
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
Data from two thermo-mechanical pulp mills are collected to simulate the refining process using deep learning. A multilayer perceptron neural network is utilized for pattern recognition of the refining variables. Results show the impressive capability of artificial intelligence methods in refining energy simulation so that the correlation coefficient of 98% is accessible. A comprehensive parametric study has been made to investigate the effect of refining disturbance variables, plate gap and dilution water on refining energy simulation. The generated model reveals the non-linear hidden pattern between refining variables, which can be used for optimal refining control strategy. Considering the disturbance variables’ effect in refining energy simulation, model accuracy could increase by 15%. Removing the plate gape from predictive variables reduces the simulation determination coefficient by up to 25% in both mills, while the mentioned value for removing dilution water is 9–17% in mill 1 and about 35% in mill 2.
1. Introduction
Today, due to an increase in environmental concerns and energy costs, enhancing the productivity of energy-intensive industries has received much attention [Citation1,Citation2]. The pulp and paper industry is one of the most energy-intensive industrial sectors worldwide. Chemical and mechanical pulping are two major processes for producing pulp. Chemical pulping is heat-intensive and uses chemicals for correcting the morphology of wood fibres, while in mechanical pulping, mechanical forces are used for fibre treatment [Citation3]. Refining is the most energy-intensive process of thermo-mechanical pulping, where electrical energy is consumed to separate fibres out of lignin or dissolve lignin in hot water. Analytical research reveals the inefficiency of the mechanical pulping process’ from an energy point of view [Citation4–6]. Softening lignin-binds to fibres by pretreatment of wood chips such as preheating and steaming before the refining process could increase the refining energy efficiency. The thermo-mechanical pulping process (TMP) is the most prevalent subdivision of the mechanical pulping process, where wood chips are preheated before the refining process. Previous researches reveal low energy efficiency for TMP, where more than 90% of the refining energy consumption converts into heat in the refining process of mechanical pulping [Citation7]. Rising electricity prices in recent decades have reduced the profitability of the TMP plants. On the other hand, environmental concerns and carbon emission taxes have prompted the incentive to increase the energy efficiency of TMP processes [Citation8]. In addition, pulp mills need to increase productivity and sustainability to compete and maintain their market share [Citation9]. The refining process consumes almost 80% of the total energy consumption in the TMP mill [Citation10]. The refining is the core and backbone of the thermo-mechanical pulping process. The pulp is beaten and crushed by the refiner’s stator and rotor in a repeated cycle. Depending on pulping process requirements, there are different technical configurations of refiners, but operational principles are the same. In the refining unit, wood chips are fed between two rotating metal discs, and rotary energy is transferred to the pulp by patterned fragments of the plates.
Developing an energy-efficient refining optimization and control strategy requires an advanced system identification model. Control models such as model predictive controller (MPC), which is common for controlling the refining process in TMP mills, require an identification model that can explain refining behaviour based on refining variables [Citation11]. Therefore, there is an indispensable need to develop a model that can simulate the refining process accurately. Since refining is a time-varying process with an intricate and multivariate nature, refining energy simulation is challenging [Citation12]. Several factors, such as rotational speed, crossing angle, refining gap, bar dimensions and pulp consistency, influence the pulp and paper properties. Implementing all these factors into the fluid dynamic and thermodynamic equations for the simulation of the refining process requires too much computational time and effort [Citation13]. For instance, simulating the refining process requires coupling the computational fluid dynamic (CFD) models with thermodynamic analysis, which complicates the analytical modelling of the refining process and requires vast knowledge about the detailed processes happening in the order. Besides, the validation of analytical models is controversial, and in many cases, requires costly experimental tests. For instance, a small mistake in defining the boundary condition leads to the wrong result. In addition, CFD models are not applicable for employing an online refining control strategy, and changes in the model input variables require remarkable time to resolve the problem. However, numerical and analytical models are valuable for the initial design of a system where no data is accessible.
On the other hand, analysing complex systems with high accuracy is facilitated by artificial intelligence (AI) development [Citation14–16]. Artificial intelligence is an alternative powerful data-based method for energy modelling of the refining process. Our research results suggest that accurate energy simulation of the refining process is achievable by utilizing AI methods. Understanding and controlling the refining process is paramount in the thermo-mechanical pulp mill. In order to control the refining specific energy consumption and pulp quality, it is essential to recognize the non-linear hidden pattern between refining variables [Citation17]. Refining is a complicated process with a large number of variables potentially affecting the products. Nevertheless, it is still common to use the conventional statistical approaches for data analysis and system simulation, which exerts a univariate statistical approach in their study. Mostly, the univariate statistics are not effective in catching the ultimate data patterns. AI methods are a powerful tool for data processing for multivariate and challenging engineering problems, such as the TMP process. Artificial intelligence is one of the most potent data-driven simulation methods that has succeeded in many engineering applications such as the pulp and paper industry [Citation18,Citation19]. Model-based AI uses brain processing patterns to develop algorithms to model complicated engineering systems and prediction problems [Citation20,Citation21]. Several researches [Citation22–25] address the neural network’s superiority to the regression models. In the case of pulping, these models can be used for process identification and control. To the best of the authors’ knowledge, the only research regarding the refining energy simulation based on the AI approach in thermo-mechanical pulp mill is conducted by Talebjedi et al. [Citation25], where a comprehensive study has been made to simulate the refining process in the thermo-mechanical pulp mill using different machine learning methods. Their results show that despite the high complexity of this process, which is affected by many variables, machine learning methods have great power in simulating the refining process. Their achievement confirms that combining the adaptive neuro-fuzzy inference system (ANFIS) model with the particle swarm optimization (PSO) algorithm shows the best performance in terms of accuracy compared to other heuristic optimization algorithms. More information regarding the superiority of the AI approaches to the regression methods for refining the energy identification model is discussed in chapter 2.3 under the title of Importance of ANN in TMP.
