citation2014). Generally, an economic route for using the fruit and vegetable by-products can be extraction of some value-added ingredients at first and then, using the final residue as feed or fertilizer (). The fermentation process can be used after the extraction process of value-added ingredients to improve the quality of feeds (Kowalska et al. Citation2017). In fact, as fruit and vegetable by-products contain low protein content, fermentation process can be used to enrich their protein for animal feed application () (Ndubuisi, Enebaku, and Ogueke Citation2014). Sometimes feed can be enriched with functional components such as protein or phenolic extracts recovered from other fruit and vegetable by-products to increase their nutritional value (Kowalska et al. Citation2017). For production of an organic fertilizer, also the residues of fruit and vegetable by-products can be degraded by aerobic microorganisms in a closed reactor under fermentation process with controlled conditions. Then, their stench is eliminated, and their toxic substances are degraded, and, thus, the secondary pollution can be avoided, which has appropriate social and environmental benefits (Ndubuisi, Enebaku, and Ogueke Citation2014).
Figure 4. A proposal for increasing the usage of fruit and vegetable by-products and increasing the profits of value-added ingredients extraction process.
The general strategy for zero-waste of fruit and vegetable by-products
As it was mentioned before, many fruit and vegetable by-products have some degree of utilization and they are not used to their full potential. However, it may be possible to achieve the zero-waste target for fruit and vegetable by-products by using a combination of different procedures as described in section 5 and depicted in . In more detail, this figure shows that the fermentation process can be used to enrich some value-added ingredients in the by-products which can then be extracted through the extraction process. Moreover, enriched fruit and vegetable by-products such as protein-fortified sources can be used for animal feed when the quality of extracted protein may not be suitable for human consumption. The residue of the fermentation process can be used in the biogas plant through anaerobic digestion to produce biogas or biofuel. The final residue after biogas production or fermentation process is suitable as organic fertilizers. Moreover, the residue after the extraction of mono or multi value-added ingredients such as phenolic compounds, proteins, pigments, etc. can be again used for the fermentation process. also shows that after extraction of one or multiple value-added fractions from fruit and vegetable by-products, the residue can be used for animal feeding or biogas production. Therefore, the combination of extraction process of value-added ingredients and fermentation processes allows to increase the usage of fruit and vegetable by-products and to improve the efficiency and quality of extracted ingredients and animal feeds (Santamaría-Fernández et al. Citation2018). It is worth mentioning that the selection of the priority and the best combination of processes such as direct application of fruit and vegetable by-products in foods, production of value-added ingredients by the extraction process, production of biogas, animal feed, fertilizer, etc. depends on the quality and quantity of by-products and market size and price of the final products. For instance, value-added ingredient extraction, biofuel production, and animal feeding from one ton of biomass could generate 1000 US$, 200-400 US$, and 70–200 US$revenues, respectively (Jiménez-Moreno et al. Citation2020). Thus, extraction of value-added ingredients and increasing the efficiency of extraction can be the priority.
Legislative and regulatory guidelines for the application of fruit and vegetable by-products for the industrial purposes in the European Union
The policy of food waste utilization in the European Union (EU) focuses mostly on prevention or reduction of food waste and appropriate food waste management, rather than on the application of food waste to produce value-added ingredients and components for food and feed applications (Anal Citation2018). Moreover, now, in the EU, the food by-product usage is controlled based on the final product usage (Socas-Rodríguez et al. Citation2021). For example, regarding the application of food by-products for animal feed, the Regulation (EC) No 183/2005 about EU feed hygiene legislation is central to ensure that the produced feed has the appropriate quality and it is also safe for the animals. Moreover, when industries want to use the by-products for food applications, they should follow the same safety standards applicable for regular foodstuffs. However, the present food safety legislation does not adequately suitable for food processing by-products. For instance, regarding Commission Regulation (EC) No 1881/2006 which establishes maximum levels of special contaminants in foodstuffs, it does not cover the by-products like peels, pomace, skins, etc. Therefore, the unique contaminants of these fruit and vegetable by-products are overlooked. Or regarding Commission Regulation (EC) No. 2073/2005 for microbiological characteristics of foodstuffs, a similar problem is available. Furthermore, Commission Regulation (EU) 2018/62 setting maximum residue levels of pesticides does not mention the by-products. In fact, food processing by-products presently does not have a place in any annexes or lists of the EU legislation describing the safety criteria. Therefore, it seems that present EU legislation on food safety does not adequately accommodate the processing of food by-products (Rao, Bast, and de Boer Citation2021). Due to the absence of regulatory and legal provisions, most of the research on recovery of different components from fruit and vegetable by-products has been limited to only scientific papers and patents (Anal Citation2018) and does not result in technological breakthroughs or economic activities.
Finally, it is important to notice that any regulation or legal documents should be open and dynamic because technological improvements occur continuously. In fact, regulation must be based on fundamentals of technical knowledge and research and they need to be updated and amended based on the technological demand. Therefore, all governments, regulators, scientists, industries and other stakeholders should endlessly try to close the inadequacies and ambiguities in regulatory guidelines. However, it is essential to ensure the regulations and rules are well-matched with the newest technologies and developments using continuous amendments and improvements. In summary, as regulations and rules for the application of food waste as raw material are rare, there is still a long way to go. Meanwhile, the general food safety law can also be used for food waste, but this must be in line with mutual coordination of these standards around the world (Anal Citation2018).
Future outlooks on science and technology research needs
This review paper shows that the fruit and vegetable by-products are suitable sources for the extraction of value-added ingredients to be used instead of artificial additives to produce functional foods. However, several technical, scientific and economical challenges have to be considered and solved to allow a nearby economically scale-up for value-added ingredients production and application (Gullón et al. Citation2020). For instance, the collection, transportation, and processing of fruit and vegetable by-products using novel technologies should be considered (Anal Citation2018). Moreover, the pretreatments of by-products such as their drying and densification before their transportation to the processing plants require more research to analyze the economic and technological issues. In fact, the higher cost of production of natural value-added ingredients from fruit and vegetable by-products may hinder their application in the food industries and, thus, future research should be focused on the cost reduction of these ingredients (Wu Citation2016). In more detail, the selection of the best extraction procedure for each fruit and vegetable by-product and value-added ingredient extraction at industrial scale has to be done in future evaluations regarding the reproducibility, extraction ease, automation degree, and safety as well as increasing extraction yield, and reduction of extraction time, energy, cost, etc. (Chemat et al. Citation2017). Up till now, the extraction of value-added ingredients has been mostly focused on phenolic compounds, pigments, and polysaccharides and, thus, research on the extraction of other value-added ingredients such as protein should be performed in the future. The future extraction platforms in the food factories should be flexible to allow the processing of different fruit and vegetable by-products using interchangeable lines to attain higher profitability and efficiency (Gullón et al. Citation2020) or extract different value-added ingredients from one by-product simultaneously. Furthermore, novel products using appropriate technologies such as encapsulation and micro-emulsions should be produced using these natural value-added ingredients (Anal Citation2018) to encourage food factories to use these natural ingredients. Also, the usage of fruit and vegetable by-products will be further promoted when combining different processes such as simultaneous extraction of several value-added ingredients, fermentation process, biogas production, animal feed production, and organic fertilizer production to achieve the target of zero-waste of fruit and vegetable by-products.
Conclusion
Although a lot of relevant research on extraction of value-added ingredients from fruit and vegetable by-products has been done recently, still, many issues and aspects such as scientific, technical, and economic evaluations should be considered thoroughly. Moreover, multiple aspects and steps need to be carefully evaluated for up-scaling extraction of natural ingredients from fruit and vegetable by-products from laboratory- or pilot-scale to an industrial commercial level. For instance, the selection of the type of fruit and vegetable by-products, their required pretreatments, the target value-added ingredients, extraction method and parameters and the possible combined processes such as fermentation are important. Production of other products such as biogas, animal feed, organic fertilizers, etc. from the residue of extraction processes can decrease the environmental impacts of fruit and vegetable by-products and residues and improve the economical profits of food processing factories. Finally, many concerns and problems such as difficultly in formulation and application of natural additives in foods in the food industry can be solved by application of other processes such as drying, encapsulation, micro-emulsion, etc. on extracted value-added ingredients. Thus, the solutions discussed in this review paper allow an increased use of fruit and vegetable by-products in a sustainable manner, which helps to protect the environment.
Disclosure statement
No potential conflict of interest was reported by the authors.
