
ABSTRACT
Cotton and oil-based fibre consumption is highly problematic because the growth of these materials often requires fertilisers and toxic pesticides. Less environmentally damaging alternative fibres are urgently required. This study investigates Manila-hemp paper-yarn textile fabrics. Manila-hemp (abacá) is a species of banana grown as a commercial crop in the Philippines, Ecuador, and Costa Rica. Knitted structures of paper, cotton, viscose, and polyester yarns are tested and compared. Tensile strength tests are also performed. Paper yarn shows low shrinkage and no pilling, which are excellent characteristics for use in the textile and clothing industries. However, its poor handleability/knittability, high stiffness, and hard grip must be resolved for the widespread application of paper yarn in the textile industry in the future.
摘要
棉花和油基纤维的消费是一个很大的问题,因为这些材料的增长往往需要化肥和有毒农药. 迫切需要对环境危害较小的替代纤维. 本研究以马尼拉麻纸纱织物为研究对象. 马尼拉大麻(abaca)是一种香蕉,作为商业作物种植在菲律宾、厄瓜多尔和哥斯达黎加. 对纸、棉、粘胶、涤纶纱线的针织结构进行了测试和比较. 还进行了拉伸强度试验。纸纱具有收缩率低、不起球等特点,是纺织服装行业的优良产品. 然而,纸纱的易手性/可编织性差、刚度高、握力强等问题,必须解决,才能在纺织工业中得到广泛的应用.
Introduction
The global population increases continuously, accompanying increased standards of living for many individuals; these trends in turn generate increases in textile product consumption. The increased demand for textiles has inspired debate regarding global supplies of cotton- and oil-based products. The consumption of cotton and oil-based fibres is a major problem because cotton, a rare commodity, is now grown in many unnatural locations with the help of fertilisers and toxic pesticides (Dai and Dong Citation2014; Islam and Khan Citation2014). Many argue that it is morally unjustifiable to grow cotton instead of food, considering the increasing global population and levels of environmental awareness (Fletcher Citation2014; Theriault and Tschirley Citation2014). Therefore, it is necessary to find less environmentally damaging alternative yarns for the manufacture of clothing and other textile products. One possible alternative is paper yarn from Manila hemp (abacá) (Ryder and Morley Citation2012).
The use of paper as a raw material for yarn production has many advantages. Firstly, paper is a renewable and eco-friendly material made from cellulose (Chummun and Rosunee Citation2012). In addition, demand for paper is currently decreasing because many people now read the newspapers, pay bills, etc., via the Internet; this behavioural change has created overcapacities in the pulp and paper industry, inspiring searches for new business opportunities. Paper yarn could help to solve this problem (Hujala et al. Citation2013).
Paper yarn comes from Manila hemp plants that are grown for paper yarn production in Ecuador, harvested, and shipped to Japan, where the paper is produced (Kicińska-Jakubowska, Bogacz, and Zimniewska Citation2012; Oji Fiber® Co., Ltd. Citation2015). A Manila hemp plant reaches the appropriate maturity level in approximately 3 years; it is then 5–6 m tall and can have a width of 20–40 cm. Once the plant has been felled and the leaves removed from the stem, the stem is torn into sheaths and moved for drying. At the end of these processes, the fibre length is approximately 3.5 mm and the width is 16–35 µm. The cross-section can vary from round to oval (Chummun and Rosunee Citation2012; Park and Lee Citation2013). Hence, a paper is produced that can be processed into a yarn, which can then be manufactured into a textile fabric. The fibre contains lignin, which holds the cellulose fibres together, while the surface is covered with flat cells; this is characteristic of Manila hemp (Kicińska-Jakubowska, Bogacz, and Zimniewska Citation2012). Three beneficial features of this type of hemp are its strength, stretchability, and water repellence (Oji Fiber® Co., Ltd. Citation2018). The production of paper with characteristics appropriate for yarn is difficult or impossible with short fibres. The paper yarn manufacturing process is the same as that for paper; the difference is in the handling while creating the yarn. Paper sheets are first cut into narrow strips, which are then twisted into yarn.
Paper yarn produced in this way may constitute an environmentally friendly alternative to cotton and oil-based synthetic fibres (Chummun and Rosunee Citation2012; Park and Lee Citation2013). No hazardous substances are emitted from the manufacturing process and paper yarn can be recycled biologically in an environmentally friendly cycle. Further research and development in the pulp and paper industry may allow the production of paper yarn using raw material sourced from forests in Northern Europe, the USA, and Japan. Paper yarn has some advantages in textile fabrics, such as low static electricity and low weight; however, it also has low softness and stretchability, and the woven fabric wrinkles easily (Murate et al. Citation2008).
