
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
Currently, there is a significant interest in magnesium (Mg) alloys for structural and functional applications. Mg alloys are lightweight materials (1.7–2.0 g/cm3), whose density is significantly lesser than that of titanium alloys and stainless steels. Furthermore, from the perspective of biomedical devices, they are biodegradable, bioresorbable and biocompatible. The objective of this work is to investigate the transition from grain boundary precipitation behaviour in the as-cast alloy to nanoscale precipitation during triaxial forging, with particular emphasis on exploring the application of small-angle X-ray scattering technique to investigate nanoscale precipitation and complement with the conventional approach of X-ray diffraction and electron microscopy.
Introduction
Magnesium (Mg) alloys are attractive for automotive and aerospace applications because of their low density and high specific strength. In the biomedical industry, the increasing use of Mg alloys as screws and scaffolds to engineer tissues is attractive due to their biocompatibility and similar density, stiffness and strength as bone [Citation1,Citation2].
The addition of rare-earth (RE) elements to Mg alloys increases mechanical properties and increases formability by modifying the texture to a random state [Citation3]. On the other hand, severe plastic deformation reduces the grain size, leading to an increase in the strength of Mg–RE alloys [Citation4].
The primary barrier that restricts the plastic deformation of Mg and its alloys is limited formability because of a smaller number of active slip planes during the deformation of the hcp close-packed crystal structure. According to von Mises criterion, the material must have at least five active slip planes for deformation. The hcp crystal structure has three slip planes, i.e. basal, pyramidal and prismatic. If we compare the critical resolved shear stress (CRSS) for these planes, we find that the CRSS for the basal planes is less compared to pyramidal and prismatic such that the basal slip is the dominant mechanism for plastic deformation at low temperatures. If we increase the temperature, the CRSS for slip decreases and plastic deformation is facilitated, but the oxidizing nature of Mg limits the process to relatively low temperatures [Citation5,Citation6].
The processing of Mg alloys has been recently addressed by combining annealing of the as-cast alloy with triaxial or multidirectional forging to obtain isotropic ultrafine-grained (UFG) structure in a lean Mg-2Zn-2Gd alloy with high strength (yield strength: ~227 MPa)–high ductility (% elongation: ~30%) combination. This combination of strength and ductility is excellent for the lean alloy, enabling an understanding of precipitation during the deformation processes in a formable high strength Mg–RE alloy [Citation5,Citation6]. Strength–ductility trade-off is important for the formability of metals and alloys [Citation5–13].
In triaxial forging, the process utilizes a die that presses the alloy to a particular strain, then releases and rotates it to 90° and presses it again along a different axes to a near-identical strain. This process is carried out along each of the three axes, x, y and z, when rotated 90° which allows strain to be uniform throughout the alloy [Citation1–6].
The objective of this study is to investigate the transition of grain boundary precipitation behaviour in the as-cast alloy to nanoscale precipitation during triaxial forging, with particular emphasis on exploring the application of small-angle X-ray scattering (SAXS) technique to investigate nanosized precipitates and complement with the traditional approach of characterizing precipitates by X-ray diffraction and electron microscopy.
In SAXS, the intensity of X-rays elastically scattered away from the direct beam is recorded as a function of , the wave vector difference between the scattered and incident beam
. In the case of elastic isotropic scattering, SAXS data are averaged to one-dimensional I(Q) where Q depends on the scattering angle
by
. When normalized to absolute units, I(Q) becomes the volume-normalized differential scattering cross section, and along with extracting structural parameters such as radius and shape of nanoparticles from statistical models, it also allows estimates of nanoparticle number density within the probed volume [Citation14]. SAXS has the advantage of studying nanoscale precipitation in metallic systems with minimal sample preparation steps and thus does not significantly affect the properties of the targeted structures. In this work, SAXS was used to characterize the nanoscale precipitate structure in forged samples which consisted of thin 90 µm foils with a monochromatic Cu-Kα (
Å) X-ray beam in transmission mode geometry [Citation14].
