
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
The Multiple Stress Creep and Recovery test is recognised to better characterise the high-temperature property of bituminous binders than the traditional methods, especially for polymer modified bitumen (PmB). However, some experimental parameters may affect the test results, such as the preloading, measurement location, stress level. In this study, the effects of these parameters were evaluated through an interlaboratory experiment. Four bituminous binders were short-term aged and analysed by five different laboratories. The variability in most results met the requirements of the European standard, while some failed to pass the American precision criteria. The preloading at 0.1 kPa with ten cycles was found to have a recordable impact on PmB samples, but a less significant effect was observed for the unmodified ones. With the measurement locations, the influence is limited compared to other parameters. As for stress sensitivity, higher stresses lead to remarkable differences.
1. Introduction
The increase in traffic and urbanisation brought many opportunities and challenges to the road industry, particularly in the field of asphalt pavement since it is one of the most critical components of the highway and urban road networks. It is well known that the permanent deformation (i.e. rutting) at high service temperatures is one of the dominant distresses in asphalt pavements. Hence, a better understanding of asphalt mixtures’ high-temperature creep and recovery performance may benefit the design of high-quality asphalt pavements with better driving safety environment. Numerous studies validated that the bituminous binder, significantly contributing to the mastic phase, has predominant effects on the final performance, especially rutting resistance, of asphalt mixtures (Bahia et al., Citation2001a; Cosme et al., Citation2016; Subhy et al., Citation2022; White, Citation2017; Zhang et al., Citation2015). Therefore, an accurate characterisation of high-temperature property of binders could be further used to evaluate the characteristics of the related asphalt mixtures.
In the past decades, the asphalt paving industry has developed novel materials and technologies towards more sustainable and environmentally friendly solutions. Among others, the development and increased use of polymer modified bitumen (PmB) provided an efficient answer towards improved rutting resistance in the 1980s. Many testing protocols and criteria have been proposed to characterise the permanent deformation under cyclic loadings in the binder phase. One of the most commonly used criteria is the Superpave™ performance grading (PG) system developed during the SHRP programme in the 1990s (Anderson & Kennedy, Citation1993). Rheology-based parameter |G*|/sinδ obtained with the Dynamic Shear Rheometer (DSR) at high temperatures at a frequency of 10 rad/s has been used to evaluate the rutting performance. Theoretically speaking, this viscoelastic parameter can be used to indicate the total dissipated energy during the loading cycles, which is considered to be related to rutting. Hence, a sufficiently high |G*|/sinδ should be achieved for binders at both fresh and short-term aged states under a test within the linear viscoelasticity (LVE) range. However, several follow-up studies indicated that the limitations of the |G*|/sinδ criteria in correlating with the mixture’s rutting resistance, especially for PmB (Bahia et al., Citation2001b; Chen & Wang, Citation2008; Delgadillo et al., Citation2006; Domingos et al., Citation2017; Salim et al., Citation2019).
In the attempt to more closely evaluate the permanent deformation under cyclic loadings, the Multiple Stress Creep and Recovery (MSCR) test was introduced successfully, allowing better discrimination of the actual behaviour of PmB (D’Angelo et al., Citation2007). The MSCR test consists of an initial series of cyclic loadings at a low stress level, 0.1 kPa, probably in the LVE domain, followed by a second series of cyclic loadings at a higher stress level, 3.2 kPa, most possibly in the nonlinear domain at high temperatures. Throughout the test, the shear strain is recorded by DSR. Two parameters are reported, the non-recoverable creep compliance, Jnr (in kPa−1), and percent recovery, R (in %), to evaluate the deformation potential and elastic recovery of the binder. The Jnr value can be calculated as the binder’s non-recovered strain ratio at the end of the creep-recovery cycle to the applied shear stress. In Europe, under the standardisation committee CEN, it is envisaged to promote the transition from the ring and ball softening point test (CitationEN 1427:2015) to more fundamental characterisation using DSR either with an oscillatory test or using the MSCR test (Durand et al., Citation2021). Moreover, Masad et al. (Citation2009) used nonlinear viscoelastic analysis to evaluate the deformation caused by the viscoelastic strain and claimed that the new index shows much better correlation with the mixtures’ responses. In a study conducted by Shirodkar et al. (Citation2012), the entire creep and recovery curve was used instead of the two parameters and better correlations were found in the non-LVE range for PmB.
Even though the initial MSCR test method has been standardised for over a decade, there are still debates and ongoing developments about the testing protocol and experimental conditions, such as the testing temperature, preloading process, measurement location, and stress level, which may affect the test results. For example, based on AASHTO and ASTM standard specifications (AASHTO M Citation332-Citation21, CitationASTM D8239-21), the high PG temperature is the suggested MSCR testing temperature, while in the European standard (EN, 16659:Citation2015), 50, 60, 70, and 80 °C are recommended. In addition, considering the highly delayed elastic response caused by the Mullins phenomenon, especially for PmB (Golalipour, Citation2011), the ASTM standard D7405-15 introduced ten cycles of preloading at 0.1 kPa stress level to keep the test material in a steady state. However, this method has not been generally accepted in the MSCR test, especially in Europe. Besides the preloading procedure, the DSR instruments and software from different manufacturers may not necessarily be uniform. For example, the location of stress resolution and strain recorded by the instrument – e.g. at 2/3 or the extremity of the plate radius – may not always be the same. In addition, D’Angelo (Citation2009) found remarkably better correlations between the MSCR parameters under stress levels much higher than 3.2 kPa and the anti-rutting characteristic of bituminous binders. This observation is especially valid for PmB.
2. Objectives
Limited research has been performed over the years on the key parameters of the MSCR test and its experimental setting aspects (Golalipour, Citation2011; Shirodkar et al., Citation2012; Soenen et al., Citation2008; Wasage et al., Citation2011). Therefore, the testing protocol and conditions that may affect the MSCR results were experimentally evaluated in this study. A single and unified testing temperature was selected for comparison purposes, namely 60 °C.
