
ABSTRACT
Due to the high consumption of Medium-density fiberboard (MDF), waste products of this material are growing worldwide. In this research, the feasibility of using Medium-density fiberboard waste ash (MDFWA) as part of cement in concrete was investigated. For this purpose, 0, 5, 10, 15, 20, and 25% of the cement in concrete was substituted with MDFWA. For all design mixes, the water/blind ratio and the volume of aggregates were same. The slump, compressive strengths, SEM, EDX, TGA, DSC, and FTIR tests were conducted on the samples. At 28 days, the results demonstrated that the compressive strength of the sample containing 20% MDFWA increased by 13.6% compared to the control sample. Furthermore, the microstructure of the concrete show that the voids of the sample containing 20% MDFWA reduced compared to the control sample and also more calcium silicate hydrate (C-S-H) crystal formed.
Implications: The significance of the present paper is to solve the environmental issue caused by large amount of Medium-density fiberboard waste ash (MDFWA) and produce also sustainable concrete. In addition, the replacement of cement with MDFWA increases the compressive strength and enhancement of the microstructure of concrete due to extra C-S-H products. Therefore, the findings confirm that by using 20% MDFWA, a more eco-friendly production, denser, sustainable, economical, and stronger concrete would be achieved.
Introduction
Today, the recycle of waste materials is considered in the engineering (Katare and Madurwar Citation2020). Since cement production is economically expensive and greenhouse gases are generated, some waste materials have the potential to substitute a part of cement in mix design (Adak, Sarkar, and Mandal Citation2017; Li and Hu Citation2020; Memon and Khan Citation2018). Additionally, by reusing these materials, not only is the environment protected but also eco-friendly, green, and sustainable concrete is produced (Collivignarelli et al. Citation2020; Iswarya and Beulah Citation2020; Kuroki et al. Citation2019; Nguyen et al. Citation2020).
One engineered wood product is Medium-density fiber (MDF) which is created by residuals of soft-wood or hard-wood as wood fibers. These wood fibers are combined with a resin binder as well as wax and then shaped into panels by applying pressure at high temperatures (Spence Citation2005). The MDF are measured and packed after cooling. Today, in addition to soft woods, other materials such as cereal stalks, rice, straw, sugarcane, and recycled papers are used to make MDF (Spence Citation2005). MDFs are used amongst other things for flooring, cabinets, and furniture. MDF production in the world has increased due to rising demand. For instance, 100 million cubic meters were produced worldwide in 2018 (Hagel et al. Citation2021).
Due to changes in consumer behavior from perceiving furniture, cabinets and decorations as durable items to fashion commodity, there is a great deal of MDF waste in furniture making, home remodeling, cabinet making, and flooring applications. Approximately 50 million cubic meters of MDF waste was accumulated until 2016 (Irle et al. Citation2019). To prevent environmental pollution and improve resource efficiency, this large volume of waste can be reused particularly in the cement industry as pozzolanic material.
Cement factories worldwide produce 7% of the total CO2 emissions by. Approximately more than 700 kg of CO2 is produced from the making of cement with one ton weight (Tamanna et al. Citation2020). To prevent the production of this volume of CO2 emissions, cement replacing materials such as pozzolans can be used in concrete. The feasibility of using new pozzolanic materials has always been of interest to researchers.
Cement hydration is the reaction of the major components of cement, including tricalcium silicate (C3S) and dicalcium silicate (C2S), with H2O resulting in the main products calcium hydroxide (C-H) and calcium silicate hydrate (C-S-H). In terms of rising strength, the C–S–H is more essential than C–H crystal. To delay corrosion, maintain a passive layer, and to preserve high concrete pH, the C–H crystal is important, but C–S–H enhances the compressive strength of cement-based materials (Faraj et al. Citation2020). By adding pozzolanic materials, additional calcium silicate hydrate creates and improves strength with increased curing time. Pozzolanic materials are silica and silica- aluminum materials that produce secondary C-S-H at normal temperatures if mixed with cement in the presence of water. Although pozzolanic concrete achieves its initial compressive strength more slowly than normal concrete, its ultimate strength is equal to or greater than that of normal concrete. Much research has been carried out on different pozzolanic materials such as fly ash (Branchn, Epps, and Kosso Citation2018; Hadi, Yu, and Al-Azzawi Citation2018; Hlaváček et al. Citation2018), rice husk ash (Chakraborty and Goswami Citation2015; Jung et al. Citation2018; Karim et al. Citation2013), wood ash (Chowdhury, Maniar, and Suganya Citation2015; Danraka et al. Citation2019; Pavlíková et al. Citation2018), and palm oil fuel ash (Awal and Shehu Citation2013; Salih, Ali, and Farzadnia Citation2014; Zeyad et al. Citation2016). According to the research literature, the feasibility of using MDF waste ash (MDFWA) as pozzolanic materials in concrete has not been investigated thus far. The question researched in this paper is whether MDFWA could be a replacement for the percentage of cement used in concrete.