There are other studies regarding chemical pulping analysis using AI methods. Simula and Alhoniemi [Citation26] performed a data-driven analysis to study a continuous pulp digester in a chemical pulp mill. For this purpose, they used a neural network algorithm named Self-Organizing Map (SOM). They revealed the parameter dependencies by interpreting the visualizations. Krzysztof and Konrad [Citation27] applied the neural network approach to predict the paper properties based on refined chemical pulp properties. They simulated apparent density, breaking length and tear resistance by the use of a classical multilayer perceptron with one hidden layer. They obtained an acceptable level of correlation between simulation data and experimental data. Musavi et al. [Citation28] suggested a radial basis function (RBF) neural network for the prediction of pulp quality. Their results show significant accuracy in predicting the pulp quality factor in the digester. Molga and Cherbanski [Citation29] conducted a research on investigating the ability of the multilayer neural network to model the chemical reaction and mass transfer in the liquid–liquid reacting system simultaneously. They defined the hybrid first principle neural-network model to describe batch and semi-batch stirred tank reactors that operate in different operating conditions. Their proposed approach results in good accuracy and flexibility. Dufour et al. [Citation30] trained a feedforward two-layer perceptron neural network for evaluation of the magnitude of the variations in feedstock properties in a pulp digester.
None of the previous studies have comprehensively analysed the parameters affecting the energy simulation of the refining process in the TMP mill. There is no refining parametric study in the literature to investigate the effect of different refining variables such as manipulated and disturbance variables on refining energy consumption and performance. This study simulates the refining process in the thermo-mechanical pulp mill with the supervised multilayer perceptron neural network. In addition, a comprehensive parametric study has been made to reveal the hidden pattern between refining variables. For this purpose, data regarding the refining process are collected from two TMP mills in a Nordic country. The refining motor load is simulated based on three manipulated variables and also considering the effect of some refining disturbance variables such as plate erosion and wood chips quality. Manipulated variables are refining plate gap, dilution water and production rate. Refining disturbance variables are discovered to be very time-variant. The effect of disturbance variables such as refining plate erosion and variations in wood chips quality such as chip bulk and slurry density are considered via the variable time. To summarize, the main novelty and contribution of the paper are as follows:
Deep artificial neural network (ANN) is utilized to simulate the refining energy process and catch the correlations between refining variables under the system operating condition.
A comprehensive parametric study and sensitivity analysis has been conducted to investigate the effect of different refining variables on the refining motor load.
The effect of refining disturbance variables on refining energy simulation has been studied.
2. Material and methods
In this section, the thermo-mechanical pulping process research case studies (pulp mills) and collected data from the mills, the importance of using machine learning methods in the thermo-mechanical pulping research area and the machine learning method used in this study are discussed, respectively .
2.1. Thermo-mechanical pulping process
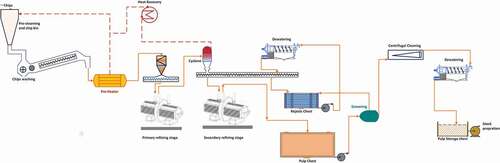
The primary target of pulping is to make fibres free from the lignin and suspend the fibres in water. Lignin is a natural polymer material that binds the fibres together in wood. In mechanical pulping, fibres are separated and developed mainly through mechanical forces in the refining process. Refiners are mechanical devices that use electric motor actuators to transfer mechanical energy to the wood chips, reduce wood chips to the individual fibres, and correct wood fibre morphology. The refiner plate grooves soften the lignin to separate fibres and break the wood chips. Wood chips after pretreatment (e.g. washing and steaming) are supplied to the primary refiner by a screw feeder. The second-stage refiner contributes to further development of wood quality. High consistency refiners operate at a pulp consistency of 20–50%. A cyclone follows each refiner to separate steam flow from the pulp and avoid pulp brightness reduction by cooling the pulp. shows a typical flow diagram of a TMP plant [Citation31].
Figure 1. Sample layout of the thermo-mechanical pulp mill
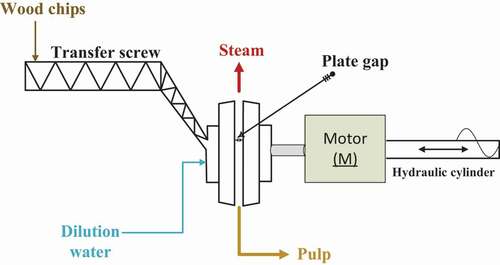
Due to the small distance between the refiner plates and the strong frictional force, a large part of the consumed electricity by the electric motor causes heat. The generated heat evaporates the refining diluting water and the moisture along with the wood chips, which turns the water-chip suspension into a fibre-steam suspension [Citation32]. There are single- or double-disc configurations of wood chips refiner. The single-disc setting has one rotating disc and one stationary disc, and a double-disc setup has two rotating discs in opposite directions. shows a schematic of a single-disc refiner. Refiners have a typical rotational speed of which is induced by a grand electrical motor. The power and plate diameter of the new refiners reach
and
m, respectively [Citation33]. High-capacity refiners require more power and a higher plate diameter. The refining plate gap is being controlled by a hydraulic cylinder at a distance of
, intently [Citation34].
