
Abstract
This study evaluates the types of waste generated by tritium during nuclear fusion. Some methods of reprocessing and decontaminating solid waste using thermal processes are evaluated, and the advantages and disadvantages of different methods are compared. The high-temperature technology selected for this study is intended for use in the EU DEMO project in the area where waste from nuclear fusion reactions is processed. Safety and environmental concerns around the technology are evaluated. The potential for detritiation of solid wastes of various sizes are investigated. The study’s focus is on wastes comprising mostly tungsten dust grains of various sizes. The possibilities and rationale for the use of high-temperature technologies are investigated. Tests conducted focus primarily on tungsten waste in powder form in various atmospheres. Problems related to the induction heating and melting of metals and nonmetals are addressed.
I. INTRODUCTION
Most methods currently considered for the removal of tritium from nuclear fusion waste material are thermal. Several decontamination techniques, including melting, heating over a flame, isotopic exchange with gaseous hydrogen, replacement with hydrogen, and thermal desorption under moist gas, were tested herein. Irradiated bulk materials from various campaigns of the JET facility operation or the ITER facility are processed. These decontamination methods include detritiation of the vacuum vessel and the tritium plant before dismantling for decommissioning.
II. FUSION WASTE ISSUES
Tritiated waste dust most often originates near the site where the nuclear fusion of deuterium and tritium takes place. Accompanying processes act on solid materials at a relatively small distance from the space where nuclear fusion occurs. These distances run from on the order of centimeters to lengths smaller than the dimensions of atoms, as evidenced by processes describing the mechanisms of dust formation related to plasma in tokamaks and similar devices.
II.A. Dust Shapes and Sizes
As tungsten dust waste is formed during nuclear fusion in various devices (JET, ITER, etc.), many independent events transpire that alter the nature of the material. The shapes and sizes of dust particles and their movements within a given device are described in many works from various perspectives. Several papers provide unique opportunities for a detailed study of dust generation: its quantity, morphology, location, etc.[Citation1]
Typical tokamak tungsten dust is shown to be remobilizable by reasonable sheath electric fields.[Citation2] Atomic force microscopy is used to evaluate the adhesion force distribution between tungsten spheroids of ~1 to 10-µm radius and a rough tungsten substrate.
II.B. Waste from EU DEMO
The continuous waste product output of the EU DEMO facility, as well as input for further treatment, is in the form of dust containing a large amount of tritiated tungsten powder. When reprocessing tungsten dust waste, procedures must occur that combine thermal, mechanical, and other technical treatments of materials.
II.C. Plasma-Surface Interaction
II.C.1. Dust Generation
Irradiation and plasma interaction have significant effects on tungsten. Macroscopic irradiation effects are typically caused by neutron or high-energy proton irradiation, while ion irradiation only shows effects near surfaces or in thin films. The interactions of tungsten with high-energy electron and laser beams can be confined to mainly thermal effects.[Citation3]
In all current power reactor conceptualizations (demonstration reactor, DEMO, etc.), in-vessel components are foreseen to be protected by a tungsten armor layer or by massive blocks.
Studies have found that neutron irradiation induces changes to mechanical and physical properties as well as volumetric changes.[Citation3] Changes in volume are mainly manifested by a disturbance of the surface known as “swelling,”[Citation4] which is only a step away from breaking the surface to releasing dust particles.
Transmutation is another typical effect of neutron-nucleus interaction that changes the chemical composition of materials. Gas bubbles (of hydrogen, helium, etc.) or rhenium-osmium precipitations may form in tungsten as a result of transmutation and lead to further degradation of the material.
The bombardment of surfaces with heavy ions has significant effects on the quality and amount of dust waste. If the surface of a solid is bombarded with energetic particles, it becomes eroded; surface atoms are removed, and the morphology of the surface is modified.[Citation2,Citation5] For energies in the 100-eV to the several-kilo-electric-volt range, sputtering is caused by atomic collisions between the incoming particles and the atoms in the surface layers of a solid. In other words, incident particles initiate a collision cascade between the lattice atoms of a solid. In principle, these processes are the same as those causing radiation damage to the bulk of a solid. A target atom is sputtered if it has received an energy component normal to the surface and larger than the surface binding energy. This process is termed “chemical sputtering.” If gaseous molecules are formed, sputtering is enhanced, whereas in the event of stronger binding on the surface of a material, such as an oxide or carbide, sputtering is reduced.
