
Abstract
The rejuvenation of epoxy modified bituminous binders is a topic of much debate because such binders may not be able to melt at high temperatures and restore their properties using recycling agents. This paper presents the results of an experimental program developed to evaluate the re-usability of an epoxy modified bitumen, or epoxy bitumen, by using three recycling agents: an aromatic-based agent, an aliphatic-based agent, and a soft binder. The impact of these agents on the response of aged binders was assessed by performing analyses in a Fourier Transformed Infrared spectroscopy and a Dynamic Shear Rheometer. Results indicated that diluting the epoxy binder with a base bitumen can be a feasible method for producing aging resistant binders of long curing time lengths. The most severely oxidized samples were blended with the recycling agents, and the aromatic agent has been proved as the most effective to recover the rheology of aged binders. Significant potential to recover the relaxation characteristics of epoxy bitumen has been demonstrated by using the soft binder. As a result, the epoxy bitumen has shown a similar ‘rejuvenation’ attribute with that of a conventional bitumen, and thus, it might be re-utilized through the standard asphalt recycling processes.
KEYWORDS:
Introduction
Polymer modifiers have been extensively incorporated into bitumen as an economically feasible technique to enhance the longevity of asphalt pavements. Plastomers, such as polyethylene, and elastomers, such as styrene–butadiene–styrene, are two types of thermoplastic polymers commonly used in bitumen (Zhu et al., Citation2014). Thermosetting systems, such as epoxy binders, have been utilised as well to improve the mechanical performance of pavements fulfilling their design requirements (International Transport Forum, Citation2017). Nevertheless, many of the polymer-modified asphalt pavements in national highway networks have reached or are more and more reaching their end of life. Thus, highway agencies face a rapidly increasing source of reclaimed asphalt pavement (RAP) materials containing polymers. Even though the recycling of RAP in new asphalt pavements is a common practice, the re-usability of such materials containing residual polymers, particularly thermosetting, has not been comprehensively studied.
For many agencies, the use of RAP in asphalt pavements has become a widely accepted practice to promote the sustainability of pavement materials (Al-Qadi et al., Citation2007; Li et al., Citation2005; McDaniel & Anderson, Citation2001; West et al., Citation2013; Willis et al., Citation2012; Zaumanis & Mallick, Citation2015). The RAP in new asphalt mixes can increase the material stiffness modulus leading to pavements of improved rutting resistance. However, binders existing in RAP are highly oxidised, exhibiting high brittleness. The increased brittleness of RAP binders can pose increased risks of fatigue and thermal cracking in the field. This risk may be increased when a RAP binder contains residual thermosets, mainly because they are inherently brittle and cannot melt once they are fully cured.
Epoxy-asphalt binder is a type of thermosetting binder designed for flexible pavements. Despite the inherently brittle and poorly cracking resistant thermosetting epoxy resins, this binder cures to a rubbery system (Apostolidis et al., Citation2020b; Herrington & Alabaster, Citation2008; Kang et al., Citation2010; Luo et al., Citation2015; Qian & Lu, Citation2015; Widyatmoko et al., Citation2006; Xiao et al., Citation2011; Youtcheff et al., Citation2006). Shell Oil Company originally developed the epoxy-asphalt binder in the 1960s as a material with superior resistance to jet fuel damage. It was applied as a surface solution on heavy duty pavement structures in industrial areas. In the 1970s, the epoxy-asphalt was adopted as a thin surfacing solution on San Francisco Bay's mile-long San Mateo-Hayward Bridge, which was in excellent service condition for almost 50 years, carrying approximately 27,000 vehicles per lane per day. From that time, this technology has been used on several major high deflection bridge decks around the world (Chen et al., Citation2020; Lu & Bors, Citation2015).
The epoxy-asphalt has been introduced as a premium surfacing material for roadway pavements as well (Dinnen et al., Citation2020; International Transport Forum, Citation2017; Zegard et al., Citation2019). Nevertheless, the broader utilisation of this technology might be prohibited by the high initial cost associated with implementing this system. The epoxy-asphalt binder, or epoxy binder, has been diluted with a conventional bitumen to balance the cost and performance. This idea has been already adopted as well as a feasible method to produce epoxy materials under longer operational time windows (Apostolidis et al., Citation2018, Citation2020a, Citation2020b; Apostolidis, Liu, Erkens, et al., Citation2019; Apostolidis, Liu, van de Ven, et al., Citation2019; Herrington & Alabaster, Citation2008; Huang et al., Citation2020; Wu et al., Citation2017; Yao et al., Citation2019). Laboratory studies indicated a significant decrease in stiffness and elasticity of epoxy-asphalt materials could be obtained by reducing the proportion of epoxy binder in bitumen (Apostolidis et al., Citation2020b; Apostolidis, Liu, Erkens, et al., Citation2019). Economic analyses have also shown that a diluted version of an epoxy binder with a 25:75 wt ratio of epoxy and bitumen is a sound investment for open-graded mixes reducing the resurfacing budget 1/6 of its current level (estimate based on 40-year service life) (Alabaster et al., Citation2017). Nevertheless, the re-usability potential of RAP mixes containing epoxy binders is not studied thoroughly yet.
The current work presents the results of an experimental programme developed to evaluate the re-usability of an epoxy-modified bituminous binder, or epoxy bitumen, by using various recycling agents. The results of this study will assist in elucidating the effect of recycling agents in the rheology of epoxy-modified bituminous binders to design long-lasting pavement materials of enhanced environmental footprint.
