
ABSTRACT
The US Environmental Protection Agency’s (EPA’s) New Source Performance Standards (NSPS) for Residential Wood Heaters (RWH) require certification emission testing of prototype appliances. In 2015, EPA revised those standards to further reduce particulate matter emissions from this critical source. However, to achieve that goal, lower emissions measured in certification tests must reflect lower emissions when the appliance is operated in homes. Woodstove certification tests have used either the Federal Reference Method (FRM), a crib wood method, or a cordwood testing method developed by ASTM International that was designated as a broadly applicable Alternative Test Method (ATM) by the EPA until December 2021, when that status was revoked. There is broad agreement that the FRM and ASTM procedures do not simulate typical fueling and operating of wood stoves in the field, raising questions about the efficacy of the current program. Effective emission reduction efforts require robust, accurate, and reproducible test methods. With input from a range of stakeholders, the Northeast States for Coordinated Air Use Management (NESCAUM) developed the Integrated Duty Cycle Test Method for Certification of Wood-Fired Stoves Using Cordwood (IDC), a cordwood testing protocol designed to improve the efficacy of residential wood heater certification testing. That method was approved by EPA as a broadly applicable ATM in 2021. IDC test runs assess appliance performance under a range of operating and fueling conditions representative of typical consumer use patterns. Unlike previous test methods, the IDC protocol requires three replicate runs to assess appliance performance variability. Including variable fueling and operating conditions, along with the requirement for replicates runs, will increase the effectiveness of certification testing and promote the development of improved wood stove technology. This paper reports on experiments conducted to develop and test the IDC method.
Implications: Residential wood heating is one of the largest sources of primary particulate matter pollution nationwide. EPA’s New Source Performance Standards (NSPS) establish emission limits for this source category and require certification testing of prototype wood appliances to demonstrate compliance with those limits. However, the operating and fueling requirements in NSPS compliance testing protocols do not represent typical conditions in the field. We developed a new testing approach, the Integrated-Duty Cycle (IDC) Test Method, to address the shortcomings of current certification test approaches. The IDC procedure for cordwood stoves, which was approved by EPA as a broadly applicable alternative test method in 2021, assesses appliance operations over various operating and fueling conditions representing typical consumer use patterns in an integrated run and requires three replicate runs to enable the assessment of variability in stove performance. Stoves certified with this method will be equipped to meet the NSPS limits consistently in field operation.
Introduction
The US Environmental Protection Agency’s (EPA’s) New Source Performance Standards (NSPS) for Residential Wood Heaters (RWH) regulate particulate matter (PM) emissions from new wood appliances. In 2015, the EPA revised the NSPS for RWH, establishing two tiers of PM emission limits for wood stoves; Step 1 standards, which were in effect from May 2015 to May 2020 and more stringent Step 2 standards, which became effective in May 2020 (US EPA, Citation2015) A wood stove model line is certified as compliant with the NSPS requirements if emissions from a prototype appliance, as measured by an EPA-approved testing laboratory, conform with those limits.The NSPS rule does not require testing of production models or verification of stove performance in the field; therefore, the certification test is EPA’s only mechanism for determining compliance with the emissions limits in that rule.
The wood burned in RWH is highly heterogeneous, encompassing a wide range of species, densities, piece sizes, and moisture, bark, and resin contents. In-use conditions that affect burn characteristics, including fuel loading patterns (e.g., piece placement, amount of fuel), airflow settings, and door openings, are also highly variable. These burn characteristics can affect stove performance and the effectiveness of technologies used to control emissions (Mack, Hartmann, and Schon Citation2019). Given the highly variable nature of appliance use in the field, effective certification test procedures must assess appliance performance under a broad range of conditions.
The Federal Reference Method (FRM) for certification of wood stoves specified in the NSPS, EPA Method 28 R (M28R), is a “hot-to-hot” steady-state test that burns a single specified configuration of dimensional Douglas fir lumber with spacers (crib wood) at four burn rates. M28R test results do not accurately represent real-world emissions because the test does not use cordwood and does not simulate typical consumer fueling and operating conditions (Houck and Tiegs Citation1998). Cribs tend to burn cleaner than cordwood due to a more uniform air flow and the absence of bark or large knots (Houck, Pitzman, and Tiegs Citation2008). In addition, the method does not measure emissions during startup periods, which can make up a substantial portion of total emissions (Tiegs Citation1995). Stoves designed to minimize emissions measured in M28R laboratory tests may perform sub-optimally under in-field operating conditions (US EPA, Citation2016).
Acknowledging that “(c)ord wood testing is a better measure of how the heaters will perform on the type of fuel commonly used in homes,” the 2015 NSPS revisions provided an alternative compliance option for manufacturers who choose to demonstrate compliance with Step 2 emission limits using cordwood rather than the crib wood method. To be certified as Step 2 compliant, the NSPS requires a demonstration that the emission rate (ER) does not exceed the NSPS limit of 2 grams per hour (g/h) if testing is conducted using the M28R crib wood test method. However, stoves tested with a cordwood method are allowed an ER of 2.5 g/h, based on industry concerns related to higher emissions measurements in cordwood testing.
A cordwood test method was not available when the 2015 rule was promulgated; however, in 2016, EPA asked a wide range of parties for input “on how to improve current cordwood test methods and balance representation of in-home use with precision and variability concerns” (US EPA (U.S. Environmental Protection Agency) Citation2016). In 2018, EPA accepted two methods, Alt-125 and Alt-127, as broadly applicable Alternative Test Methods (ATMs). Those methods are based on ASTM E3053, a cordwood method developed by ASTM International (ASTM Citation2018). The ATM designations for those procedures were revoked on December 21, 2021 in response to concerns from state agencies regarding the test method’s stringency (Wayland Citation2021).
In 2016–2018, the Northeast States for Coordinated Air Use Management (NESCAUM) and the Western States Air Resources Council (WESTAR) led a workgroup that included representatives of state and federal regulatory agencies, manufacturers, testing laboratories, and trade associations to begin development of an alternative cordwood test, known as the Integrated Duty Cycle (IDC) method. The IDC method builds on the principles of the European Consortium’s beReal wood stove test method (http://www.bereal-project.eu and Reichert et al. Citation2018), which is designed to represent typical European in-use operating and fueling practices. The IDC method development adapted that approach to reflect fueling and operating practices typical of homes in the United States (Ahmadi et al. Citation2019) and to require replicate test runs to assess the variability of the results. The IDC method was approved by EPA as a broadly applicable ATM in 2021 (US EPA, Citation2021).