Another aim of the MSCR test evaluation in this study was to better distinguish bituminous binders, especially between complex binders that include modifiers. Nowadays, more and more modifiers are used to enhance the physical or chemical properties of bituminous binders. Such modifiers may be liquid additives or polymer-based, viscous, or solid particles (PIARC, Citation1999). As a result, binders used for asphalt applications are becoming more complex materials, showing potential different phase morphologies (Soenen et al., Citation2008). With this background, the RILEM Technical Committee TC-272 PIM (Phase and Interphase behaviour of bituminous Materials), more specifically the Task Group 1 (Porot et al., Citation2020), focused on the evaluation of complex bituminous binders (Porot et al., Citation2021). An interlaboratory study was set up with 17 participating laboratories. The test materials included seven bituminous binders in two groups, one on polymer modification and one on liquid additives in bituminous binders. They were thoroughly evaluated, including empirical properties and more advanced characterisation.
Five laboratories performed the MSCR test after short-term ageing and analysed the results (Porot et al., Citation2022). As the different laboratories conducted the test according to their local methods, the focus was on evaluating the influencing factors on the MSCR test to better characterise the anti-creep properties of PmB at a high temperature. This subject was not widely considered, especially when comparing results using potentially different testing protocols from different standards such as AASHTO or EN standards, and with different devices and test settings. In this sense, the present research significantly benefits from the experimental round-robin activity conducted under the umbrella of the RILEM TC 272 PIM TG1.
3. Materials and experimental plan
3.1. Materials
The Task Group 1 of RILEM TC 272 PIM included in its experiment programme seven bituminous binders in two groups – one with polymer modification and one with liquid additives – including a reference unmodified binder for comparison. As the MSCR test is more suitable to characterise the behaviour of PmB, the results discussed in the present study are only related to the first group with the two unmodified binders for reference and two PmB binders.
Four bituminous binders, Bit1, PmB1, PmB2, and Bit2, were selected as the test materials. Bit1 and Bit2 are unmodified petroleum-based binders with penetration grades of 35/55 and 70/100 (EN 12591:Citation2009), respectively. Both PmB binders were selected and designed to have a similar consistency at the intermediate temperature as the reference binder Bit1, based on penetration value at 25 °C. PmB1 is a commercially available PmB, while PmB2 is a lab-produced PmB blended with the base binder Bit2 and 7.5% high-vinyl linear styrene–butadiene-styrene (SBS) copolymer in a laboratory environment. It ensures a continuous rich polymer phase to enhance rutting and fatigue properties of the binder (Habbouche et al., Citation2020). Table provides the conventional properties for the four binders, including penetration value (EN 1426:2015), softening point temperature (EN 1427:2015), and performance grade (PG) temperature range (AASHTO M320-Citation21). Based on the existing MSCR standards (EN 16659:Citation2015, AASHTO T Citation350-Citation19, ASTM D7405-Citation20), RTFOT-aged binders (EN 12607-Citation1:Citation2014) were tested and analysed in this study.
Table 1. Conventional properties and PG of the four binders tested in this study.
3.2. Test protocols
The following interlaboratory test protocol was conducted in the present study on the four different short-term aged bituminous binders (listed in Table ) by five participating European laboratories. Firstly, a standard MSCR test was performed at 60 °C for all binders. Then, the influences of preloading and measurement location on the results were analysed and discussed. Next, an enhanced MSCR test with more and higher stress levels was performed to better understand the anti-creep performance and recovery response of PmB binders at a high temperature (60 °C). The research approach included:
Preloading with 10 cylces at 0.1 kPa vs. no preloading;
Measurement location at 2/3 of the plate radius vs. at the extremity of the radius; and
Stress levels, standard stress levels vs. additional levels up to 51.2 kPa.
3.2.1. Standard MSCR tests at 60 °C
Five different laboratories performed MSCR tests on the selected binders in this study. Thus, not all the laboratories participating in the RILEM TC 272 PIM TG1 experiment tested all the binders. Before the MSCR test, short-term ageing was conducted by each laboratory with the Rolling Thin Film Oven Test (RTFOT) according to EN 12607-1:2014. The RTFOT ageing was at 163 °C and for 75 min. All MSCR test results presented in this study are based on RTFOT-aged binders. Table shows the experimental matrix for the MSCR experiment as run at 60 °C after RTFOT. The test temperature was selected to be a common temperature for all binders. It is currently one possible temperature to be selected by the EN standard characteristic framework for PmB binders. The labelling of the participating laboratories was originally from the RILEM TC PIM TG1, meaning that the missing laboratories did not perform MSCR test on the selected binders at 60 °C after RTFOT.
Table 2. Experimental matrix for lab participation in the MSCR testing of this study.
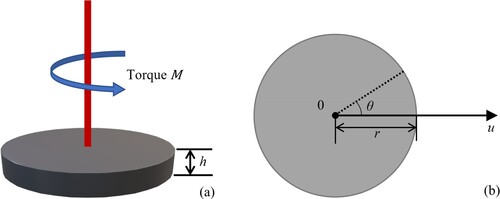
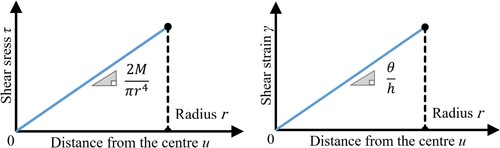
In the standard MSCR protocols, such as CitationAASHTO T 350, CitationASTM D7405, and EN 16659, a binder sample is tested with DSR in a plate-plate geometry of 25 mm diameter with 1 mm gap. The DSR performs a repeated shear creep-recovery test on the disc-shaped binder sample in a stress-controlled mode. A certain torque M is applied to the sample by the DSR instrument, and then the torque is unloaded. The resulting deflection angle θ is recorded during the whole creep-recovery period, based on which the shear strain ϵ is calculated. Figure a illustrates the MSCR test configuration, while Figure b displays the resulting deflection angle θ in DSR. In Figure , h represents the height of the sample; r represents the radius of the sample; and u represents the distance from the centre of the sample.
Figure 1. Illustration of MSCR test: (a) test configuration; (b) the resulting deflection angle.