For bombarding energies in the mega-electron-volt range, additional processes (e.g., electronic sputtering) contribute to surface erosion. A major portion of the energy of heavy incident ions is transferred to electrons along an ion track.
II.C.2. Surface Modifications by Light Ion Irradiation
The energy regimes roughly correspond to those of plasma-facing materials (PFMs) in fusion applications, and these databases are useful for estimating the physical sputtering yields of metallic materials (including tungsten).[Citation2] The sputtering yields of hydrogen isotopes and helium ions, dominant components in fusion plasmas, are included in the database, indicating the presence of sputtering thresholds at a normal incidence of 230 eV for D and 120 eV for He, in the case of tungsten.
Concerning changes to surface morphology via light ion bombardment (hydrogen isotopes and helium), blistering and He-induced surface modification (e.g., the formation of surface holes and nanofibers) are typical for PFMs.
Interactions of fusion plasmas with tungsten are characterized by ion bombardment through processes including sputtering, ion reflection, ion implantation, retention (diffusion and trapping), and material modification. Electrons in plasmas primarily bring thermal energy to materials. Although ion and material interactions are studied in a variety of fields, in fusion devices, these interactions have several notable features (known as magnetic confinement concepts). Ion bombardment energy is relatively low, typically from a few electron volts to several kilo-electron-volts (with a very low number of alpha particles in the mega-electron-volt range).[Citation3]
The first dust survey in JET with the ITER-Like Wall (JET-ILW) was presented.[Citation6,Citation7] The composition of intermediate-level radioactive waste dust particles in JET has been studied, and a determination was made regarding the retention of tritium in these particles.[Citation8] Sampling was performed using adhesive stickers from the device’s divertor tiles. Emphasis was on the sampling and analysis of metal particles (Be and W) with the aim of determining the composition, size, surface topography, and internal structure of dust particles. Beryllium dust was identified in the form of both flakes and droplets in the micrometer range. Tungsten, molybdenum, and Inconel constituents were identified, along with many impure species. Particles were categorized, and the origins of various constituents were discussed.
Tungsten dust occurs mainly as partly molten flakes originating from the W-coated tiles. A spherical tungsten particle is not a droplet but is an agglomerate of tiny flakes (200 nm to 1 μm). As a remark on W droplets in JET-ILW, one should mention that the only exception is related to their formation on protruding components as seen during the dedicated melt experiment on intentionally misaligned lamellae in bulk tungsten tile at the divertor base.[Citation9]
II.D. Types of Material Heating
In direct heating systems, heat is given off by a source or produced in a body. In indirect heating, heat is mostly transferred by conduction or radiation.
For most heating methods, it is important how heat transfer occurs. When there is a transfer of energy (heat) from a hotter source to a colder material (seeking balance in accordance with the law of conservation of mass and energy), the heat generated is moved by conduction and surface radiation, and radiation is absorbed, or mechanical movement is initiated. Some methods of heating a material allow direct heating, but others are only suitable for indirect heating. The insulating properties of the environment or of the heated material itself work against heat transfer. Transfer coefficients from one environment to the next influence insulating capabilities and are thus measured. Their values vary depending on many conditions, including scalar quantities and other parameters. The local character of the temperature and the temperature dependence of many metrics (e.g., electrical and thermal conductivity) are of great importance. The internal structure and porosity of the material, as well as its external surface and shape, also have an influence.
In general, there are several realistic methods of material heating that can be used to process various types of waste originating from the operation of thermal equipment. Construction materials, as well as the waste derived from them, usually have mechanical resilience and high thermal resistance. In order for a desired qualitative change to occur, and especially with regard to the high melting points of these materials, it is advisable to supply a correspondingly large amount of heat. Since it is necessary to reach very high temperatures, one can realistically consider the methods listed in .
TABLE I Types of Material Heating*
II.E. Induction Heating
Induction heating is an electrothermal technology for the processing of materials. The main principle of induction heating is generation of the joule losses in the workpiece. Induction heating is the heating of a conductive material (usually metal) by eddy currents that are induced in it by the electromagnetic field. The current flowing through the conductor’s resistance dissipates energy as heat through the material. Inductive heating is used for soldering, annealing, and melting metals.