Funding
The author(s) reported there is no funding associated with the work featured in this article.
References
- Abid, Y., S. Azabou, M. Jridi, I. Khemakhem, M. Bouaziz, and H. Attia. 2017. Storage stability of traditional Tunisian butter enriched with antioxidant extract from tomato processing by-products. Food Chemistry 233:476–82. doi: 10.1016/j.foodchem.2017.04.125.
- Alancay, M. M., M. O. Lobo, C. M. Quinzio, and L. B. Iturriaga. 2017. Extraction and physicochemical characterization of pectin from tomato processing waste. Journal of Food Measurement and Characterization 11 (4):2119–30. doi: 10.1007/s11694-017-9596-0.
- Al-Kaisey, M. T., A. H. Alwan, M. H. Mohammad, and A. H. Saeed. 2003. Effect of gamma irradiation on antinutritional factors in broad bean. Radiation Physics and Chemistry 67 (3–4):493–6. doi: 10.1016/S0969-806X(03)00091-4.
- Álvarez, A., J. Poejo, A. A. Matias, C. M. M. Duarte, M. J. Cocero, and R. B. Mato. 2017. Microwave pretreatment to improve extraction efficiency and polyphenol extract richness from grape pomace. Effect on antioxidant bioactivity. Food and Bioproducts Processing 106:162–70. doi: 10.1016/j.fbp.2017.09.007.
- Anal, A. K. 2018. Food processing by-products and their utilization. West Sussex, UK: John Wiley & Sons Ltd All.
- Arikan, E. B., O. Canli, Y. Caro, L. Dufoss, and N. Dizge. 2020. roduction of bio-based pigments from food processing industry by-products (apple, pomegranate, black carrot, red beet pulps) using Aspergillus carbonarius. Journal of Fungi 6 (4):240. doi: 10.3390/jof6040240.
- Arshadi, M., T. M. Attard, R. M. Lukasik, M. Brncic, A. M. da Costa Lopes, M. Finell, P. Geladi, L. N. Gerschenson, F. Gogus, M. Herrero, et al. 2016. Pre-treatment and extraction techniques for recovery of added value compounds from wastes throughout the agri-food chain. Green Chemistry 18 (23):6160–204. doi: 10.1039/C6GC01389A.
- Asha, A., M. Manjunatha, R. M. Rekha, B. Surendranath, P. Heartwin, J. Rao, E. Magdaline, and C. Sinha. 2015. Antioxidant activities of orange peel extract in ghee (butter oil) stored at different storage temperatures. Journal of Food Science and Technology 52 (12):8220–7. doi: 10.1007/s13197-015-1911-3.
- Averilla, J. N., J. Oh, Z. Wu, K.-H. Liu, C. H. Jang, H. J. Kim, J.-S. Kim, and J.-S. Kim. 2019. Improved extraction of resveratrol and antioxidants from grape peel using heat and enzymatic treatments. Journal of the Science of Food and Agriculture 99 (8):4043–53. doi: 10.1002/jsfa.9632.
- Ayala-Zavala, J. F. G. González-Aguilar, and M. W. Siddiqui. 2018. Plant food by-products: industrial relevance for food additives and nutraceuticals. Taylor & Fransis Group.
- Ayar, A., H. Siçramaz, S. Öztürk, and S. Ö. Yilmaz. 2018. Probiotic properties of ice creams produced with dietary fi bres from by-products of the food industry. International Journal of Dairy Technology 71 (1):174–82. doi: 10.1111/1471-0307.12387.
- Azmir, J., I. S. M. Zaidul, M. M. Rahman, K. M. Sharif, A. Mohamed, F. Sahena, M. H. A. Jahurul, K. Ghafoor, N. A. N. Norulaini, and A. K. M. Omar. 2013. Techniques for extraction of bioactive compounds from plant materials: A review. Journal of Food Engineering 117 (4):426–36. doi: 10.1016/j.jfoodeng.2013.01.014.
- Badaoui, O., S. Hanini, A. Djebli, B. Haddad, and A. Benhamou. 2019. Experimental and modelling study of tomato pomace waste drying in a new solar greenhouse: Evaluation of new drying models. Renewable Energy 133:144–55. doi: 10.1016/j.renene.2018.10.020.
- Bagade, S. B., and M. Patil. 2021. Recent advances in microwave assisted extraction of bioactive compounds from complex herbal samples: A review. Critical Reviews in Analytical Chemistry 51 (2):138–49. doi: 10.1080/10408347.2019.1686966.
- Banerjee, J., R. Singh, R. Vijayaraghavan, D. Macfarlane, A. F. Patti, and A. Arora. 2017. Bioactives from fruit processing wastes : Green approaches to valuable chemicals. Food Chemistry 225:10–22. doi: 10.1016/j.foodchem.2016.12.093.
- Bao, Y., L. Reddivari, and J. Y. Huang. 2020. Enhancement of phenolic compounds extraction from grape pomace by high voltage atmospheric cold plasma. LWT 133 (July):109970. doi: 10.1016/j.lwt.2020.109970.
- Barba, F. J., E. Roselló-Soto, K. Marszałek, D. B. Kovačević, A. R. Jambrak, J. M. Lorenzo, … P. Putnik. 2019. Green food processing: Concepts, strategies, and tools. Green Food Processing Techniques:1–21. doi: 10.1016/B978-0-12-815353-6.00001-X.
- Benassi, L., I. Alessandri, and I. Vassalini. 2021. Assessing green methods for pectin extraction from waste orange peels. Molecules 26 (6):1766. doi: 10.3390/molecules26061766.
- Bender, A. B. B., C. S. Speroni, P. R. Salvador, B. B. Loureiro, N. M. Lovatto, F. R. Goulart, M. T. Lovatto, M. Z. Miranda, L. P. Silva, and N. G. Penna. 2017. Grape pomace skins and the effects of its inclusion in the technological properties of muffins. Journal of Culinary Science & Technology 15 (2):143–57. doi: 10.1080/15428052.2016.1225535.
- Benvenutti, L., D. G. Bortolini, A. Nogueira, A. A. F. Zielinski, and A. Alberti. 2019. Effect of addition of phenolic compounds recovered from apple pomace on cider. LWT 100:348–54. doi: 10.1016/j.lwt.2018.10.087.
- Bhat, R. 2021. Sustainability challenges in the valorization of agri-food wastes and by-products. Valorization of agri-food wastes and by-products. Academic Press. doi: 10.1016/B978-0-12-824044-1.00022-2.
- Bonfigli, M., E. Godoy, M. A. Reinheimer, and N. J. Scenna. 2017. Comparison between conventional and ultrasound-assisted techniques for extraction of anthocyanins from grape pomace. Experimental results and mathematical modeling. Journal of Food Engineering 207:56–72. doi: 10.1016/j.jfoodeng.2017.03.011.
- Boussetta, N., E. Vorobiev, T. Reess, A. D. Ferron, L. Pecastaing, R. Ruscassié, and J. Lanoisellé. 2012. Scale-up of high voltage electrical discharges for polyphenols extraction from grape pomace : Effect of the dynamic shock waves. Innovative Food Science & Emerging Technologies 16:129–36. doi: 10.1016/j.ifset.2012.05.004.
- Brandt, S., Z. Pek, E. Barna, A. Lugasi, and L. Helyes. 2006. Lycopene content and colour of ripening tomatoes as affected by environmental. Journal of the Science of Food and Agriculture 86 (4):568–72. doi: 10.1002/jsfa.2390.
- Byg, I., J. Diaz, L. H. Øgendal, J. Harholt, B. Jørgensen, C. Rolin, R. Svava, and P. Ulvskov. 2012. Large-scale extraction of rhamnogalacturonan i from industrial potato waste. Food Chemistry 131 (4):1207–16. doi: 10.1016/j.foodchem.2011.09.106.
- Casazza, A. A., M. Pettinato, and P. Perego. 2020. Polyphenols from apple skins: A study on microwave-assisted extraction optimization and exhausted solid characterization. Separation and Purification Technology 240 (January):116640. doi: 10.1016/j.seppur.2020.116640.
- Cascaes Teles, A. S., D. W. Hidalgo Chávez, M. A. Zarur Coelho, A. Rosenthal, L. M. Fortes Gottschalk, and R. V. Tonon. 2021. Combination of enzyme-assisted extraction and high hydrostatic pressure for phenolic compounds recovery from grape pomace. Journal of Food Engineering 288:110128. doi: 10.1016/j.jfoodeng.2020.110128.