In a standard MSCR test, repetitive loadings without any rest period in between, are applied to the binder sample at two shear stress levels, 0.1, and 3.2 kPa. In the AASHTO T 350-19 and ASTM D7405 (2015 version and later) protocols, 20 loading cycles at 0.1 kPa are conducted, where the first ten are for preloading the sample and the last ten are used for calculating test results. However, in the EN 16659 protocol (the so far latest 2015 version), no preloading should be conducted, and only ten cycles are imposed at 0.1 kPa. At 3.2 kPa, ten repetitive cycles are performed according to all the current standard MSCR protocols. Each creep-recovery cycle includes a creep period with constant stress of 1 s and a recovery period with zero stress of 9 s.
The total shear strain consists of a recoverable and a non-recoverable portion for each creep-recovery cycle (Figure ). ϵ0 represents the initial shear strain at the beginning of the loading cycle; ϵc and ϵr are the shear strain at the end of the creep and recovery periods. The percent recovery R and non-recoverable creep compliance Jnr based on the final residual strain, both as the average of the last ten testing cycles at each stress level, are used as indicators for the binder behaviour against permanent deformation. The percent recovery R and non-recoverable creep compliance Jnr are defined as:
(1)
(1)
(2)
(2)
Figure 2. Typical MSCR shear strain during a creep-recovery cycle.
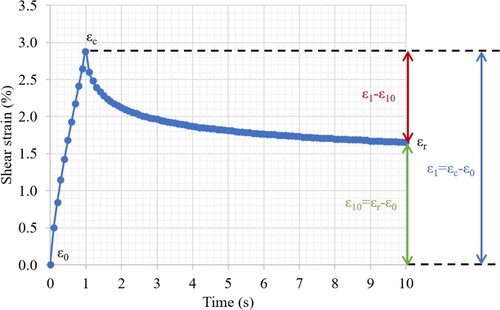
Besides R and Jnr, the standard MSCR protocols also define the percent difference in recovery and non-recoverable creep compliance between the two shear stress levels, as follows:
(3)
(3)
(4)
(4) Rdiff represents the percent difference in recovery; Jnr-diff is the percent difference in non-recoverable creep compliance; and the subscripts represent shear stress levels. These percent difference parameters are used as indicators for the stress sensitivity of binders. It is worth noticing that, when Jnr values themselves were low, it usually induces very high values for Jnr-diff, which has less meaning for the binder evaluation. This is particularly the case for PmB, which may question the legitimacy of this parameter.
3.2.2. Preloading at 0.1 kPa and measurement location
In this study, different testing protocols were applied to evaluate the influences of experimental parameters. There was thus a difference among the participating laboratories in terms of the preloading cycles at 0.1 kPa. In addition, the DSR instruments and software used by the laboratories were not uniform. The location of stress resolution and strain record by the instrument was not all the same. The influences of the varying testing parameters, including the preloading cycles and location of stress resolution and strain record, are discussed based on the standard MSCR tests at 60 °C by different laboratories. An overview of the laboratories, test protocols, and parameters is presented in Table .
Table 3. Overview of the laboratories, standard MSCR protocols, and experimental parameters.
3.2.3. Stress level and sensitivity
The MSCR method was originally developed to evaluate the asphalt mixture’s rutting resistance by conducting tests on the binder phase. Hence, determining the suitable stress levels at which the binder is exposed in the mixture is one of the most important matters for the MSCR test (Delgadillo et al., Citation2012). Relying on the experimental work conducted on numerous unmodified and PmB binders (D’Angelo et al., Citation2007), a low stress level of 0.1 kPa (the minimum stress that many of the PmB binders within LVE range) and a high stress level of 3.2 kPa (many of the PmB binders start to show slippage of polymer chains) were selected ultimately. These two stress levels are suggested in the currently active MSCR standards (ASTM D7405-Citation20; AASHTO T Citation350-Citation19, EN 16659:Citation2015). However, debates are still ongoing on whether the two proposed stress levels are suitable and optimal. A previous study claimed that the exposed stresses and strains in the binder phase of a real asphalt pavement might be much higher than the LVE range (Golalipour, Citation2011). As D’Angelo et al. (Citation2007; Citation2009) and Golalipour (Citation2011) suggested, additional and higher stress levels, up to 100 kPa, should be used to detect the yield behaviour of PmB binders. In this study, Lab17 applied more shear stress levels in addition to the standard levels: 0.1, 0.2, 0.4, 0.8, 1.6, 3.2, 6.4, 12.8, 25.6, and 51.2 kPa. Such a testing protocol was conducted with Bit1, Bit2, and PmB1. Due to the lack of materials, PmB2 was not tested with this extended protocol. Ten creep-recovery loading cycles were applied for each stress level without preloading at 0.1 kPa. The stress and measured strain were applied and recorded at the extremity of the radius. It is worth noting that only PmB1 reached 51.2 kPa while the unmodified binders both failed immediately after the stress levels reached 25.6 kPa.
4. Results and discussion
4.1. Standard test results at 60 °C and variation
The standard MSCR test results at 60 °C by different laboratories are presented in Table , including Jnr and R at both stress levels and percent differences between the stress levels after RTFOT. The number of testing laboratories in this study varies between 3 and 5 for the different binders, which is not enough to conduct an accurate and representative statistical analysis for the test method. However, the variation between laboratory results could be evaluated by comparing the differences between two individual laboratories with the reproducibility acceptance criteria in the standards. Table presents the variation and acceptance of MSCR test results by different standard protocols, i.e. AASHTO T 350-19 and EN 16659:2015. Among the listed laboratories, Lab 1 and Lab 10 had exactly the experimental settings (i.e. the same loading cycles at 0.1 kPa and the same measurement location) for MSCR using AASHTO T 350-19. So did Lab 13 and Lab 17 with EN 16659:2015. The evaluations between these laboratories provide a reference line for further analysis of the impacts of key experimental settings.
Table 4. MSCR test results at 60 °C after RTFOT, according to AASHTO and EN standards.
