
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
Heat generation is a well-known problem in bone drilling. Excessive heat generation during drilling operation on bone causes necrosis of the tissue. This paper presents measurements and analysis of temperatures in ultrasonically assisted drilling of bone. The main objective was to find critical drilling parameters (drill speed and feed rate) and ultrasonic parameters (frequency and amplitude) for producing higher temperatures in bone. The increase in drilling speed and feed rate were found to increase the temperatures in bone. The frequencies above 15 kHz were found to produce higher temperatures in bone. The feed rates above 30 mm/min and the amplitude of vibration up to 20 µm were found to have no significant effect on bone temperature. Ultrasonically assisted drilling may be used as an alternative to conventional drilling in orthopaedic surgical procedures to avoid death of bone cells.
Introduction
Bone drilling is a well-known procedure in orthopaedics and reconstructive surgery. Excessive temperatures and their duration in the bone above a certain threshold level cause necrosis (death) of bone. A number of factors influencing bone temperatures are the drilling force, drill speed, drill size, feed rate, bone type and method of measurement.[Citation1–6] A novel drilling technique, ultrasonically assisted drilling (UAD), is recently being tested in bone and has been shown to possess several advantages over conventional drilling (CD), including reduced thrust force, lower torque, minimum drilling-induced damage and better surface finish of the drilled hole.[Citation7–9] In UAD, the drill is vibrated with a certain frequency and amplitude along the drilling direction. In a recent study, UAD produced lower temperature compared to CD for a certain range of vibration frequencies and amplitudes.[Citation10] Some studies presented automatic and real-time breakthrough detection systems as a safety enhancement in the bone-drilling process.[Citation11–14] Although such systems are useful in preventing drill breakage and providing controlled penetration of the drill in bone tissue, their large size and cost still limit their use in clinical practice.
In previous studies, the use of ultrasound was limited to the measurement of temperature in bone either by cutting with a blade or using CD.[Citation5,Citation15] A recent study has modelled ultrasonically assisted plane cutting of bone using the finite element method.[Citation16] Despite several benefits offered by UAD, the technique has not been studied in terms of temperature measurements in bone. Instead, most of the previous research was focused on temperature measurements in CD using experimental, analytical and computational techniques.[Citation17–19]
To the best of the authors’ knowledge, apart from [Citation10], there are no studies which measure bone temperatures in UAD.[Citation10] The study utilized infrared thermography for temperature measurements. It would have been useful to discuss possible errors in acquiring thermal data in that study.[Citation10] A major limitation was the lack of sufficient information on the surface emissivity of the bone. One of the main challenges in UAD of bone is the measurement of reliable temperature data.
This study is a step forward to explore the benefits of UAD in orthopaedics and other bone-drilling procedures. A parametric study was performed to measure temperatures in UAD of bone at a range of drilling parameters that influence the temperature, such as drilling speed and feed rate. The drill was tuned with a certain range of frequencies and amplitude to observe their effect on maximum bone temperatures in UAD and reveal critical parameters for inducing higher temperatures in UAD of bone.
Materials and methods
Specimen preparation
The middle and harder portion of bovine femur (cortical bone) was used in drilling experiments, as bovine and porcine bones are commonly used as a test specimen for temperature and force measurements in research related to bone cutting.[Citation7,Citation20,Citation21] The middle portion of the femur was cut using a mechanical hacksaw. The soft thin layer (periosteum) was stripped to clean the bone surface. Specimens were obtained from the local butcher shop and kept in plastic bags at –10°C before use in experiments. The size of each specimen was sufficient to accommodate more than 30 to 50 holes.
Drilling system
A test rig for ultrasonically assisted machining with an auto-resonant control was used in the experiments. The main part of the system was a transducer, which uses piezoelectric principles to convert electrical energy into mechanical vibration. The ultrasonic transducer could produce vibrations only in the longitudinal axis of the drill. The ultrasonic transducer and associated accessories can be attached to both horizontal and vertical drilling machines. The main elements of the UAD system used are a high-frequency generator, a transducer which utilizes the piezoelectric effect, a concentrator which was shaped to amplify the vibration output of the transducer, and a drill. The displacement x and the drill vibration speed vc are given by
(1)
(1)
(2)
(2) where f, a and vc are the frequency, amplitude and velocity in vibrational cutting. The vibrational cutting condition is satisfied if the tool speed exceeds the work piece cutting velocity, i.e.