- Catalkaya, G., and D. Kahveci. 2019. Optimization of enzyme assisted extraction of lycopene from industrial tomato waste. Separation and Purification Technology 219:55–63. doi: 10.1016/j.seppur.2019.03.006.
- Chandrasekaran, M. 2013. Valorization of food processing by-products. Boca Raton, FL: CRC press. doi: 10.1021/jf60052a618.
- Chemat, F., N. Rombaut, A.-G. Sicaire, A. Meullemiestre, A.-S. Fabiano-Tixier, and M. Abert-Vian. 2017. Ultrasound assisted extraction of food and natural products. Mechanisms, techniques, combinations, protocols and applications. A review. Ultrasonics Sonochemistry 34:540–60. doi: 10.1016/j.ultsonch.2016.06.035.
- Chen, H., H. Zhang, J. Tian, J. Shi, R. J. Linhardt, T. Ding, … S. Chen. 2019. Recovery of high value-added nutrients from fruit and vegetable industrial wastewater. Comprehensive Reviews in Food Science and Food Safety 18 (5):1388–402. doi: 10.1111/1541-4337.12477.
- Chen, M., and, and M. Lahaye. 2021. Natural deep eutectic solvents pretreatment as an aid for pectin extraction from apple pomace. Food Hydrocolloids. 115:106601. doi: 10.1016/j.foodhyd.2021.106601.
- Cho, E. H., H. T. Jung, B. H. Lee, H. S. Kim, J. K. Rhee, and S. H. Yoo. 2019. Green process development for apple-peel pectin production by organic acid extraction. Carbohydrate Polymers 204:97–103. doi: 10.1016/j.carbpol.2018.09.086.
- Chouchouli, V., N. Kalogeropoulos, S. J. Konteles, E. Karvela, D. P. Makris, and V. T. Karathanos. 2013. Fortification of yoghurts with grape (Vitis vinifera) seed extracts Vaya. LWT - Food Science and Technology 53 (2):522–9. doi: 10.1016/j.lwt.2013.03.008.
- Choudhary, R., T. J. Bowser, P. Weckler, N. O. Maness, and W. Mcglynn. 2009. Rapid estimation of lycopene concentration in watermelon and tomato puree by fiber optic visible reflectance spectroscopy. Postharvest Biology and Technology 52 (1):103–9. doi: 10.1016/j.postharvbio.2008.10.002.
- Ciriminna, R., D. Carnaroglio, R. Delisi, S. Arvati, A. Tamburino, and M. Pagliaro. 2016. Industrial feasibility of natural products extraction with microwave technology. ChemistrySelect 1 (3):549–55. doi: 10.1002/slct.201600075.
- Coelho, J. P., R. M. Filipe, M. P. Robalo, and R. P. Stateva. 2018. Recovering value from organic waste materials: Supercritical fluid extraction of oil from industrial grape seeds. The Journal of Supercritical Fluids 141:68–77. doi: 10.1016/j.supflu.2017.12.008.
- Costa, C., A. Lucera, V. Marinelli, M. A. Del Nobile, and A. Onte. 2018. Influence of different by-products addition on sensory and physicochemical aspects of Primosale cheese. Journal of Food Science and Technology 55 (10):4174–83. doi: 10.1007/s13197-018-3347-z.
- Cuellar-Bermudez, S. P., I. Aguilar-Hernandez, D. L. Cardenas-Chavez, N. Ornelas-Soto, M. A. Romero-Ogawa, and N. Leon. 2015. Minireview extraction and purification of high-value metabolites from microalgae: Essential lipids, astaxanthin and phycobiliproteinS. Microbial Biotechnology 8 (2):190–209. doi: 10.1111/1751-7915.12167.
- Da Porto, C., and A. Natolino. 2017. Supercritical fluid extraction of polyphenols from grape seed (Vitis vinifera): Study on process variables and kinetics. The Journal of Supercritical Fluids 130:239–45. doi: 10.1016/j.supflu.2017.02.013.
- da Silva, L. C., M. C. Souza, B. R. Sumere, L. G. S. Silva, D. T. da Cunha, G. F. Barbero, R. M. N. Bezerra, and M. A. Rostagno. 2020. Simultaneous extraction and separation of bioactive compounds from apple pomace using pressurized liquids coupled on-line with solid-phase extraction. Food Chemistry 318:126450. doi: 10.1016/j.foodchem.2020.126450.
- da Silva-Moreira, M. M. 2013. Extraction and characterization of natural antioxidants from brewing industry by-products. Doctoral diss., Universidade do Porto (Portugal).
- Dassoff, E. S., J. X. Guo, Y. Liu, S. C. Wang, and Y. O. Li. 2021. Potential development of non-synthetic food additives from orange processing by-products—a review. Food Quality and Safety 5:1–14. doi: 10.1093/fqsafe/fyaa035.
- Dastjerdi, Z. H., M. Nourani, and S. T. Dinani. 2022. Effect of electrohydrodynamic and ultrasonic pretreatments on the extraction of bioactive compounds from Melissa officinalis. Journal of Food Measurement and Characterization 16 (1):570–81. doi: 10.1007/s11694-021-01183-3.
- de Camargo, A. C., A. R. Schwember, R. Parada, S. Garcia, M. R. Maróstica, M. Franchin, M. A. B. Regitano-d’Arce, and F. Shahidi. 2018. Opinion on the hurdles and potential health benefits in value-added use of plant food processing by-products as sources of phenolic compounds. International Journal of Molecular Sciences 19 (11):3498. doi: 10.3390/ijms19113498.
- de França Serpa, J., J. de Sousa Silva, C. L. Borges Reis, L. Micoli, L. M. Alexandre e Silva, K. M. Canuto, A. Casimiro de Macedo, and M. V. Ponte Rocha. 2020. Extraction and characterization of lignins from cashew apple bagasse obtained by different treatments. Biomass and Bioenergy 141 (July):105728. doi: 10.1016/j.biombioe.2020.105728.
- Demirkol, M., and Z. Tarakci. 2018. Effect of grape (Vitis labrusca L.) pomace dried by different methods on physicochemical, microbiological and bioactive properties of yoghurt. LWT 97:770–7. doi: 10.1016/j.lwt.2018.07.058.
- Deng, Y., T. Ju, and J. Xi. 2018. Circulating polyphenols extraction system with high-voltage electrical discharge: Design and performance evaluation. ACS Sustainable Chemistry & Engineering 6 (11):15402–10. doi: 10.1021/acssuschemeng.8b03827.
- Dey, D., J. K. Richter, P. Ek, B. J. Gu, and G. M. Ganjyal. 2021. Utilization of food processing by-products in extrusion processing: A review. Frontiers in Sustainable Food Systems 4:304. doi: 10.3389/fsufs.2020.603751.
- Dos Santos, K. M., I. C. de Oliveira, M. A. Lopes, A. P. G. Cruz, F. C. Buriti, and L. M. Cabral. 2017. Addition of grape pomace extract to probiotic fermented goat milk: The effect on phenolic content, probiotic viability and sensory acceptability. Journal of the Science of Food and Agriculture 97 (4):1108–15. doi: 10.1002/jsfa.7836.
- Dranca, F., and M. Oroian. 2019. Ultrasound-assisted extraction of pectin from malus domestica ‘Fălticeni’ apple pomace. Processes 7 (8):488. doi: 10.3390/pr7080488.
- Dranca, F., M. Vargas, and M. Oroian. 2020. Physicochemical properties of pectin from Malus domestica ‘Fălticeni’ apple pomace as affected by non-conventional extraction techniques. Food Hydrocolloids 100:105383. doi: 10.1016/j.foodhyd.2019.105383.
- Duba, K., and L. Fiori. 2019. Supercritical CO2 extraction of grape seeds oil: Scale-up and economic analysis. International Journal of Food Science & Technology 54 (4):1306–12. doi: 10.1111/ijfs.14104.
- Dumas, Y., M. Dadomo, G. Lucca, and P. Di Grolier. 2003. Effects of environmental factors and agricultural techniques on antioxidant content of tomatoes. Journal of the Science of Food and Agriculture 83 (5):369–82. doi: 10.1002/jsfa.1370.
- Dwyer, K., F. Hosseinian, and M. Rod. 2014. The market potential of grape waste alternatives. Journal of Food Research 3 (2):91. doi: 10.5539/jfr.v3n2p91.