Materials and methods
Materials and preparation
Binders
A 70-100 paving grade bitumen supplied by Total Netherlands N.V. (Aqualt 70/100 EM binder) was used to produce the epoxy bitumen. A proprietary protected epoxy binder was selected for this study. The epoxy binder (ChemCo Systems, binder type BX) is formulated from two liquid parts: (a) Part A, which includes epichlorohydrin - bisphenol-A (DGEBA), and (b) Part B, which consists of a mix of a 70 pengrade petroleum binder with heavy naphthenic distillates and extracts. This version of the epoxy binder differs slightly from the system used in earlier studies in the Netherlands (Apostolidis et al., Citation2020a, Citation2020b, Citation2021; Apostolidis, Liu, Erkens, et al., Citation2019; Apostolidis, Liu, van de Ven et al., Citation2019).
According to the supplier, the epoxy binder samples were prepared by mixing Part A and B at a weight ratio of 25:75. The two parts of the epoxy binder were oven-heated separately for 1 h, to 85°C and 110°C, respectively, and after that mixed for 20 s to produce the epoxy binder. Afterward, the already pre-heated 70–100°C paving grade bitumen at 130°C was mixed manually with the epoxy binder. The epoxy bitumen was also produced with a weight ratio of 25:75 of epoxy binder and bitumen. Both base and epoxy bitumen samples were stored at −10°C to prevent any further reaction.
Recycling agents and blends
Most recycling agents are petroleum or bio-based oils with remarkably lower viscosity and glass transition temperature than bituminous binders. Once these agents are added in aged binders, the viscosity and glass transition shift to lower values, reducing the low-temperature performance grade of new blends. The modulus and possibly the thermal and fatigue cracking resistance of recycled blends are reduced.
In this study, three types of recycling agents were collected to restore the properties of aged binders: one aromatic-based agent (RAB), one aliphatic-based agent (RBB), and a soft bituminous binder (Aqualt 160/220 EM binder) (RSB).
Before blending the binders with the recycling agents, the samples were oxidised. The oxidative aging of binders was simulated in a draft oven at 130°C under atmospheric pressure over various time lengths (i.e. 6, 12, 24, 48, 168, and 336 h) after curing. To accelerate aging, the oxidation-induced changes in these binders were assessed as well using a pressure-aging vessel (PAV) at 100°C under 2.1-MPa pressure. PAV conditioning was performed over three different aging time lengths: 20 h (1PAV), 40 h (2PAV), and 80 h (4PAV). The 20 h PAV protocol is thought to simulate the binder aging during the first five years of asphalt pavement service life, but this hypothesis is still debatable (National Academies of Sciences, Engineering and Medicine, Citation2017). For this reason, more realistic long-term simulation methods are necessary (Farrar et al., Citation2015; Mirwald et al., Citation2020; National Academies of Sciences, Engineering and Medicine, Citation2021; Steiner et al., Citation2016). Here, the extended PAV conditioning of 40 and 80 h would simulate the end of service life of epoxy-asphalt pavements, thus representing the binders obtained from RAP.
The aged binders were hand-blended with the recycling agents for 1 min at 130°C to produce homogeneous blends. To achieve complete mixing between the aged binder and the agents, each blend was reheated in the oven and stirred consistently with a separate spatula. The concentration of RAB and RBB recycling agents ranged from 4%, 8%, 12%, and 16% by the total weight of blends. The RSB binder, which was also used as a recycling agent, blended with the two aged binders by having a proportion of 50%, 100%, 150%, and 200% by the total weight of blends. The mixing and blending of recycling agents with the aged binders may not be the same as the recycling usually happening in an asphalt plant. Nevertheless, the rejuvenation attribute of studied binders might be obtained as an indication that will assist future studies in proofing the re-usability of epoxy bitumen at large scales.
Characterisation methods
Figure demonstrates the flow chart of the experimental programme performed in this research.
Figure 1. Flow chart of the experimental programme performed in this research.
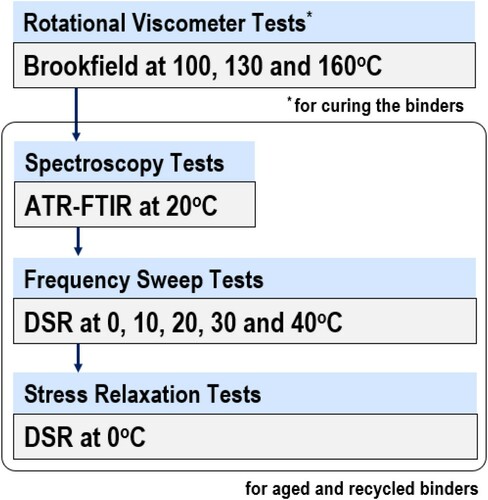
Brookfield viscometer
As mentioned earlier, the broader utilisation of epoxy-asphalt technology is prohibited by the uncontrolled temperature-driven irreversible curing of epoxy binder before the compaction and during the early traffic period in pavements. The relatively slow curing of epoxy-asphalt could lead to paving mixes that may segregate after compaction due to the low material viscosity. Moreover, if the in-plant production and transport temperature of epoxy-asphalt are too high, the material could be fully cured before paving, making the material compaction impossible. The curing rate of thermosetting binders is influenced by several factors, such as the binder chemistry, the temperature, the mixing time in-plant, and the time needed for mix transport and compaction. Higher mixing temperatures accelerate the epoxy curing and lower the time window for the mix transport and compaction. Hence, it is crucial to have complete control over the whole production chain of thermosetting pavement materials (Apostolidis et al., Citation2018, Apostolidis, Liu, van de Ven et al., Citation2019, Citation2020).