A time-varying electrical current flowing through the inductor creates a nonstationary magnetic field around it. The nonstationary magnetic field induces an eddy current in electrically conductive objects. An eddy current is an electric current that arises in flat and volume conductors when the magnetic induction flux of their surroundings changes. In such cases, the induced currents behave like current loops: They try to prevent the change that caused the induced current with their field, thus weakening the exciting magnetic flux. The greatest attenuation occurs in the middle of the cross section of the electromagnetic field because it is surrounded by all the induced currents.
An eddy current passing through a material with a real impedance component leads to a loss of joules, which results in the heating of the material.[Citation10] Heating is carried out by a coil with a few turns, sometimes cooled by water, into which the heated material is placed either directly or in a nonconductive cup. The coil is powered by an alternating current, sometimes at the main frequency (50 Hz) but more often at a high frequency of tens to hundreds of kilohertz. Lower frequencies are used for large objects while higher frequencies are used for thin-walled and small objects.
Induction heating can be performed by the direct or indirect method.[Citation11] In the case of direct induction heating, joule losses are generated directly in the object that is being heated. Indirect induction heating entails first heating an element suitable for induction heating and then transferring the heat by conduction to the workpiece.
An indirect heating method is advisable for the given conditions and is further supported by the tests carried out herein. Therefore, an indirect method was chosen for tungsten heating at this stage of the research. Based on premeasured values of the dependence of resistance on frequency, it was more advantageous to test the samples in this way first. To reach higher temperatures, a direct heating method would be necessary. A direct method would require more power from the heat generator and further modifications to equipment, but it would achieve a higher degree of sintering and even melting. Direct heating would allow a material to approach the melting temperature of tungsten.
II.F. Sintering of W Powder
The beginning of sintering of tungsten powder already occurs at significantly lower temperatures than the melting temperature of tungsten. The sintering process takes place under the influence of heat. The course of the process is affected, for example, by the presence of even small amounts of suitable substances. In Ref. [Citation12], a method of activating the sintering process of tungsten powders used a closed reaction space and hydrogen, and steam saturated with water was observed. Sintering was done in a hydrogen environment at a temperature of 1200°C in the classic running system and in a closed reactor with indirect heating. This sintering process is allowed to activate super coarse-grained (1000 μm) tungsten powders at relatively low temperatures (1000°C to 1200°C).
Tungsten powder begins to sinter at significantly lower temperatures than the melting temperature of tungsten. The sintering process takes place under the influence of heat. The course of the process is affected by the presence of even small amounts of suitable substances. A method exists of activating the sintering process of tungsten powders using a closed reaction space and hydrogen steam saturated with water.[Citation12] Sintering was undertaken in a hydrogen-rich environment at a temperature of 1200°C in the classic running system and in a closed reactor with indirect heating. This sintering process allows the activation of coarse-grained (1000 μm) tungsten powder at relatively low temperatures (1000°C to 1200°C).
III. MEASURED VALUES OF RESISTIVITY
A systematic overview analyzed various state-of-the-art techniques for measuring electrical impedance (and, consequently, electrical resistivity) in mortar and concrete elements.[Citation13] Different methods were described and discussed, and pros and cons were highlighted with respect to the performance, reliability, and degree of maturity of each method. Our chosen method for measuring tungsten-based materials was not included in this comprehensive publication.
The resistivity of tungsten-based materials was studied through physical experiments with different samples and determined using a laboratory RLC Meter Jet 7600 and a method based on inverse problem solving.[Citation14] The method described in Ref. [Citation15] uses a simplified algorithm to define electrical resistance with the following steps:
The sample is prepared, and geometric characteristics, such as height and diameter, are measured.
The empty inductor is calibrated, and its internal electrical resistance is measured.
Input impedance in the inductor is measured with the load.
Input impedance of the inductor with the load is calculated for different electrical resistance and frequency using a mathematical model.
The measured and calculated values of the input impedance are compared and for the balance condition defined electrical resistance of the load.
Although the value of the electrical resistance of the load does not depend on the measured frequency, for its correct evaluation it must be obtained from the same relative values, taking into account the accuracy of the measurement and the kind of calibration of the mathematical model. Generally, the accuracy of the method used to define electrical resistivity is no more than 10%.