Table 5. Variation and acceptance of MSCR test results by different standard protocols.
Table shows that some of the test results obtained by the two laboratories using AASHTO T 350–19 exceed the reproducibility acceptance criteria in the standard. As other round-robin analyses, such as the interlaboratory study by Soenen et al. (Citation2013), also reported similar reproducibility issues for MSCR testing, the unacceptance of some results in Table is not entirely unexpected. On the other hand, the Bit2 test results obtained by Lab 13 and Lab 17 using EN 16659:2015 are acceptable according to the standard. However, it is worth noting that the acceptance criteria for R in EN 16659:2015–5% for unmodified binder and 12% for PmB – can be significantly higher than that in AASHTO T 350-19, especially for an unmodified binder like Bit2.
Similar analyses can be conducted to investigate the impacts of key experimental settings for MSCR testing when considering the evaluations in Table as the reference line. Table presents the variation and acceptance of MSCR test results with different loading cycles at 0.1 kPa. In this study, Lab 13 and Lab 17 had 10 loading cycles at 0.1 kPa (without preloading) according to EN 16659:2015, while Lab 16 had 20 loading cycles at 0.1 kPa (with 10 preloading cycles) according to AASHTO T 350-19. All three laboratories measured at the extremity of the radius. The acceptance evaluations were done according to the criteria in both standards.
Table 6. Variation and acceptance of MSCR test results with different loading cycles at 0.1 kPa.
As mentioned above, the acceptance criteria for R in EN 16659:2015 can be significantly higher than in AASHTO T 350-19. This limit leads to the different conclusions in Table on acceptance between the two standards. However, some laboratory test results exceed the reproducibility acceptance criteria for both standards. Comparing with the evaluations in Tables and , it shows that the Bit2 test results are still all acceptable by EN 16659:2015. However, by AASHTO T 350-19, some of the Bit2 test results are acceptable, while others are not. This condition suggests an acceptance improvement compared to the corresponding evaluations for Bit2 in Table , although such a conclusion might be sensitive to measurement results by certain individual laboratories and the relatively soft binder.
Table presents the variation and acceptance of MSCR test results with different locations of stress resolution and strain record. Lab 1 and Lab 10 measured at 2/3 of the radius, while Lab 16 measured at the extremity of the radius. All three laboratories conducted the MSCR tests according to AASHTO T 350–19 and had 20 loading cycles at 0.1 kPa (with 10 preloading cycles). The acceptance evaluations were conducted according to the criteria in AASHTO T 350-19. Some of the laboratory test results exceed the reproducibility acceptance criteria, especially the results for Bit2.
Table 7. Variation and acceptance of MSCR test results measured at different locations.
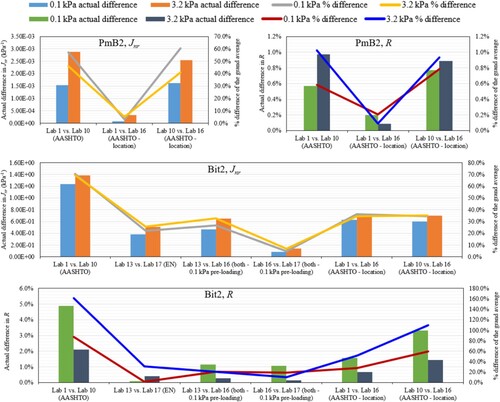
Disregarding the standard acceptance criteria and looking only into the actual differences, Figure presents the impacts of preloading and measurement location on the MSCR test results of binders with a reference line (namely PmB2 and Bit2 as in Table ). The bars represent actual differences between laboratories, while the lines represent percent differences between the respective grand average value. It indicates that neither the different preloading settings nor the measurement locations caused significantly increased variability issues. Although supported by the test results, such a conclusion is nevertheless an overall effect driven simultaneously by various factors. In the following sections, the influence of each key experimental setting will be analysed and discussed separately.
Figure 3. Actual and percent differences between laboratories in MSCR test results of PmB2 and Bit2.
4.2. Influence of preloading at 0.1 kPa
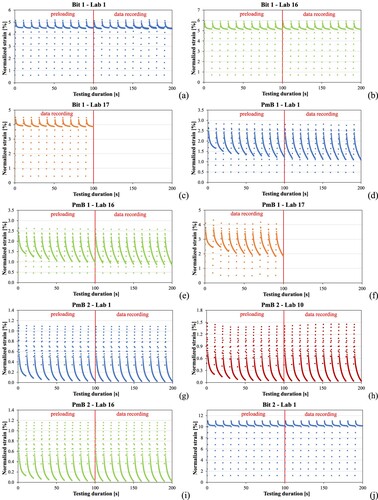
In Figure , the normalised creep and recovery data (D’Angelo et al., Citation2007) at 0.1 kPa were plotted against the testing duration to visually evaluate the effect of the preloading protocol, namely the strain starting from zero for each loading-unloading period. For both unmodified binders, no significant visual differences can be found between the preloading and actual testing cycles. This observation is valid for all laboratories. Hence, it can be concluded that the preloading cycles do not lead to significantly different MSCR results for the unmodified binders. However, this is not true for the modified binders. For PmB1, the creep strain (ϵc as in Figure ) values were similar among all the loading cycles; nevertheless, the recovery strain and (ϵr as in Figure ) values were completely different between the initial cycles and later cycles. An increasing recovery percentage was observed in the first 3–5 cycles. This phenomenon is more significant for PmB1 – its recovery percentage became stable at around the 10th cycle – while steady results were found at the 6th cycle for PmB2. Therefore, the preloading protocol could significantly influence the results of individual loading cycles at 0.1 kPa during the MSCR test. A visual comparison was conducted with Figure , but a more detailed analysis was performed with the results of PmB binders to better understand their creep-recovery responses under the preloading.