Figure 2. Schematic of a single-disc refiner
2.2. Case study and data selection
Annual data regarding the refining process from two pulp mills in a Nordic country are collected. One mill has two refining lines, and the other has five parallel refining lines. Both mills use high consistency refiners in the first and second stages of the refining process. In the first case study (), pulp after first-stage refiners is mixed and supplied to the second-stage refiners. While in the second studied mill (), there are five independent parallel refining lines, and second-stage refiners are only fed with the pulp coming from the first-stage refiners in the same refining line. Since in the second case study (mill 2), five similar refining lines work in parallel form, only the first refining line is studied in this research, which is the main refining line of the TMP mill. Measured data are refining motor load, feeder screw speed, dilution water and plate gap. Online measurement of production rate, which is an oven-dry ton of pulp, can have a significant error (even more than 20% error has been observed). Accurate calculation of production rates requires laboratory testing. Based on experience, the production rate in both mills is calculated by multiplicating a constant value to the screw speed. This simplification reduces the accuracy of the calculation of the pulp production rate and ignores the effect of changes in the wood chips’ quality on the pulp production rate. Therefore, variations in the quality of wood chips are an important refining disturbance variable affecting the refining pulp production rate and, as a consequence, the refining motor load and specific energy consumption.
Figure 3. The topology of the studied mills: (a) mill 1, (b) mill 2
2.3. Importance of ANN in TMP
In previous studies, the refiner plate gap, dilution water and the number of wood fibres per unit volume entering the refiner are considered key variables for modelling the refiner motor load [Citation17,Citation35]. Due to the complexity of the refining process, the use of classical data analysis methods such as regression models to identify the patterns between refining variables and to simulate the refining process leads to an inaccurate model. There are several researches that prove the superiority of the neural network to the regression models [Citation22–24]. To our knowledge, the only regression model available to estimate refining motor power is the model presented in [Citation17]. This model, presented in EquationEq. 1(1)
(1) , has several coefficients that are difficult to calculate, and disturbance variables such as plate erosion and seasonal wood chip quality changes have not been observed.
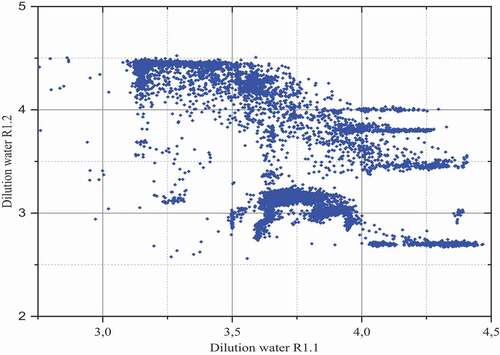
On the other hand, it is not possible to use the Pearson correlation coefficient or other similar methods to detect influential refining variables for refining motor load simulation. The use of the Pearson correlation coefficient has assumptions, the violation of which leads to erroneous and unreliable results. Normality, linearity, and no outliers are among the most vital hypotheses that do not apply to the measured data from the studied mills. In this regard, shows the relationship between the first- and second-stage refining dilution water (in mill 2) after the outlier discarding process. As it is clear from , two assumptions, linearity and no outlier, are not satisfied even after massive outlier detection and removal. The obtained correlation coefficient between these variables is 0.7; nevertheless, this value does not correspond to the scatter plot where no linear correlation is found. This is also true for the correlation between other refining variables received from studied mills.
Besides, zero correlation does not necessarily mean that there is no correlation between the variables. In other words, the Pearson correlation of zero is a necessary condition for the independence of two variables, not a sufficient condition. Pearson correlation examines the linear relationship between variables. However, this relationship may not be linear, and there may be a complicated non-linear relationship. Given the deficiencies of classic data analysis methods, new data analysis techniques such as machine learning and deep learning methods can be a viable option to cover the weakness of conventional data analysis approaches. Model-based AI uses brain processing patterns to develop algorithms employed for modelling complicated engineering systems and prediction problems.
Apart from variable analysis and parametric study, refining energy simulation is also more accurate while using a machine learning approach comparing to the regression-based models. Talebjedi et al. [Citation25] used the adaptive neuro-fuzzy inference system (ANFIS) method for energy simulation of the refining process. For the refining data validation, they optimized the non-linear regression model discussed in [Citation35] to find the optimal model parameters (constant coefficients) for the best fit utilizing the genetic algorithm. Their research results prove the superiority of the ML algorithm compared to the regression-based models, where the combination of the ANFIS and the PSO algorithm gives the most accuracy. In the other research, Talebjedi et al. [Citation11] investigated the use of a combination of empirical equations and mechanistic models for short and long-term refining energy simulation by modifying the MATLAB thermomechanical pulping simulation toolbox model. Their developed model results in the determination coefficient of 78% for refining long-term energy simulation, while the determination coefficient of 98% is achievable utilizing a multilayer perceptron neural (MLP) network based on this research. Based on Talebjedi et al. [Citation11,Citation25] the classic non-linear regression model (EquationEq. 1(1)
(1) ), which is also introduced in the MATLAB thermomechanical pulping simulation toolbox, gives the mean absolute percentage error (MAPE) 4.6–8%. This is while based on the result of this article, the average MAPE of refining energy simulation is 1.5%, which indicates a 67–82% decrease in the refining energy simulation error while using multilayer perceptron neural network rather than regression models as refining identification model. The regression model formulation [Citation17] commonly used for refining energy identification is provided in EquationEq. 1
(1)
(1) .
where is the refining motor load,
is the plate gap,
is the refining dilution water flow rate and
,
and
are parameters of the refiner and belong to the operating conditions and the technical characteristics of the refiner.
Figure 4. Scatter plot of refining dilution water for the first and second refining stage (main refining line-mill 2)
2.4. Deep MLP method
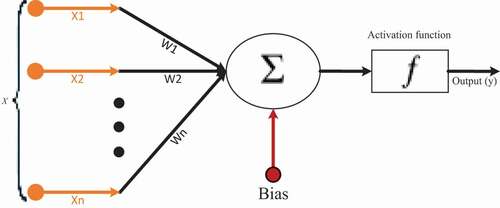
Deep learning methods and intelligent techniques are potent approaches to model complex systems as a black box. Widely deep learning is a renaming term for neural networks or is referred to as neural networks with high sequential (deep) layers. The most prevalent feedforward neural network is the multilayer perceptron neural network (MLPNN). These models are easy to implement and require smaller training data set [Citation36]. Three sequential layers (which are input, hidden and output layers) form the multilayer perceptron neural networks. Data and information from the input layer convey to the output layer via the hidden layer. depicts the mathematical model of a single neuron. The product of multiplying weights to the input vector
is summed up with the bias
. Ultimately, it passes through the activation function
and gives the neuron output
. EquationEq. 2
(2)
(2) explains the relation between the input and output of each neuron. In this study, the sigmoid activation function has been used. The activation function expression has been provided in EquationEq. 3
(3)
(3) , where
and
are the activation function’s input and output.