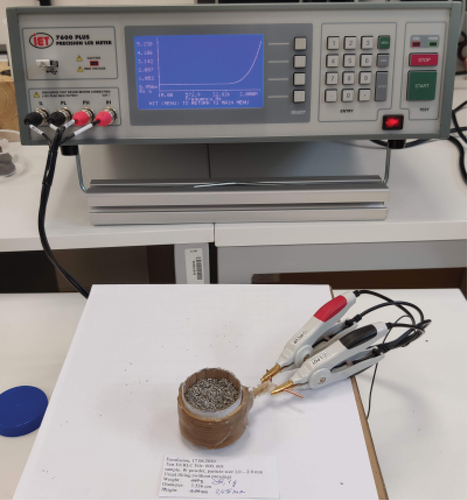
The measurement of the electrical parameters of the tungsten dust sample cell (the “load”) through the measuring inductor coiled around the sample is shown in .
Fig. 1. Measuring the electrical parameters of the cell. The test material (the load) is W dust, and the measuring inductor is coiled around the sample.
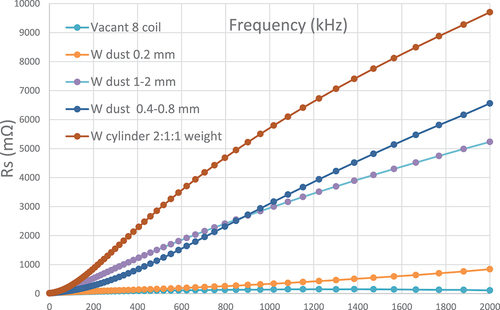
The measured values of resistivity as a function of magnetic field frequency for samples of tungsten dust are shown in , where the difference in resistance between the powder samples formed by pressure press and the loose powder samples is also visible. Vacant is an empty coil at the air atmosphere measurement. A pressure-pressed and consolidated roll of these powders (20 µm): (0.4 to 0.8 mm): (1 to 2 mm) is made in a 2:1:1 weight ratio.
Fig. 2. Dependence of resistance value on continuous frequency change. Comparison of W dust (1 to 2 mm) and rollers pressed from the same dust size.
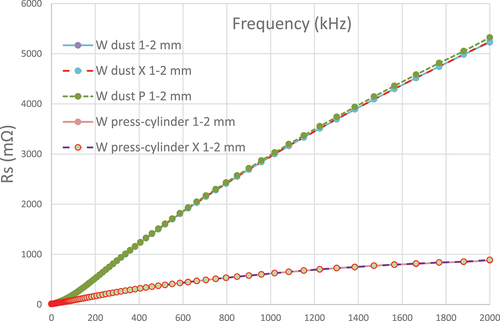
Fig. 3. Dependence of resistance value on continuous frequency change. Comparison of W dust (0.4 to 0.8 mm) and rollers pressed from the same dust size.
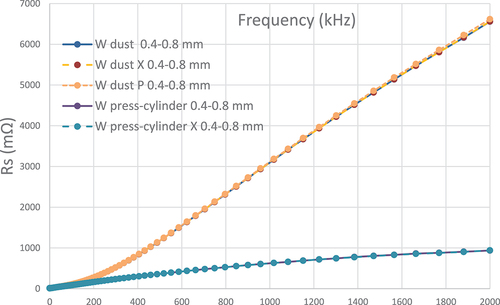
Fig. 4. Dependence of resistance value on continuous frequency change. Comparison of W dust (0.2 mm) and rollers pressed from the same dust size.
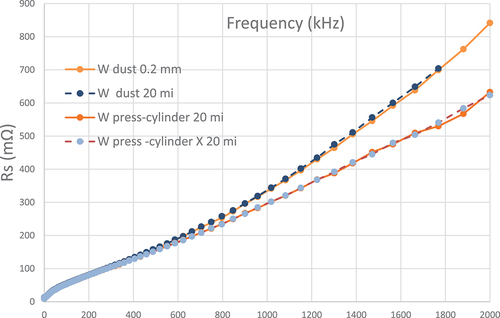
Fig. 5. Dependence of resistance value on continuous frequency change. Comparison of pressed rolls of W dust of different grain sizes and an empty coil (air atmosphere measurement).
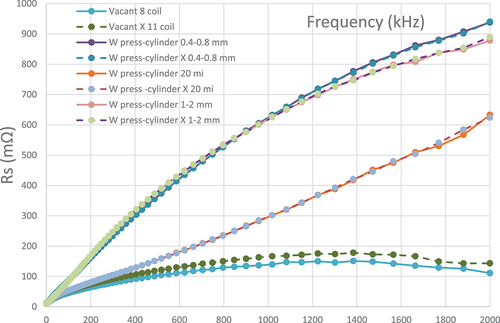
Fig. 6. Dependence of resistance value on continuous frequency change. Comparison of W powders of different grain sizes, a pressure-pressed roll of these powders in a ratio of 2:1:1 weight, and an empty coil (air atmosphere measurement).