- El Kantar, S., N. Boussetta, H. N. Rajha, R. G. Maroun, N. Louka, and E. Vorobiev. 2018. High voltage electrical discharges combined with enzymatic hydrolysis for extraction of polyphenols and fermentable sugars from orange peels. Food Research International (Ottawa, ON) 107:755–62. doi: 10.1016/j.foodres.2018.01.070.
- Elik, A., D. K. Yanık, and F. Göğüş. 2020. Microwave-assisted extraction of carotenoids from carrot juice processing waste using flaxseed oil as a solvent. LWT 123:109100. doi: 10.1016/j.lwt.2020.109100.
- Escobar-Avello, D., C. Mardones, V. Saéz, S. Riquelme, D. von Baer, R. M. Lamuela-Raventós, and A. Vallverdú-Queralt. 2021. Pilot-plant scale extraction of phenolic compounds from grape canes : Comprehensive characterization by LC-ESI-LTQ-Orbitrap-MS. Food Research International (Ottawa, ON) 143:110265. doi: 10.1016/j.foodres.2021.110265.
- Eyiz, V., I. Tontul, and S. Turker. 2020. Optimization of green extraction of phytochemicals from red grape pomace by homogenizer assisted extraction. Journal of Food Measurement and Characterization 14 (1):39–47. doi: 10.1007/s11694-019-00265-7.
- Fakayode, O. A., and K. E. Abobi. 2018. Optimization of oil and pectin extraction from orange (Citrus sinensis) peels: A response surface approach. Journal of Analytical Science and Technology 9 (1):1–16. doi: 10.1186/s40543-018-0151-3.
- FAO. 2011. Global food losses and food waste: Extent, causes and prevention. https://www.fao.org/3/i2697e/i2697e.pdf
- FAO. 2013a. Food wastage footprint, Impacts on natural resources, Summary Report. https://www.fao.org/3/i3347e/i3347e.pdf
- FAO. 2013b. Food wastage footprint: Impacts on natural resources; Technical report. Rome, Italy: Natural Resources Management and Environment Department. Retrieved from http://www.fao.org/3/ar429e/ar429e.pdf
- FAO. 2015. Global Initiative on food loss and waste reduction. http://www.fao.org/3/i4068e/i4068e.pdf
- FAO. 2019. The state of food and agriculture 2019. Moving forward on food loss and waste reduction. Rome. Licence: CC BY-NC-SA 3.0 IGO. https://www.fao.org/3/ca6030en/ca6030en.pdf
- FAO/WHO. 2007. Codex alimentarius commission: Procedural manual. Rome, Italy: Food & Agriculture Org. https://www.fao.org/3/i5079e/i5079e.pdf
- FAOSTAT, C. 2019. http://www.fao.org/faostat/en/#data/QC. Accessed July 12, 2021.
- Farhat, A., Fabiano-Tixier, A.-SS. Maataoui, M. El, Maingonnat, J.-F F.Romdhane, M, and Chemat, F. 2011. Microwave steam diffusion for extraction of essential oil from orange peel: Kinetic data, extract’s global yield and mechanism. Food Chemistry 125 (1):255–61. doi: 10.1016/j.foodchem.2010.07.110.
- Fava, F., G. Zanaroli, L. Vannini, E. Guerzoni, A. Bordoni, D. Viaggi, J. Robertson, K. Waldron, C. Bald, A. Esturo, et al. 2013. New advances in the integrated management of food processing by-products in Europe : sustainable exploitation of fruit and cereal processing by-products with the production of new food products (NAMASTE EU). New Biotechnology 30 (6):647–55. doi: 10.1016/j.nbt.2013.05.001.
- Ferrentino, G., K. Morozova, O. K. Mosibo, M. Ramezani, and M. Scampicchio. 2018. Biorecovery of antioxidants from apple pomace by supercritical fluid extraction. Journal of Cleaner Production 186:253–61. doi: 10.1016/j.jclepro.2018.03.165.
- Ferrentino, G., S. Giampiccolo, K. Morozova, N. Haman, S. Spilimbergo, and M. Scampicchio. 2020. Supercritical fluid extraction of oils from apple seeds: Process optimization, chemical characterization and comparison with a conventional solvent extraction. Innovative Food Science & Emerging Technologies 64 (June):102428. doi: 10.1016/j.ifset.2020.102428.
- Franco-Vega, A., N. Ramírez-Corona, E. Palou, and A. López-Malo. 2016. Estimation of mass transfer coefficients of the extraction process of essential oil from orange peel using microwave assisted extraction. Journal of Food Engineering 170:136–43. doi: 10.1016/j.jfoodeng.2015.09.025.
- Fuso, A., D. Risso, G. Rosso, F. Rosso, F. Manini, I. Manera, and A. Caligiani. 2021. Potential valorization of hazelnut shells through extraction, purification and structural characterization of prebiotic compounds: A critical review. Foods 10 (6):1197. doi: 10.3390/foods10061197.
- Gadonna-Widehem, P., and J. C. Laguerre. 2017. Characterization of microbial inactivation by microwave heating. In Global food security and wellness. New York: Springer. doi: 10.1007/978-1-4939-6496-3_23.
- Gallo, M., A. Formato, M. Ciaravolo, C. Langella, R. Cataldo, and D. Naviglio. 2019. A water extraction process for lycopene from tomato waste using a pressurized method: An application of a numerical simulation. European Food Research and Technology 245 (8):1767–75. doi: 10.1007/s00217-019-03300-5.
- Gao, W., F. Chen, X. Wang, and Q. Meng. 2020. Recent advances in processing food powders by using superfine grinding techniques : A review. Comprehensive Reviews in Food Science and Food Safety 19 (4):2222–55. doi: 10.1111/1541-4337.12580.
- Gebhardt, B., R. Sperl, R. Carle, and J. Müller-Maatsch. 2020. Assessing the sustainability of natural and artificial food colorants. Journal of Cleaner Production 260:120884. doi: 10.1016/j.jclepro.2020.120884.
- Gerschenson, L. N. Q. Deng, and A. Cassano. 2021. Conventional macroscopic pretreatment. Food waste recovery. Academic Press. doi: 10.1016/B978-0-12-820563-1.00003-2.
- Golmohammadi, M., A. Borghei, A. Zenouzi, N. Ashrafi, and M. J. Taherzadeh. 2018. Optimization of essential oil extraction from orange peels using steam explosion. Heliyon 4 (11):e00893. doi: 10.1016/j.heliyon.2018.e00893.
- Grassino, A. N., M. Brnčić, D. Vikić-Topić, S. Roca, M. Dent, and S. R. Brnčić. 2016. Ultrasound assisted extraction and characterization of pectin from tomato waste. Food Chemistry 198:93–100. doi: 10.1016/j.foodchem.2015.11.095.
- Grillo, G., L. Boffa, S. Talarico, R. Solarino, A. Binello, G. Cavaglià, S. Bensaid, G. Telysheva, and G. Cravotto. 2020. Batch and flow ultrasound‐assisted extraction of grape stalks: Process intensification design up to a multi‐kilo scale. Antioxidants 9 (8):730. doi: 10.3390/antiox9080730.
- Gullón, P., B. Gullón, G. Astray, M. Carpena, M. Fraga-Corral, M. A. Prieto, and J. Simal-Gandara. 2020. Valorization of by-products from olive oil industry and added-value applications for innovative functional foods. Food Research International (Ottawa, ON) 137 (June):109683. doi: 10.1016/j.foodres.2020.109683.
- Guo, X., D. Han, H. Xi, L. Rao, X. Liao, X. Hu, and J. Wu. 2012. Extraction of pectin from navel orange peel assisted by ultra-high pressure, microwave or traditional heating: A comparison. Carbohydrate Polymers 88 (2):441–8. doi: 10.1016/j.carbpol.2011.12.026.
- Hegde, S., S. Lodge, and T. A. Trabold. 2018. Characteristics of food processing wastes and their use in sustainable alcohol production. Renewable and Sustainable Energy Reviews 81 (2017):510–23. doi: 10.1016/j.rser.2017.07.012.
- Hosseini, S. S., F. Khodaiyan, and M. S. Yarmand. 2016a. Aqueous extraction of pectin from sour orange peel and its preliminary physicochemical properties. International Journal of Biological Macromolecules 82:920–6. doi: 10.1016/j.ijbiomac.2015.11.007.