Figure 5. Schematic of an artificial neuron
Selecting the correct number of hidden layers and the number of neurons, and the learning rate is essential to avoid overfitting and a wrong generalization. Overfitting is one of the errors that could occur while training an artificial neural network. In this case, the error on the trained data can be very small, but when the network is tested with new data, the model error greatly increases. The overfitted model has memorized the training samples and has not learned to predict the new data samples. In general, the optimal performance of MLP requires the optimal selection of hyper-parameters of the number of hidden layers and neurons. Due to the high computational cost of the grid search method to optimize hyperparameters, in this research, the random search method is used, which has a lower computational load [Citation37]. For this reason, in this research, neural networks with up to 4 hidden layers and a maximum of 20 neurons in each layer were examined. For the dataset that includes all refining predictor variables, models are trained for different hyperparameter settings. Optimal results show that a multilayer perceptron neural network with four hidden layers, 10 neurons in the first and fourth layers, and 15 neurons in the second and third layers with the learning rate of 0.09 gives the better performance comparing to the other settings. The neural network performance function is mean square error (MSE), which is discussed in chapter 4.1.
Neural network model inputs are different combinations of measured refining feeder screw speed, dilution water, plate gap and time, while the only simulation output is the refining motor load. The number of the measured data points is 8000 in mill 1 and 4300 in mill 2, collected from the mills using online monitoring systems. shows the topology of the employed multilayer perceptron neural network. A comprehensive dataset with a wide range of variations is provided for this investigation. The dataset is divided into three subsets, namely, train, validation and test data. The learning model is trained with 70% of the data set, and half of the remained data, which is 15% of the total data set, is employed to test the network and the remaining 15% for validation. With the use of a training subset, the gradient is calculated, and the neural network biases and weights are updated.
The simulation error for the validation data set is essential and monitored through the process of training the network. Tracking the validation error is very important to prevent overfitting. Typically, validation error decreases in the early phase of training the network. Nevertheless, simulation error on the validation data set initiates to increase, while artificial neural network starts overfitting. The biases and weights of the network are determined at the lowest validation set error. The test data set is used for the post-processing of the simulation and not in the training phase. Model efficiency and accuracy are achievable by the use of simulation error on a test data set. A week division of data set results in a minimum error for the test data set in a different iteration number than the validation set error reaches the least value.
ANN model is generated utilizing the ‘trainlm’ function of Matlab software. Training is done by the ‘trainlm’ function, which updates weight and bias values by Levenberg-Marquardt optimization. The ‘trainlm’ needs more memory than other algorithms but is suggested as a first-choice supervised algorithm since it is one of the fastest backpropagation algorithms in the MATLAB toolbox.
Figure 6. Schematic of the ANN with four hidden layers

3. Refining variables
Refining variables can be classified into three categories: manipulated variables, operating variables and disturbance variables. Prominent manipulated variables are dilution water, plate gap and chips transfer screw speed. Refining motor load simulation, pulp production rate and pulp consistency are the most important operation variables dependent on manipulated and disturbance variables. In the two studied mills, the pulp production rate (which is given as oven-dry ton of pulp) is calculated by multiplying a constant-coefficient to the chips transfer screw speed. This simplification causes an error in calculating the pulp production rate. Since pulp production is a significant variable for energy simulation of the refining process, error in pulp production rate could lead to a decrease in the accuracy of the refining energy simulation.
Variation in the quality of the input wood chips leads to changes in the chip’s bulk density and must be considered for the accurate calculation of the pulp production rate. Pulp production rate can be also calculated from pulp consistency, but the problem is that there is no online accurate measurement device for refining pulp consistency, and accurate measurement requires laboratory tests. Our measurements show a 20% difference in the amount of production rate calculated based on the chip’s screw speed and consistency measurement device.
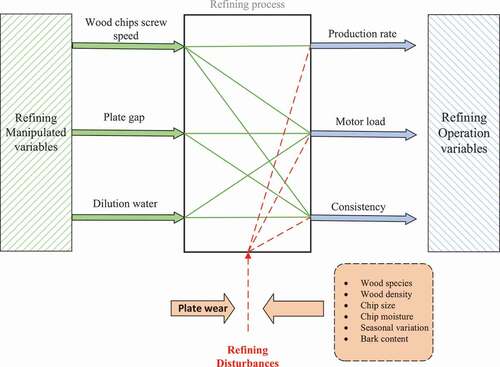
Disturbance variables can be divided into two general categories: refiner plate erosion and the quality of wood chips. Wood species, wood density, chip size, chip moisture, seasonal variations and bark content are among the most important variables regarding wood chips quality disturbances. shows a schematic of the refining variables and their relation [Citation41]. More information regarding the refining variables is provided in sections 3.1–3.3.
Figure 7. Schematic of the refining variables
3.1. Manipulated variables
Chip transfer screw speed: It is the responsibility of the screw feeder to control the flow of wood chips in the refining line. The pulp production rate, which is dry fibre flow, could be reached to the desired value by controlling the screw feeder rotational speed.
Dilution water flow rate: Refining pulp consistency depends on the dilution water flow rate. One of the vital refining variables for estimating pulp quality is the consistency of the pulp in the refining zone. Variations in the pulp consistency for a given refining specific energy consumption alters refining intensity, refining specific energy consumption and quality of pulp. The high flow rate of dilution water leads to a rise in refining plate vibration and process instability. It is essential to control the refining dilution water to keep the pulp consistency in the wanted value.