The aim of this paper was to analyze the mechanical properties and undertake a microstructural analysis of concrete samples prepared by replacement of cement with 0, 5, 10, 15, 20, and 25% MDFWA. In all design mixes, the ratio of water to cement and the volume of aggregates were constant. To study the properties of the mixes, the fresh concrete slump and compressive strength, scanning electron microscope (SEM), energy-dispersive x-ray (EDX), thermo-gravimetric analysis (TGA), Differential Scanning Calorimetry (DSC), and Fourier transformed infrared spectroscopy (FTIR) of the samples were presented.
Materials and methods
Materials
Medium-density fiberboard waste ash (MDFWS)
shows raw medium-density fiberboard waste. In accordance with ASTM 305 (ASTM-C305-13 Citation2013), the medium-density fiberboard wastes were dried in an oven at 80°C for 24 h. Next, dried medium-density fiberboard wastes were burned at 400°C for approximately three hours. In the third step, burned medium-density fiberboards waste were grinded and then by a 300-micrometer sieve were sifted. The specific surface areas, the medium particle size (D50), and the relative density of medium-density fiberboard waste ash (MDFWS) were 0.865 m 2 /g, 9.00 μm, and 2.4 after grinding, respectively. In , the chemical compositions of cement and MDFWA analyzed by using the XRF test were tabulated. The chemical compositions of MDFWA depended on the type of original wood, its layer, resin and wax.
Figure 1. (a) Raw medium-density fiberboard wastes (b) MDFWS before grinding.

Table 1. XRF test of cement and MDFWS.
The chemical compositions in illustrate that the SiO2 component is high-level in the MDFWS material. SiO2 component in MDFWS is 48.56. MDFWS is able to act with some part of CaO value of the cement which can generate secondary C–S–H crystal. Therefore, according to Reference (ASTM C618 Citation2004), MDFWS can be classified as pozzolanic material. Furthermore, MDFWS contain 26.5% CaO, which can act as lime (Ca(OH)2) (Salih, Ali, and Farzadnia Citation2014). Moreover, the value of losses on ignition (LOI) is less than 2%. Therefore, MDFWS material might be grouped as Class C ash according to Reference (Salih, Ali, and Farzadnia Citation2014). Additionally, Class C ashes can be replaced with cement in mixes at amounts of 5% to 50%.
In , the XRD results of raw MDFWA with SiO2 dominant phase are presented. As can be observed from this illustration, major phases of quartz diffraction were found. Furthermore, the locations of the major phases are between 20° to 40° (2 theta) due to an amorphous phase which has also been reported in other pozzolanic materials (Ibrahim et al. Citation2017; Salih, Ali, and Farzadnia Citation2014; Shahbazpanahi and Faraj Citation2020; Shahbazpanahi et al. Citation2021). To identify the microstructure of raw MDFWA, the SEM image is shown in by a TSCAN machine with 1.2 nm resolution. Separated shaped particles, irregular, crushed form, and rough surface were observed in raw MDFWA; however, holes can be observed in the SEM image. The microstructure of raw MDFWA has been reported in some pozzolanic materials (Adebakin, Gunasekaran, and Annadurai Citation2018; Shahbazpanahi Citation2019).
Figure 2. XRD pattern of raw MDFWA.
Figure 3. SEM images for raw MDFWA.
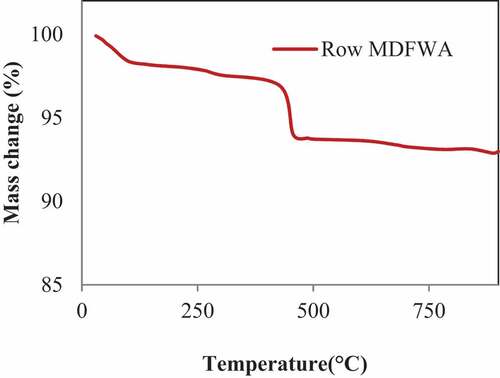
TGA test was performed to determine the weight loss of raw MDFWA. shows the TGA test results by Linseis (L81A1750) machine. Due to decomposition, the mass loss of raw MDFWA began at temperatures of 52 to 839°C. Due to the mixed water from C-S-H and dehydration of Ca(OH)2, the important mass loss occurred at approximately 427 to 460°C. This phenomenon has also been reported in previous work on pozzolanic materials (Salih, Ali, and Farzadnia Citation2014; Shahbazpanahi and Faraj Citation2020; Shahbazpanahi et al. Citation2021).
Figure 4. TGA test of raw MDFWA.
Cement, water, and aggregates
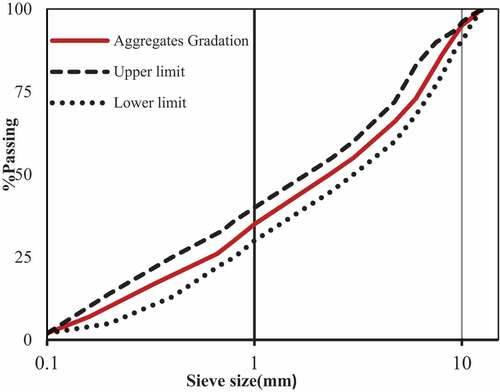
Type one Portland cement (grade 32.5) was used with 3.15 g/ cm 3 specific gravity at 100 min setting time and 2970 cm 2 /g Blaine fineness according to ASTM C150 A (Citation1999). Kurdistan Cement Company supplied the Portland cement consumed in present investigation the chemical and physical properties of which are listed in . Normal tap water with PH equal to 7 was used in the mixes. Crushed aggregates were consumed as the coarse aggregates of the mix with 0.30% water absorption, 2.7 relative density, and 12 mm maximum size. In the concrete mix design, the sand consumed had 0.42% water absorption and 2.35 relative density, according to ASTM C127 (Citation1993) and ASTM C128 (Citation2004). The grading diagram of aggregates used are shown in .