One interesting research avenue is the possibility of using paper yarn fabrics for clothing, for which factors such as handleability during knitting and weaving are important. Other important characteristics to investigate for such yarn include its washability, shrinkage, pilling, and tensile strength. The tensile strength and yarn structure are two of the most important parameters to test for a knitted material (Das Citation2010; Mwasiagi, Huang, and Wang Citation2008). Pilling, an undesirable effect caused by fabric abrasion, often yields uneven material surfaces. According to Göktepe (Citation2002), pilling occurs more commonly on artificial fibres because of their higher tensile strengths. Fibres with high elongation are more resistant to abrasion, but require more complex study because of the many influencing factors such as the fibre type, material properties, final preparation, and yarn structure (Özdil, Kayseri, and Mengüç Citation2012).
This study investigates textile fabrics of paper yarn made from Manila hemp, and is intended to spread knowledge of this material. Knitted structures made of paper yarn and other fibres, i.e. cotton, viscose, and polyester yarns, are considered, and the properties of these knitted fabrics are tested. The considered properties are the handleability or knittability, dimensional change (shrinkage), and pilling. Tensile strength tests of the yarns are also performed and their surface properties are examined. The observed properties are then compared and analysed. The following research questions are posed in this study:
Research Question One (RQ1): How does the handleability/knittability of fabrics made of paper yarn compare to those of conventional cotton, viscose, and polyester fabrics?
Research Question Two (RQ2): What are the mechanical properties, pilling, and dimensional change (shrinkage) of weft knitted fabrics made of Manila-hemp paper yarn, and how do they compare to those of conventional cotton, viscose, and polyester fabrics?
Research Question Three (RQ3): How does the tensile strength of paper yarn compare to those of cotton, viscose, and polyester yarns?
These research questions are answered through literature studies, company visits, and tests of yarn and knitted samples. All the material samples used in this study were knitted at the University of Borås, The Swedish School of Textiles. Test experiments were also conducted there.
Materials and methods
Yarns used in tests
The yarns used in this study were Manila-hemp paper yarns, along with yarns made from cotton, viscose, and polyester as detailed in (Eckard and Hjelm Citation2015). The paper yarns were manufactured and sold by OJI Fiber® Co., Ltd. (Japan), under the brand name OJO+® (Oji Fiber® Co., Ltd. Citation2018). The aim was to compare the properties of commonly used materials in the textile and fashion industries with those of paper yarn (Wai Citation2014).
Table 1. Yarns used in tests
Knitting machines and structures
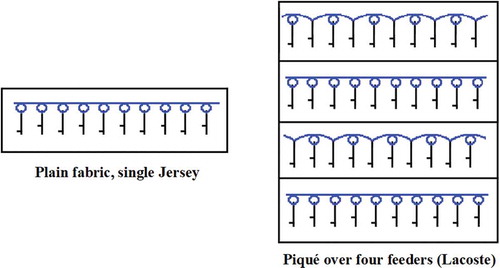
Circular-knitting single-jersey machines were used to knit the samples. A Monarch RX-SDY machine (gauge E28) was used for the handleability/knittability trials, which utilised plain fabrics with single jersey structures (). A Camber Velnit N.C. machine (gauge E18) was also used to prepare the same structure. All samples used in the pilling and shrinkage tests were knitted on a Mayer & Cie Relanit 0.8 machine (gauge E12), which was specially built and equipped to knit stiff yarns (Göktepe Citation2002). The structure used in these tests was the Piqué over four feeders (Lacoste), as shown in (Spencer Citation2001).
Figure 1. Knitted structures used in samples: plain fabric, single jersey and piqué over four feeders. (Lacoste)
Fabric performance tests
Handleability/knittability
The handleability/knittability was investigated in knitting experiments performed on the machines and structures mentioned above. During these tests, the knitting processes and their outcomes were studied and analysed in terms of the yarn knittability and inaccuracies in the knitted fabrics.
Shrinkage
The shrinkage of the knitted fabrics was tested according to the “Textiles – Preparation, marking and measuring of fabric specimens and garments in tests for determination of dimensional change” standard established by the International Organization for Standardization (ISO Citation2011) at room temperature (22°C). The washing machine used was a Wascator FLE12OFC; the detergent was Skona white wash, perfume free.
Pilling
The pilling was tested using a Martindale 2000 machine according to “Textiles – Determination of fabric propensity to surface fuzzing and to pilling – Part 2: modified Martindale method” (ISO Citation2000). The tests were performed using the face-to-face method, in which the sample body was rubbed against the fabric at various intervals, i.e. for 125, 500, 1000, 2000, 5000 and 7000 cycles.
Tensile strength tests
The tensile strength tests were performed as stated in “Textiles – Tensile properties of fabrics – Part 1: Determination of maximum force and elongation at maximum force using the strip method” (ISO Citation2013). The yarns used in the knitted samples in the other tests were considered. All knitted samples were manufactured under the following conditions: temperature: 23°C, air (relative) humidity (RH): 45–49%, at the knitting laboratory of The Swedish School of Textiles, University of Borås. Details of the yarns and the sample numbers are given in .