This paper documents woodstove emission tests that were conducted to inform the design of the IDC method and to access the reproducibility of method results. The testing was performed at Hearthlab Solutions in Bethel, Vermont.
Methods
Stoves
Tests to inform the initial development of the IDC method were conducted on the eight wood stoves listed in . Those stoves represent a range of firebox sizes, construction types, control technologies, and EPA certification levels. The stoves were certified as compliant with the 2015 NSPS emissions limits using the M28R crib wood test method. After initial testing, stove 3 was eliminated from the study due to design issues.
Table 1. Morin IDC Stove Paper Tables Cordwood stoves in initial research program.
As shown in , four of the initial study stoves use non-catalytic tube control systems to reduce PM emissions. Non-catalytic emission controls include insulation of the firebox, using a large baffle to produce a longer, hotter gas flow path, and preheating the combustion air, which comes through small holes above the fuel in the firebox. In non-catalytic tube stoves, secondary air tubes introduce additional combustion air, causing the flue gas to reignite to burn off emissions. The study also included one downdraft, non-catalytic stove (Stove 5). Downdraft stoves route smoke downwards into a chamber where it can be reburned before exiting the stove. Two of the study stoves are equipped with a catalytic converter coated with a metal that reacts with smoke and other combustion byproducts. Catalytic converters operate at lower temperatures than needed for non-catalytic controls to function but are not effective until the stove temperature reaches a temperature of about 500 degrees F. The hybrid study stove uses both catalytic and non-catalytic tube controls to reduce emissions.
Later in the study, we tested the five additional stoves listed in . Those stoves were certified as Step 2 compliant using the recently revoked ASTM E3053-based cordwood methods. Testing of those stoves provided data on appliances designed to demonstrate compliance with the emission standards using a cordwood certification test.
Table 2. Additional cordwood stoves certified with the ASTM E3053 method.
Test runs
Three types of tests were performed on the study stoves: (1) baseline tests using the test methods then approved to certify compliance with emissions standards (M28R and ASTM E3053-based methods); (2) method development research runs designed to refine the IDC protocol; and (3) tests using the final IDC protocol. lists the types of tests conducted on each study stove.
Table 3. Tests conducted.
The ASTM E3053 tests conducted on the stoves listed in used the fuel species listed in the stove’s certification test – red maple for Stoves 16 and 17, oak for Stoves 12 and 15, and beech for Stove 9. The ASTM E3053 tests on Stoves 1 and 7 used red maple, and tests using that method were performed using three different species on Stove 6 – red maple, beech, and oak.
As a single burn rate stove, M28R testing on Stove 8 required fewer runs to complete testing. In Stove 2, three additional IDC runs were performed to assess the effect of the door position (slightly ajar versus fully open) in the first five minutes of startup on that and subsequent fuel loading phases.
IDC tests using red maple cordwood were performed on all stoves. In addition, IDC tests with other species were conducted on Stoves 6, 7, 9, and 15, and IDC tests using fuel with two different moisture contents (MCs) were performed on Stoves 6 and 7. The results of the species and MC studies are reported in a companion paper in this issue. (Morin et al. Citation2022).
Each IDC run consists of four phases: a cold startup; a high-fire phase; a maintenance fire phase representing attended or semi-attended stove operation; and a large load, low-burn rate phase representative of unattended burns, such as occur overnight or when the stove owner is not present. In each test run phase, the method assesses a different fuel load and coal bed configuration. The IDC methodology is discussed in more detail below.
The study test runs assessed the elements listed in to inform the development of the IDC protocol.
Table 4. Method development assessments.
Test methods
The test methods used in this study are summarized in this section. More detailed information about testing methods is found in the method protocols referenced in the summaries. Note that ASTM methods are proprietary. These methods do not separate PM by size; however, due to the nature of combustion emissions, virtually all of the PM measured is in the PM2.5 fraction (particle diameter less than 2.5 microns).
EPA M28R
The M28R FRM certification method is based on ASTM 2780, a proprietary method (ASTM Citation2017b). M28R is a “hot-to-hot” steady-state test that burns a specified configuration of dimensional Douglas fir lumber with spacers (crib wood). The fuel has a moisture content (MC) of 19 to 25% on a dry basis and is loaded to a density of 7 pounds per cubic foot (lb/ft3) of usable firebox volume. The test begins after a hot coal bed has been established and continues at a specified unchanged air setting until the appliance weight returns to the weight at the start of the run. M28R certification tests include four burns, one at the maximum burn rate (Category 4) and the others at lower burn rates in specified ranges (Categories 1–3). A composite ER is calculated to compare to the NSPS emission limit as the weighted average of the ERs measured for the four runs. Weighting factors correspond to the average run burn rate (US EPA Citation2017a and US EPA Citation2019). No replicate runs are conducted.
In this study, test runs using M28R crib wood test procedures were conducted at three of the four air settings prescribed in that method: the highest air setting (M28R Category 4), the lowest setting (Category 1), and the manufacturer’s recommended air setting for a medium burn rate (Category 2 or 3). The research team chose not to complete a full test to avoid concerns about possible EPA compliance audits, since the focus of the study was on developing a new test method, not appliance performance.
ASTM E3053
ASTM E3053, a proprietary method, allows the use of any cordwood fuel species with a specific gravity in the range of 0.48–0.73 on a dry basis. Mixtures of species are also allowed. Like M28R, the average MC of test fuel loads must be between 19% and 25% dry basis. Runs are conducted at three air settings. Replicate runs are not required.
The high-fire burn begins with a cold start, followed by a burn at the maximum air setting; fuel load density is 10 lb/ft3 of firebox volume for that phase. The medium and low-fire burns are hot-to-hot runs that immediately follow a high-fire burn; load densities for those runs are 12 lb/ft3 of firebox volume. The low-fire burn is run at the lowest air setting. The manufacturer can specify the air control setting for the medium-fire run, as long as that setting results in a burn rate that is greater than that of the low-fire run and no more than fifty percent of the maximum burn rate. Low and medium-fire burns are continued until the entire fuel load is consumed. The certification ER is calculated as 20% of the average ER in the start-up/high-fire run plus 40% of the average ERs in the low and medium runs.