In this study, research on the curing-induced changes of epoxy bitumen was conducted using Brookfield rotational viscometer under a shear rate of 20 rotations per minute (rpm) at different isothermal temperatures (i.e. 100°C, 130°C, and 160°C), according to AASHTO T316. Here, the pure epoxy binder was evaluated as well as a reference system.
Fourier transformed infrared spectroscopy
A Perkin–Elmer Spectrum Fourier Transformed Infrared (FTIR) spectroscopy equipped with an Attenuated Total Reflectance (ATR) fixture with a diamond crystal was used to identify and track the oxidation-induced changes of the functional groups in binders. The FTIR absorbance spectra of binders were recorded from 4,000–600 cm−1 wavenumber. A minimum of three sub-samples was investigated for each sample, and 20 scans per sub-sample were performed with a fixed resolution of 4 cm−1.
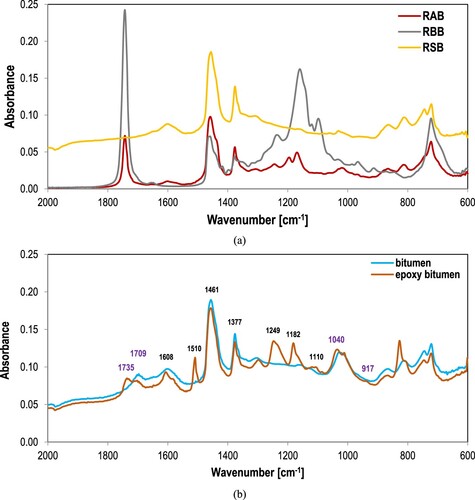
Typical FTIR absorbance spectra of functionalities of recycling agents and studied binders are shown in Figure (a,b), respectively. The spectra of RBB and RSB agents were similar to each other, while the aromatic-based agent (RAB) showed several different peaks. The intense FTIR absorbance peaks of the aromatic agent were weaker than the aliphatic agent and soft bitumen, such as the peak at 1602 cm−1. The latter was more intense in RBB and RSB than in the RAB (Figure (a)). Furthermore, during the epoxy curing, the oxirane groups (peak at 917 cm−1), which exist in Part A of epoxy binder, react in the presence of acids (peak at 1709 cm−1), giving ether (peak at 1040 cm−1) and ester (peak at 1735 cm−1) compounds (Apostolidis, Liu, Erkens, et al., Citation2019). That is the reason why the peak in the FTIR spectra of epoxy bitumen was marked in Figure (b), also illustrating the difference in the chemistry of the two studied binders. Note that the intensity of peaks of epoxy bitumen was significantly lower than of epoxy binder, which was evaluated in (Apostolidis et al., Citation2020a), as the herein studied system was a diluted version of the epoxy binder.
Figure 2. FTIR absorbance spectra of (a) recycling agents and (b) binders aged in PAV for 80 h, 2.1 MPa at 100°C.
In this research, emphasis was given to carbon and sulphur species changes oxidised through the oxidative aging process. Sulfoxide and carbonyl compounds were quantified to indicate the degree of oxidation in studied binders. The oxidation was identified by a pronounced increase of integrated peak areas from 1660 and 1753 cm−1 and 995 and 1047 cm−1 associated with the sulfoxides and carbonyls. The amount of both sulfoxides and carbonyls was calculated using the area method (Hofko et al., Citation2018; Lamontagne, Citation2001).
Dynamic shear rheometer
The complex modulus and phase angle of studied binders were evaluated using frequency sweep tests in a dynamic shear rheometer (DSR). A parallel-plates testing configuration was utilised to characterise both fresh and aged binders at a stress-controlled mode. The parallel-plate testing configuration of 8-mm in diameter and 2-mm in the gap was used for the temperature range from −5°C to 30°C. Similarly, the 25-mm diameter and 1-mm gap configurations were utilised at the elevated temperature range of 30–60°C. The selected test temperatures were 0°C, 10°C, 20°C, 30°C, and 40°C, and the binder samples were subjected to frequency sweep from 10 to 0.1 Hz. The master curves of the complex modulus and phase angle were constructed by applying the time-temperature superposition rule to shift data from different temperatures to 20°C.
To evaluate the material capacity to relieve stresses after a constant strain, stress relaxation tests were performed in the DSR under strain-controlled mode at 0°C. The parallel-plate testing configuration of 8-mm diameter and 2-mm gap was utilised. The tests were programmed as follows: the first step was that the shear strain increased to 1% in a very short time period (0.1 s), and the second step was to maintain the constant 1% strain in a relaxation period of 100 s. Since the relaxation rate is very fast at the beginning of the test, the frequency of data collection was 100 points every second.