Figure 5. Grading diagram of aggregates consumed in concrete samples.
Mix design of concrete
To reach the study aims, water/binder ratio, aggregate amounts, and all conditions were kept constant for all specimens. A partial of the cement was replaced by 5, 10, 15, 20 and 25% of MDFWA. Samples were classified in six groups including a control group (without MDFWA) and groups with 5, 10, 15, 20 and 25% with MDFWA replacement. To reduce error, five samples for 7, 28, and 90 days were made (Shahbazpanahi and Faraj Citation2020). The concrete mix design is shown in . In all the mix designs, the water to binder ratio and value of total binder were 0.25 and 400 kg/m3, respectively. To prepare samples of concrete, initially, coarse and fine aggregate were mixed for 3 minutes in a drum mixer. Then, MDFWA was added and mixed for 4 minutes, followed by adding water slowly. The drum mixer was continued for 5 minutes and then covered with a wet blanket for 1 minute (ASTM C511 Citation2013). The next stage involved measuring fresh concrete slump; the concrete was poured in molds. The specimens were coated with plastic sheets for one day. In the last stage, according to ASTM C511 (Citation2013), molds were separated, marked and cured in water tile testing days.
Table 2. Mix proportions.
Results and discussion
Slump test of fresh concrete
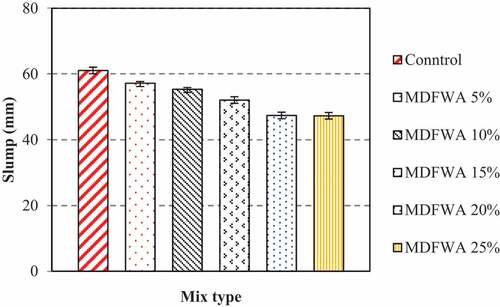
In accordance with ASTM C511 (Citation2013), slump test results of fresh concrete are shown in . The control specimen had 61.1 mm slump value. The slumps were reduced to 57.2, 54.4, 52.1, 47.4, and 47.3 mm for samples with 5, 10, 15, 20, and 25% of MDFWA replacement, respectively. Due to the small size, pozzolanic properties and higher specific surface area of the MDFWA, replacement of cement with MDFWA leads to a decrease in the slump. Similar performances have been reported in earlier work on pozzolanic materials (Farajr, Sherwani, and Daraei Citation2019; Omrane et al. Citation2017; Siddique Citation2012; Sun et al. Citation2019).
Figure 6. Fresh concrete slump.
Compressive strength of samples
Based on ASTM C39 (ASTM C39/C39M Citation2014), compressive strength test results at 7, 28, and 90 d are shown in . The control sample compressive strength was 28.1 MPa at the age of 7 days. However, at early age, compressive strengths of samples containing 5, 10, 15, 20, and 25% MDFWA were 26.7, 25.3, 23.2, 22.2, and 22.1 MPa, respectively. Due to a delay in the process of hydration by using a higher value of MDFWA, compressive strengths were decreased at the age of 7 days. A same procedure was also reported in previous research on other concrete material containing pozzolanic materials (Ahsan and Hossain Citation2018; Jang et al. Citation2018; Shahbazpanahi and Faraj Citation2020). The reason for this delay is the alkali activation released from the cement at early ages which stops the formation of C-S-H (Salih, Ali, and Farzadnia Citation2014; Zhang et al. Citation2017). Therefore, the incorporation of 20% MDFWA replacement decreased the compressive strength by 16.8%, relative to the control sample at age of 7 days.
Figure 7. Results of compressive strength tests.