Plate gap: The gap between refiner plates is controlled by either a hydraulic or electro-mechanical loading system. The refiner disc gap should be measured and optimized for efficient refining operations and prevent plate clashing [Citation38]. Changes in the refiner plate gap alter the applied mechanical forces to the wood material and affect the refining specific energy consumption for a given pulp production rate.
3.2. Disturbance variables
Generally, disturbance variables are the type of variables that cannot be controlled and measured in many situations. Refiner plates operating conditions and inlet wood chips uniformity are the most dominant disturbances affecting the refining energy consumption and pulp quality.
Refiner plate wear: The nature of the refining process does not follow a stationary behaviour because of the refiner plate erosion. Most often, refiner plates erode gradually based on the plate operation time and need to be renewed after hundreds of hours. However, in the case of plate clashing, plates cannot work anymore, and they should be changed immediately [Citation39]. Generally speaking, new plates produce pulp with higher quality and freeness values for a given refining specific energy consumption. Short-term load variation rises for refiners with worn plates. Also, fully loading the refiner with eroded plates becomes increasingly hard and impossible in some cases. Preventing plates from eroding is impossible, but the erosion effect could be compensated by advanced manipulating the control variables to some extent.
Raw material quality: Chip bulk density, wood species, chips’ solid content are mentioned as the prominent disturbances for the raw material quality. Meanwhile, chip bulk density is figured as the main disturbance for the dry wood mass flow or production rate. Wood chips density variation straightly changes the pulp quality and specific energy consumption for a given motor load [Citation40,Citation41].
3.3. Operating variables
Refining motor load: An electrical motor is always integrated into the mechanical refiners to actuate the refiner discs. It is known that refining specific energy consumption has a remarkable correlation to the pulp quality, and for a given production rate, the motor load is proportional to the specific energy consumption. Motor load variation is a function of pulp consistency, plate gap, production rate and wood chips properties.
Refining consistency: Refining consistency changes the ratio of the refining specific energy consumption and pulp quality. Refining dilution water flow rate is the most dominant and straightforward variable to control the refining consistency, although other variables such as motor load and production rate affect the consistency. For a given refining specific energy, variations in refining consistency lead to different pulp quality [42].
Production rate: Refiner throughput or pulp production rate is the oven-dry flow rate of wood fed into the refiner. The production rate is proportional to chip-transfer screw speed and could be easily computed by multiplying the chip-transfer screw speed by a constant value. Chip bulk density and chip solid content are the main disturbance variables affecting the production rate. EquationEq. 4(4)
(4) calculates the production rate (ton/hour) by considering the variations in wood chips properties [Citation17].
where is proportional constant,
is chip solid content,
is chip bulk density and
is chip-transfer screw speed, respectively.
4. Results and discussion
4.1. Motor load simulation
Model performance has been investigated by the correlation coefficient , coefficient of determination
, mean absolute percentage error
and mean square error
. The determination coefficient designates the ratio of the total variation in the dependent variable that the prediction model could explain. A higher determination and correlation coefficient indicate better accuracy and performance of the model. The lower simulation error for predicting the refining motor load indicates the higher performance of the model.
where and
are real data (actual value), predicted data, mean of real data, mean of predicted data and the number of data, respectively.
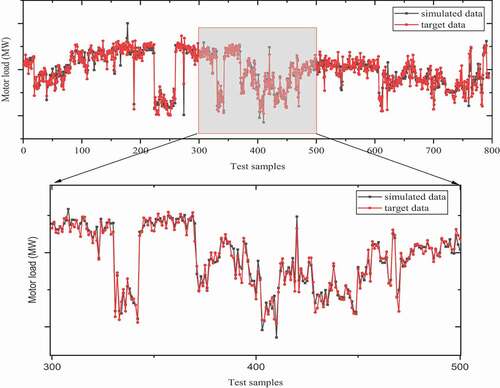
shows the accuracy-test result of the multilayer perceptron neural network for the model input combination of production rate, plate gap, dilution water and time. The simulation results show the high accuracy of the deep neural network model to simulate refiner motor power so that the correlation coefficient of 98% is accessible. In order to visualize , illustrates the simulation model correlation coefficient, determination coefficient, and error for mill 1 and mill 2. shows the test samples regarding motor load simulation of refiner R1.1 (which is a first stage refiner) in case study 2 (mill 2). Since data regarding the refiners’ power are considered to be confidential by the mills, numbers on the Y-axis scale bar are removed. This was the only way to visualize ANN model efficiency to simulate refining motor load.
Table 1. ANN accuracy-test for the subset with all four refining variables
The simulation results show a slightly better performance of the artificial neural network model to simulate the refining energy consumption in mill 1 compared to mill 2. The average obtained correlation coefficient is 98% for the first-stage refiner in mill 1 and 94% in mill 2. However, the average energy simulation correlation coefficient for the second stage refiner is 95% in mill 1 and 83% in mill 2.