The ASTM protocol allows considerable latitude in fueling and operating parameters. Study tests using that method were conducted according to specifications in the owner’s manuals for the study appliances.
IDC
The IDC protocol, as approved as broadly applicable ATM Alt-140, evaluates stove performance under a range of fueling and operating conditions, including startup and reloading events and transitions between heat output loads (US EPA, (U.S. Environmental Protection Agency) Citation2021). Each IDC test consists of three replicate runs. The certification ER is calculated as the simple average of the ERs measured in the three runs without any weighting by burn phase. The replicate run requirement in this procedure is consistent with EPA’s NSPS stack testing requirements in 40 CFR § 60.8(f), which states that, “Unless otherwise specified in the applicable subpart, each performance test shall consist of three separate runs using the applicable test method. Each run shall be conducted for the time and under the conditions specified in the applicable standard. For the purpose of determining compliance with an applicable standard, the arithmetic means of results of the three runs shall apply.”
In most cases, an IDC test run can be completed in a ten-hour, single-day period, which allows the completion of the three replicate test runs without incurring costs higher than those of the other methods, which do not generate replicate data. The consistency of stove performance can be assessed by analyzing variability among the replicate runs. Unlike the other test methods, valid test runs with high results cannot be discarded or diminished by performing additional runs.
Each of the three replicate IDC runs consists of four phases: startup; high-fire; maintenance fire; and a large load, low-burn rate phase. The IDC method includes a spreadsheet-based fuel load calculator used to determine the allowable load, coal bed, and fuel piece sizes for each phase, based on the dimensions of the stove’s firebox. The current version of the protocol requires testing with maple (big leaf, red or silver), oak (red or yellow), or birch (black, white, yellow, or paper) fuel with an average test load moisture content of 19–25% on a dry basis. Additional species may be included in future versions of the protocol.
The startup phase begins with a cold start and the air setting set to the highest position. Kindling is loaded at a density of 1 lb/ft3 of firebox volume and starter fuel at a density of 3 lb/ft3. The phase ends when 75% of the startup load has been consumed. While the M28R and ASTM E3053 methods specify that fuel loads must be within ±10% of the stated density, the IDC protocol requires loads within ±5% of the stated density to minimize variability associated with this factor.
The high-fire phase starts immediately after the startup phase and is designed to replicate operating conditions used to quickly heat an area after starting an appliance. The coal bed density is approximately 1 lb/ft3 at the beginning of this phase, and small pieces of wood are loaded to a density of 7 lb/ft3, the same density as that in the M28R test runs. Air settings are fully open for the first half of the phase and are changed to the lowest setting when 50% of the fuel load has been consumed. The air setting change represents common in-use practice and ensures that stove temperatures at the end of the phase are not abnormally high, which may affect emissions in the following phase. The high-fire phase ends when 90% of the load has been consumed.
The maintenance phase begins immediately after the end of the high-fire phase. At this point, the stove has a well-developed coal bed with a density of approximately 1.7 lb/ft3. Large cordwood pieces are loaded to a fuel density of 5 lb/ft3. Since this phase represents conditions when stoves are attended or semi-attended to maintain heat, a fuel adjustment is allowed. Airflow remains at the lowest setting throughout the phase, which ends when 90% of the load has been consumed.
The final large load low-burn rate phase is intended to represent periods when users want to sustain heat over an extended period without attending to the fire, as may occur overnight or when residents are away for several hours. Therefore, fuel adjustment is allowed only in the first hour of the phase. A large coal bed (density approximately 2.2 lb/ft3) is present at the beginning of this phase. The stove is loaded with a mix of small and large cordwood pieces, with large pieces, as defined by the fuel calculator, making up at least 50% of the fuel charge load by the number of pieces. Fuel is loaded in one direction with as many pieces as can be added without force to a load density of 12 lb/ft3, the density used for the medium and low-fire ASTM E3053 runs. The air setting is kept at the lowest air setting, and the test ends when 90% of this load has been combusted.
Measurement procedures
The M28R, ASTM E3053, and IDC protocols measure PM in a full-capture dilution tunnel according to the procedures in ASTM Method E2515-11 (ASTM, Citation2017a; US EPA, Citation2017b). PM is collected on a 47 mm Teflon-coated glass fiber filter, which is weighed at desiccated equilibration before and after sampling. All study tests used Pall Emfab TX-40 filters. Using a dilution tunnel allows the flue gas to cool and PM to condense before measurement, reduces moisture content in the gas stream, and measures flow in the tunnel instead of the stack. This approach provides a single integrated PM measurement for the entire several-hour test run, averaging periods of high emissions with those of low or almost no emissions.
The IDC protocol requires using a Tapered Element Oscillating Microbalance (Thermo Scientific model 1405D TEOM™, Franklin MA) to measure PM in the dilution tunnel continuously throughout the test period. Continuous PM measurements provide 1-minute emission profiles that can be used in conjunction with temperature and other real-time measurements to evaluate the impact of operating conditions on emissions and identify operating conditions that may affect the replicability of results. Time-resolved measurements also enable the characterization of peak PM emissions for shorter duration periods and can be used to obtain the PM ER for the first hour of operation from a cold start, which is information required by the NSPS. Details about the use of the TEOM and a comparison of TEOM and gravimetric PM measurements are found in a companion paper in this journal (Allen et al. Citation2022). As documented in that paper, ERs measured with gravimetric and TEOM methods are numerically similar and highly correlated. We also measured PM using the TEOM in the M28R and ASTM E3053 runs conducted in this study.
The IDC protocol also specifies methods for measuring carbon monoxide (CO) and carbon dioxide (CO2) emissions, thermal efficiency, and dilution tunnel operating parameters such as temperature and flow.