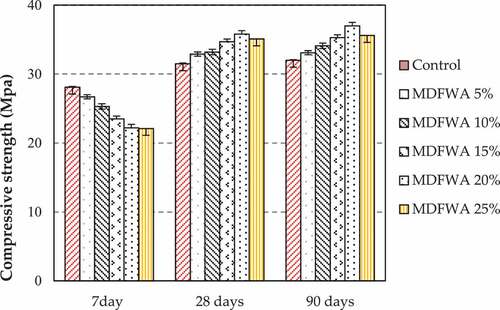
At 28 days, 5, 10, 15, 20 and 25% MDFWA-replacement led to compressive strength of 32.9, 33.2, 34.7, 35.3, and 35.1 MPa, respectively. The compressive strength of the control sample was 31.5 MPa at 28 days. Therefore, with 20% MDFWA replacement, at the age of 28 days, the compressive strength was increased by the value of 13.6%. Improvement of the compressive strengths can be due to three reasons: first, the presence of high-level value of SiO2 in MDFWA replacement () which reacts with the CaO of the blind and raises the value of C-S-H formation (Li, Farzadnia, and Shi Citation2017; Shahbazpanahi et al. Citation2021). Second, MDFWA fine particles might be used as filler materials and fill pores, voids, and interfacial transition zone (Salih, Ali, and Farzadnia Citation2014; Shahbazpanahi Citation2019). Third, the presence of high-level value of CaO in MDFWA () could act as lime (Tamanna et al. Citation2020; Thomas, Hasan, and Arel Citation2017). In , it can be observed that the compressive strength of 25% MDFWA-replaced sample increased by 12.7% that is less than the amount corresponding for 20% substitution. This could be due to the absence of enough cement for producing the hydration procedure due to the high value of MDFWA. As a result, cement replacement with 20% MDFWA resulted in the best compressive strength at the age of 28 days. This pattern was also observed at 90 days. For instance, cement replacement with 20% MDFWA rose the compressive strength by 15.6% relative to the control specimen at 90 days.
SEM image
The SEM image is presented in for the control sample and in for the sample containing 20% MDFWA at 28 days. depicts C-H, micro-cracks, voids, partially reacted particles, interfacial transition zone (ITZ), and non-activated material (Farzadnia et al. Citation2018; Ibrahim et al. Citation2017; Shahbazpanahi et al. Citation2021). Due to the existence of abundant lime in the cement, non-activated materials were formed (Salih, Ali, and Farzadnia Citation2014). Amorphous phases could just be detected on the control sample surface which has been reported in previous research (Pan et al. Citation2019). As observed from , replacement of cement with 20% MDFWA decreases the voids, micro-cracks, and non-activated material. It was also observed that 20% MDFWA replacement increases the C-S-H formation and crystal phase. Compared with the control sample, the Si amounts in the MDFWA could increase the C-S-H formation. The results of SEM images clearly define the recorded compressive strength.
Figure 8. SEM image of the control sample at 28 days.
Figure 9. SEM image of the sample containing 20% MDFWA at 28 days.
EDX results
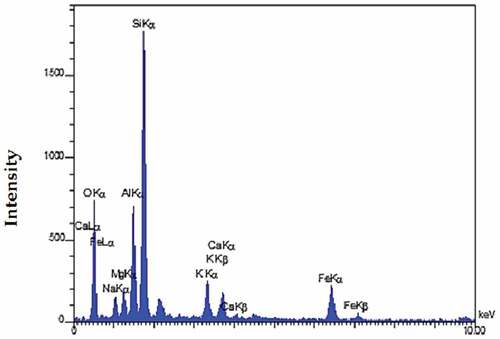
To recognize the components in the samples at 28 days, EDX test was conducted. The EDX results of the control and 20% MDFWA-replacement sample are shown in , respectively. The main chemical components include Ca, Si, Fe, Na, K, and O as shown in the diagrams. Components identified by the EDX test matched to the properties of MDFWA (See ). According to , the Si amount is lower than that of the Ca amount, while a reverse trend is observed in . The extreme intensity of Si in the EDX test of samples containing 20% MDFWA and a very small intensity of other components could display that MDFWA led to C-S-H formation (Vishwakarma and Ramachandran Citation2018) and not creating other weak structures (Pan et al. Citation2019; Salih, Ali, and Farzadnia Citation2014; Shahbazpanahi and Faraj Citation2020).
Figure 10. EDX of control sample at 28 days.
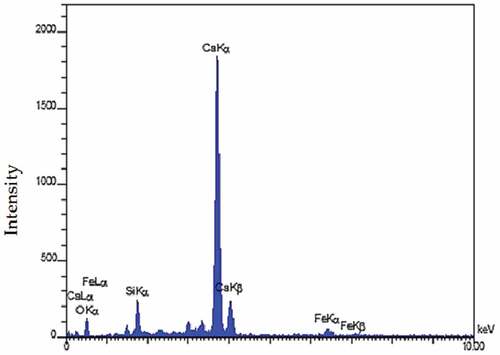
Figure 11. EDX of20%MDFWA-replacement sample at 28 days.
TGA test
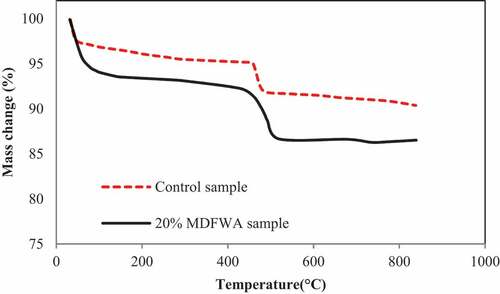
displays the TGA results of the control and 20% MDFWA-replaced samples at 28 days at range of 32–839°C. Due to free water and the bound hydration at the first stage, loss of heat at ranges 60 −70°C occurred (Salih, Ali, and Farzadnia Citation2014; Shahbazpanahi and Faraj Citation2020). In the next stage, main loss of heating at ranges 4790 to 4900°C occurred due to Ca(OH)2 dehydroxylation (Pane and Hansen Citation2005). As a result of de-carbonation, the decreasing trend continued slightly in the last stage. It was also observed that the 20% of MDFWA replacement in the control samples increased the mass loss due to the formed C-S-H. Furthermore, due to pozzolanic reactions, the rate of hydration increased by using 20% MDFWA replacement at 28 days. Such an effect has also been reported in earlier research on pozzolanic materials (Alehyen, Achouri, and Taibi Citation2017; Branchn, Epps, and Kosso Citation2018; Farzadnia et al. Citation2018; Shahbazpanahi and Faraj Citation2020; Shahbazpanahi et al. Citation2021). The results of the TGA test were in agreement with those of the compressive strength, SEM, and EDX tests.