Figure 8. Refining energy Simulation model performance for two studied mills. (a) Correlation coefficient, (b) Determination coefficients, (c) Mean square Error (MSE), (d) Mean absolute percentage error (MAPE)
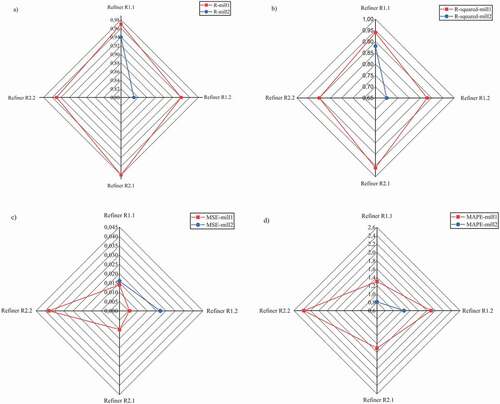
Figure 9. Testing dataset of the MLP model for predicting refining motor load (refiner R1.1, mill 2)
4.2. Parametric study
Since the measured data in this study are process data, not laboratory data, the refining variables are correlated with each other. This correlation has been made by the refining process controller, which is a model predictive controller (MPC) in most of the TMP mills. The input combination selection method has been used to determine the effective refining variables in the refining process and catch the refining variables correlation. In this method, at each stage, different combinations of variables are considered as model inputs. Changes in simulation results from the removal of each variable indicate the extent of its effect on the refining simulation. Two baseline input combinations are defined to investigate the impact of refining variables on the energy simulation of the refining process. The first baseline is used to examine the effect of time, and the second baseline is used to evaluate the impact of dilution water and plate gap. provides more information for each input combination baseline.
Table 2. Reference baseline input combinations for refining energy simulation
4.2.1. Effect of disturbance variables
Important refining disturbance variables are plate erosion and changes in the quality of input wood chips. Seasonal variations in wood chips quality and density affect the refining production rate; therefore, the correct value of the production rate should be calculated through feeder screw speed while the effect of disturbance variables is involved. On the other hand, the wear of the plates reduces the mechanical energy transferred to the pulp and thus affects the refining motor load. Hence, the effect of disturbance variables on refining energy consumption can be divided into direct (discs erosion) and indirect (changes in pulp production rate) effects. Both phenomena of plate erosion and seasonal changes of the raw wood chips quality are time dependent, and the simulation results in this paper prove a high correlation between refining disturbance variables and variable time.
Consequently, this study proposes adding time as a model predictor variable to include disturbance variables’ effect on refining energy simulation. The effect of disturbance variables on refining energy simulation could be examined by removing time in feature subset selection. Besides, findings confirm a high correlation of time with refining plate gap and dilution water, necessitating creating two baselines for input combination selection analysis. This correlation originates from the effect of disturbance variables on the refining production rate and refining energy transferred to the pulp, which leads to modification on the refining plate gap and dilution water by the unit controller (MPC controller). A neural network was used to find the correlation between time and refining variables. shows the extent of the predictability of refining variables by time. shows the scatter plots of the actual and predicted plate gap and dilution water while considering time as a predictor variable. Curve fitting has been made by a linear regression model. A higher correlation coefficient and lower RMSE for the regression model indicate a higher dependency between time and other refining variables. shows scatter plots of the actual (target) and predicted refiner plate gap and dilution water using time as a predictor variable.
Figure 10. Scatter plots of the actual (target) and predicted refiner (a) plate gap, (b) dilution water
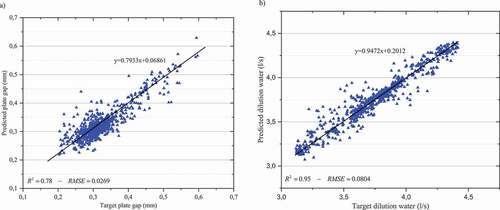
Table 3. Predictability of refining variables via time (refiner R1.1, mill 2)
examines the importance of disturbance variables in the refining energy simulation. Environmental factors, abrasion of plates, changes in density and quality of input wood chips are among the influential parameters in the refining process that have a high correlation with time. The variable time has been omitted from predictor variables to observe the changes in the model accuracy. The extent of change indicates the significance of the disturbance variables on refining energy simulation. ANN is generated by dilution water, plate gap and screw feeder rotational speed as predictor variables to predict refining motor load, and the results of the model have been compared with baseline 1. Eliminating time as a predictor variable removes the effect of refining disturbance variables on refining throughput and the rate of transferred energy to the pulp per unit of production (because of plate erosion), which leads to a reduction in the accuracy of the ANN simulation. Based on , the ANN model coefficient of determination reduces by 10–20% while removing time as a predictor variable. On the other hand, eliminating the effect of refining disturbance variables increases the error of modelling, so that the value of the increase can be up to 140%.
Table 4. Effect of Time on simulation model results
4.2.2. Effect of refining dilution water and plate gap
As mentioned earlier, due to the high correlation of time with other refining variables, the time variable includes the effect of other variables in refining energy simulation. Therefore, the time variable must be removed from the predictor variables to examine the effect of plate gap and dilution water. Thus, dilution water and plate gap are removed at each stage, and simulation results are compared with baseline 2.
and show the results of the input combination selection for refining motor load simulation in the first and second studied TMP mills, respectively. Different input combinations are compared with the second baseline combination, where screw feeder rotational speed, dilution water and plate gap are considered as input subset combinations.
Table 5. Input combination selection results for motor load simulation (mill 1)
Table 6. Input combination selection results for motor load simulation (mill 2-main refining line)
For the first mill (), results show that the refining dilution water can change the simulation coefficient of determination between 8% and 16%. On the other hand, removing dilution water from predictor variables will increase the simulation error by 12–42%. However, removing the refining plate gap reduces the model value by 13–25% and increases the simulation MAPE by about 42%.
Unlike the first mill, where the effect of dilution water and plate gap was almost the same (the effect of the plate gap was somewhat greater), refining motor power is more affected by dilution water in the second mill. The average effect of dilution water on motor load simulation is 35% for and 62% for MAPE. However, the increase in simulation error due to the removal of the plate gap is obtained about 40%, and the reduction in coefficient of determination is calculated about 20%.