Results and discussion
A wood stove certification method that is representative of operation of the appliance in the field must measure emissions under a range of typical in-use fueling and operating conditions, including start-up and reloading events and periods of transition between heat output loads. Replicate testing is also essential, because it allows for the assessment of variability in stove performance. The IDC protocol was developed to address limitations in representativeness and reproducibility in previous certification test methods. As delineated in , we conducted emissions tests on 12 cordwood stoves to inform the development and evaluate the performance of an IDC protocol consistent with those goals. A discussion of the elements assessed in those runs follows.
Fueling protocol
Fueling parameters, including wood species, form (dimensional “crib wood” lumber vs. cordwood), piece size and number, loading density, load configuration, spacing between pieces, and refueling frequency affect the characteristics of a burn. The IDC protocol is designed to measure emissions under a range of fueling scenarios typical of in-use conditions. A fuel calculator included in the test method is used to determine the size and number of pieces used in each test burn, scaled to firebox dimensions. Based on the results of the tests conducted to refine IDC fueling requirements discussed below, the protocol requires test burns to end when 90% of the load weight has been consumed and specifies a bottom-up configuration for start-up fuel, a load density of 7 lb/ft3 for the high-fire phase, and a 5 lb/ft3 density for the maintenance phase.
90% vs 100% fuel charge consumption
Woodstove owners often refuel their stoves before the previous load has been fully combusted. However, all M28R test runs and the low and medium-fire ASTM E3053 runs continue until 100% of the test fuel load weight has been consumed. Using the TEOM continuous PM data, we assessed the impact of ending those runs at 90%, instead of 100%, fuel consumption on the two parameters used to calculate the ER- PM emissions and runtime.
Runtime is a critical factor in the PM ER metric, which is expressed in units of g/h. compares the time required for combustion of 90% and 100% of fuel loads by stove. The time between 90% and 100% combustion constituted, on average, 31% and 40% of the total runtime in the M28R and ASTM E3053 runs, respectively. This percentage was relatively consistent among stoves, ranging from 28% to 34% for the IDC runs, and 34% to 44% for the ASTM runs. The larger loads in the ASTM E3053 runs are likely responsible for the greater percentage of runtime after 90% combustion observed in runs using that method, but runtime can also be affected by other factors, such as fuel placement. Burn rate did not substantially impact this parameter.
Table 5. Average times to 90% and 100% fuel consumption by test protocol and stove.
PM emissions primarily occur early in a burn when the fire is not hot enough to combust the organic gases driven off the wood; those gases condense to form PM. The charcoal combustion period that follows typically produces minimal additional PM. The hot exhaust gases containing minimal PM that are drawn through the particulate filter during the charcoal phase can drive off the more volatile PM species collected earlier in the burn, reducing the PM mass on the filter. In the M28R and ASTM E3053 methods, PM is measured only at the end of the run, so PM loss is not detected. However, as discussed above, in this study, PM was also measured continuously using a TEOM, enabling an assessment of emissions dynamics over the course of a burn, including PM loss.
PM loss from the TEOM filter, as indicated by recording negative concentrations, occurred in the period between 90% and 100% fuel consumption in all medium and low-fire ASTM maple burns. That loss tended to be modest; typically, PM measurements at 100% combustion were less than 5% lower than at 90% combustion. However, in Stove 16, a medium-sized Step 2 certified non-catalytic tube appliance, the total PM measurements at 90% combustion were 17% and 8% higher than at 100% combustion in the medium and low fire-burns, respectively.
PM loss also occurred between 90% and 100% fuel combustion in 11 of the 18 M28R runs. Except for one of the M28R runs, the PM measured at 90% and 100% combustion differed by no more than 5%. However, in Stove 7, a low emitting hybrid appliance, a relatively small amount (0.3 g) of PM was emitted late in the high-fire run, resulting in the collection of 22% of the total run PM after 90% combustion occurred.
Due primarily to the substantially shorter runtimes, ERs for all M28R and ASTM runs were higher at 90% combustion than at 100% combustion. We also looked at Emission Factors (EFs), in grams PM per kilogram fuel burned (g/kg), which are not affected by runtime. Average ERs and EFs, by test type and stove, are shown in . The values in the “% Higher” column in that table were calculated as the difference between the metric at 90% and 100% combustion divided by the value at 100% combustion. Note that the average ERs displayed in the table cannot be compared to certification values because they do not include all air settings and are not weighted according to the specifications in the methods.
Table 6. Emission factors and rates at 100% and 90% combustion and percent differences.
The average EFs, by stove, at 90% combustion were 5% to 14% higher for the M28R runs and 13% to 24% higher for the ASTM runs than the corresponding EFs at 100% combustion. Due to the influence of runtime, the difference was much more substantial for the average ERs, which were 35% to 53% higher at 90% than at 100% combustion in the M28R runs and 54% to 87% higher in the ASTM phases. No significant relationships were documented between these metrics and burn rate. A more detailed analysis of the impact of ending runs at 90% rather than 100% combustion on runtime and PM metrics is included in the Supplemental Information.
A test that requires combustion of 100% of the fuel load can substantially underrepresent typical in-use ERs unless the homeowner always burn 100% of the fuel load before reloading. Based on study observations, a loss of the flame often occurs at about the time that 90% fuel charge has been consumed; flame loss would likely be a visual trigger for a homeowner to refuel the appliance. The IDC protocol ends test burns for each of the four loads when 90% of the test charge weight has been consumed to improve relevance to typical in-use conditions.
Startup fuel configuration
The study evaluated the effect of the configuration of startup fuel on operating conditions and emissions. As shown in , bottom-up startup fuel ignition configurations were associated with higher burn rates and shorter burn times in the startup phase than top-down configurations. Emission metrics are shown in . PM ERs, in g/h, were higher in the bottom-up startup phases, primarily due to the shorter burn times. PM EFs, in g/kg fuel burned, were more similar in the two configurations.
Figure 1. Bottom-up versus top-down startup configuration metrics: (a) run time and (b) dry burn rate.
Figure 2. Bottom-up versus top-down startup configuration PM emission metrics: (a) emission factor (g/kg) and (b) emission rate (g/h).
Startup configurations did not affect stove temperatures at the end of the startup phase or the burn rates in the subsequent high-fire phase. Therefore, in this study, the effect of the ignition fuel configuration was limited to the startup phase. A literature review found conflicting information on this topic (Mack, Hartmann, and Schon Citation2019; Reichert et al. Citation2018). To limit test variability associated with startup procedures, the final IDC protocol specifies that startup fuel must be structured and ignited as a bottom-up burn, consistent with EPA recommendations and typical in-use startup procedures.