Experimental procedure
Mg–RE alloy with nominal chemical composition of Mg-2Zn-2Gd (in weight %) was cast in a preheated mould. Prior to triaxial forging, the as-cast alloy was annealed at 500°C. Subsequently, triaxial forging (x-, y- and z-directions) was carried out in a heated die and two passes were given. The details of processing are given elsewhere [Citation5,Citation6]. The as-cast and forged samples were mechanically polished to a smooth surface and examined by X-ray diffraction (Bruker D8 model) using Cu-Kα radiation at a scan rate of 1° per minute. To analyse different phases, EVA software available with the XRD equipment was used.
Transmission electron microscopy (TEM) of as-cast and as-cast + annealed + triaxial forged alloys was carried out using the following procedure. After mechanically grinding the sample using a series of silicon carbide (SiC) paper to about ~35–50 µm thickness, 3 mm disks were punched from the alloys and twin-jet polishing was carried out to obtain a shining surface in the centre part of the 3 mm disk, as described previously [Citation5,Citation6]. Tensile properties were determined according to the ASTM standard [Citation5,Citation6].
Samples for SAXS measurements were prepared by mechanical grinding to ~80–100 μm thickness to enable transmission of X-rays through the sample. The as-cast and triaxial forged Mg-alloy samples were sectioned using a precision saw into a rectangular shape of dimensions 0.5 mm × 1 mm and 0.5 mm. Next, the samples were mounted on a metallic block using an epoxy glue and allowed to dry. Subsequently, the rectangular samples were ground to the required thickness using a series of SiC paper starting from 220 grit and ending at 2400 grit. The following sequence of SiC papers was used: 220, 320, 400, 600, 800, 1200 and 2400. After the 800-grit paper, the samples were removed from the mounting block and manually ground with 1200- and 2400-grit papers, flipping the sample back and forth after 2–10 seconds passes along x- and y-axes directions, until the desired thickness was obtained. Transmission-mode SAXS/WAXS experiments were carried out on a Xenocs Xeuss 2.0 system. These measurements were carried out at three different locations for each of the two conditions of Mg-alloy samples. The raw SAXS data were reduced using XSACT [Citation15] and in-house python scripts within the Mantid Workbench [Citation16]. This procedure consisted of azimuthally averaging the 2D data, applying instrument background and dark current subtraction, transmission corrections, and calibrated to absolute units employing the glassy carbon scattering standard [Citation17,Citation18,].
Results and discussion
Based on light and electron microscopy observations, during annealing, grain growth occurred, and the average grain size was increased from ~25 µm in the as-cast alloy to 44 ± 2 µm in the annealed alloy. After triaxial forging, the grain size of the annealed alloy was significantly refined to 416 ± 140 nm [Citation5,Citation6]. During multiaxial forging, the rotation of sample 90º around its axis in each step was an effective approach to break the grain structure and subdivide the grains, leading to UFG alloy [Citation5,Citation6].
Tensile properties of as-cast and triaxial forged alloy are summarized in . The as-cast alloy exhibited low strength and elongation because of high degree of precipitation along the grain boundaries, which leads to stress concentration at the grain boundaries and early fracture. On annealing, yield strength was decreased because of grain growth. The reason for high grain growth is attributed to the presence of residual stresses in the as-cast alloy that was cooled at a high cooling rate. On annealing, recrystallization occurred and stress was relieved, followed by grain growth with time. It is also possible that the dissolution of grain boundary precipitates led to unpinning and promoted diffusion across the grain boundaries and coalescence of grains, which consequently led to grain coarsening [Citation5,Citation6]. The yield strength and tensile strength of the alloy were increased from ~46 MPa and ~70 MPa in the as-cast + annealed alloy to 227 MPa and 272 MPa in the forged alloy, respectively.