- Hosseini, S. S., F. Khodaiyan, and M. S. Yarmand. 2016b. Optimization of microwave assisted extraction of pectin from sour orange peel and its physicochemical properties. Carbohydrate Polymers 140:59–65. doi: 10.1016/j.carbpol.2015.12.051.
- Jafari, F., F. Khodaiyan, H. Kiani, and S. S. Hosseini. 2017. Pectin from carrot pomace: Optimization of extraction and physicochemical properties. Carbohydrate Polymers 157:1315–22. doi: 10.1016/j.carbpol.2016.11.013.
- Jiménez-Moreno, N., F. Volpe, J. A. Moler, I. Esparza, and C. Ancín-Azpilicueta. 2019. Impact of extraction conditions on the phenolic composition and antioxidant capacity of grape stem extracts. Antioxidants 8 (12):597. doi: 10.3390/antiox8120597.
- Jiménez-Moreno, N., I. Esparza, F. Bimbela, L. M. Gandía, and C. Ancín-Azpilicueta. 2020. Technology Valorization of selected fruit and vegetable wastes as bioactive compounds : Opportunities and challenges. Critical Reviews in Environmental Science and Technology 50 (20):2061–108. doi: 10.1080/10643389.2019.1694819.
- Jin, Q., L. Yang, N. Poe, and H. Huang. 2018. Integrated processing of plant-derived waste to produce value-added products based on the biorefinery concept. Trends in Food Science & Technology 74:119–31. doi: 10.1016/j.tifs.2018.02.014.
- Jung, H., Y. J. Lee, and W. B. Yoon. 2018. Effect of moisture content on the grinding process and powder properties in food: A Review. Processes 6 (6):69. doi: 10.3390/pr6060069.
- Kammerer, D. R., J. Kammerer, R. Valet, and R. Carle. 2014. Recovery of polyphenols from the by-products of plant food processing and application as valuable food ingredients. Food Research International 65:2–12. doi: 10.1016/j.foodres.2014.06.012.
- Karaaslan, M., M. Ozden, H. Vardin, and H. Turkoglu. 2011. Phenolic fortification of yogurt using grape and callus extracts. LWT - Food Science and Technology 44 (4):1065–72. doi: 10.1016/j.lwt.2010.12.009.
- Kaur, D., A. A. Wani, D. P. S. S. Oberoi, and D. S. Sogi. 2008. Effect of extraction conditions on lycopene extractions from tomato processing waste skin using response surface methodology. Food Chemistry 108 (2):711–8. doi: 10.1016/j.foodchem.2007.11.002.
- Kavak, D. D., and B. Akdenİz. 2019. Physicochemical characteristics and antioxidant capacity of traditional yogurt fortified with grape (Vitis vinifera L.) seed extract at different levels. Kocatepe Veterinary Journal 12 (4):1–395. doi: 10.30607/kvj.596784.
- Kehili, M., S. Sayadi, F. Frikha, A. Zammel, and N. Allouche. 2019. Optimization of lycopene extraction from tomato peels industrial by-product using maceration in refined olive oil. Food and Bioproducts Processing 117:321–8. doi: 10.1016/j.fbp.2019.08.004.
- Kennard, N. J. J. 2019. Food waste management. In Zero Hunger. Cham: Springer International Publishing, 1–17. doi: 10.1007/978-3-319-69626-3.
- Khan, M. K., M. Abert-Vian, A.-S. Fabiano-Tixier, O. Dangles, and F. Chemat. 2010. Ultrasound-assisted extraction of polyphenols (flavanone glycosides) from orange (Citrus sinensis L.) peel. Food Chemistry 119 (2):851–8. doi: 10.1016/j.foodchem.2009.08.046.
- Kowalska, H., K. Czajkowska, J. Cichowska, and A. Lenart. 2017. What’s new in biopotential of fruit and vegetable by-products applied in the food processing industry. Trends in Food Science & Technology 67:150–9. doi: 10.1016/j.tifs.2017.06.016.
- Kwiatkowski, M., O. Kravchuk, G. K. Skouroumounis, and D. K. Taylor. 2020. Response surface parallel optimization of extraction of total phenolics from separate white and red grape skin mixtures with microwave-assisted and conventional thermal methods. Journal of Cleaner Production 251:119563. doi: 10.1016/j.jclepro.2019.119563.
- Laaksonen, O., R. Kuldjärv, T. Paalme, M. Virkki, and B. Yang. 2017. Impact of apple cultivar, ripening stage, fermentation type and yeast strain on phenolic composition of apple ciders. Food Chemistry 233:29–37. doi: 10.1016/j.foodchem.2017.04.067.
- Lachos-Perez, D., A. M. Baseggio, P. C. Mayanga-Torres, M. R. Maróstica, M. A. Rostagno, J. Martínez, and T. Forster-Carneiro. 2018. Subcritical water extraction of flavanones from defatted orange peel. The Journal of Supercritical Fluids 138 (January):7–16. doi: 10.1016/j.supflu.2018.03.015.
- Lai, W. T., N. M. H. Khong, S. S. Lim, Y. Y. Hee, B. I. Sim, K. Y. Lau, and O. M. Lai. 2017. A review: Modified agricultural by-products for the development and fortification of food products and nutraceuticals. Trends in Food Science & Technology 59:148–60. doi: 10.1016/j.tifs.2016.11.014.
- Lima, Á. S., C. M. F. Soares, R. Paltram, H. Halbwirth, and K. Bica. 2017. Extraction and consecutive purification of anthocyanins from grape pomace using ionic liquid solutions. Fluid Phase Equilibria 451:68–78. doi: 10.1016/j.fluid.2017.08.006.
- Lopes de Menezes, M., G. Johann, A. Diório, N. C. Pereira, and E. A. da Silva. 2018. Phenomenological determination of mass transfer parameters of oil extraction from grape biomass waste. Journal of Cleaner Production 176:130–9. doi: 10.1016/j.jclepro.2017.12.128.
- Lucera, A., Costa, C. Marinelli, V. Saccotelli, M. A. Nobile, M. A. Del, and Conte, A. 2018. Fruit and vegetable by-products to fortify spreadable cheese. Antioxidants 7 (5):61. doi: 10.3390/antiox7050061.
- Luengo, E., I. Álvarez, and J. Raso. 2013. Improving the pressing extraction of polyphenols of orange peel by pulsed electric fields. Innovative Food Science & Emerging Technologies 17:79–84. doi: 10.1016/j.ifset.2012.10.005.
- Luengo, E., S. Condón-Abanto, S. Condón, I. Álvarez, and J. Raso. 2014. Improving the extraction of carotenoids from tomato waste by application of ultrasound under pressure. Separation and Purification Technology 136:130–6. doi: 10.1016/j.seppur.2014.09.008.
- Luo, S., X. Shen, L. Pan, Z. Zheng, Y. Zhao, X. Zhong, and S. Jiang. 2018. Effect of grape seed extract on sensory, textural, and anti-staling properties of Chinese steamed bread. Journal of Food Processing and Preservation 42 (2):e13497. doi: 10.1111/jfpp.13497.
- M’hiri, N., I. Ioannou, N. Mihoubi Boudhrioua, and M. Ghoul. 2015. Effect of different operating conditions on the extraction of phenolic compounds in orange peel. Food and Bioproducts Processing 96:161–70. doi: 10.1016/j.fbp.2015.07.010.
- Maetens, E., N. Hettiarachchy, K. Dewettinck, R. Horax, and K. Moens. 2018. Reductions of anti-nutritional factors of germinated soybeans by ultraviolet and infrared treatments for snack chips preparation. LWT 90:513–8. doi: 10.1016/j.lwt.2018.01.001.
- Mahato, N., M. Sinha, K. Sharma, and M. H. Cho. 2019. Modern extraction and purification techniques for obtaining high purity food-grade bioactive compounds and value-added co-products from citrus wastes. Foods 8:523. doi: 10.3390/foods8110523.
- Maher, M., S. Taghian Dinani, and H. Shahram. 2020. Extraction of phenolic compounds from lemon processing waste using electrohydrodynamic process. Journal of Food Measurement and Characterization 14 (2):749–60. doi: 10.1007/s11694-019-00323-0.
- Majerska, J., A. Michalska, and A. Figiel. 2019. A review of new directions in managing fruit and vegetable processing by- products. Trends in Food Science & Technology 88:207–19. doi: 10.1016/j.tifs.2019.03.021.