. The contact ratio, which is the ratio of the cutting time to the cycle period of vibration of the tool, depends on f, a and vc.
Drilling equipment and procedure
The experimental setup for temperature measurements in UAD, using a thermocouple is shown in . The drill speed varied between 1000 and 3000 rpm, whereas the feed rate was from 10 to 50 mm/min. A drill size of 4 mm was used, which is within the range of 1.5 to 5.5 mm used in the bone-drilling procedures in clinical practice.[Citation5,Citation7] The drill was changed after 30 holes to eliminate the effect of wear of the cutting edges on the measured values. No significant wear of the cutting edges of the drill was seen for the described number of holes in the specimen. Thermocouples were placed at a distance of 0.5 mm from the drill path in a hole of 1.5-mm diameter. The range of ultrasonic frequency and amplitude of vibration used in experiments are provided in . Experiments were carried out at room temperature of 20 °C without additional cooling (irrigation).
Figure 1. Experimental setup for temperature measurements in bone drilling: (a) UAD system, (b) thermocouple measurements.
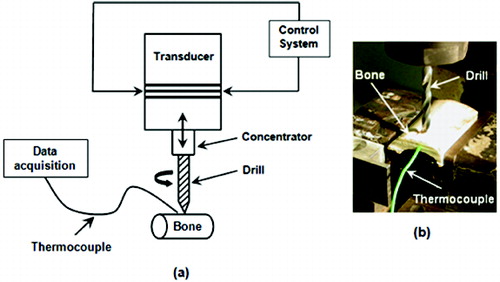
Table 1. Parameters used in temperature measurements in drilling.
Data analysis
Each experiment was repeated five times for a specific set of parameters to represent repeatability and accuracy in the measurements. The data were analysed using Microsoft Excel. Data presented in subsequent plots represent mean values ± standard error of the means. Where error bars are not visible, the errors were smaller than or equal to the symbols.
Results and discussion
No significant temperature rise was recorded until the cutting edge of the drill penetrated near to the depth, where the thermocouple was inserted. As soon as the cutting edge of the drill approached the thermocouple, the temperature increased quickly up to a maximum value and remained almost constant for several seconds. The temperature decreased slowly when the cutting edge of the drill passed the location of the thermocouple and was drawn back from the drilled hole. The obtained results on the temperature evolution in bone are shown in . A typical force–time graph obtained from CD and UAD is shown in . The force increased with time when the drill began to penetrate the bone and reached a plateau when the drill lip was fully engaged with the bone. The force was then observed to suddenly decrease when the drill bit was exiting the bone. As a next step in our experiments, the effect of various drilling and ultrasonic parameters on the maximum temperature in bone was analysed.
Figure 2. Temperature evolution in bone during the drilling operation.
Figure 3. Evolution of force in CD and UAD measured with a dynamometer.[Citation7]
![Figure 3. Evolution of force in CD and UAD measured with a dynamometer.[Citation7]](/cms/asset/8d1af03e-3ff4-4ba4-b7ed-74189b5a1034/tbeq_a_1034176_f0003_b.gif)
Effect of drilling speed and feed rate on bone temperature
The rise in bone temperature in UAD with an increase in drilling speed was measured. The relationship between the drill speed and bone temperature was linear as shown in . The temperature was observed to increase from a mean value of 52 °C to 76 °C, when the drilling speed was increased from 1000 to 3000 rpm. The rise in bone temperature with an increase in drilling speed was obvious as the shearing energy and the frictional effects became more with high speed cutting of the drill edges. The results of temperature measurements in our experiments are comparable with those obtained from the three-dimensional finite element model of conventional bone drilling.[Citation22]
Figure 4. Effect of drilling speed on maximum bone temperature in UAD.