Table 1. X-ray diffraction 2ϴ values for pure Mg compared to as-cast and as-cast + annealed + triaxial forged alloy indicating peaks corresponding to Mg matrix and W-phase precipitates.
A comparison of X-ray diffraction patterns of as-cast and as-cast + annealed + triaxial forged Mg-2Zn-2Gd alloy is presented in . show the X-ray diffraction patterns of as-cast alloy and as-cast + annealed + triaxial forged alloys, respectively, confirming the presence of α-Mg and standard W-phase (Mg3Zn3Gd). The α-Mg peaks and W-phase (Mg3Zn3Gd) are consistent with the previously reported data [Citation19]. summarizes the X-ray diffraction data and lists the diffraction peaks corresponding to the Mg matrix and W-phase. Two-dimensional wide-angle X-ray scattering measurement of the unforged and forged materials was also carried out (). The unforged samples exhibit specular reflections along with slight diffuse scattering from large oriented crystalline domains in the material. Position-dependent low-angle reflections due to material inhomogeneities also result in ‘streaking’ along certain azimuthal directions. In contrast, the Debye–Scherrer rings in the forged samples appear more uniform, consistent with randomly oriented smaller domains compared to the unforged material.
Figure 1. X-ray diffraction plot for the as-cast Mg-2Zn-2Gd alloy showing diffraction peaks corresponding to the Mg matrix and W-precipitates.
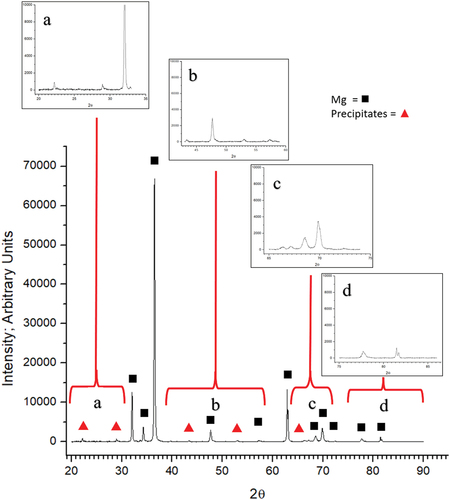
Figure 2. X-ray diffraction plot for the as-cast + annealed + triaxial forged Mg-2Zn-2Gd alloy showing diffraction peaks corresponding to the Mg matrix and W-precipitates.
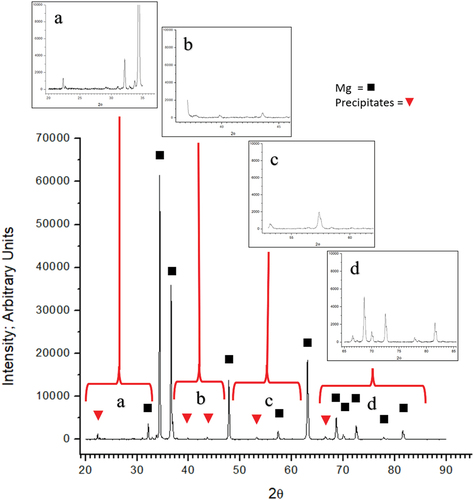
Figure 3. Two-dimensional wide-angle X-ray scattering of forged vs unforged samples. (Top) Unforged samples exhibit specular reflections along with slight diffuse scattering from large oriented crystalline domains in the material. Position-dependent low-angle reflections due to material inhomogeneities also result in ‘streaking’ along certain azimuthal directions. (Bottom) The Debye–Scherrer rings in the forged samples appear more uniform, consistent with randomly oriented smaller domains compared to the unforged material.