Results and discussion
Curing-induced changes
Once Part A and B of the epoxy binder mixed, the irreversible polymerisation process starts. This process is also named curing, and it can be visualised with the viscosity changes of binder as a function of time and temperature (Apostolidis et al., Citation2018). Figure shows the continuous increase of viscosity of the pure epoxy binder and the epoxy bitumen with time, at 100°C, 130°C, and 160°C. As depicted in Figure (a), at lower temperatures, the viscosity of the epoxy binder increases exponentially but slower than the higher temperatures. For instance, the viscosity of epoxy binder reached 40 Pa·s in 25 min at 160°C, while it reached 40 Pa·s in 280 min at 100°C. This phenomenon confirms that the curing rate of epoxy binder increased with temperature. The starting viscosity values have been slightly higher than those of higher temperatures.
Figure 3. Viscosity evolution of (a) epoxy binder and (b) epoxy bitumen at 100°C, 130°C and 160°C.
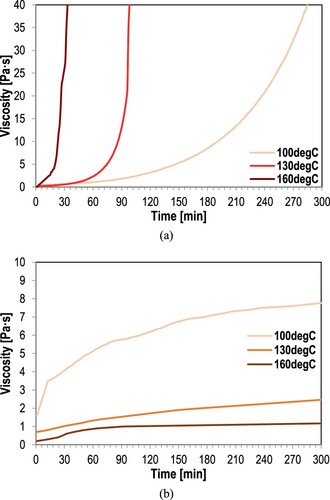
Figure (b) shows that the viscosity of epoxy bitumen was always below 8 Pa s over the first 5 h after mixing the two epoxy parts. In the same figure, it can be observed that the viscosity change of epoxy bitumen was significantly higher at lower temperatures. This is mainly because of the dominant role of the bituminous phase in the newly produced epoxy bitumen. Figure (b) also demonstrates that the viscosity change was almost zero after 5 h at 160°C, denoting that the epoxy bitumen was fully cured. However, the viscosity change after 5 h was higher at lower temperatures indicating that the curing is not finished yet, which may lead to even longer curing time windows. At 130°C, the viscosity of the epoxy binder reached 8 Pa·s after 75 min, whereas the viscosity of base bitumen did not alter significantly (Figure ).
Figure 4. Viscosity evolution of base bitumen, epoxy bitumen and epoxy binder at 130°C.
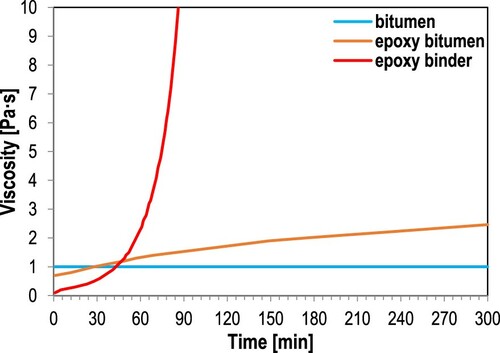
The in-plant production to in-field paving and construction typically needs a time between 2.5 and 5 h. Following AASHTO M320, the binder viscosity should not exceed 3 Pa·s during the construction to allow sufficient workability for the paving mixtures. Considering this, diluting the epoxy binder with a base bitumen can be an effective method to produce binders of longer operational windows for the trucks and paving machines.
Oxidation-induced changes
The evolution of sulfoxides and carbonyls in bitumen and epoxy bitumen at 130°C in a draft oven and 100°C in PAV is plotted in Figure after calculating these compounds as a function of oxidation time. The amount of oxidised sulphur species, or sulfoxides, increased by increasing the oxidation time length in the oven and PAV in both binders. The sulfoxides increase was higher during the PAV conditioning (Figure (b, top)) than the oven one (Figure (a, top)) for both binders. In contrast, the sulfoxide content was lower in epoxy bitumen. It was also noticed higher carbonyl content in aging epoxy bitumen than in base binder (Figure , bottom). This attribute corresponds to the fact that the epoxy binder is mainly composed of carbonyls. Also, the reduction of carbonyls at the beginning of oven conditioning corresponds to the curing phase of epoxy in bitumen, as seen in (Apostolidis et al., Citation2020a; Apostolidis, Liu, Erkens, et al., Citation2019). The epoxy bitumen demonstrated slow oxidation, mainly because the epoxy-originated species are of high oxygen resistance ().
Figure 5. Change of sulfoxide and carbonyl compounds over (a) oven and (b) PAV age conditioning.
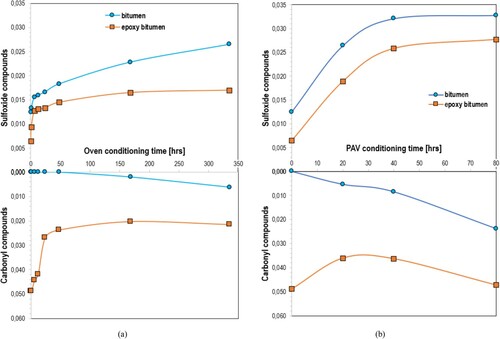
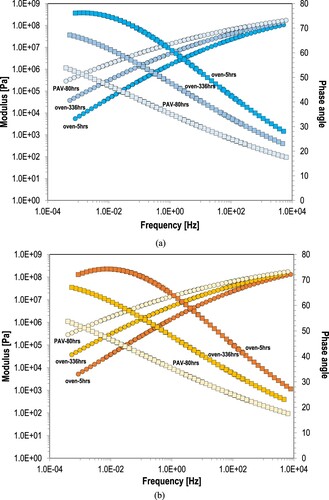
Figure shows the typical linear viscoelastic properties of base and epoxy bitumen binders at three representative age conditions. The master curves of complex modulus and phase angle of base bitumen after 5 and 336 h (2 weeks) of oven conditioning and 80 h in PAV are shown in Figure (a). The complex modulus of bitumen consistently increased with oxidation over the whole frequency spectrum. As expected, the bitumen phase angle reduced with oxidation as well, almost at the same rate. The same trend is observed in the viscoelastic behaviour of epoxy bitumen, demonstrating the same shape of complex modulus and phase angle at these three conditions (Figure (b)). The fact that the base and epoxy bitumen showed similar behaviour in terms of complex modulus and phase angle reflects the dominant role of bitumen in the modified binder (Apostolidis et al., Citation2020b; Apostolidis, Liu, Erkens, et al., Citation2019).