Close values were measured for similar but different samples in certain areas of the graphs. The observed very small deviations increased with increasing frequency. Generally, at low frequencies the measured values are very close to each other.
Bigger differences are visible according to the way the samples were treated before measurement (W samples of loose and pressed dust) and according to the grain size. shows the effect of grain size but also the composition of grain size from several grain size fractions on the dependence of resistivity with a change in the frequency of the magnetic field.
IV. TUNGSTEN INDUCTION HEATING
Compact samples of tungsten dust with different granulometric compositions were prepared by pressing them into the shape of small cylinders. Test pellets were prepared from tungsten particles of grain sizes of 20 µm, 0.4 to 0.8 mm, and 1 to 2 mm. A BSML 21 laboratory hydraulic press was used to press power 250 kN. Samples were prepared with the addition of demineralized water, tritium water, or no water at all. Samples prepared at the Italian National Agency for New Technology, Energy and Sustainable Economic Development (ENEA) Frascati were tested. Samples were prepared from tungsten dust into which hydrogen was unfused under high pressure and temperature (final H concentration: 15 ppm).
The experiments herein were carried out using indirect induction heating with a high-frequency FRQ-60 induction furnace. The furnace has an output power of 40 kW and a variable frequency of 3 to 40 kHz. An argon atmosphere was used. The crucible was made of the AISI Type 304 stainless steel.[Citation16]
Tungsten was heated to a temperature above 1000℃ in an argon atmosphere. For this purpose, a special fully enclosed box was built to prevent air oxidation of tungsten. Temperature measurements were made using a thermocouple () and an optical pyrometer (). It was cooled under an inert atmosphere and analyzed by X-ray diffraction analysis.
Fig. 7. The thermocouple inside the crucible.

Fig. 8. Manual pyrometer.

It is evident from the analysis that there was no significant oxidation of the heated material. It was impossible to determine the degree of hydrogen desorption using this method because the concentration of absorbed hydrogen in the input material was already lower than the detection limit of the device.
The hydrogenated samples prepared in ENEA were measured about 1 week after their preparation and contained about 8 ppm of hydrogen. After about 2 months, no hydrogen was found inside the sample.
Both direct induction heating and indirect induction heating were used in this experiment. Direct induction heating entailed heating the sample directly by an electromagnetic field. Indirect induction heating involved heating the crucible and transferring the heat to the sample via conduction. Direct induction heating requires preparation of the samples in the manner described above, and the results strongly depend on the material properties of the specimen. By contrast, indirect induction heating depends on the material properties of the crucible and the sample’s thermal conductivity coefficient. To avoid oxidizing the tungsten, the operation takes place in an inert atmosphere of argon. The tungsten was heated to 1100°C, where it was held for 600 s. The heating was then turned off, and we waited for the tungsten to cool and turned off the argon supply. The weight loss caused by the leakage of gaseous components from the samples was monitored, and the change in the dimensions of the sample rollers after partial sintering was observed.
V. CONCLUSION
A special method of measuring resistance was tested. Tests were performed to observe the dependence of resistance value on the continuous change of frequency. Obvious differences in measured resistivity were found between samples of the same composition but that had been mechanically treated differently. This was similar for samples made of W powders of different grain size. These parameters are relevant for the setup of electromagnetic induction material heating devices.
Because waste materials have variable compositions, dusts of widely varying parameters must be tested. Even with the same chemical composition, other parameters of EU DEMO waste dusts will manifest themselves that will necessarily have a significant influence on the setting of the induction generator for heating. Among these parameters are grain size, grain size curves, dust grain shapes, density, consistency of hydrogen bonding in the dust, and contamination, as well as other quality parameters. This means that further testing is incumbent, and a basic device setup must be sought.
It is essential to safely set up the sintering process of tungsten waste as well as its subsequent melting. The aim is to fully remove the radioactivity carried by the tritium bound in the waste. It is also necessary to monitor the optimum induction heating atmosphere. The hydrogen (tritium) bound in the W waste dust has a significant influence. Tritium in tungsten dust from the tokamak is significantly more tightly bound than in samples prepared only at higher pressure and temperatures around 2000 K. The use of high temperatures appears necessary in order to recycle the tungsten waste.