Figure 12. Results of TGA test of control and 20% MDFWA-replaced samples.
DSC thermograms
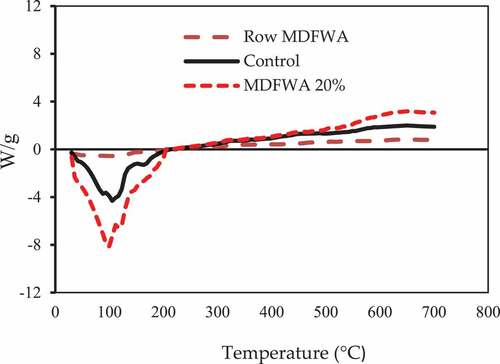
To recognize the endothermic peaks, the DSC thermogram was measured with NETZSCH Company, HP-Phoenix 204 instrument. The release of waters of raw MDFWA with minimum energy was measured by DSC diagram in . As can be seen from this illustration, the mass change of raw MDFWA was detected at approximately 100°C due to moisture evaporation previously reported in other Pozzolanic materials (Alehyen, Achouri, and Taibi Citation2017; Alsubari et al. Citation2018; Salih, Ali, and Farzadnia Citation2014). Furthermore, DSC analysis of control and MDFWA 20% samples at the age of 28 days are shown in . One main endothermic peak can be observed in . This main peak centered at 105°C and 99.28°C for the control and MDFWA 20% samples, respectively due to the evaporation of bound water, degradation of C-H, and C-S-H dehydration (Salih, Ali, and Farzadnia Citation2014). The endothermic results were −4.32 and −8.13 for the control and MDFWA 20% samples, respectively. In addition, demonstrates that as 20% of MDFWA was added to the mix, extra energy was required for degradation of C-H to the C-S-H crystal. The increase of the endothermic peak of MDFWA 20% sample displays the better degradation of C-H and more stable system compared with the control sample (Farzadnia et al. Citation2018; Pacewska and Wilińska Citation2020). The results of the DSC test for raw MDFWA illustrates only one major peak due to pozzolanic activity at 105°C which has been reported in previous work (Salih, Ali, and Farzadnia Citation2014). The findings of the DSC thermograms are like-minded with the results of the TGA tests.
Figure 13. Results of DSC test of row MDFWA, control, and 20% MDFWA-replaced samples.
FTIR test
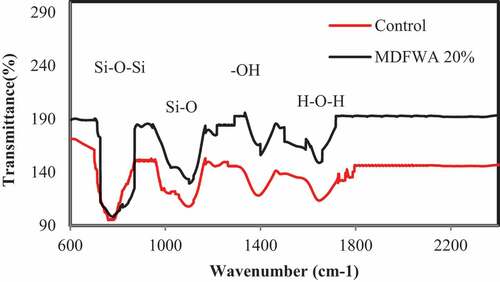
To study the important variations in the location of C-S-H peaks, the FTIR test was used. shows the FTIR test at the range 2400–600 cm−1 for the control and the 20% MDFWA-replaced samples after 28 day. The bending stretch over the range 1665–1693 cm−1 is due to being associated with H-O-H (Liu et al. Citation2016; Shahbazpanahi et al. Citation2021). As can be seen from , replacement with 20% MDFWA has the effect of increasing bending stretch. MDFWA porous resulted in increased water molecules in this bond (Salih, Ali, and Farzadnia Citation2014). It was also observed that another asymmetrical -OH bond was vibration bands at 1416 cm−1 which has also been previously reported (Fernández-Jiménez and Palomo Citation2005; Shahbazpanahi et al. Citation2021). The next peak at range of 960–1200 cm−1 could denote Si–O stretching vibration. The latter peak was detected at the range 680–800 cm−1 which is distinctive. This strong bond might be attributed to symmetric Si–O–Si stretching vibration. The Si–O–Si bond has been reported in previous research on pozzolanic materials (Salih, Ali, and Farzadnia Citation2014; Shahbazpanahi Citation2019; Shahbazpanahi et al. Citation2021). This band denotes the structure of C-S-H (Salih, Ali, and Farzadnia Citation2014). Therefore, the results showed that a greater amount of C-S-H was formed by the presence of 20% MDFWA. The results from the FTIR test demonstrated that MDFWA was a pozzolanic material to use as partial cement replacement.The results from the FTIR test were in agreement with those of EDX, TGA, and DSC observation.