Figure 4. Normalised creep-recovery data over the preloading and data recording period at 0.1 kPa for: (a) Bit1 of Lab 1; (b) Bit1 of Lab 16; (c) Bit1 of Lab 17; (d) PmB1 of Lab 1; (e) PmB1 of Lab 16; (f) PmB1 of Lab 17; (g) PmB2 of Lab 1; (h) PmB2 of Lab 10; (i) PmB2 of Lab 16; (j) Bit2 of Lab 1; (k) Bit2 of Lab 10; (l) Bit2 of Lab 13; (m) Bit2 of Lab 16; (n) Bit2 of Lab 17.
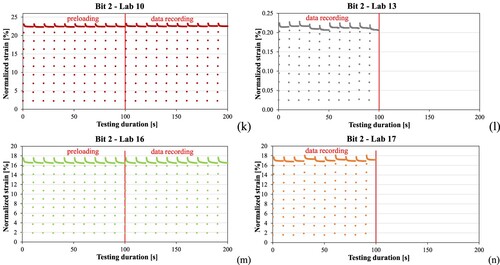
The percent differences in R and Jnr (1) between two adjacent, (2) between the first and the tenth, and (3) between the eleventh and twentieth creep-recovery loading cycles for both PmB binders were calculated and listed in Table . The percentage differences in average results of the first ten cycles and the following ten cycles were also listed at the bottom of Table . Based on EN 16659:2015, the acceptable precision results for R and Jnr at 60 °C are 2% (in %) and 9% (in % of Jnr) for PmB binders, while the acceptable precision limitations (d2s%) are 4.4% and 12.5% based on AASHTO T350-19. The differences higher than these values were marked in bold. For PmB1, the key parameter was R. Three to six cycles were needed to reach R stability, while only two cycles were necessary for stabilising Jnr. In the case of PmB2, the key parameter changed to Jnr. It was found that 20 cycles were not even enough to reach a stable state at all three laboratories, while only two cycles were essential based on the evaluation of R. This may be attributed to the absolute value of Jnr. The Jnr results ranged in the magnitude order of 10−3 in PmB2, while for PmB1 it was 10−2. Hence, even though PmB2 failed to pass the Jnr precision limitation, its absolute differences were much smaller than PmB1. The differences between the first and tenth cycles, and between the eleventh and twentieth cycles were also listed in Table . Not unexpectedly, the loading cycle 1 vs. 10 precision results in the preloading period all failed to pass the criteria, and most of the loading cycle 11 vs. 20 precision results in the testing period also failed. However, a dramatic decrease, ranging from 12% to 140%, was observed in the loading cycle 11 vs. 20 differences compared to the loading cycle 1 vs. 10. It is to say that after preloading, the test materials became much steadier than before. For comparing the average results between the preloading and actual testing cycles, it was interesting that most of the R and Jnr results failed to pass the precision requirements; the only exceptions were R measured by Lab 1 and Lab 16 for PmB2. Hence, the preloading process is necessary for PmB binders, although the number of essential preloading cycles may differ from 10 cycles, highly relying on the polymer additives used and the available DSR devices.
Table 8. Impact of the preloading process (0.1 kPa) on the percent recovery R and non-recoverable creep compliance Jnr: percent difference between measurement results (unit: %).
4.3. Location of stress resolution and strain record
In this study, the participating laboratories used different DSR instruments and software versions to perform the MSCR tests. As listed in Table , the locations of stress resolution and strain record by the instruments were not the same for all laboratories. This condition is a result of intrinsic parameters of DSR software that normal practitioners do not necessarily consider. A theoretical analysis was conducted and presented in this section to evaluate the possible influence of this difference; then, the test results from different laboratories are compared and discussed.
A certain torque is applied to the binder sample by the DSR instrument to conduct the MSCR test at high temperatures. For a given torque M and a sample size (radius and height
), the shear stress τ generated by the DSR is not uniform in the horizontal plane. It depends on the distance
from the centre of the sample, such as.
(5)
(5) τ represents the generated shear stress; M represents the applied torque; u represents the distance from the centre of the sample; and r represents the radius of the sample (12.5 mm for the standard MSCR test). The resulting shear strain γ is not uniform either. It also depends on the distance u from the centre of the sample, such as:
(6)
(6) γ represents the shear strain; h represents the height of the sample (1 mm for the standard MSCR test); and θ represents the recorded deflection angle. So, the shear stress and strain distribution are illustrated in Figure .
Figure 5. Shear stress and strain distribution for a binder sample loaded by DSR.
For an MSCR test at stress level τ0 (either 0.1 kPa or 3.2 kPa for the standard protocol), the DSR instrument resolves a torque M0 at a specific location and applies it to the binder sample. The torque M0 depends on the stress resolution location, which should be the exact location for the strain record and can vary for different DSR instruments and software. For a given location u0 (distance from the centre of sample, 2/3r or r in most cases), M0 is resolved as.
(7)
(7) M0 represents the resolved torque; τ0 represents the target stress level; and u0 represents the location of stress resolution and strain record. When DSR uses different locations for the target stress resolution, the applied torque will be different. The torque resolved at 2/3r will be 1.5 times the torque determined at r. In other words, if the same torque should have been applied for both configurations, the shear stress at r would be 50% higher than the one recorded at 2/3r. Thus, the stress state of the binder sample will be different when there is a difference in the location of stress resolution and strain record.
The data collected from participating laboratories confirm the difference in applied torque, as in Table . The torque applied by Lab 1 and Lab 10 was about 1.5 times the torque applied by Lab 13, Lab 16, and Lab 17. The resulting difference in the stress state of the binder sample is illustrated in Figure . It shows that the binder sample measured at 2/3r (Figure left) experiences higher overall stresses than the sample measured at r (Figure right), although the shear stress is the same at their respective location of measurement. Considering both the linear and nonlinear mechanical behaviour, the shear modulus G(τ) can be determined as:
(8)
(8) G(τ) represents the shear modulus, which can depend on the stress level in the nonlinear range. It suggests that the shear modulus is not dependent on the distance u from the centre of sample. Thus, the location of stress resolution and strain record does not affect the measurement of complex shear modulus G*(τ) when oscillatory loading is applied, as long as the stress resolution and strain record is at the same location.
Figure 6. Stress states of binder samples with torque resolved at different locations. Left: resolution at 2/3r; Right: resolution at r.