5. Conclusions
TMP process is the most dominant refiner-based mechanical pulping process. Refining is the most energy-intensive process of thermo-mechanical pulping. An optimal refining control strategy is required for a sustainable and energy-efficient refining process. This is while designing a controlling system requires system identification model, and the process controller performance and efficiency increase with the higher accuracy of the identification model. Due to harsh conditions inside the pulp refiners, modelling and predicting what is happening during the crushing/beating process is at stake. The efficient mechanism for fibre development is not yet introduced, and mechanical energy transformation to the pulp is not apparent. Several factors, such as rotational speed, crossing angle, refining gap, bar dimensions and pulp consistency, influence the pulp and paper properties. It is challenging to implement all these factors in theoretical and thermodynamic equations for defining the refining process. Artificial intelligence is an alternative powerful data-based method to develop and analyse process identification models. Thanks to fast CPUs and the high capacity of memories, it is possible to predict the refining process accurately by employing AI methods.
In this research, the refining process is simulated through a supervised learning method. A multilayer perceptron neural network with four hidden layers and 50 neurons is used for data training. A comprehensive parametric study has been made to investigate the effect of refining disturbance variables, refining plate gap, and dilution water on the energy simulation of the refining process. Simulation results confirm the capability of AI methods for refining energy identification. The simulation correlation coefficient of 98% is achievable by the use of a deep supervised learning method. Findings confirm a high correlation between disturbance variables and variable time. Disturbance variables share in refining energy simulation development is 15% in the model determination coefficient. This effect includes the sum of the effect of the disturbance variables on the changes in the refining production rate due to the change in the quality of the wood chips (indirect effect of disturbance variables) and the changes in transferred energy to the pulp due to the wear of the refiner plates (direct effect of disturbance variables). Removing the plate gap from predictor variables reduces the simulation determination coefficient by up to 25% in both mills, while the mentioned value for removing dilution water is 9–17% in mill 1 and about 35% in mill 2.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- B. Talebjedi and A. Behbahaninia, Availability analysis of an Energy Hub with CCHP system for economical design in terms of Energy Hub operator, J. Build. Eng. 33 (2021), pp. 101564. doi:https://doi.org/10.1016/j.jobe.2020.101564.
- K. Tanaka, Review of policies and measures for energy efficiency in industry sector, Energy Policy 39 (10) (2011), pp. 6532–6550. doi:https://doi.org/10.1016/j.enpol.2011.07.058.
- J.M. Holmberg and L. Gustavsson, Biomass use in chemical and mechanical pulping with biomass-based energy supply, Resour. Conserv. Recycl. 52 (2007), pp. 331–350. doi:https://doi.org/10.1016/j.resconrec.2007.05.002.
- M. Akhtar, G.M. Scott, R.E. Swaney, and D.F. Shipley, Biomechanical pulping : A mill-scale evaluation, Resour. Conserv. Recycl. 28 (2000), pp. 241–252. doi:https://doi.org/10.1016/S0921-3449(99)00048-8.
- P. Bajpai, Pulp and Paper Industry : Energy Conservation, Amsterdam: Elsevier, 2016.
- F. Corcelli, M. Ripa, and S. Ulgiati, Efficiency and sustainability indicators for papermaking from virgin pulp—An emergy-based case study, Resour. Conserv. Recycl. 131 (2018), pp. 313–328. doi:https://doi.org/10.1016/j.resconrec.2017.11.028.
- M. Muenster, O. Ferritsius, M. Lecourt, and M. Petit-Conil, High temperature LC/MC refining offers TMP energy advantages, Pulp Pap. 79 (2006), pp. 4449.
- O. Johansson, M, Jackson, and N. W. Wild. 2007, “Three steps to improved TMP operating efficiency,” in International Mechanical Pulping Conference, pp. 356–369.
- G.F.B.C. Strand, 2000“Economic benefits from advanced quality control of TMP mills,” in Control Systems, Preprints, Conference, Florida, USA pp. 11–15.
- A. Rudie and M. Sabourin. 2002. Wood influence on thermomechanical pulp quality: Fibre separation and fibre breakage, pp 359-363. Montréal: Pulp and Paper Technical Association of Canada.
- B. Talebjedi, T. Laukkanen, H. Holmberg, E. Vakkilainen, and S. Syri, Energy Efficiency Analysis of the Refining Unit in Thermo-Mechanical Pulp Mill, Energies 14 (6) (2021), pp. 1664. doi:https://doi.org/10.3390/en14061664.
- H. Tian, Q. Lu, R.B. Gopaluni, V.M. Zavala, and J.A. Olson, Control Engineering Practice An economic model predictive control framework for mechanical pulping processes, Control Eng. Pract. 85 (2019), pp. 100–109. doi:https://doi.org/10.1016/j.conengprac.2019.01.008.
- A. Blanco, et al, Use of modelling and simulation in the pulp and paper industry, Math. Comput. Model. Dyn. Syst. 15 (5) (2009), pp. 409–423. doi:https://doi.org/10.1080/13873950903375387.
- A. Bagheri, N. Esfandiari, B. Honarvar, and A. Azdarpour, First principles versus artificial neural network modelling of a solar desalination system with experimental validation, Math. Comput. Model. Dyn. Syst. 26 (5) (2020), pp. 453–480. doi:https://doi.org/10.1080/13873954.2020.1788609.
- S. Taheri and A. Razban, Learning-based CO2 concentration prediction: Application to indoor air quality control using demand-controlled ventilation, Build. Environ. 205 (2021), pp. 108164. doi:https://doi.org/10.1016/j.buildenv.2021.108164.
- B. Talebjedi, M. Ghazi, N. Tasnim, S. Janfaza, and M. Hoorfar, Performance optimization of a novel passive T-shaped micromixer with deformable baffles, Chem. Eng. Process. - Process Intensif 163 (2021), pp. 108369. doi:https://doi.org/10.1016/j.cep.2021.108369.
- E. Harinath, L. Biegler, and G. Dumont, Predictive optimal control for thermo-mechanical pulping processes with multi-stage low consistency refining, J. Process Control 23 (7) (2013), pp. 1001–1011. doi:https://doi.org/10.1016/j.jprocont.2013.05.005.