The effect of feed rate on the rise in bone temperature was also investigated using a constant drilling speed of 2000 rpm, frequencies of 15 kHz and amplitude of 10 µm. The influence of various feed rates on the maximum bone temperature is shown in . The maximum temperature in bone was found to increase with increase in the feed rate up to 30 mm/min, while further increase caused no significant effect on bone temperature. The average temperature rose from 49 °C to a maximum of 68 °C using a 4-mm drill, when the feed rate was changed from 10 to 50 mm/min. Higher penetration speeds (feed rates) caused more removal of material per unit time which caused more heat generation in the bone.
Figure 5. Effect of feed rate on maximum bone temperature in UAD.
Effect of ultrasonic frequency and amplitude on bone temperature
The effect of drill vibrations on the level of bone temperature was studied using different levels of frequencies and amplitudes superimposed on the longitudinal movement of the drill. In these experiments, a drilling speed of 2000 rpm and feed rate of 30 mm/min were kept constant, as they are closest to those used in the actual bone-drilling procedures in clinics. The effect of ultrasonic frequency on the maximum bone temperatures is shown in . The average bone temperature slightly dropped when the frequency was increased from 5 to 15 kHz. This could most likely be due to the pulsating action of the drill which reduced the average friction between the drill and the bone. The intermittent contact between the drill and the bone can cause disengagement between them, which can enable air cooling of the cutting region. Also, the rate of deformation, which is directly proportional to the heat generation, can be interrupted due to disengagement of the drill over the period of a single vibration cycle. This condition most probably relaxed the material deformation and helped in reducing the temperature in the bone.
Figure 6. Variation of maximum bone temperatures with vibration frequency in UAD.
However, when the drill was tuned with frequency values above 15 kHz, the maximum bone temperatures showed an upward trend. An approximately 35% increase in bone temperature was observed when the frequency was changed from 15 to 30 kHz. A possible explanation could be that, at a frequency larger than 15 kHz, more vibrational energy of the drill was converted into heat in the drill body itself. The large amount of heat generation in the drill itself at frequencies above 15 kHz can have caused more dissipation of heat in the bone.
The effect of ultrasonic amplitude on bone temperature is illustrated in . The effect of ultrasonic amplitude on bone was found insignificant up to 20 µm. A small increase in bone temperature was recorded at amplitude of 25 µm, which might be due to the increase in contact time (contact ratio) between the drill and the bone. This condition allowed the cutting edge of the drill to be in contact with the bone for a longer time, which could cause more heat generation in the drilling zone. The influence of ultrasonic amplitude observed in this study was similar to the results obtained using infrared thermography in UAD of bone.[Citation10]
Figure 7. Variation of maximum bone temperatures with vibration amplitude in UAD.
Our results showed that lower drilling speed, feed rate and frequency up to 15 kHz could be used as optimal drilling parameters in UAD of bone. The results obtained from this study could be useful in preventing the onset of thermal necrosis in bone during the drilling operation. Further studies need to focus on the histopathology of the bone in UAD. The UAD technique also requires further assessment for microcracks in the bone tissue around the drilling location.
Conclusions
Drilling and ultrasonic parameters were tested to study the level of temperature in bone. The drill size used in the experiments was found to produce higher temperatures when the drilling speed was increased. The drilling speed, feed rate and a certain range of ultrasonic frequency (15–30 kHz) were identified as crucial for inducing higher temperatures. Ultrasonic frequency up to 15 kHz helped in producing lower temperatures in bone. The maximum bone temperature was unaffected in the range of amplitudes tested, except above 20 µm. The right selection of ultrasonic parameters together with optimum drilling speed and feed rate can be used for minimally invasive drilling in bone. This study suggests the application of an efficient cooling system when drilling the bone with a frequency above 20 kHz.
Acknowledgements
The authors wish to thank Prof. Vadim Silberschmidt (Loughborough University) for providing guidance and help in the experimental work.
Disclosure statement
No potential conflict of interest was reported by the authors.
References
- Panday RK, Panda SS. Modelling and optimization of temperature in orthopaedic drilling: an in vitro study. Acta Bioeng Biomech. 2014;16:107–116.