Fuel load
The reduced airflow between fuel pieces in densely packed loads can decrease combustion efficiency and increase PM emissions in the early stages of a burn (Fachinger et al. Citation2017). However, as discussed above, burn times, including the period of charcoal burn associated with minimal PM emissions, tend to be longer with larger loads; this often results in a lower average ER over the entire burn. To evaluate stove performance under a range of load size conditions, the IDC protocol requires a different fuel load density (4 lb/ft3, 5 lb/ft3, 7 lb/ft3, and 12 lb/ft3) for each phase of a run. The kindling density in the IDC startup phase is 1 lb/ft3. Method developers considered a 2 lb/ft3 kindling density, as prescribed in the ASTM E3053 method, but determined, after extensive interviews with industry experts and stakeholders, that the 1 lb/ft3 kindling density was more representative of typical homeowner fueling patterns.
Fuel densities of 12 lb/ft3 and 14 lb/ft3 were considered for the final large load low-fire phase. A majority of the study stoves could not accommodate a 14 lb/ft3 load, but all stoves could be loaded to a density of 12 lb/ft3. The IDC protocol requires a 12 lb/ft3 load density for that phase to promote consistency in testing across stoves.
To evaluate load size in the high-fire and maintenance phases, we compared research runs in four stoves with a high-fire phase load density of 5 lb/ft3 and a maintenance phase density of 7 lb/ft3 with matched runs in which the fuel densities in those phases were reversed. In those research runs, the air setting was set to high for the entire high-fire phase and used a midpoint setting for the maintenance phase. Note that the IDC protocol requires the use of small-sized pieces of wood in the high-fire phase, since that burn represents a period when rapid heating is desired, and large pieces in the maintenance phase, which represents periods when a stove owner wants to maintain heat output.
shows the dry burn rates, ERs, and EFs in the high-fire phases and the stove temperature at the end of that phase by fuel density and stove. The higher fuel load density (7 lb/ft3) in all stoves was associated with a higher burn rate and a higher ending stove temperature than the 5 lb/ft3 load. The high-fire phase ERs and EFs were also higher with the larger load in three of the four stoves, but unusually high emissions were measured in the 5 lb/ft3 load in Stove 5.
Table 7. Comparison of high-fire phase metrics in runs with different fuel loads.
PM emissions were minimal in all of these runs in the maintenance phase, regardless of load density. Therefore, the runs with the higher fuel density loads in the high-fire phase also had higher emissions for the two phases combined and represent a more challenging condition under normal operations, as required by EPA Stack Testing Guidance (US EPA, Citation2009). Based on these results, the IDC protocol specifies a 7 lb/ft3 load density for the high-fire phase and a 5 lb/ft3 density for the maintenance phase.
Operational protocol
The IDC protocol is designed to measure emissions under a range of operating conditions typically encountered in the field, including start-up, periods when the stove is operated to quickly heat an area after start-up, periods of attended or semi-attended operation, and periods of largely unattended operation. The protocol also measures emissions during reloading of fuel and periods of transition between air settings. To refine the operational protocol, we evaluated the impact of air settings, stove temperature, maintenance phase operations, start-up period emissions, and door position on test results. A discussion of the results of those tests follows. Based on these results, the IDC protocol requires inclusion of the start-up period in emissions calculations, switching the air setting from high to low midway through the initial test phase, and the inclusion of a maintenance low-fire burn, as well as specifications for the initial position of the stove door.
Air setting
In early iterations of the IDC protocol, a high air setting was maintained throughout the high-fire phase. However, stove owners invited to observe early test runs indicated that they typically move their stove’s air setting to low once a hot fire is achieved. Test runs were performed on four stoves to evaluate the impact of the air setting on high-fire phase operating parameters and emissions metrics. For each of those stoves, the high-fire phase air setting was maintained at the high air setting in one of the comparison runs and was moved to low when 50% of the high-fire load was consumed in two other runs. All other variables were held constant.
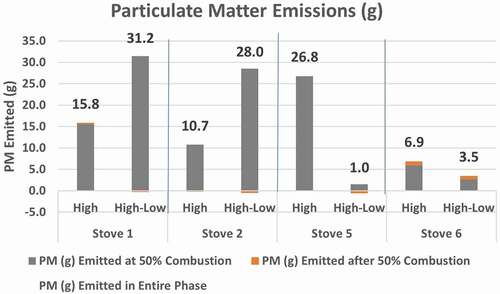
Although differences in the paired run PM emissions occurred in some of the stoves, the air setting does not explain those differences. As shown in , virtually all of the high-fire PM emissions in Stoves 1, 2, and 5 and 80% of Stove 6 high-fire phase PM emissions took place in the first half of the phase when air flows in all runs were set to high.
Figure 3. PM emissions in high-fire phases with and without air setting switched to low.
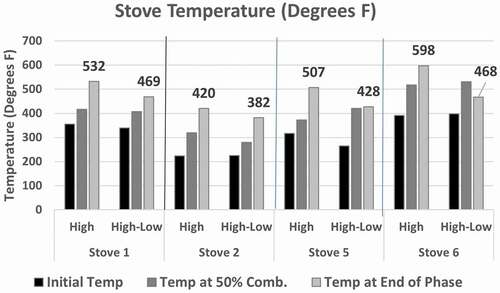
As shown in , the stove temperature increase in the high-fire phase was substantially greater in the runs in which the high air setting was maintained throughout the phase than in the runs in which the setting was switched to low (average gain of 192°F vs. 130°F). This difference was primarily due to a smaller temperature gain (or, in the case of Stove 6, a temperature loss) after 50% combustion in runs in which the air setting was switched to low at that point. The temperature at the end of the phase was, on average, 78°F higher in the runs in which the high setting was maintained that in the runs in which the setting was switched to low. An analysis of the impact of air setting in the high-fire phase on runtime and burn rate is included in the Supplemental Information.
Figure 4. Stove temperature in high-fire phases with and without air setting switched to low.