Figure 6. Master curves of complex modulus and phase angle of recycled (a) base and (b) epoxy bitumen.
In addition, the crossover frequency was also applied to measure the oxidation-induced changes in the rheology of two binders. Generally, the crossover frequency represents the frequency when the storage and loss modulus are equal or at which the phase angle is 45o, and reflects the overall binder hardness, which generally decreases due to oxidation (Anderson et al., Citation1994; Glaser et al., Citation2013; Huang et al., Citation2014; Ma et al., Citation2020). Once the phase angle is below 45°, the binder is more elastic; when it is higher than 45°, the binder has a more viscous response. Here, the oven- and PAV-conditioning effect on the crossover frequency is shown in Figure . In particular, the crossover frequency results of both base and epoxy bitumen binders over the oven- and PAV-conditioning are demonstrated in Figure (a,b), respectively, showing analogous trends. The crossover frequency of epoxy bitumen decreased rapidly at the very beginning of oven conditioning, reflecting the curing phase of this binder, as also depicted in the FTIR results.
Figure 7. Crossover frequency changes of binders during (a) oven and (b) PAV age conditioning.
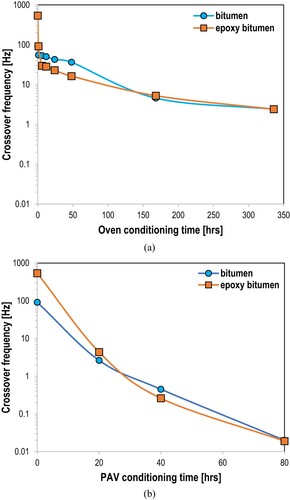
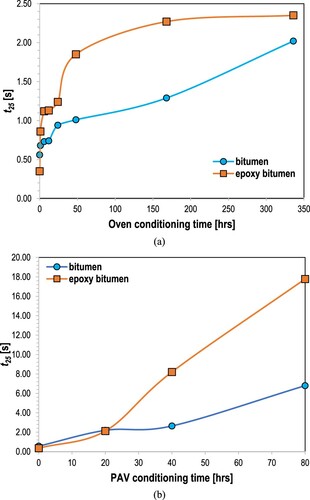
Figure depicts the relationship between the relaxation time at a shear stress level of 25% of the initial shear stress (shear stress at time 0 s) of binders over the oven and PAV conditioning. Especially, the relaxation time increased with the increase of oxidation time, indicating that the viscosity of bitumen increases due to oxidation. Again, the effect of PAV conditioning was more severe in the relaxation performance of both binders. Relaxation periods of aged epoxy bitumen were significantly higher than that of base bitumen at a shear stress level of 25% of the initial shear stress, mainly due to the crosslinked epoxy in bitumen. The behaviour of longer relaxation periods also attributes to binders that are more susceptible to accumulate stresses at low temperatures. A similar phenomenon was noticed when the glass transition behaviour of a similar blend was assessed (Apostolidis et al., Citation2021). All samples subjected to PAV for 80 h were already severely aged, and thus, the addition of recycling agents was conducted at this state.
Figure 8. Relaxation time at shear stress level of 25% of the initial stress of binders during (a) oven and (b) PAV age conditioning.
Recycling-induced changes
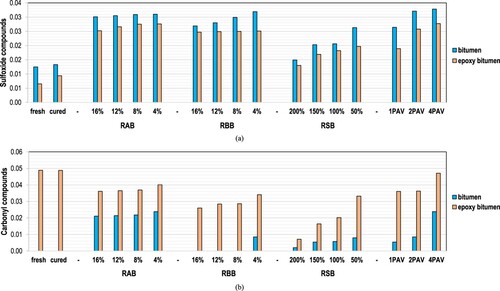
Figure demonstrates the effect of recycling agents on sulfoxides and carbonyls of recycled blends. As depicted in Figure (a), the sulfoxides reduced significantly with the proportional increase of RSB in aged binders. The amount of oxidised carbon species of recycled binders decreased considerably with the RSB agent (Figure (b)). The same agent did not alter the corresponding groups in epoxy bitumen, even though the RBB agent in bitumen led to a slight decrease of sulfoxides. The sulfoxides and carbonyls of bitumen remained almost unchanged when the RAB agent was used. In contrast, the epoxy bitumen with the same agent has shown a slight decrease in the agent proportion increase.
Figure 9. Effect of different recycling agents on (a) sulfoxide and (b) carbonyl compounds in aged binders.