- Bachus KN, Rodina MT, Hutchinson DT. The effects of drilling force on cortical temperatures and their duration: an in vitro study. Med Eng Phys. 2000;22:685–691.
- Tu YK, Chen Wl, Cious JS, Hsiao CK, Chen YC. Finite element simulations of bone temperature rise during bone drilling based on a bone analog. J Med Biol Eng. 2013;33:269–274.
- Karaca F, Aksaka B. Effects of various drilling parameters on bone during implantology: an in vitro experimental study. Acta Bioeng Biomech. 2013;15:25–32.
- Hillery MT, Shuaib I. Temperature effects in the drilling of human and bovine bone. J Mater Process Tech. 1999;92–93:302–308.
- Augustin G, Zigman T, Davila S, Udilljak T, Staroveski T, Brezak D. Cortical bone drilling and thermal osteonecrosis. Clin Biomech. 2012;27:313–325.
- Alam K, Mitrofanov AV, Silberschmidt VV. Experimental investigations of forces and torque in conventional and ultrasonically assisted drilling of cortical bone. Med Eng Phys. 2011;33:234–239.
- Alam K, Mitrofanov AV, Bäker M, Silberschmidt VV. Measurements of surface roughness in conventional and ultrasonically assisted bone drilling. Am J Biomed Sci. 2009;1:312–320.
- Wang Y, Cao M, Zhao Y, Zhou G, Liu W, Li D. Experimental investigations on microcracks in vibrational and conventional drilling of cortical bone. J Nanomater. 2013; 15D845205. Available from: http://dx.doi.org/10.1155/2013/845205.
- Alam K, Silberschmidt VV. Analysis of temperature in conventional and ultrasonically assisted drilling of cortical bone with infrared thermography. Technol Health Care. 2014;22:243–252.
- Alotta, B, Belmonte F, Bosio L, Dario P. Study on mechatronic tool for drilling in the osteosynthesis of long bone: tool/bone interactions, modelling and experiments. Mechatronics. 1996;6:447–459.
- Ong FR, Bouazza-Marouf K. The detection of drill bit break-through for the enhancement of safety in mechatronic assisted orthopaedic drilling. Mechatronics. 1999;9:565–588.
- Hsu YL, Lee ST, Lin HW. A modular mechatronic system for automatic bone drilling. Biomed Eng Appl Basis Commun. 2001;13:168–184.
- Boiadjiev G, Delchev K, Boiadjiev T, Zagurski K, Kastelov R, Vitkov V. Controlled trust force influence on automatic bone drilling parameters in the orthopedic surgery. Int J Pure Appl Math. 2013;88:577–592.
- Cardoni A, Macbeath A, Lucas M. Methods for reducing cutting temperature in ultrasonic cutting of bone. Ultrasonics. 2006;44:37–42.
- Alam K, Mitrofanov AV, Bäker M, Silberschmidt VV. Stresses in ultrasonically assisted bone cutting. J Phys 2009;181:012014.
- Lee J, Ozdoganlar OB, Rabin Y. An experimental investigation on thermal exposure during bone drilling. Med Eng Phys. 2012;34:1510–1520.
- Lee J, Rabin Y, Ozdoganlar OB. A new thermal model for bone drilling with applications to orthopaedic surgery. Med Eng Phys. 2011;33:1234–1244.
- Davidson SR, James DF. Drilling in bone: modeling heat generation and temperature distribution. J Biomech Eng. 2003;125:305–314.
- Krause WR, Bradbury DW, Kelly JE, Lunceford EM. Temperature elevations in orthopaedic cutting operations. J Biomech. 1982;15:267–275.
- Augustin G, Davila S, Udiljak T, Vedrina DS, Bagatin D. Determination of spatial distribution of increase in bone temperature during drilling by infrared thermography: preliminary report. Arch Orthop Trauma Surg. 2009;129:703–709.
- Alam K, Khan M, Silberschmidt VV. 3D finite element modeling of drilling cortical bone: temperature analysis. J Med Biol Eng. 2014;34:618–623.