The final IDC protocol requires the air setting to be switched to low when 50% of the fuel load has been consumed. As discussed above, this protocol change is unlikely to significantly affect emissions in the high-fire phase. However, this specification better represents the operation of stoves in the field and reduces the stove temperature at the beginning of the subsequent maintenance phase burn. The impact of initial stove temperature on the subsequent burn is discussed further below.
Initial stove temperature in M28R and ASTM E3053 runs
Stove temperature at the beginning of a burn can affect stove performance and emissions in that burn. High initial temperatures tend to reduce PM ERs; achieving low emission combustion is more difficult with lower initial stove temperatures (Bhattu et al. Citation2019). Test methods must measure emissions under typical burn conditions to be representative of in-use performance. This issue is of particular concern when testing stoves with emission control systems activated only under optimal combustion conditions.
As discussed above, M28R runs and ASTM E3053 medium and low-fire runs all begin with a preheated stove. However, the M28R protocol specifies that the stove air supply controls must be set “at the approximate positions necessary to achieve the burn rate desired for the test run” at least one hour before the test, while the ASTM E3053 low and medium runs are immediately preceded by the burn of a large load at the highest air setting.
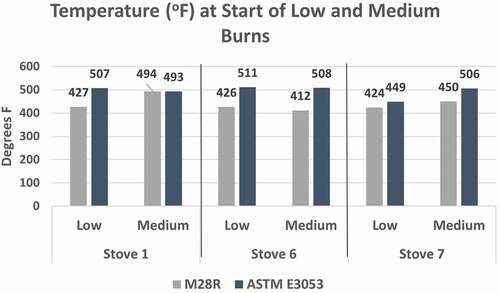
We compared stove temperatures at the beginning of the ASTM E3053 medium and low-fire runs with those in M28R runs at the same air settings for the three stoves in which both tests were conducted. As shown in , initial temperatures were higher at the beginning of five of the six ASTM medium and low burns than in the corresponding M28R runs. The starting temperatures of the ASTM phases were, on average, 57°F higher than those in the M28R runs. The air settings in the IDC test are designed to produce initial temperatures that are similar to those in the M28R method, rather than the elevated initial temperatures associated with the ASTM procedures. In the field, initial stove temperatures in burns that do not immediately follow a burn of a large load at the maximum air setting are likely to be more similar to those in the M28R than in the ASTM E3053 runs.
Figure 5. Stove temperatures (°F) at the beginning of low and medium burns – Method 28 R and ASTM E3053.
Evaluation of maintenance fire phase
We examined the maintenance phase to determine whether that phase is necessary and, if so, whether it should be run at a medium or low air setting. Exclusion of the maintenance phase did not have a consistent impact on the burn rates or runtimes in the subsequent low burn large load phase in the five stoves in which this parameter was investigated. However, PM ERs and EFs in the low burn phases in all stoves were higher in runs that included maintenance phases than in those that did not. The low burn phase ERs and EFs were, on average, 1.5 g/h and 1.0 g/kg higher, respectively, in the runs with a maintenance phase than in the runs without.
This difference in low burn phase emissions is likely influenced by stove temperatures at the beginning of that phase. As shown in , the initial low burn phase stove temperatures in the runs with a maintenance phase were lower than those in the paired runs that did not have a maintenance phase in all stoves except Stove 2 (average difference 57°F). As is typical, PM emissions primarily occurred early in the low burn phase in those runs, and higher initial temperatures would be likely to decrease PM emissions in that period.
Figure 6. Stove temperatures (°F) at the beginning of low burn phase when that phase was and was not preceded by a maintenance phase.
The maintenance phase was included in the IDC protocol because, in the field, unattended low-fire large load burns are often preceded by a period of attended or semi-attended fire maintenance similar to the conditions in the maintenance phase. That pattern appears to be associated with lower initial temperatures and higher emissions in the subsequent large load low-burn phase.
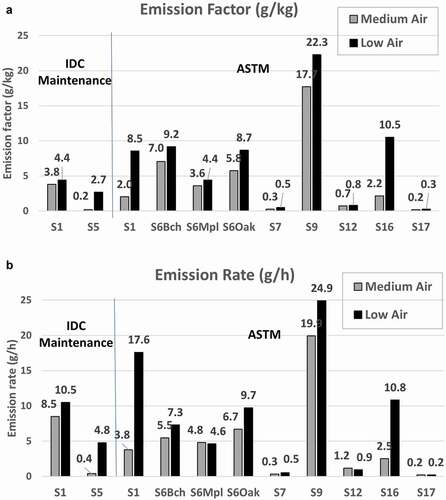
The study also evaluated the effect of the airflow setting in the maintenance phase on emissions and operating conditions. According to the EPA, “Low burn rates result in higher PM per mass of wood burned (emission factors), while high burn rates can result in higher stack rates (emission rates). This means that emissions at the lowest and highest burn rates tend to be the most problematic, rather than emissions at the middle burn rates” (US EPA Citation2016). Because consumers often operate wood stoves at low settings for overnight heating or while they are not at home, it is essential to assess low air setting performance in certification test measurements.
The study compared emissions measured in the maintenance phases at low and medium settings in IDC method development runs in two stoves and the low and medium phases of the nine ASTM cordwood tests in seven stoves. As shown in , EFs were higher for the low air setting phases in all tests, sometimes dramatically so. The low air ERs were also higher than those for the medium burns for both IDC runs and seven of the nine ASTM tests, despite longer runtimes at the low setting. Based on this information and the observation that low burns frequently occur in the field, the IDC protocol specifies that the airflow in the maintenance phase is set to the lowest possible air setting.
Figure 7. PM emissions at medium and low air settings: (a) emission factor (g/kg) and (b) emission rate (g/h).
Start-up
The IDC maple runs in the eleven stoves with complete tests using that fuel were evaluated to assess the contribution of startup emissions to overall run ERs. As shown in , startup emissions played a substantially larger role in overall emissions in low-emitting stoves than in the devices with higher ERs. In the four lowest emitting stoves (three stoves with hybrid controls and a small non-catalytic stove), exclusion of startup decreases the overall ER by an average of 21% while, in the four highest emitting stoves (three with non-catalytic and one with catalytic controls), the average overall ER increases by 3% if startup is not included. These data suggest that the inclusion of startup emissions in ER calculations will become increasingly important as the steady-state emissions from stoves become cleaner.