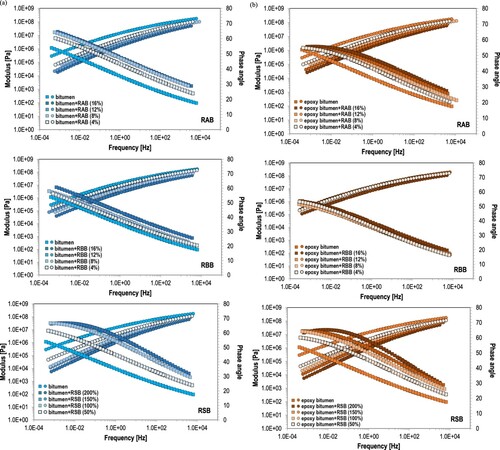
As shown in Figure , recycled blends of smooth master curves of linear viscoelastic properties have resulted with the addition of agents. The newly formed blends, without (Figure (a)) or with (Figure (b)) epoxy bitumen, were thermo-rheologically simple materials since the time-temperature superposition principle was valid and utilised effectively. The complex modulus of blends decreased proportionally with the increase of agent amount, a similar trend observed in the elasticity results (i.e. increase of phase angle). However, from the master curves shown in Figure (b), it seems that the aliphatic agent (i.e. RBB) could not restore the rheological properties of the oxidised epoxy bitumen at either high or low frequency domains. This analysis also showed that the soft binder resulted in the modulus decrease and phase angle increase more effectively than any other agent. To quantify the actual effect of the multiple dosages of all agents in binders, the crossover frequency and relaxation time parameters were applied in addition to the traditional master curves.
Figure 10. Master curves of complex modulus and phase angle of recycled (a) base and (b) epoxy bitumen.
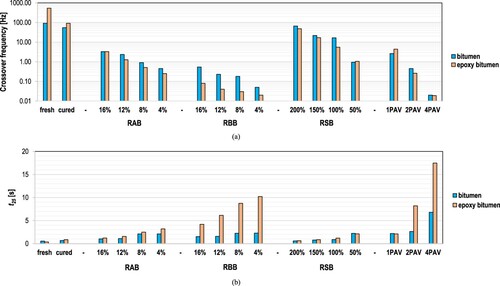
As the content of recycling agents increased in aged binders, the crossover frequency increased (Figure (a)), and relaxation time reduced (Figure (b)). As higher values of crossover frequency were obtained at 20°C, more temperature-dependent binders were generated by increasing the proportion of recycling agents in binders. The soft binder, which was used as a recycling agent (i.e. RSB), could increase the crossover frequency more effectively than the two other agents (i.e. RAB and RBB), resulting in recycled blends of almost identical elasticity as of the fresh (unaged or virgin) binders. Furthermore, the increase of RAB and RSB agents in aged binders led to blends of significantly lower relaxation time. The aged binders effectively restored their relaxation modulus when the amount of aromatic-based agents and soft binder increased proportionally into the binders, resulting in unmodified binders that can relax in shorter time periods than that of epoxy blends. The RAB has been the most effective agent to recover the rheological characteristics of aged epoxy bitumen. In contrast, the RSB has shown the most significant alterations in the rheological properties of both aged binders.
Figure 11. Effect of different recycling agents on (a) crossover frequency and (b) relaxation time at shear stress level of 25% of the initial stress, of aged binders.
Overall, the aged epoxy bitumen has shown a similar ‘rejuvenation’ attribute with that of a conventional bituminous binder, as also discussed in (Alamri et al., Citation2020). Thus, this type of epoxy bituminous binder can be re-utilised through the standard asphalt recycling processes.
Conclusions
The rejuvenation of aged epoxy bituminous binders is a topic of much debate because such binders may not be able to melt at high temperatures and restore their properties using recycling agents. This work sought to assess the re-usability of epoxy bitumen by using three recycling agents: an aromatic-based agent, an aliphatic-based agent, and a soft binder. The effect of these agents in the most severely oxidised samples was evaluated, and the most notable findings are summarised as follows:
Although the amount of carbonyls is higher in the aged epoxy bitumen samples, the base bitumen demonstrated higher oxidation sensitivity. The sulfoxides and carbonyls were also reduced significantly with the proportional increase of soft binders in the aged ones. These compounds remained almost unchanged with the use of an aromatic agent in bitumen. In contrast, the epoxy bitumen with the same agent has shown a slight decrease in the proportional increase of the aromatic agent.
The complex modulus and elasticity of both binders consistently increased due to oxidative aging. With the amount increase of recycling agents, the complex modulus and elasticity of blends decreased proportionally. Similarly, the crossover frequency increased as the content of recycling agents increased in the aged binders resulting in more temperature-dependent binders. It is important to note that the soft binder restored the aged systems more effectively than any other agent, resulting in recycled blends of almost identical elasticity as the fresh binders. The aliphatic agent could not sufficiently ‘rejuvenate’ the aged epoxy bitumen.
To sum up, the aged epoxy bitumen has shown a similar rejuvenation attribute with a conventional bituminous binder. Thus, the epoxy bitumen can be re-used through the standard asphalt recycling processes permitting, thus implementing the epoxy-asphalt technology by the pavement industry at large. In a future study, multiple aging-recycling cycles will be performed in the epoxy bituminous binders in an effort to understand the restoration stability of these materials and how many times they can be recycled.
Acknowledgements
Financial support from the Province of Gelderland (NL) and Province of Noord Holland (NL) on Epoxy-modified Asphalt Concrete project is gratefully acknowledged. The authors thank ChemCo Systems (USA) for the cooperation.