- Maner, S., A. K. Sharma, and K. Banerjee. 2017. Wheat flour replacement by wine grape pomace powder positively affects physical, functional and sensory properties of cookies. Proceedings of the National Academy of Sciences, India Section B: Biological Sciences 87 (1):109–13. doi: 10.1007/s40011-015-0570-5.
- Marchiani, R., M. Bertolino, D. Ghirardello, P. L. H. Mcsweeney, and G. Zeppa. 2016. Physicochemical and nutritional qualities of grape pomace powder-fortified semi-hard cheeses. Journal of Food Science and Technology 53 (3):1585–96. doi: 10.1007/s13197-015-2105-8.
- Marchiani, R., M. Bertolino, S. Belviso, M. Giordano, D. Ghirardello, L. Torri, M. Piochi, and G. Zeppa. 2016. Yogurt enrichment with grape pomace : Effect of grape cultivar on physicochemical, microbiological and sensory properties. Journal of Food Quality 39 (2):77–89. doi: 10.1111/jfq.12181.
- Meini, M. R., I. Cabezudo, C. E. Boschetti, and D. Romanini. 2019. Recovery of phenolic antioxidants from Syrah grape pomace through the optimization of an enzymatic extraction process. Food Chemistry 283:257–64. doi: 10.1016/j.foodchem.2019.01.037.
- Meshkani, S. M., S. A. Mortazavi, A. Hosein, E. Rad, and A. Beigbabaei. 2016. Optimization of protein extraction and evaluation of functional properties of tomato waste and seeds from tomato paste plants. Biosciences, Biotechnology Research Asia 13 (4):2387–401. doi: 10.13005/bbra/2410.
- Mirheli, M., and, and S. Taghian Dinani. 2018. Extraction of β-carotene pigment from carrot processing waste using ultrasonic-shaking incubation method. Journal of Food Measurement and Characterization 12 (3):1818–28. doi: 10.1007/s11694-018-9796-2.
- Mohan, K., T. Muralisankar, V. Uthayakumar, R. Chandirasekar, N. Revathi, A. Ramu Ganesan, K. Velmurugan, P. Sathishkumar, R. Jayakumar, and P. Seedevi. 2020. Trends in the extraction, purification, characterisation and biological activities of polysaccharides from tropical and sub-tropical fruits - A comprehensive review. Carbohydrate Polymers 238:116185. doi: 10.1016/j.carbpol.2020.116185.
- Montero-Calderon, A., C. Cortes, A. Zulueta, A. Frigola, and M. J. Esteve. 2019. Green solvents and ultrasound-assisted extraction of bioactive orange (Citrus sinensis) peel compounds. Scientific Reports 9 (1):1–8. doi: 10.1038/s41598-019-52717-1.
- Morales-Contreras, B. E., J. C. Contreras-Esquivel, L. Wicker, L. A. Ochoa-Martínez, and J. Morales-Castro. 2017. Husk tomato (Physalis ixocarpa Brot.) waste as a promising source of pectin: Extraction and physicochemical characterization. Journal of Food Science 82 (7):1594–601. doi: 10.1111/1750-3841.13768.
- Motevalizadeh, E., S. A. Mortazavi, E. Milani, and M. A. Hooshmand-Dalir. 2018. Optimization of physicochemical and textural properties of pizza cheese fortified with soybean oil and carrot extract. Food Science & Nutrition 6 (2):356–72. doi: 10.1002/fsn3.563.
- Moure, A., J. M. Cruz, D. Franco, J. Domı́nguez, J. Sineiro, H. Domı́nguez, M. José Núñez, and J. Parajó. 2001. Natural antioxidants from residual sources. Food Chemistry 72 (2):145–71. doi: 10.1016/S0308-8146(00)00223-5.
- Mustafa, A., L. M. Trevino, and C. Turner. 2012. Pressurized hot ethanol extraction of carotenoids from carrot by-products. Molecules (Basel, Switzerland) 17 (2):1809–18. doi: 10.3390/molecules17021809.
- Nagarajaiah, S. B., and J. Prakash. 2015. Nutritional composition, acceptability, and shelf stability of carrot pomace-incorporated cookies with special reference to total and β-carotene retentio. Cogent Food & Agriculture 1 (1):1039886. doi: 10.1080/23311932.2015.1039886.
- Natolino, A., and C. Da Porto. 2020. Kinetic models for conventional and ultrasound assistant extraction of polyphenols from defatted fresh and distilled grape marc and its main components skins and seeds. Chemical Engineering Research and Design 156:1–12. doi: 10.1016/j.cherd.2020.01.009.
- Ndubuisi, T. I., U. E. Enebaku, and C. Ogueke. 2014. Waste to wealth- value recovery from agro- food processing wastes using biotechnology : A review. British Biotechnology Journal 4 (4):418–81.
- Nieto, J. A., S. Santoyo, M. Prodanov, G. Reglero, and L. Jaime. 2020. Valorisation of grape stems as a source of phenolic antioxidants by using a sustainable extraction methodology. Foods 9 (5):604. doi: 10.3390/foods9050604.
- Nobre, B. P., A. F. Palavra, F. L. P. P. Pessoa, and R. L. Mendes. 2009. Supercritical CO2 extraction of trans-lycopene from Portuguese tomato industrial waste. Food Chemistry 116 (3):680–5. doi: 10.1016/j.foodchem.2009.03.011.
- Oliveira, V. R. de, L. T. Preto, H. de O. Schmidt, M. Komeroski, V. L. d. Silva, and A. d. O. Rios. 2016. Physicochemical and sensory evaluation of cakes made with passion fruit and orange residues. Journal of Culinary Science & Technology 14 (2):166–75. doi: 10.1080/15428052.2015.1102787.
- Oyinloye, T. M., and W. B. Yoon. 2020. Effect of freeze-drying on quality and grinding process of food produce: A review. Processes 8 (3):354. doi: 10.3390/pr8030354.
- Ozcan, M. M., Ghafoor, K. Juhaimi, F. Al, Uslu, N.Babiker, E. E.Babiker, E. E.Almusallam, I. A. … 2021. Influence of drying techniques on bioactive properties, phenolic compounds and fatty acid compositions of dried lemon and orange peel powders. Journal of Food Science and Technology 58 (1):147–58. doi: 10.1007/s13197-020-04524-0.
- Ozturk, B., C. Parkinson, and M. Gonzalez-Miquel. 2018. Extraction of polyphenolic antioxidants from orange peel waste using deep eutectic solvents. Separation and Purification Technology 206:1–13. doi: 10.1016/j.seppur.2018.05.052.
- Panadare, D. C., A. Gondaliya, and V. K. Rathod. 2020. Comparative study of ultrasonic pretreatment and ultrasound assisted three phase partitioning for extraction of custard apple seed oil. Ultrasonics Sonochemistry 61:104821. doi: 10.1016/j.ultsonch.2019.104821.
- Peng, X., J. Ma, K. Cheng, Y. Jiang, F. Chen, and M. Wang. 2010. The effects of grape seed extract fortification on the antioxidant activity and quality attributes of bread. Food Chemistry 119 (1):49–53. doi: 10.1016/j.foodchem.2009.05.083.
- Perazzini, H., F. B. Freire, F. B. Freire, and J. Teixeira. 2016. Thermal treatment of solid wastes using drying technologies: A review. Drying Technology 34 (1):39–52. doi: 10.1080/07373937.2014.995803.
- Pereira, C. G., and M. A. A. Meireles. 2010. Supercritical fluid extraction of bioactive compounds: Fundamentals, applications and economic perspectives. Food and Bioprocess Technology 3 (3):340–72. doi: 10.1007/s11947-009-0263-2.
- Pereira, D. T. V., A. G. Tarone, C. B. B. Cazarin, G. F. Barbero, and J. Martínez. 2019. Pressurized liquid extraction of bioactive compounds from grape marc. Journal of Food Engineering 240:105–13. doi: 10.1016/j.jfoodeng.2018.07.019.
- Petrotos, K., I. Giavasis, K. Gerasopoulos, C. Mitsagga, C. Papaioannou, and P. Gkoutsidis. 2021. Optimization of the vacuum microwave assisted extraction of the natural polyphenols and flavonoids from the raw solid waste of the pomegranate juice producing industry at industrial scale. Molecules 26 (1):246. doi: 10.3390/molecules26041033.
- Pingret, D., A.-S. Fabiano-Tixier, C. L. Bourvellec, C. M. G. C. Renard, and F. Chemat. 2012. Lab and pilot-scale ultrasound-assisted water extraction of polyphenols from apple pomace. Journal of Food Engineering 111 (1):73–81. doi: 10.1016/j.jfoodeng.2012.01.026.