Figure14. FTIR results of control and 20% MDFWA-replaced samples.
Conclusions
To use partial substitution of cement in mixes design, the present investigation presents MDFWA as pozzolanic material. Mixes design were prepared by replacement of cement with MDFWA in the volumes of 0, 5, 10, 15, 20, and 25%. To do so, the slump of the fresh concrete, compressive strength, SEM, EDX, TGA, DSC, and FTIR tests were performed. Accordance with the results of the tests, the following conclusions were reached:
The results of test on raw MDFWA show that it can be used as partial replacement material for cement.
The results of the fresh concrete test illustrate that the slump of the control sample was greater than that the sample containing MDFWA.
Compared with the control sample, MDFWA-replaced sample demonstrated less compressive strength at 7 days.
With 20% MDFWA replacement, the compressive strength was increased by 13.6% relative to the control sample at the age of 28 days. In addition, higher replacement amounts of MDFWA improved only the compressive strength until 12.7%. The same trend for compressive strength was observed at 90 days.
SEM test indicated that the 20% MDFWA decreases the number of voids, micro crack, and non-activated material. It was also observed that 20% MDFWA replacement increases the C-S-H formation and crystal phase.
The results of EDX test showed the amount of silica in the sample containing MDFWA was greater than the Ca intensity and new components. This might induce the secondary C-S-H formation and usage of MDFWA as pozzolanic materials.
As recognized by the FTIR test results, cement replacement by 20% MDFWA enhances the bands related to C-S-H formation.
The results of DSC test showed that the increase of the endothermic peak of the sample containing 20% MDFWA displayed better degradation of C-H and a more stable system compared with the control sample.
Therefore, the findings confirm that by using 20% MDFWA, a more eco-friendly production, denser, sustainable, economical, and stronger concrete would be achieved.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Data availability statement
The data that support the findings of this study are available from the corresponding author upon reasonable request.
Additional information
Funding
References
- Adak, D., M. Sarkar, and S. Mandal. 2017. Structural performance of nano-silica modified fly-ash based geopolymer concrete. Constr. Build. Mater 135:430–39. doi:10.1016/j.conbuildmat.2016.12.111.
- Adebakin, I. H., K. Gunasekaran, and R. Annadurai. 2018. Mechanical properties of self-compacting coconut shell concrete blended with fly ash. Asian J. Civ. Eng 80:113–24.
- Ahsan, M. B., and Z. Hossain. 2018. Supplemental use of rice husk ash (RHA) as a cementitious material in concrete industry. Constr. Build. Mater 178:1–9. doi:10.1016/j.conbuildmat.2018.05.101.
- Alehyen, S., E. L. Achouri, and M. Taibi. 2017. Characterization, microstructure and properties of fly ash-based geopolymer. J. Mater. Environ. Sci 8 (5):1783–96.
- Alsubari, B., P. Shafigh, Z. Ibrahim, M. F. Alnahhal, and M. Z. Jumaat. 2018. Properties of eco-friendly self-compacting concrete containing modified treated palm oil fuel ash. Constr. Build. Mater 158:742–54. doi:10.1016/j.conbuildmat.2017.09.174.
- ASTM, C127. 1993. Standard test method for specific gravity and absorption of coarse aggregate. Washington, USA: ASTM International.
- ASTM C128. 2004. Standard test method for density, relative density (Specific gravity), and absorption of fine aggregate. Washington, USA: ASTM International.
- ASTM C150 A. 1999. Standard specification for Portland cement. Annual Book of Standards.
- ASTM C39/C39M. 2014. Standard test method for compressive strength of cylindrical concrete specimens.
- ASTM C511. 2013. Standard specification for mixing rooms, moist cabinets, moist rooms, and water storage tanks used in the testing of hydraulic cements and concretes. Washington, USA: ASTM International.
- ASTM C618. 2004. Standard specification for coal fly ash and raw or calcined natural pozzolan for use as a mineral admixture in concrete. Washington, USA: ASTM International.
- ASTM-C305-13. 2013. Standard practice for mechanical of hydraulic cement pastes and mortars of plastic consistency. Annual Book of Standards.
- Awal, A. A., and I. Shehu. 2013. Evaluation of heat of hydration of concrete containing high volume palm oil fuel ash. Fuel 105:728–31. doi:10.1016/j.fuel.2012.10.020.
- Branchn, J. L., R. Epps, and D. S. Kosso. 2018. The impact of carbonation on bulk and ITZ porosity in microconcrete materials with fly ash replacement. Cem. Concr. Res 103:170–78. doi:10.1016/j.cemconres.2017.10.012.
- Chakraborty, A., and A. Goswami. 2015. Conservation of environment by using fly ash and rice husk ash as a partial cement replacement in concrete. Int. J. Energy Environ. Technol 2 (1):9–11.
- Chowdhury, S., A. Maniar, and O. M. Suganya. 2015. Strength development in concrete with wood ash blended cement and use of soft computing models to predict strength parameters. J. Adv. Res 6 (6):907–13. doi:10.1016/j.jare.2014.08.006.