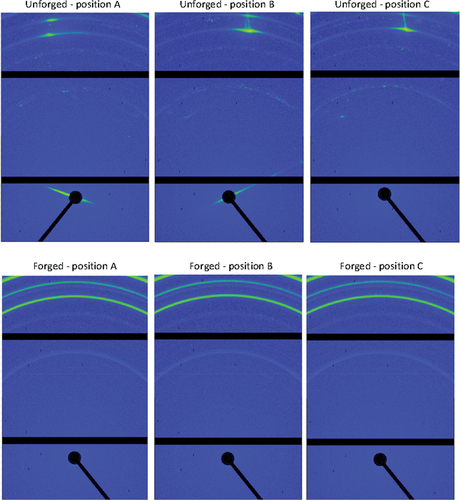
Table 2. Average grain size and mechanical properties of as-cast, as-cast + annealed and as-cast + annealed + triaxial forged (2 passes) Mg-2Zn-2Gd alloy.
suggest that no new phase transformation took place during the triaxial forging and the W-phase was distributed in the matrix of the alloy. This is being further studied.
SAXS data are presented in . The log–log I(Q) plot () revealed a strong power law behaviour primarily due to grain boundary surface scattering. This behaviour was seen in both the as-cast and triaxial forged alloy. The nanoscale precipitate intensity is better represented by the I(Q)×Qm plot (). This effectively removes the power law behaviour for both samples, revealing the signal made by the nanoprecipitates. However, in the triaxial forged sample, the nanoscale precipitates formed during the forging process introduced a modulation to the power law scattering with a noticeable increase in scattering over a broad Q-range centred at ~0.02Å−1. In the as-cast sample, this behaviour was missing because of the lack of formation of precipitates in the nanoscale regime, as revealed through the model fit. The analysis was carried out assuming the form factor of a sphere [Citation20] to shed light on the size and concentration of the nanoparticles. We applied a model consisting of a power law, sphere form factor and flat background according to the general form shown belowCitation15,Citation20]:
Figure 4. Small-angle X-ray scattering plots of as-cast and as-cast + annealed + triaxial forged Mg-2Zn-2Gd alloy.
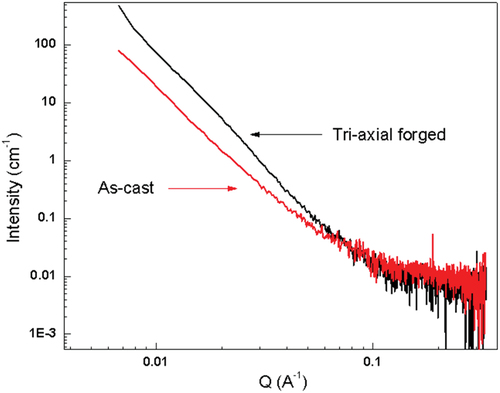
Figure 5. The as-cast sample has virtually no nanoparticle structure indicated by the absence of slope, while the as-cast + annealed + triaxial forged sample has more than 10× increase in the nanoprecipitate signal.
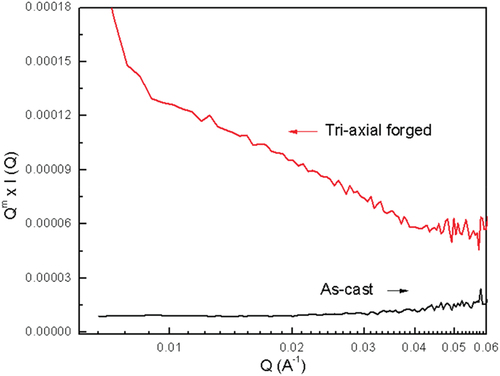
Figure 6. Small-angle X-ray scattering plots of as-cast + annealed + triaxial forged Mg-2Zn-2Gd alloy illustrating the probability of distribution of size of nanoscale precipitates.
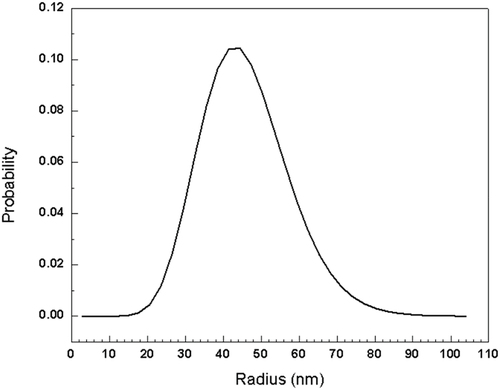
Figure 7. Transmission electron micrographs and selected area diffraction patterns of as-cast and as-cast + annealed + triaxial forged Mg-2Zn-2Gd alloy.