- Pińkowska, H., M. Krzywonos, P. Wolak, and A. Złocińska. 2019. Pectin and neutral monosaccharides production during the simultaneous hydrothermal extraction of waste biomass from refining of sugar — optimization with the use of doehlert design. Molecules 24 (3):472. doi: 10.3390/molecules24030472.
- Pintać, D., T. Majkić, L. Torović, D. Orčić, I. Beara, N. Simin, N. Mimica–Dukić, and M. Lesjak. 2018. Solvent selection for efficient extraction of bioactive compounds from grape pomace. Industrial Crops and Products 111:379–90. doi: 10.1016/j.indcrop.2017.10.038.
- Prado, J. M., I. Dalmolin, N. D. D. Carareto, R. C. Basso, A. J. A. Meirelles, J. Vladimir Oliveira, E. A. C. Batista, and M. A. A. Meireles. 2012. Supercritical fluid extraction of grape seed : Process scale-up, extract chemical composition and economic evaluation. Journal of Food Engineering 109 (2):249–57. doi: 10.1016/j.jfoodeng.2011.10.007.
- Prakash Maran, J., V. Sivakumar, K. Thirugnanasambandham, and R. Sridhar. 2013. Optimization of microwave assisted extraction of pectin from orange peel. Carbohydrate Polymers 97 (2):703–9. doi: 10.1016/j.carbpol.2013.05.052.
- Purohit, A. J., and P. R. Gogate. 2015. Ultrasound-assisted extraction of β-carotene from waste carrot residue: Effect of operating parameters and type of ultrasonic irradiation. Separation Science and Technology 50 (10):1507–17. doi: 10.1080/01496395.2014.978472.
- Raghavendra, S. N., S. R. Swamy, N. K. Rastogi, K. S. M. S. Raghavarao, S. Kumar, and R. N. Tharanathan. 2006. Grinding characteristics and hydration properties of coconut residue: A source of dietary fibe. Journal of Food Engineering 72 (3):281–6. doi: 10.1016/j.jfoodeng.2004.12.008.
- Rahimpour, S., and, and S. Taghian Dinani. 2018. Lycopene extraction from tomato processing waste using ultrasound and cell-wall degrading enzymes. Journal of Food Measurement and Characterization 12 (4):2394–403. doi: 10.1007/s11694-018-9856-7.
- Ran, L., C. Yang, M. Xu, Z. Yi, D. Ren, and L. Yi. 2019. Enhanced aqueous two-phase extraction of proanthocyanidins from grape seeds by using ionic liquids as adjuvants. Separation and Purification Technology 226:154–61. doi: 10.1016/j.seppur.2019.05.089.
- Rangel, A. E. T., J. M. Gómez Ramírez, and A. F. González Barrios. 2020. From industrial by-products to value-added compounds: The design of efficient microbial cell factories by coupling systems metabolic engineering and bioprocesses. Biofuels, Bioproducts and Biorefining 14 (6):1228–38. doi: 10.1002/bbb.2127.
- Ranjha, M. M. A. N., S. Amjad, S. Ashraf, L. Khawar, M. N. Safdar, S. Jabbar, M. Nadeem, S. Mahmood, and M. A. Murtaza. 2020. Extraction of polyphenols from apple and pomegranate peels employing different extraction techniques for the development of functional date bars. International Journal of Fruit Science 20 (sup3):S1201–S1221. doi: 10.1080/15538362.2020.1782804.
- Rao, M., A. Bast, and A. de Boer. 2021. Valorized food processing by-products in the EU: Finding the balance between safety, nutrition, and sustainability. Sustainability 13 (8):4428–18. doi: 10.3390/su13084428.
- Rodríguez García, S. L., and V. Raghavan. 2021. Green extraction techniques from fruit and vegetable waste to obtain bioactive compounds—A review. Critical Reviews in Food Science and Nutrition:1–21. doi: 10.1080/10408398.2021.1901651.
- Saberian, H., Z. Hamidi-Esfahani, H. Ahmadi Gavlighi, and M. Barzegar. 2017. Optimization of pectin extraction from orange juice waste assisted by ohmic heating. Chemical Engineering and Processing: Process Intensification 117:154–61. doi: 10.1016/j.cep.2017.03.025.
- Sabio, E., M. Lozano, V. Montero De Espinosa, R. L. Mendes, A. P. Pereira, A. F. Palavra, and J. A. Coelho. 2003. Lycopene and β-Carotene extraction from tomato processing waste using supercritical CO2. Industrial & Engineering Chemistry Research 42 (25):6641–6. doi: 10.1021/ie0301233.
- Sadh, P. K., S. Kumar, P. Chawla, and J. S. Duhan. 2018. Fermentation: A boon for production of bioactive compounds by processing of food industries wastes (by-products). Molecules 23 (10):2560. doi: 10.3390/molecules23102560.
- Sagar, N. A., S. Pareek, S. Sharma, E. M. Yahia, and M. G. Lobo. 2018. Fruit and vegetable waste: Bioactive compounds, their extraction, and possible utilization. Comprehensive Reviews in Food Science and Food Safety 17 (3):512–31. doi: 10.1111/1541-4337.12330.
- Salehi, L., and S. Taghian Dinani. 2020. Application of electrohydrodynamic‐ultrasonic procedure for extraction of β-carotene from carrot pomace. Journal of Food Measurement and Characterization 14 (6):3031–9. doi: 10.1007/s11694-020-00542-w.
- Santamaría-Fernández, M., B. Molinuevo-Salces, M. Lübeck, and H. Uellendahl. 2018. Biogas potential of green biomass after protein extraction in an organic biorefinery concept for feed, fuel and fertilizer production. Renewable Energy 129:769–75. doi: 10.1016/j.renene.2017.03.012.
- Sarangi, P. K., S. Nanda, and P. Mohanty. 2018. Recent advancements in biofuels and bioenergy utilization. Berlin, Germany: Springer.
- Schieber, A., F. C. Stintzing, and R. Carle. 2001. By-products of plant food processing as a source of functional compounds — recent developments. Trends in Food Science & Technology 12 (11):401–13. doi: 10.1016/S0924-2244(02)00012-2.
- Schweiggert, R. M. 2018. Perspective on the ongoing replacement of artificial and animal-based dyes with alternative natural pigments in foods and beverages. Journal of Agricultural and Food Chemistry 66 (12):3074–81. doi: 10.1021/acs.jafc.7b05930.
- Scotter, M. J. 2011. Emerging and persistent issues with artificial food colours: Natural colour additives as alternatives to synthetic colours in food and drink. Quality Assurance and Safety of Crops & Foods 3 (1):28–39. doi: 10.1111/j.1757-837X.2010.00087.x.
- Sengar, A. S., A. Rawson, M. Muthiah, and S. K. Kalakandan. 2020. Comparison of different ultrasound assisted extraction techniques for pectin from tomato processing waste. Ultrasonics Sonochemistry 61:104812. doi: 10.1016/j.ultsonch.2019.104812.
- Šeregelj, V., L. Pezo, O. Šovljanski, S. Lević, V. Nedović, S. Markov, A. Tomić, J. Čanadanović-Brunet, J. Vulić, V. T. Šaponjac, et al. 2021. New concept of fortified yogurt formulation with encapsulated carrot waste extract. LWT 138:110732. doi: 10.1016/j.lwt.2020.110732.
- Shahram, H., and S. T. Dinani. 2019. Optimization of ultrasonic-assisted enzymatic extraction of β-carotene from orange processing waste. Journal of Food Process Engineering 42 (4):1–16. doi: 10.1111/jfpe.13042.
- Shahram, H., and S. Taghian Dinani. 2019. Influences of electrohydrodynamic time and voltage on extraction of phenolic compounds from orange pomace. LWT 111:23–30. doi: 10.1016/j.lwt.2019.05.002.
- Shahram, H., S. Taghian Dinani, and M. Amouheydari. 2019. Effects of pectinase concentration, ultrasonic time, and pH of an ultrasonic-assisted enzymatic process on extraction of phenolic compounds from orange processing waste. Journal of Food Measurement and Characterization 13 (1):487–98. doi: 10.1007/s11694-018-9962-6.