- Collivignarelli, M. C., G. Cillari, P. Ricciardi, M. C. Miino, V. Torretta, E. C. Rada, and A. Abbà. 2020. The production of sustainable concrete with the use of alternative aggregates: A review. Sustainability 12 (19):7903. doi:10.3390/su12197903.
- Danraka, M. N., F. N. A. A. Aziz, M. S. Jaafar, N. M. Nasir, and S. Abdulrashid. 2019. Application of wood waste ash in concrete making: Revisited. Lect. Notes Civ. Eng 11:69–78.
- Faraj, R. H., A. F. H. Sherwani, L. H. Jafer, and D. F. Ibrahima. 2020. Rheological behavior and fresh properties of self-compacting high strength concrete containing recycled PP particles with fly ash and silica fume blended. J. Build. Eng 6 (10):1076–84. In Press. doi:10.1016/j.eng.2020.10.003.
- Farajr, R. H., A. F. H. Sherwani, and A. Daraei. 2019. Mechanical, fracture and durability properties of self-compacting high strength concrete containing recycled polypropylene plastic particles. J. Build. Eng 25:100808. doi:10.1016/j.jobe.2019.100808.
- Farzadnia, N., S. H. Bahmani, A. Asadi, and S. Hosseini. 2018. Mechanical and microstructural properties of cement pastes with rice husk ash coated with carbon nanofibers using a natural polymer binder. Constr. Build. Mater 175:691–704. doi:10.1016/j.conbuildmat.2018.04.205.
- Fernández-Jiménez, A., and A. Palomo. 2005. Mid-infrared spectroscopic studies of alkali-activated fly ash structure. Microporous Mesoporous Mater 86 (1–3):1–3. doi:10.1016/j.micromeso.2005.05.057.
- Hadi, M. N. S., T. Yu, and M. Al-Azzawi. 2018. Effects of fly ash characteristics and alkaline activator components on compressive strength of fly ash-based geopolymer mortar. Constr. Build. Mater 175:41–54. doi:10.1016/j.conbuildmat.2018.04.092.
- Hagel, S., J. Joy, C. Cicala, and B. Saake. 2021. Recycling of waste MDF by steam refining: Evaluation of fiber and paper strength properties. Waste Biomass Valorization 12 (10):5701–13. doi:10.1007/s12649-021-01391-4.
- Hlaváček, P., R. Šulc, V. Šmilauer, C. Rößler, and R. Snop. 2018. Ternary binder made of CFBC fly ash, conventional fly ash, and calcium hydroxide: Phase and strength evolution. Cem. Concr. Compos 90:100–07. doi:10.1016/j.cemconcomp.2017.09.020.
- Ibrahim, M., M. A. M. Johari, M. K. Rahman, and M. Maslehuddin. 2017. Effect of alkaline activators and binder content on the properties of natural pozzolan-based alkali activated concrete. Constr. Build. Mater 147:648–60. doi:10.1016/j.conbuildmat.2017.04.163.
- Irle, M., F. Privat, L. Couret, C. Belloncle, B. Cathala, E. Bonnin, and B. Cathala. 2019. Advanced recycling of post-consumer solid wood and MDF. Wood Mater. Sci. Eng 14 (1):19–23. doi:10.1080/17480272.2018.1427144.
- Iswarya, G., and M. Beulah. 2020. Use of zeolite and industrial waste materials in high strength concrete – A review. Mater. Today 46: 143–157.
- Jang, H. S., Y. T. Lim, J. H. Kang, S. U. So, and H. So. 2018. Influence of calcination and cooling conditions on pozzolanic reactivity of paper mill sludge. Constr. Build. Mater 166:257–70. doi:10.1016/j.conbuildmat.2018.01.119.
- Jung, S. H., V. Saraswathy, S. Karthick, P. Kathi, and S. J. Kwon. 2018. Microstructure characteristics of fly ash concrete with rice husk ash and lime stone powder. Int. J. Concr. Struct. Mater 7:12–17.
- Karim, M. R., M. F. M. Zain, M. Jamil, and F. C. La. 2013. Fabrication of a non using slag, palm oil fuel ash and rice husk ash with sodium hydroxide. Constr. Build. Mater 49:894. doi:10.1016/j.conbuildmat.2013.08.077.
- Katare, V. D., and M. V. Madurwar. 2020. Design and investigation of sustainable pozzolanic material. J. Clean. Prod 24 (4):14–25.
- Kuroki, S., T. Hashishin, T. Morikawa, K. Yamashita, and M. Matsuda. 2019. Selective synthesis of zeolites A and X from two industrial wastes: Crushed stone powder and aluminum ash. J. Environ. Manage 231:749–56. doi:10.1016/j.jenvman.2018.10.082.
- Li, N., N. Farzadnia, and C. Shi. 2017. Microstructural changes in alkali-activated slag mortars induced by accelerated carbonation. Cem. Concr. Res 100:214–26. doi:10.1016/j.cemconres.2017.07.008.
- Li, Q., and J. Hu. 2020. Mechanical and durability properties of cement-stabilized recycled concrete aggregate. Sustainability 12 (18):7380. doi:10.3390/su12187380.