This model yields an approximate radius of ~45 nm for the nanoscale precipitates (). The function contains a prefactor
. Here, V is the volume of an individual spherical precipitate and
is the volume fraction occupied by spheres in the total probe volume. The X-ray scattering length density (SLD) difference,
(calculated from reference [Citation21]), corresponds to the SLD difference between the magnesium matrix, 14.8 ×
10−6 Å−2, and the W-phase precipitates, 37.6 ×
10−6 Å−2. A large
increases the propensity to scatter X-rays and produce measurable signal. The volume fraction, which is an output parameter of our model, may be expressed as
, with N corresponding to the total number of particles, Vs the particle volume and VTOT the total probed sample volume. The average precipitate number density from SAXS measurements at three positions, using a 0.25 mm2-sized X-ray beam, resulted in number densities between 0.8 and 1.2 × 1019/m3.
The TEM micrographs together with selected area diffraction patterns of as-cast and triaxially forged alloys are presented in [Citation22]. The as-cast alloy shows the presence of coarse W-phase precipitates of average size of ~205 nm at the grain boundaries, as manually determined from the TEM micrographs, while the triaxially forged sample had a very high density of W-phase nanoscale precipitates of size in a range of 20–70 nm (). The respective density of precipitates in the as-cast was estimated to be 9.64 × 1018/m3, and triaxially forged alloys were between 9.8 × 1018/m3 and 3.92 × 1021/m3. The size of precipitates as determined by TEM is smaller compared to that determined by SAXS. This may be related to the manual analysis of TEM micrographs, while SAXS data are directly obtained by the instrument and nanoscale precipitates of W-phase were considered spherical in morphology. While the size range of precipitates obtained by both techniques is not too different, this aspect is being further examined. Thus, the increase in both yield strength and tensile strength on forging is primarily a consequence of ultrafine grain size and high density of nanoscale precipitates. Forging led to the uniform distribution of W-phase precipitates in the matrix. Furthermore, grain fragmentation occurred because of increase in the number of active slip planes at the triaxial forging temperature of 450°C as compared to room temperature deformation, when the deformation is difficult because of high CRSS of slip planes [Citation23]. It is also envisaged that the deformation ability of W-phase was more than the deformability of grains such that the distribution of W-phase was more uniform during triaxial forging. Similarly, the high degree of fragmentation of grains is attributed to annealing at 500°C, which led to the dissolution of W-phase, which enabled easy deformation of grains at high deformation rate, besides dynamic recrystallization [Citation16]. Thus, the grain size was refined to the UFG regime and the size of W-phase precipitates was reduced from the average size of ~205 nm at the grain boundaries in the as-cast alloy to ~20–70 nm (based on the analysis of TEM micrographs) in the triaxial forged alloy. The above effects provided a high strength–high ductility combination in the triaxial forged alloy.
Concluding remarks and future directions
The observations of SAXS complemented by XRD and electron microscopy concerning size and distribution of precipitates in the UFG triaxial forged Mg-2Zn-2Gd alloy with high strength–high ductility combination confirms the potential application of SAXS in the study of nanostructures. Secondly, triaxial forging of magnesium alloys is a potential and viable approach to process other hcp alloys with a limited number of slip systems, enabling superior mechanical properties to be obtained.
Acknowledgments
The authors (M.R. Weaver, A.J. Maldonado and R.D.K. Misra) are grateful to the National Science Foundation for financial support through grant # CMMI 2130586.
Disclosure statement
No potential conflict of interest was reported by the authors.