Disclosure statement
No potential conflict of interest was reported by the author(s).
References
- Alabaster, D., Forrest, J., Waters, J., & Herrington, P. (2017). Implementation of a long life low noise surface. World Conference on Pavement and Asset Management, WCPAM.
- Alamri, M., Lu Q., & Xin C. (2020). Preliminary evaluation of hot mix asphalt containing reclaimed epoxy asphalt materials. Sustainability, 12(9), Article 3531. https://doi.org/10.3390/su12093531
- Al-Qadi, I., Elseifi, M., & Carpenter, S. H. (2007). Reclaimed asphalt pavement – a literature review (FHWA-ICT-07-001).
- Anderson, D. A., Christensen, D. W., Bahia, H. U., Dongre, R., Sharma, M. G., Antle, C. E., & Button, J. (1994). Binder characterization and evaluation, volume 3: Physical characterization. SHRP-A-369, National Research Council.
- Apostolidis, P., Liu, X., Erkens, S., & Scarpas, T. (2021). Composition and oxidation dependence of glass transition in epoxy-asphalt. Transportation Research Record. Washington, DC: TRB, National Research Council.
- Apostolidis, P., Liu, X., Erkens, S., & Scarpas, A. (2019). Evaluation of epoxy modification in bitumen. Construction and Building Materials, 208, 361–368. https://doi.org/10.1016/j.conbuildmat.2019.03.013
- Apostolidis, P., Liu, X., Erkens, S., & Scarpas, A. (2020a). Use of epoxy asphalt as surfacing and tack coat material for roadway pavements. Construction and Building Materials, 250, Article 118936. https://doi.org/10.1016/j.conbuildmat.2020.118936
- Apostolidis, P., Liu, X., Erkens, S., & Scarpas, T. (2020b). Oxidative aging of epoxy asphalt. International Journal in Pavement Engineering. https://doi.org/10.1080/10298436.2020.1806278
- Apostolidis, P., Liu, X., Kasbergen, C., van de Ven, M. F. C., Pipintakos, G., & Scarpas, A. (2018). Chemo-rheological study of hardening of epoxy modified bituminous binders with the finite element method. Transportation Research Record: Journal of the Transportation Research Board, 2672(28), 190–199. https://doi.org/10.1177/0361198118781377
- Apostolidis, P., Liu, X., van de Ven, M., Erkens, S., & Scarpas, T. (2019). Kinetic viscoelasticity of crosslinking epoxy asphalt. Transportation Research Record: Journal of the Transportation Research Board, 2673(3), 551–560. https://doi.org/10.1177/0361198119835530
- Apostolidis, P., Liu, X., van de Ven, M., Erkens, S., & Scarpas, T. (2020). Control the crosslinking of epoxy-asphalt via induction heating. International Journal of Pavement Engineering, 21(8), 956–965. https://doi.org/10.1080/10298436.2019.1652741
- Chen, C., Eisenhut, W. O., Lau, K., Buss, A., & Bors, J. (2020). Performance characteristics of epoxy asphalt paving material for thin orthotropic steel plate decks. International Journal of Pavement Engineering, 21(3), 397–407. https://doi.org/10.1080/10298436.2018.1481961
- Dinnen, J., Farrington, J., & Widyatmoko, I. (2020). Experience with the use of epoxy-modified bituminous binders in surface courses in England. Asphalt Professional, 14–21.
- Farrar, M., Grimes, R. W., Turner, T. F., & Planche, J.-P. (2015). The universal simple aging test (USAT) and low-temperature performance grading using small-plate dynamic shear rheometry: An alternative to standard RTFO, PAV, and BBR for HMA and WMA. Fundamental properties of asphalts and modified asphalts III product: FP 14. Federal Highway Administration, DTFH61-07-D-00005.
- Glaser, R. R., Schabron, J. F., Turner, T. F., Planche, J.-P., Salmans, S. L., & Loveridge, J. L. (2013). Low-temperature oxidation kinetics of asphalt binders. Transportation Research Record: Journal of the Transportation Research Board, 2370(1), 63–68. https://doi.org/10.3141/2370-08
- Herrington, P., & Alabaster, D. (2008). Epoxy modified open-graded porous asphalt. Road Materials and Pavement Design, 9(3), 481–498. https://doi.org/10.1080/14680629.2008.9690129
- Hofko, B., Porot, L., Falchetto Cannone, A., Poulikakos, L., Huber, L., Lu, X., Mollenhauer, K., & Grothe, H. (2018). FTIR spectral analysis of bituminous binders: Reproducibility and impact of ageing temperature. Materials and Structures, 51(2), Article 45. https://doi.org/10.1617/s11527-018-1170-7
- Huang, S.-C., Pauli, A. T., Grimes, R. W., & Turner, F. (2014). Ageing characteristics of RAP binder blends – what types of RAP binders are suitable for multiple recycling? Road Materials and Pavement Design, 15(1), 113–145. https://doi.org/10.1080/14680629.2014.926625
- Huang, W., Guo, W., & Wei, Y. (2020). Prediction of paving performance for epoxy asphalt mixture by its time- and temperature-dependent properties. Journal of Materials in Civil Engineering, 32(3). https://doi.org/10.1061/(ASCE)MT.1943-5533.0003060
- International Transport Forum. (2017). Long-life surfacings for roads: Field test results (ITF Research Reports). Paris: OECD.