- Liu, M. U. J., M. Santhanam, M. Z. Jumaat, K. H. Mo, and K. H. Mo. 2016. Microstructural investigations of palm oil fuel ash and fly ash based binders in lightweight aggregate foamed geopolymer concrete. Constr. Build. Mater 120:112–22. doi:10.1016/j.conbuildmat.2016.05.076.
- Memon, S. A., and M. K. Khan. 2018. Ash blended cement composites: Eco-friendly and sustainable option for utilization of corncob ash. J. Clean. Prod 175:442–55. doi:10.1016/j.jclepro.2017.12.050.
- Nguyen, T. T. H., H. H. Mai, D. H. Phan, and D. L. Nguyen. 2020. Responses of concrete using steel slag as coarse aggregate replacement under splitting and flexure. Sustainability 12 (12):4913. doi:10.3390/su12124913.
- Omrane, M., S. Kenai, E. Kadri, and A. Aït-Mokhtar. 2017. Performance and durability of self compacting concrete using recycled concrete aggregates and natural pozzolan. J. Clean. Prod 165:415–30. doi:10.1016/j.jclepro.2017.07.139.
- Pacewska, B., and I. Wilińska. 2020. Usage of supplementary cementitious materials: Advantages part I. C–S–H, C–A–S–H and other products formed in different binding mixtures. J. Therm. Anal. Calorim 142 (1):371–93. doi:10.1007/s10973-020-09907-1.
- Pan, X., C. Shi, N. Farzadnia, X. Hu, and J. Zheng. 2019. Properties and microstructure of CO2 surface treated cement mortars with subsequent lime-saturated water curing. Cem. Concr. Res 99:89–99.
- Pane, I., and W. Hansen. 2005. Investigation of blended cement hydration by isothermal calorimetry and thermal analysis. Cem. Concr. Res 35 (6):1155–64. doi:10.1016/j.cemconres.2004.10.027.
- Pavlíková, M., L. Zemanová, J. Pokorný, M. Záleská, O. Jankovský, M. Lojka, D. Sedmidubský, and Z. Pavlík. 2018. Valorization of wood chips ash as an eco-friendly mineral admixture in mortar mix design. Waste Manage 80:89–100. doi:10.1016/j.wasman.2018.09.004.
- Salih, M. A., A. A. A. Ali, and N. Farzadnia. 2014. Characterization of mechanical and microstructural properties of palm oil fuel ash geopolymer cement paste. Constr. Build. Mater 65:592–603. doi:10.1016/j.conbuildmat.2014.05.031.
- Shahbazpanahi, S. 2019. Mechanical and microstructural properties of Pistacia Atlantica Ash concrete. Modares Civil Eng. J 19 (2):113–24. In Persia.
- Shahbazpanahi, S., and R. H. Faraj. 2020. Feasibility study on the use of shell sunflower ash and shell pumpkin ash as supplementary cementitious materials in concrete. J. Build. Eng 30:101271. doi:10.1016/j.jobe.2020.101271.
- Shahbazpanahi, S., S. Manie, R. H. Faraj, and M. Seraji. 2021. Feasibility study on the use of tagouk ash as pozzolanic material. Clean Technol. Environ 23 (4):1283–94. doi:10.1007/s10098-020-02021-8.
- Siddique, R. 2012. Utilization of wood ash in concrete manufacturing. Resour. Conserv. Recycl 67:27–33. doi:10.1016/j.resconrec.2012.07.004.
- Spence, W. P. 2005. The home carpenters & woodworker’s repair manual. New York City: Springer.
- Sun, T., K. Ge, G. Wang, H. Geng, Z. Shui, S. Cheng, and M. Chen. 2019. Comparing pozzolanic activity from thermal-activated water-washed and coal-series kaolin in Portland cement mortar. Constr. Build. Mater 227:117092. doi:10.1016/j.conbuildmat.2019.117092.
- Tamanna, K., S. N. Raman, M. Jamil, and R. Hamid. 2020. Utilization of wood waste ash in construction technology: A review. Constr. Build. Mater 237:117654.
- Thomas, B. S., S. K. Hasan, and S. Arel. 2017. Sustainable concrete containing palm oil fuel ash as a supplementary cementitious material – A review. Renewable Sustainable Energy Rev 80:550–61.
- Vishwakarma, V., and D. Ramachandran. 2018. Green concrete mix using solid waste and nanoparticles as alternatives – A review. Constr. Build. Mater 162 (20):96–103. doi:10.1016/j.conbuildmat.2017.11.174.
- Zeyad, A. M., M. A. M. Johari, B. A. Tayeh, and M. O. Yusuf. 2016. Pozzolanic reactivity of ultrafine palm oil fuel ash waste on strength and durability performances of high strength concrete. J. Clean. Prod 144 (15):511–22. doi:10.1016/j.jclepro.2016.12.121.
- Zhang, S., A. Keulen, K. Arbi, and G. Ye. 2017. Waste glass as partial mineral precursor in alkali-activated slag/fly ash system. Cem. Concr. Res 102:29–40. doi:10.1016/j.cemconres.2017.08.012.