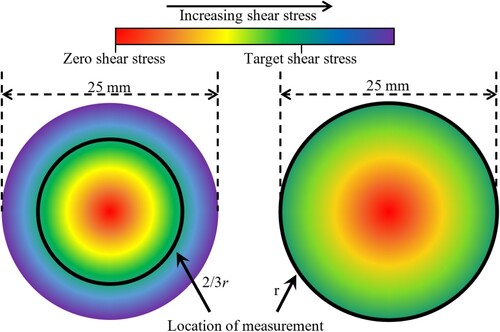
Table 9. Torque applied by different laboratories to reach the standard shear stress levels.
For a sample of a given size (radius r and height h) in the linear range, the shear modulus is constant and not dependent on the stress level. Thus, the resulting deflection angle θ will be proportional to the applied torque M. In the nonlinear range, however, the resulting deflection angle θ will not be proportional to the applied torque M. For an MSCR test at stress level τ0 (resolved torque M0), the recorded shear strain γ at the given location u0 is determined as.
(9)
(9) Thus, the recorded shear strain does not depend on the stress resolution and strain record location as long as the stress resolution and strain record are at the same location. For measurements in the linear range, the recorded shear strain is not affected by the stress resolution location and strain record. However, when the measurement reaches the nonlinear range, which can be the case for MSCR test at 3.2 kPa, the difference in resolved torque at different locations may lead to different stress states of the sample and result in differences in the shear modulus at different locations of the sample. If considering only the location of measurement (for example, at 2/3r or r), it seems that the measurement of shear strain is not affected. Due to non-uniform shear stress and strain distribution, however, the influence from the surrounding locations is uncertain. This is because the binder sample in DSR is a continuum. Its behaviour at one location can be influenced by the surrounding locations. In certain cases, for an MSCR test that reaches the nonlinear range, this influence may follow into the measurement of non-recovered shear strain and affect the final result of non-recoverable creep compliance. Deepened theoretical analysis may be needed to further clarify the possible influence.
Nevertheless, many other factors in practice can also affect the measurement of shear strain for the MSCR test, such as the sample preparation method, placement method, gap setting, normal force, etc. The influence of the measurement location cannot be observed by simply comparing the test results by different laboratories in this study (Table ). However, it can be seen in Table and Figure that the largest differences in MSCR results between two laboratories were mostly from laboratories measuring at the same location without being significantly influenced by the measurement location. As the theoretical analysis suggests the potential influence of measurement location in the nonlinear range, it is thus recommended to harmonise the location of stress resolution and strain in MSCR standards. However, it should be noted that controlling other factors might be more crucial for improving the reproducibility of MSCR test results.
4.4. Stress level and sensitivity
In Figure a and b, the R and Jnr results under different stresses measured for Bit1, PmB1, and Bit2 by Lab 17 (using EN 16659:2015 without preloading, measurement at the extremity of radius) were plotted. Their inter-relation under different stresses was displayed in Figure c. It should be noticed that two negative R values were obtained for Bit2 at 12.8 and 25.6 kPa. Although there is still a discussion on the possible reasons for this, the inertial effect likely continued driving the soft binder (low viscosity at such a high temperature) a bit forward, even without the applied stress. Another possible reason for this could be that the DSR device was unable to catch the change in accumulated strains. This phenomenon can commonly be observed in unmodified soft binders at high temperatures and/or stress levels. Thus, the negative recovery values of soft binders at high temperatures mean zero recovery. Based on a previous study (Wang et al., Citation2021), these values were recorded as zero for analysis.
Figure 7. (a) R and (b) Jnr responses under different stress levels; (c) the inter-relation between R and Jnr under different stress levels.
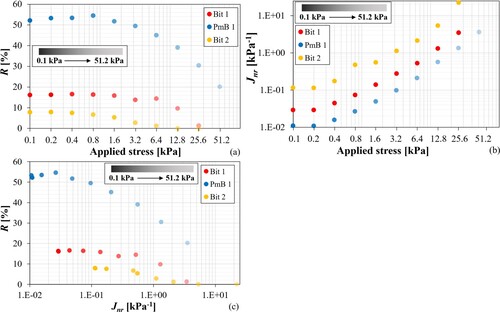
In Figure a and b, it was found that the R value decreased while Jnr increased as the loading stresses increased. The changing trends for these two parameters are significantly different. For R, it remained plateaued in the beginning and then decreased remarkably after certain specific stress level, while linear and almost parallel increase trends (in log plot) were observed in all three binders when the stress was higher than 0.2 kPa. In the case of R, different critical stresses were observed among three binders, but all greater than 3.2 kPa. These results indicate that higher stress levels than the standard would lead to significantly different MSCR test results. Figure c provides more information on the inter-relation of the two parameters. For Bit1 and PmB1, the results tend to the right bottom corner in a linear trend when the stress was higher than 3.2 kPa. In the case of Bit2, the R values were very close to zero. Additionally, it was also observed that when PmB1 underwent 51.2 kPa shear stress, its R was still higher than the other unmodified binders’ results at 0.1 kPa. As D’Angelo et al. (Citation2007) stated, the yield behaviour in a PmB can be observed under a high stress level, while a reduced R would be observed after such a loading. Hence, it is to say that the PmB has not reached the yield limit. A higher testing temperature may be required to explore the extreme of PmB binders. Overall speaking, however, the PmB shows much better anti-creep properties at the high temperature compared to the unmodified binders. This difference could be distinguished with the MSCR test results.
5. Conclusions and future perspectives
This study investigated the influences of several key experimental parameters on the determination of high-temperature creep and recovery properties of bituminous binders with the MSCR test. Two unmodified and two PmB binders were analysed by five different laboratories. The 10 cycles of preloading at 0.1 kPa, the location of stress resolution and strain record, and the stress levels were selected as potentially affecting factors in the study. Overall, PmB binders show better anti-creep properties than unmodified binders at the high temperature.