Additional information
Funding
References
- Li X, Liu X, Wu S, et al. Acta Biomaterialia. 2016;45:2–9. DOI:10.1016/j.actbio.2016.09.005
- Wang JL, Mukherjee S, Nisbet DR, et al. J Mat Chem B. in press. 2015;3(45):8874–8883.
- Wu J, Jin L, Dong J. Journal Of Materials Science & Technology. 2020;42:175–189. DOI:10.1016/j.jmst.2019.10.010
- Huang H, Jiang M, Wei L, et al. Mater Charact. 2021;171:110734. DOI:10.1016/j.matchar.2020.110734
- Misra RDK. Strong and ductile texture-free ultrafine-grained magnesium alloy via three-axial forging. Mater Lett. 2023;31:133443.
- Misra RDK. Enabling manufacturing of multi-axial forging-induced ultrafine-grained strong and ductile magnesium alloys: a perspective of process-structure-property paradigm. Mater Technol. 2023;38:2189769.
- Ning H, Li X, Meng L, et al. Effect of Ni and Mo on microstructure and mechanical properties of grey cast iron. Mater Technol; Adv Perform Mater. 2023;38:2172991.
- Guo L, Su X, Dai L, et al. Strain ageing embrittlement behaviour of X80 self-shielded flux-cored girth weld metal. Mater Technol Adv Perform Mater. 2023;38:2164978.
- Yang C, Xu H, Wang Y, et al. Hot Tearing analysis and process optimisation of the fire face of Al-Cu alloy cylinder head based on MAGMA numerical simulation. Mater Technol Adv Perform Mater. 2023;38:2165245.
- Li Q, Zuo H, Feng J, et al. Strain rate and temperature sensitivity on the flow behaviour of a duplex stainless steel during hot deformation. Mater Technol Adv Perform Mater. 2023;38:2166216.
- Li SF, Misra RDK. Towards strength-ductility synergy in nanosheets strengthened titanium matrix composites through laser power bed fusion of MXene/Ti composite powder. Mater Technol. 2023;38:2181680.
- Niu G, Zurpb H, Guyen M, et al. Superior fracture toughness in a high-strength austenitic steel with heterogeneous lamellar microstructure. Acta Materialia. 2022;226:117462.
- Misra RDK, Challa VSA, Iinjeti YS. Phase reversion-induced nanostructured austenitic alloys: an overview. Mater Technol. 2022;37:437–449.
- Gommes CJ, Jaksh S, Frielinghuas H. Small-angle scattering for beginners. J Appl Crystallogr. 2021;54:1832–1843.
- SAXS data analysis with XSACT software for beginners and experts. Xenocs. [cited 2023 Feb 14]. Available from: https://www.xenocs.com/saxs-products/xsact-software
- Mantid. Available from: https://mantidproject.org/.
- Russell TP, Lin JS, Spooner S, et al. Intercalibration of small-angle X-ray and neutron scattering data. J Appl Crystallogr. n.d;21:629–638. DOI:10.1107/S0021889888004820
- Zhang F, Ilavsky J, Long GG, et al. Glassy carbon as an absolute intensity calibration standard for small-angle scattering. Metall Mater Trans A Phys Metall Mater Sci. 2010;41:1151–1158.
- Yamasaki M, Sasaki M, Nishijima M, et al. Formation of 14H long period stacking ordered structure and profuse stacking faults in Mg–Zn–Gd alloys during isothermal aging at high temperature. Acta Mater. 2007;55:6798.
- Guinier A, Fournet G. Small-angle scattering of X-rays. New York: John Wiley and Sons; 1955.
- Neutron activation and scattering calculator. Retrieved fromAvailable from: https://www.ncnr.nist.gov/resources/activation/.
- Misra RDK. unpublished research.
- Miura H, Maruoka T, Yang X, et al. Microstructure and mechanical properties of multi-directionally forged Mg–Al–Zn alloy. Scripta Materialia. 2012;66:49–51.