Table 8. Impact of startup phase on total PM emissions and PM ER in stoves with lowest and highest emission rates: mean and [range].
Stove door position
The study also investigated the effect of the position of the stove door during the first five minutes of the startup phase in Stove 2, a small Step 2-certified appliance that appeared to be sensitive to startup conditions. As shown in , in both sets of three IDC runs for that stove, temperatures and fuel combustion rates in the startup phase were higher when the door was wide open in the first five minutes (red curves) than in runs in which the door was cracked open (blue curves) during that period. The stove temperature increase during the startup phase was substantially higher in the runs that began with the door wide open (average 162°F, range 155°-167°F) than in the cracked open runs (average 142°F, range 138°-149°F).
Figure 8. Fuel combustion (a) and stove temperature (b) curves in Stove 2 startup phases by door position in the first five minutes of the test run.
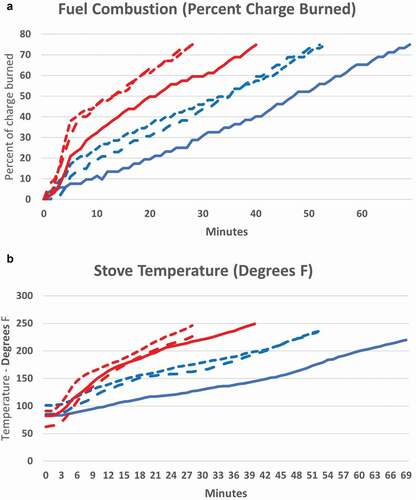
Door position did not correlate with PM emissions in the startup phase, and, in most runs, early deficits in temperatures were recovered in the subsequent phase. However, to minimize burn variability, the IDC protocol specifies that the stove door must be in a cracked open position (defined as an opening of no more than 1 inch) for five minutes at the beginning of the startup burn.
IDC final protocol
The emissions tests discussed above informed the development of the IDC protocol, which, unlike the previous stove certification methods, evaluates stove performance under a range of fueling and operating conditions representative of in-home stove use. Each IDC test includes three replicate runs to allow for the assessment of variability in appliance performance. Each run can be performed in a one-day period; therefore, this requirement does not significantly increase costs relative to the other methods, which do not include replicate testing.
IDC tests were conducted on the study stoves to evaluate the reproducibility of results. shows the mean and relative standard deviation (sample standard deviation divided by mean) of the ERs and EFs for the three replicate maple-fueled IDC runs for each of the stoves. Replicability was considered acceptable in 9 of the 11 stoves (relative standard deviation of 13% to 37% for ER and 14% to 36% for EF).
Table 9. Mean and relative standard deviation of emission rates and emission factors in triplicate IDC tests.
However, the ERs and EFs were more variable for Stoves 2 and 5, primarily due to inter-run differences in emissions, rather than run times. Note that two complete IDC tests were performed on Stove 2, and a high degree of inter-run variability was seen in both sets of runs on that stove. As discussed previously, the door position in the first five minutes of the test was varied in the runs in both test periods, but grouping the runs by the door position did not improve the replicability of the results. Results of each replicate run are included in the Supplemental Information.
Evaluation of variability in stove performance is not possible in tests conducted with the other methods, since those methods do not include replicate runs. Assessment of variability is vital because stoves that cannot perform consistently in standardized test runs will likely not produce consistent emission results in the field.
Based on the results of the tests conducted to develop the test method and to evaluate the performance of the final protocol, we determined that certification testing using the IDC protocol would increase the representativeness and reproducibility of test results, resulting in the certification of stoves that are more likely to perform according to NSPS specifications in the field.
Conclusion
Certification testing is EPA’s only mechanism for determining compliance with the NSPS PM emissions limits for residential wood heaters. Previous cordwood stove certification test methods specify fueling and operational conditions that are not representative of in-field use, including a single fuel load configuration and steady-state operational loads. The IDC method was developed to address the shortcomings of existing methods by assessing appliance performance under a range of fueling and operating modes representative of in-use conditions. The multiple modes are compressed into an integrated test run that can be completed in a single day run, allowing the protocol to require three replicate test runs without significantly increasing testing costs. The replicate runs, which are not required in other methods, provide data needed to assess variability in stove performance.
The emissions tests conducted in this study supported the development of the IDC testing method. The study determined that the IDC test method can successfully be used to test stoves of a range of firebox sizes, construction materials, and control technologies. The new PM measurement approach introduced in the IDC protocol allows assessment of real-time appliance performance and data segmentation by burn phase in each test run.
A significant benefit of the IDC method is that the three replicate runs in each test enable an assessment of variability in stove performance. Stoves that cannot perform consistently well in the laboratory are not likely to do so in the field, where operational variability is the norm. Moving certification testing to an IDC framework would increase the efficacy of NSPS emission limits and improve stove design by increasing the representativeness of test results and allowing for an analysis of variability of the stove’s performance.
Figure_S-5.jpg
Download JPEG Image (188.2 KB){kind=link}
Figure_S-4.jpg
Download JPEG Image (160.8 KB){kind=link}
Figure_S-3.jpg
Download JPEG Image (142.2 KB){kind=link}
Figure_S-2b.jpg
Download JPEG Image (150 KB){kind=link}
Figure_S-2a.jpg
Download JPEG Image (129.5 KB){kind=link}
Figure_S-1.jpg
Download JPEG Image (130.3 KB){kind=link}
IDC_Stove_Supplemental_Info_Text.docx
Download MS Word (33.3 KB)Acknowledgment
The authors thank Dr. Ellen Burkhard, NYSERDA Project Manager and Dr. Thomas Butcher, Brookhaven National Laboratory for helpful comments throughout the project. The opinions expressed in this report do not necessarily reflect those of NYSERDA or the State of New York. Mention of product manufacturer names or trademarks does not imply endorsement by NESCAUM or NYSERDA.
Data availability statement
The data that support the findings of the study reported in Development of an Integrated Duty Cycle Test Method to Assess Cordwood Stove Performance are available from the corresponding author, BM, upon reasonable request.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Supplementary material
Supplemental data for this paper can be accessed on the publisher’s website.