Due to the limited experimental results, only variability between individual laboratories based on the current MSCR standards were used for evaluation instead of statistical analyses. The precision of most results met the requirements of the European standard while some of them went beyond the limitations of the AASHTO standard. This is especially valid for the unmodified binders.
The preloading procedure at 0.1 kPa is necessary for PmBs to reach a stable stage. Based on this study, 10 cycles of preloading at 0.1 kPa were enough for the studied PmBs. However, whether 10 cycles are enough for all PmBs and the preloading procedure is needed at 3.2 kPa should be further investigated.
The location of stress resolution and strain record only lead to limited influence, as compared to other parameters, on the MSCR results when the test material remains in the LVE range. Further experimental studies with high stress levels and deeper theoretical analysis are essential for understanding and addressing this issue.
MSCR is a stress-sensitive testing. The increase in stress level leads to significant differences in both unmodified and modified binders. This is valid for both R and Jnr. When the stress is higher than 3.2 kPa, a sharp reduction in R was found in the PmB, while a relatively stable R was observed in two unmodified binders.
This experimental study provides evidence of how these testing parameters affect the MSCR results. The paper was centred on evaluating critical parameters of the MSCR test that received little attention at the practical level. Therefore, it provides a dedicated vision of the testing procedure and results and the validity of these parameters across diverse bituminous binders (unmodified and PmB). At the same time, it must be highlighted that from a practical perspective, a more sophisticated experimental approach would require performing an extended amplitude sweep test to the level of strain experienced in the MSCR test and calculating the stress–strain evolution depending on the location along the radius of the specimen as a cumulative contribution to the total torque. This aspect makes the current largely simplified test approach more functional for practitioners and engineers.
Nevertheless, it should be noted that only limited binder types and available DSR devices were tested in the laboratory environment. Extra test materials and an expanded experiment programme would be necessary to further evaluate the capacity and limitations of the MSCR test. In addition, although this interlaboratory analysis was designed to comprehensively understand the influences of preloading, measurement location, and stress level on MSCR testing of PmB binders, more open questions were found during the study. For example, it was found that the preloading process at 0.1 kPa (based on updated ASTM D7405 standard published in 2015) leads to remarkable effects on the MSCR results, and the measurement location may lead to certain influence when the stress is beyond the LVE range. Hence, the binders’ rheological behaviour under 3.2 kPa is more complex, and therefore, the impact of preloading on 3.2 kPa might be potentially even greater but to a large extent unknown so far.
Moreover, the yield limits of PmB binders were not reached in the study, which may be attributed to the relatively low testing temperature for the modified binders analysed in this study. Hence, the effect of testing temperatures is also a key point in future studies. Furthermore, in the authors’ future work, the influence of available devices, including DSR calibration and instrument compliance correction, will be further considered, as they might partially affect the results in a large interlaboratory study. Last but not least, the testing protocol under high stress levels will be addressed more in-depth to overcome potential experimental limitations.
Acknowledgments
The RILEM Technical Committee on Phase and Interphase behaviour of innovative bituminous Materials (TC 272-PIM) and the Task Group 1 members are gratefully acknowledged.
Disclosure statement
No potential conflict of interest was reported by the author(s).
References
- AASHTO M320-21. (2021). Standard specification for performance-graded asphalt binder. American Association of State Highway and Transportation Officials.
- AASHTO M 332-21. (2021). Standard specification for performance-graded asphalt binder using multiple stress creep recovery (MSCR) test. American Association of State Highway and Transportation Officials.
- AASHTO T 350. (2019). Standard method of test for multiple stress creep recovery (MSCR) test of asphalt binder using a dynamic shear rheometer (DSR). American Association of State Highway and Transportation Officials.
- AASHTO T 350-19. (2019). Standard method of test for multiple stress creep recovery (MSCR) test of asphalt binder using a dynamic shear rheometer (DSR). American Association of State Highway and Transportation Officials.
- Anderson, D. A., & Kennedy, T. W. (1993). Development of SHRP binder specification (with discussion). Journal of the Association of Asphalt Paving Technologists, 62.
- ASTM D7405. (2020). Standard test method for multiple stress creep and recovery (MSCR) of asphalt binder using a dynamic shear rheometer. ASTM International.
- ASTM D7405-20. (2020). Standard test method for multiple stress creep and recovery (MSCR) of asphalt binder using a dynamic shear rheometer. ASTM International.
- ASTM D8239-21. (2021). Standard specification for performance-graded asphalt binder using the multiple stress creep and recovery (MSCR) test. ASTM International.
- Bahia, H. U., Hanson, D. I., Zeng, M., Zhai, H., Khatri, M. A., & Anderson, R. M. (2001a). Characterization of modified asphalt binders in Superpave mix design (No. Project 9-10 FY‘96).
- Bahia, H. U., Zhai, H., Zeng, M., Hu, Y., & Turner, P. (2001b). Development of binder specification parameters based on characterization of damage behavior (with discussion). Journal of the Association of Asphalt Paving Technologists, 70.
- Chen, H., & Wang, B. (2008). Modification of rutting factor of styrene butadiene styrene block copolymer modified asphalt. Journal of Tongji University (Natural Science), 36(10), 1384–1387. in Chinese. https://doi.org/10.3321/j.issn:0253-374X.2008.10.014
- Cosme, R. L., Teixeira, J. E. S. L., & Calmon, J. L. (2016). Use of frequency sweep and MSCR tests to characterize asphalt mastics containing ornamental stone residues and LD steel slag. Construction and Building Materials, 122, 556–566. https://doi.org/10.1016/j.conbuildmat.2016.06.126
- D’Angelo, J., Kluttz, R., Dongre, R. N., Stephens, K., & Zanzotto, L. (2007). Revision of the superpave high temperature binder specification: The multiple stress creep recovery test (with discussion). Journal of the Association of Asphalt Paving Technologists, 76.