- Shinde, T. S., J. D. Brooks, and D. Sun-Waterhouse. 2015. Preparation and use of apple skin polyphenol extracts in milk: enhancement of the viability and adhesion of probiotic Lactobacillus acidophilus (ATCC 1643) bacteria. International Journal of Food Science & Technology 50 (6):1303–10. doi: 10.1111/ijfs.12759.
- Silva, R. P. F. F. da, T. A. P. Rocha-Santos, and A. C. Duarte. 2016. Supercritical fluid extraction of bioactive compounds. TrAC Trends in Analytical Chemistry 76:40–51. doi: 10.1016/j.trac.2015.11.013.
- Singh Nee Nigam, P., and A. Pandey. 2009. Biotechnology for agro-industrial residues utilisation: Utilisation of agro-residues. Springer. doi: 10.1007/978-1-4020-9942-7.
- Singh, K., T. Kumar, V. Prince Kumar, S. Sharma, and J. Rani. 2019. A review on conversion of food wastes and by-products into value added products. International Journal of Chemical Studies 7 (2):2068–73. https://www.researchgate.net/publication/333903468.
- Socas-Rodríguez, B., G. Alvarez-Rivera, A. Valdes, E. Ibanez, and A. Cifuentes. 2021. Food by-products and food wastes: Are they safe enough for their valorization? Trends in Food Science & Technology 114:133–47. doi: 10.1016/j.tifs.2021.05.002.
- Sporin, M., M. Avbelj, B. Kovac, and S. S. Mozina. 2018. Quality characteristics of wheat flour dough and bread containing grape pomace flour. Food Science and Technology International = Ciencia y Tecnologia de Los Alimentos Internacional 24 (3):251–63. doi: 10.1177/1082013217745398.
- Strati, I. F., and V. Oreopoulou. 2011. Effect of extraction parameters on the carotenoid recovery from tomato waste. International Journal of Food Science & Technology 46 (1):23–9. doi: 10.1111/j.1365-2621.2010.02496.x.
- Strati, I. F., E. Gogou, and V. Oreopoulou. 2015. Enzyme and high pressure assisted extraction of carotenoids from tomato waste. Food and Bioproducts Processing 94:668–74. doi: 10.1016/j.fbp.2014.09.012.
- Teigiserova, D. A., L. Hamelin, and M. Thomsen. 2019. Review of high-value food waste and food residues biorefineries with focus on unavoidable wastes from processing. Resources, Conservation & Recycling 149:413–26. doi: 10.1016/j.resconrec.2019.05.003.
- Tielens, J., and J. Candel. 2014. Reducing food wastage, improving food security? An inventory study on stakeholders’ perspectives and the current state. Food & Business Knowledge Platform. https://knowledge4food.net/wp-content/uploads/2014/07/140702_fbkp_report-foodwastage_DEF.pdf
- Tiwari, S., N. Upadhyay, A. K. Singh, G. S. Meena, and S. Arora. 2019. Organic solvent-free extraction of carotenoids from carrot bio-waste and its physico-chemical properties. Journal of Food Science and Technology 56 (10):4678–87. doi: 10.1007/s13197-019-03920-5.
- Todd, R., and S. Baroutian. 2017. A techno-economic comparison of subcritical water, supercritical CO2 and organic solvent extraction of bioactives from grape marc. Journal of Cleaner Production 158:349–58. doi: 10.1016/j.jclepro.2017.05.043.
- Toledo, N. M. V. de, L. P. Nunes, P. P. M. da Silva, M. H. F. Spoto, and S. G. Canniatti-Brazaca. 2017. Original article Influence of pineapple, apple and melon by-products on cookies : physicochemical and sensory aspects. International Journal of Food Science & Technology 52 (5):1185–92. doi: 10.1111/ijfs.13383.
- Toma, A., O. Craciunescu, and R. Tatia. 2019. Comparative study on extraction methods of pectin from by-products of juiced carrots. Scientific Bulletin, Series F. Biotechnologies 23:71–7.
- Tomašević, I., P. Putnik, F. Valjak, B. Pavlić, B. Šojić, A. Bebek Markovinović, and D. Bursać Kovačević. 2021. 3D printing as novel tool for fruit-based functional food production. Current Opinion in Food Science 41:138–45. doi: 10.1016/j.cofs.2021.03.015.
- Tripathi, M. K., R. S. Jadam, S. K. Giri, and R. M. Srivastva. 2019. Food processing by-products: Future for food applications. Octa Journal of Biosciences 7 (2):93–9.
- Trujillo-Juárez, L. G., Ó. Hernández-Meléndez, M. Gimeno, J. Gracia-Fadrique, and E. Bárzana. 2021. Extraction of essential oil from waste grapefruit peel using a pilot-scale twin-screw extruder. ACS Food Science & Technology 1 (7):1198–205. doi: 10.1021/acsfoodscitech.1c00098.
- Twinomuhwezi, H., A. C. Godswill, and D. Kahunde. 2020. Extraction and characterization of pectin from orange (Citrus sinensis), lemon (Citrus limon) and tangerine (Citrus tangerina). American Journal of Physical Sciences 1:17–30.
- Uwineza, P. A., and A. Waśkiewicz. 2020. Recent advances in supercritical fluid extraction of natural bioactive compounds from natural plant materials. Molecules 25 (17):3847. doi: 10.3390/molecules25173847.
- Vakili, S., and S. A. Yasini Ardakani. 2018. Antioxidant effect of orange peel extract on chemical quality, sensory properties, and black spots of farmed white shrimp (Litopenaeus vannamei). Journal of Nutrition and Food Security 3 (1):19–26. http://jnfs.ssu.ac.ir/article-1-122-en.html.
- van der Goot, A. J., P. J. M. Pelgrom, J. A. M. Berghout, M. E. J. Geerts, L. Jankowiak, N. A. Hardt, J. Keijer, M. A. I. Schutyser, C. V. Nikiforidis, and R. M. Boom. 2016. Concepts for further sustainable production of foods. Journal of Food Engineering 168:42–51. doi: 10.1016/j.jfoodeng.2015.07.010.
- Vital, A. C. P., S. N. Woruby, P. T. Matumoto-Pintro, M. R. da. S. Scapim, and G. S. Madrona. 2018. Ice cream supplemented with grape juice residue as a source of antioxidants. International Journal of Dairy Technology 71 (1):183–9. doi: 10.1111/1471-0307.12412.
- Wang, L., N. Boussetta, N. Lebovka, and E. Vorobiev. 2018. Effects of ultrasound treatment and concentration of ethanol on selectivity of phenolic extraction from apple pomace. International Journal of Food Science & Technology 53 (9):2104–9. doi: 10.1111/ijfs.13835.
- Wu, D. 2016. Recycle technology for potato peel waste processing: A review. Procedia Environmental Sciences 31:103–7. doi: 10.1016/j.proenv.2016.02.014.
- Xiong, X., X. Cao, Q. Zeng, X. Yang, Y. Wang, R. Zhang, F. Huang, L. Dong, M. Zhang, and D. Su. 2021. Effects of heat pump drying and superfine grinding on the composition of bound phenolics, morphology and microstructure of lychee juice. LWT 144:111206. doi: 10.1016/j.lwt.2021.111206.
- Yadav, D., H. Kumar, A. Kumar, A. Jha, P. Kumar, and P. K. A. Goyal. 2016. Optimization of polyphenolic fortification of grape peel extract in stirred yogurt by response surface methodology. Indian Journal of Dairy Science 69 (1):41–9.
- Yan, L., L. He, and J. Xi. 2017. High intensity pulsed electric field as an innovative technique for extraction of bioactive compounds-A review. Critical Reviews in Food Science and Nutrition 57 (13):2877–88. doi: 10.1080/10408398.2015.1077193.
- Yan, L., Y. Deng, T. Ju, K. Wu, and J. Xi. 2018. Continuous high voltage electrical discharge extraction of flavonoids from peanut shells based on "annular gap type" treatment chamber. Food Chemistry 256:350–7. doi: 10.1016/j.foodchem.2018.02.129.
- Yeoh, S., S. Zhang, J. Shi, and T. A. G. Langrish. 2008. A comparison of different techniques for water-based extraction of pectin from orange peels. Chemical Engineering Communications 195 (5):511–20. doi: 10.1080/00986440701707479.
- Zhongdong, L., W. Guohua, G. Yunchang, and J. F. Kennedy. 2006. Image study of pectin extraction from orange skin assisted by microwave. Carbohydrate Polymers 64 (4):548–52. doi: 10.1016/j.carbpol.2005.11.006.