- Kang, Y., Chen, Z., Jiao, Z., & Huang, W. (2010). Rubber-like thermosetting epoxy asphalt composites exhibiting atypical yielding behaviors. Journal of Applied Polymer Science, 116, 1678–1685.
- Lamontagne, J. (2001). Comparison by Fourier transform infrared (FTIR) spectroscopy of different ageing techniques: Application to road bitumens. Fuel, 80(4), 483–488. https://doi.org/10.1016/S0016-2361(00)00121-6
- Li, X., Clyne, T. R., & Marasteanu, M. O. (2005). Recycled asphalt pavement (RAP) effects on binder and mixture quality (MN/RC-2005-02).
- Lu, Q., & Bors, J. (2015). Alternate uses of epoxy asphalt on bridge decks and roadways. Construction and Building Materials, 78, 18–25. https://doi.org/10.1016/j.conbuildmat.2014.12.125
- Luo, S., Lu, Q., & Qian, Z. (2015). Performance evaluation of epoxy modified open-graded porous asphalt concrete. Construction and Building Materials, 76, 97–102. https://doi.org/10.1016/j.conbuildmat.2014.11.057
- Ma, J., Singhvi, P., Ozer, H., Al-Qadi, I. L., & Sharma, B. K. (2020). Brittleness progression for short- and long-term aged asphalt binders with various levels of recycled binders. International Journal of Pavement Engineering.
- McDaniel, R., & Anderson, R. M. (2001). Recommended use of reclaimed asphalt pavement in the superpave mix design method: technician’s manual (NCHRP 452).
- Mirwald, J., Maschauer, D., Hofko, B., & Grothe, H. (2020). Impact of reactive oxygen species on bitumen aging – The Viennese binder aging method. Construction and Building Materials, 257, Article 119495. https://doi.org/10.1016/j.conbuildmat.2020.119495
- National Academies of Sciences, Engineering and Medicine. (2017). Long-term aging of asphalt mixtures for performance testing and prediction (NCHRP Research Report 871). Washington, DC: The National Academies Press.
- National Academies of Sciences, Engineering and Medicine. (2021). Asphalt binder aging methods to accurately reflect mixture aging (NCHRP Research Report 967). Washington, DC: The National Academies Press.
- Qian, Z., & Lu, Q. (2015). Design and laboratory evaluation of small particle porous epoxy asphalt surface mixture for roadway pavements. Construction and Building Materials, 77, 110–116. https://doi.org/10.1016/j.conbuildmat.2014.12.056
- Steiner, D., Hofko, B., Hospodka, M., Handle, F., Grothe, H., Füssl, J., Eberhardsteiner, L., & Blab, R. (2016). Towards an optimised lab procedure for long-term oxidative ageing of asphalt mix specimen. International Journal of Pavement Engineering, 17(6), 471–477. https://doi.org/10.1080/10298436.2014.993204
- West, R. C., Willis, J. R., & Marasteanu, M. (2013). Improved mix design, evaluation, and materials management practices for hot mix asphalt with high reclaimed asphalt pavement content (NCHRP 752).
- Widyatmoko, I., Zhao, B., Elliott, R. C., & Lloyd, W. G. (2006). Curing characteristics and the performance of epoxy asphalts. Proceedings of the Canadian Technical Asphalt Association, 51.
- Willis, J. R., Turner, P., Julian, G., Taylor, A. J., Tran, N., & de Goes Padula, F. (2012). Effects of changing virgin binder grade and content on rap mixture properties (NCAT Report 12-03).
- Wu, J. P., Herrington, P. R., & Alabaster, D. (2017). Long-term durability of epoxy-modified open-graded porous asphalt wearing course. International Journal of Pavement Engineering, 20(8), 920–927.
- Xiao, Y., van de Ven, M. F. C., Molenaar, A. A. A., Su, Z., & Zandvoort, F. (2011). Characteristics of two-component epoxy modified bitumen. Materials and Structures, 44(3), 611–622. https://doi.org/10.1617/s11527-010-9652-2
- Yao, B., Chen, C., & Loh, K. J. (2019). Performance characteristics of diluted epoxy asphalt binders and their potential application in chip seal. Journal of Materials in Civil Engineering, 31(12). https://doi.org/10.1061/(ASCE)MT.1943-5533.0002943
- Youtcheff, J., Gibson, N., Shenoy, A., & Al-Khateeb, G. (2006). The evaluation of epoxy asphalt and epoxy asphalt mixtures. Proceedings of the Canadian Technical Asphalt Association, 51.
- Zaumanis, M., & Mallick, R. B. (2015). Review of very high-content reclaimed asphalt use in plant-produced pavements: State of the Art. International Journal of Pavement Engineering, 16(1), 39–55. https://doi.org/10.1080/10298436.2014.893331
- Zegard, A., Smal, L., Naus, R., Apostolidis, P., Liu, X., van de Ven, M. F. C., Erkens, S., & Scarpas, A. (2019). Long-lasting surfacing pavements using epoxy asphalt: Province of North Holland case study. Transportation Research Board 98th Annual Meeting, Washington, DC.
- Zhu, J., Birgisson, B., & Kringos, N. (2014). Polymer modification of bitumen: Advances and challenges. European Polymer Journal, 54, 18–38. https://doi.org/10.1016/j.eurpolymj.2014.02.005