Additional information
Funding
Notes on contributors
Barbara Morin
Barbara Morin, previously with the Rhode Island Department of Environmental Management, is an Environmental Analyst at NESCAUM.
Mahdi Ahmadi
Mahdi Ahmadi is a NESCAUM consultant in Austin, TX. Lisa Rector is a Policy and Program Director at NESCAUM.
George Allen
George Allen is the Chief Scientist at NESCAUM.
References
- Ahmadi, M., J. Minot, G. Allen, and L. Rector. 2019. Investigation of real-life operating patterns of wood burning appliances using stack temperature data. J. Air Waste Manage. Assoc. 70 (4):393–409. doi:10.1080/10962247.2020.1726838.
- Allen, G., B. Morin, M. Ahmadi, and L. Rector. 2022. Online measurement of PM from residential wood heaters in a dilution tunnel. J. Air Waste Manage. Assoc. Issue TBD (this issue).
- ASTM. 2017a. ASTM 2515-11(2017) standard test method for determination of particulate matter emissions collected by a Dilution Tunnel. Accessed December 4, 2022. https://www.astm.org/e2515-11r17.html
- ASTM. 2017b. ASTM E2780-10(2017) standard test method for determining particulate matter emissions from wood heaters. Accessed December 4, 2022. https://www.astm.org/e2780-10r17.html
- ASTM. 2018. ASTM 3053-18 standard test method for determining particulate matter emissions from wood heaters using cordwood test fuel. Accessed December 4, 2022. https://www.astm.org/e3053-18.html
- Bhattu, D., P. Zotter, J. Zhou, G. Stefenelli, F. Klein, A. Bertrand, B. Temime-Roussel, N. Marchand, J. Slowik, U. Baltensperger, et al. 2019. Effect of stove technology and combustion conditions on gas and particulate emissions from residential biomass combustion. Environ. Sci. Technol. 53 (4):2209–19. doi:10.1021/acs.est.8b05020.
- Fachinger, F., F. Drewnick, R. Gieré, and S. Borrmann. 2017. How the user can influence particulate emissions from residential wood and pellet stoves: Emission factors for different fuels and burning conditions. Atmos. Environ. 158:216–26. doi:10.1016/j.atmosenv.2017.03.027.
- Houck, J., and P. Tiegs 1998. Residential wood combustion technology review volume 1. U.S. Environmental Protection Agency. Accessed December 29, 2021. https://www.epa.gov/sites/default/files/2020-09/documents/residential_wood_combustion_technology_review.pdf
- Houck, J. E., L. Y. Pitzman, and P. Tiegs 2008. Emission factors for new certified residential wood heaters. Proceedings of the 17th annual international emission inventory conference- Inventory Evolution - Portal to Improved Air Quality. Accessed April 2, 2021. https://www3.epa.gov/ttnchie1/conference/ei17/session4/houck.pdf .
- Mack, R., H. Hartmann, and C. Schon 2019. Influence of user behavior on emissions from firewood stoves. 27th European Biomass Conference and Exhibition; Lisbon, Portugal. Accessed August 5, 2021. https://www.tfz.bayern.de/mam/cms08/festbrennstoffe/dateien/cp_influence_of_user_behaviour_on_emissions_from_firewood_stoves_-_eu_bc_e_lisbon_2019.pdf
- Morin, B., G. Allen, M. Ahmadi, and L. Rector. 2022. Impacts of wood species and moisture content on emissions from residential wood heaters. J. Air Waste Manage. Assoc. DOI: TBD (this issue).
- Reichert, G., C. Schmidl, W. Haslinger, H. Stressler, R. Sturmlechner, M. Schwabl, and C. Hochenauer. 2018. Novel method evaluating real-life performance of firewood roomheaters in Europe. Energy & Fuels 32 (2):1874–83. doi:10.1021/acs.energyfuels.7b03673.
- Tiegs, P. 1995. Design and operation factors which affect emissions from residential wood-fired heaters: review and update. Air and Waste Management Association. Accessed December 29, 2021. http://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.563.372&rep=rep1&type=pdf
- US EPA (U.S. Environmental Protection Agency). 2015. Standards of performance for new residential wood heaters, new residential hydronic heaters and forced-air furnaces; Accessed September 21, 2020. https://www.federalregister.gov/documents/2015/03/16/2015-03733/standards-of-performance-for-new-residential-wood-heaters-new-residential-hydronic-heaters-and
- US EPA (U.S. Environmental Protection Agency). 2016. Process for developing improved cordwood test methods for wood heaters. Accessed October 3, 2020. https://www.epa.gov/sites/production/files/2016-03/documents/discussion_paper_-_process_for_dev_imp_cwtm_030916.pdf .
- US EPA (U.S. Environmental Protection Agency). 2017a. Method 28 - certification and auditing of wood heaters. Accessed October 4, 2020. https://www.epa.gov/sites/default/files/2017-08/documents/method_28.pdf
- US EPA, (U.S. Environmental Protection Agency). 2009. Clean air act national stack testing guidance. Accessed on January 10, 2021. https://www.epa.gov/sites/default/files/2013-09/documents/stacktesting_1.pdf
- US EPA, (U.S. Environmental Protection Agency). 2017b. Method 5G - particulate matter wood heaters from a dilution tunnel. Accessed November 3, 2021. https://www.epa.gov/emc/method-5g-particulate-matter-wood-heaters-dilution-tunnel .
- US EPA, (U.S. Environmental Protection Agency). 2019. Test method 28R for certification and auditing of wood heaters. Accessed November 3, 3030. https://www.epa.gov/sites/default/files/2019-08/documents/method_28r.pdf .
- US EPA, (U.S. Environmental Protection Agency). 2021. Letter from Steffan M. Johnson, Group Leader, measurement technology group to Alice Edwards, Director, Air Quality Division, State of Alaska Department of Environmental Conservation. Accessed January 13, 2022. https://www.epa.gov/system/files/documents/2021-07/atm_14_2.pdf
- Wayland, R. 2021. Withdrawal of broadly applicable approved alternate test method 125 and 127. U.S. Environmental Protection Agency. Accessed December 29, 2021. https://www.epa.gov/system/files/documents/2021-12/withdrawal-of-alt125-and-alt127-final-memorandum.pdf