- A. Alonso, C. Negro, A. Blanco, and I.S. Pío, Application of advanced data treatment to predict paper properties, Math. Comput. Model. Dyn. Syst. 15 (5) (2009), pp. 453–462. doi:https://doi.org/10.1080/13873950903375445.
- S. Taheri, M. Jooshaki, and M. Moeini-aghtaie, Long-term planning of integrated local energy systems using deep learning algorithms, Int. J. Electr. Power Energy Syst. 129 (2021), pp. 106855. doi:https://doi.org/10.1016/j.ijepes.2021.106855.
- C. Bishop, Pattern Recognition and Machine Learning, New York, USA: Springer, 2006.
- S. Taheri, A. Ahmadi, B. Mohammadi-ivatloo, and S. Asadi, Fault detection diagnostic for HVAC systems via deep learning algorithms, Energy Build. 250 (2021), pp. 111275. doi:https://doi.org/10.1016/j.enbuild.2021.111275.
- Y. Wang and T. Elhag, A comparison of neural network, evidential reasoning and multiple regression analysis in modelling bridge risks, Expert Syst. Appl. 32 (2) (2007), pp. 336–348. doi:https://doi.org/10.1016/j.eswa.2005.11.029.
- A. Kumar, V.R. Rao, H. Soni, S.M. Letters, and N. Oct, An Empirical Comparison of Neural Network and Logistic Regression Models, Mark. Lett. 6 (4) (1995), pp. 251–263. doi:https://doi.org/10.1007/BF00996189.
- H. Jang and E. Topal, Optimizing overbreak prediction based on geological parameters comparing multiple regression analysis and artificial neural network, Tunn. Undergr. Sp. Technol. 38 (2013), pp. 161–169. doi:https://doi.org/10.1016/j.tust.2013.06.003.
- B. Talebjedi, A. Khosravi, T. Laukkanen, H. Holmberg, E. Vakkilainen, and S. Syri, Energy Modeling of a Refiner in Thermo-Mechanical Pulping Process Using ANFIS Method, Energies 13 (19) (2020), pp. 5113. doi:https://doi.org/10.3390/en13195113.
- O. Simula and E. Alhoniemi, 2006, “SOM based analysis of pulping process data,” in International Work-Conference on Artificial Neural Networks, Berlin, Heidelberg. pp. 567–577.
- K. Ciesielski and K. Olejnik, Application of Neural Networks for Estimation of Paper Properties Based on Refined Pulp Properties, FIBRES Text. East. Eur. 5 (2014), pp. 126–132.
- M.T. Musavi, D.R. Coughlin, and M. Qiao, “Prediction of wood pulp K with radial basis function neural network,” in Proceedings of ISCAS’95 - International Symposium on Circuits and Systems, 1995, pp. 1716–1719.
- E. Molga and R. Cherban, Hybrid first-principle-neural-network approach to modelling of the liquid-liquid reacting system, Chem. Eng. Sci. 54 (13–14) (1999), pp. 2467–2473. doi:https://doi.org/10.1016/S0009-2509(98)00506-5.
- P. Dufour, S. Bhartiya, P.S. Dhurjati, and F.J.D. Iii, Neural network-based software sensor : Training set design and application to a continuous pulp digester, Control Eng. Pract. 13 (2) (2005), pp. 135–143. doi:https://doi.org/10.1016/j.conengprac.2004.02.013.
- P. Bajpai ( Third edit), Biermann’s Handbook of Pulp and Paper: Raw Material and Pulp Making, Elsevier, kanpur,india, 2018.
- J.P. Huhtanen, 2007.“Numerical study on refiner flows: Determination of refining efficiency and pulp quality by mixing analogy,” in International Mechanical Pulping Conference IMPC, edited by Tippa. (Tippa Press: Minneapolis, Minnesota, US),
- G. Smook, Handbook for Pulp and Paper Technologists, Joint Textbook Committee of the Paper Industry, Vancouver, BC, Canada, 1992.
- M.T. Stationwala, D. Atack, J.R. Wood, D.J. Wild, and A. Karnis, 1979, “The effect of control variables on refining zone conditions and pulp properties,” in International mechanical pulping conference, Toronto, Canada pp. 93–109.
- H. Schwartz, G. Chang, Y. Liu, and T. Phung, 1996, “A method of modeling, predicting and controlling TMP pulp properties,” in Proceeding of the 1996 IEEE International Conference on Control Applications, Dearborn, MI, USA pp. 846–851.
- M.M. Gouda, S. Danaher, and C.P. Underwood, Application of an Artificial Neural Network for Modelling the Thermal Dynamics of a Building’s Space and its Heating System, Math. Comput. Model. Dyn. Syst. 8 (3) (2010), pp. 333–344. doi:https://doi.org/10.1076/mcmd.8.3.333.14097.
- J. Bergstra and Y. Bengio. Random search for hyper-parameter optimization. Journal of Machine Learning Research 13 (2012), 281–305. http://dl.acm.org/citation.cfm?id=2188395
- S. Kooi, 1993, “Adaptive inferential control of wood chip refiner,” in Proceedings of IEEE International Conference on Control and Applications, Vancouver, BC, Canada pp. 445–450.
- G.A. Dumont, Self-tuning control of a chip refiner motor load, Automatica 18 (3) (1982), pp. 307–314. doi:https://doi.org/10.1016/0005-1098(82)90090-5.
- M. Fournier, H. Ma, P. Shallhorn, and A. Roche, Control of Chip Refiner Operation, J. Pulp Pap. Sci. 18 (1992), pp. J182–J187.
- B. Li, H. Li, Q. Zha, R. Bandekar, A. Alsaggaf, and Y. Ni, Review: Effects of wood quality and refining process on tmp pulp and paper quality, BioResources 6 (3) (2011), pp. 3569–3584. doi:https://doi.org/10.15376/biores.6.3.Li.