- D’Angelo, J. A. (2009). The relationship of the MSCR test to rutting. Road Materials and Pavement Design, 10(sup1), 61–80. https://doi.org/10.1080/14680629.2009.9690236
- Delgadillo, R., Bahia, H. U., & Lakes, R. (2012). A nonlinear constitutive relationship for asphalt binders. Materials and Structures, 45(3), 457–473. https://doi.org/10.1617/s11527-011-9777-y
- Delgadillo, R., Nam, K., & Bahia, H. (2006). Why do we need to change G*/sinδ and how? Road Materials and Pavement Design, 7(1), 7–27. https://doi.org/10.1080/14680629.2006.9690024
- Domingos, M. D. I., Faxina, A. L., & Bernucci, L. L. B. (2017). Characterization of the rutting potential of modified asphalt binders and its correlation with the mixture’s rut resistance. Construction and Building Materials, 144, 207–213. https://doi.org/10.1016/j.conbuildmat.2017.03.171
- Durand, G., Gillet, J. P., Robert, M., & Morin, E. (2021). Which are the best rheological criteria for characterisation of PMB?, In 7th Eurasphalt & Eurobitume Congress, 15 - 17 June, 2021, virtual conference.
- EN 12591:2009. (2009). Bitumen and bituminous binders - Specifications for paving grade bitumens. European Committee for Standardization.
- EN 12607-1:2014. (2014). Bitumen and bituminous binders - Determination of the resistance to hardening under influence of heat and air - Part 1: RTFOT method. European Committee for Standardization.
- EN 1427:2015. (2015). Bitumen and bituminous binders - Determination of the softening point - Ring and Ball method. European Committee for Standardization.
- EN 16659:2015. (2015). Bitumen and bituminous binders - multiple stress creep and recovery test (MSCRT). European Committee for Standardization.
- Golalipour, A. (2011). Modification of multiple stress creep-recovery test procedure and usage in specification. Master dissertation. University of Wisconsin-Madison.
- Habbouche, J., Hajj, E. Y., Sebaaly, P. E., & Piratheepan, M. (2020). A critical review of high polymer-modified asphalt binders and mixtures. International Journal of Pavement Engineering, 21(6), 686–702. https://doi.org/10.1080/10298436.2018.1503273
- Masad, E. A., Huang, C. W., DAngelo, J., & Little, D. N. (2009). Characterization of asphalt binder resistance to permanent deformation based on nonlinear viscoelastic analysis of multiple stress creep recovery (MSCR) test. Journal of the Association of Asphalt Paving Technologists, 78.
- PIARC. (1999). Use of modified bituminous binders, special binders and binders with additives in road pavements. Permanent International Association of Road Congr. [in French].
- Porot, L., Chailleux, E., Apostolidis, P., Zhu, J., Margaritis, A., & Tsantilis, L. (2020). Complex bituminous binders, are current test methods suitable for?. In H. Di Benedetto, H. Baaj, E. Chailleux, G. Tebaldi, C. Sauzéat, & S. Mangiafico (Eds.), In RILEM international symposium on bituminous materials (pp. 37–43). Springer.
- Porot, L., Vansteenkiste, S., Makowska, M., Carbonneau, X., Zhu, J., Damen, S., & Plug, K. (2021). Characterisation of complex polymer modified bitumen with rheological parameters. Road Materials and Pavement Design, 22(sup1), S297–S309. https://doi.org/10.1080/14680629.2021.1910070
- Porot, L., Zhu, J., Wang, D., & Cannone Falchetto, A. (2022). Multiple stress creep recovery test to differentiate polymer modified bitumen at high temperature. Journal of Testing and Evaluation, 51(4), https://doi.org/10.1520/JTE20220306
- Salim, R., Gundla, A., Zalghout, A., Underwood, B. S., & Kaloush, K. E. (2019). Relationship between asphalt binder parameters and asphalt mixture rutting. Transportation Research Record: Journal of the Transportation Research Board, 2673(6), 431–446. https://doi.org/10.1177/0361198119842129
- Shirodkar, P., Mehta, Y., Nolan, A., Dahm, K., Dusseau, R., & McCarthy, L. (2012). Characterization of creep and recovery curve of polymer modified binder. Construction and Building Materials, 34, 504–511. https://doi.org/10.1016/j.conbuildmat.2012.02.018
- Soenen, H., Blomberg, T., Pellinen, T., & Laukkanen, O. V. (2013). The multiple stress creep-recovery test: A detailed analysis of repeatability and reproducibility. Road Materials and Pavement Design, 14(S1), 2–11. https://doi.org/10.1080/14680629.2013.774742
- Soenen, H., Lu, X., & Redelius, P. (2008). The morphology of bitumen-SBS blends by UV microscopy. Road Materials and Pavement Design, 9(1), 97–110. https://doi.org/10.1080/14680629.2008.9690109
- Subhy, A., Lo Presti, D., Airey, G., & Widyatmoko, I. (2022). Rutting analysis of different rubberised stone mastic asphalt mixtures: From binders to mixtures. Road Materials and Pavement Design, 23(9), 2098–2114. https://doi.org/10.1080/14680629.2021.1950818
- Wang, H., Liu, X., Apostolidis, P., Wang, D., Leng, Z., Lu, G., Erkens, S., & Skarpas, A. (2021). Investigating the high- and Low-temperature performance of warm crumb rubber–modified bituminous binders using rheological tests. Journal of Transportation Engineering, Part B: Pavements, 147(4), 04021067. https://doi.org/10.1061/JPEODX.0000326
- Wasage, T. L. J., Stastna, J., & Zanzotto, L. (2011). Rheological analysis of multi-stress creep recovery (MSCR) test. International Journal of Pavement Engineering, 12(6), 561–568. https://doi.org/10.1080/10298436.2011.573557
- White, G. (2017). Grading highly modified binders by multiple stress creep recovery. Road Materials and Pavement Design, 18(6), 1322–1337. https://doi.org/10.1080/14680629.2016.1212730
- Zhang, J., Walubita, L. F., Faruk, A. N., Karki, P., & Simate, G. S. (2015). Use of the MSCR test to characterize the asphalt binder properties relative to HMA rutting performance – A laboratory study. Construction and Building Materials, 94, 218–227. https://doi.org/10.1016/j.conbuildmat.2015.06.044