Disclosure Statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- A. AUTRICQUE et al., “Dust Remobilization from Rough Planar Surfaces in Tokamak Steady-State Plasmas,” Nucl. Mater. Energy, 17, 284 (Dec. 2018); http://dx.doi.org/10.1016/j.nme.2018.11.013.
- R. BEHRISCH and W. ECKSTEIN, “Introduction and Overview,” in “Sputtering by Particle Bombardment,” Topics in Applied Physics, Vol. 110, Springer, Berlin, Heidelberg (2007); http://dx.doi.org/10.1007/978-3-540-44502-9_1.
- M. RIETH et al., “Behavior of Tungsten Under Irradiation and Plasma Interaction,” J. Nucl. Mater., 519, 334 (June 2019); http://dx.doi.org/10.1016/j.jnucmat.2019.03.035.
- J. MATOLICH, H. NAHM, and J. MOTEFF, “Swelling in Neutron Irradiated Tungsten and Tungsten-25 Percent Rhenium,” Scr. Metall., 8, 7, 837 (1974); http://dx.doi.org/10.1016/0036-9748(74)90304-4.
- S. TOKKE et al., “Effect of Pulsed Deuterium Plasma Irradiation on Dual-Phase Tungsten High-Entropy Alloys,” Fusion Eng. Des., 183, 113260 (Oct. 2022); http://dx.doi.org/10.1016/j.fusengdes.2022.113260.
- N. ASHIKAWA et al., “Determination of Retained Tritium from ILW Dust Particles in JET,” Nucl. Mater. Energy, 22, 100673 (Jan. 2020); http://dx.doi.org/10.1016/j.nme.2019.100673.
- A. BARON-WIECHEC et al., “First Dust Study in JET with the ITER-Like Wall: Sampling, Analysis and Classification,” Nucl. Fusion, 55, 11, 113033 (2015); http://dx.doi.org/10.1088/0029-5515/55/11/113033.
- A. BARON-WIECHEC et al., “First Scanning Electron Microscopic Study of Dust Particles and Debris from JET with the ITER-Like Wall,” EUROFUSION WPJET2-PR(14) 12665, EUROfusion Consortium (2014); https://scipub.euro-fusion.org/wp-content/uploads/eurofusion/WPJET2PR14_12665_submitted.pdf.
- M. RUBELA et al., “Dust Generation in Tokamaks: Overview of Beryllium and Tungsten Dust Characterisation in JET with the ITER-Like Wall,” Fusion Eng. Des., 136, Part A, 579 (Nov. 2018); http://dx.doi.org/10.1016/j.fusengdes.2018.03.027.
- V. RUDNEV and G. E. TOTTEN, ASM Handbook Volume 4C: Induction Heating and Heat Treatment, ASM International, Materials Park (2014).
- B. NACKE et al., Theoretical Background and Aspects of Electrotechnologies, Publishing House of ETU, Saint Petersburg (2012).
- I. V. ANDREYEV, V. PETROVYCH, and L. GEORGYIVNA, “Some Features of Sintering of Tungsten Powders,” Sci. Sintering, 48, 2, 191 (2016); http://dx.doi.org/10.2298/SOS1602191A.
- G. COSOLI et al., “Electrical Resistivity and Electrical Impedance Measurement in Mortar and Concrete Elements: A Systematic Review,” Appl. Sci., 10, 24, 9152 (2020); http://dx.doi.org/10.3390/app10249152.
- I. POZNYAK, A. PECHENKOV, and A. SHATUNOV, “Electrical Conductivity Measurement of Oxides Melts,” Proc. Int. Scientific Colloquium Modelling for Material Processing, Riga, Latvia, June 8–9, 2006.
- J. STOKLASA and L. KARÁSKOVÁ NENADÁLOVÁ, “Recovery of Tungsten—Final Report on IPP.CR Contribution to Industrial Technologies for the Recycling of Radioactive Materials, SAE-3.6.1-T001-D010,” EFDA_D_2NAHYV, EUROFUSION (2021).
- A. ZEMAN et al., “Behavior of Cold-Worked AISI-304 Steel in Stress-Corrosion Cracking Process: Microstructural Aspects,” Appl. Surf. Sci., 255, 1, 160 (2008); http://dx.doi.org/10.1016/j.apsusc.2008.05.301.