Table 2. Paper yarn and reference yarns for knitting and testing
Surface properties of yarns and knitted fabrics
A VE-9800 scanning electron microscope (SEM; Keyence, Japan), was used to analyse the surface properties of the yarns and fabrics. All test samples were prepared with a noble metal, i.e. platinum, in an MSP-20-UM machine (Skinkuu, Japan). This machine covered each sample with a platinum grid to obtain conductive samples. The knitted structures were photographed on both sides and in the cross-sectional direction to allow comparison of the characteristics of the three types of cellulose yarn materials, i.e. paper, cotton, and viscose.
Results
Handleability/knittability of paper yarn
First knitting experiment
The first knitting experiment was performed on a Monarch Single Jersey machine (gauge E28) and involved a plain knitting structure. The material was paper yarn with Nm 50/1 or 30/1. The result showed defects in the fabric, even for yarns treated with moisture before knitting. Another knitting experiment was performed with the same yarns and structure on a Camber Velnit Single Jersey machine (gauge E18). This attempt also failed, with inaccuracies in the knitted fabric.
Second knitting experiment
A Mayer & Cie Single Jersey machine (gauge E12) was used for the second knitting experiment. This machine is equipped specifically to knit stiff yarns such as metallic yarns, aramids, and carbon fibres. In this case, the knitted structure was Piqué over four feeders (Piqué Lacoste). The fabrics compared in the second knitting experiment all had the same structures and were knitted on the same machine. Note that the paper yarns with yarn counts of Nm 50/1 and Nm 51/1 (samples 9 and 10, ) deviated because they were plain fabric single-jersey structures knitted in the Camber Velnit circular knitting machine for the first knitting experiment; therefore, they could not be compared with the samples featuring the Piqué Lacoste binding. The plain fabric structure was created in order to investigate a fabric that is highly prevalent in the fashion industry.
A notably superior result compared to the first knitting experiment was obtained using the E12 machine, with fewer or almost no holes and less damage in the fabric. These tests showed that processing of paper yarns is difficult, especially in fine-gauge knitting machines. In this experiment, fabric samples composed of different materials and yarn counts were also made using the same machine for use in the pilling and shrinkage tests ().
Shrinkage
Regarding the degree of shrinkage or dimensional change, the paper yarn exhibited the best results (). This yarn had the lowest values in terms of both shrinkage and elongation, at ≤5%. The samples were analysed according to the shrink template specified in the “Textiles – Preparation, marking and measuring of fabric specimens and garments in tests for determination of dimensional change” standard (ISO 3759, 2011). The graph in shows the percent changes in the length and width dimensions of the test samples. The sample that exhibited the greatest change was sample 5; this sample increased in the lengthwise direction and decreased in the width direction. Sample 6 exhibited the greatest percentage change among all samples. The best results were obtained for samples 1, 2, 9, and 10.
Figure 2. Dimensional change (mean value)
Pilling
The pilling evaluation was performed in accordance with the ASTM D3512 standard used to examine the pilling of woven and knitted structures. Results are reported on a scale of 1–5, where 5 indicates no pilling. After the first intervals of 125, 500, 1000, and 2000 cycles, no differences could be seen. The test, therefore, continued to the next range of 5000 cycles. During this interval, samples 3, 4, and 5 began to exhibit rising, but no clear pilling was apparent. After 5000 cycles, samples 3, 4, 5, and 6 all exhibited pilling, but samples 9 and 10 remained pilling-free. After 7000 cycles (the highest interval), samples 1, 8, 9, and 10 were pilling-free, as shown in .
Figure 3. Pilling effect on test samples after 7000 turns in accordance with ASTM D3512 scale
Comparison of the samples composed of different fibre materials revealed that the fabrics made of paper yarn exhibited the best results. No pilling was found in these samples compared with those of yarns using other materials. The cotton fabric exhibited the highest rate of pilling.
Tensile strength test of yarns
In the tensile strength test, seven different yarns composed of four fibre materials (paper, cotton, polyester, and viscose) were tested under dry and wet conditions, as detailed in and , respectively. The yarn with the greatest percentage elongation under dry conditions was sample number 7, i.e. polyester. The lowest rate of elongation was obtained for sample number 4, i.e. paper yarn. Samples 1 and 2, which were paper yarns, exhibited the highest force at break. Sample number 5, a cotton yarn, exhibited the lowest force at break.
Table 3. Tensile test results for yarn under dry conditions (mean value)
Table 4. Tensile test results for yarn under wet conditions (mean value)
The yarn with the greatest percentage elongation under wet conditions was sample number 14, i.e. polyester. Sample 8, a paper yarn, exhibited the lowest rate of elongation (percentage). The highest force at break was exhibited by samples 8 and 9, which were paper yarns. The viscose yarn, sample 13, exhibited the lowest force at break.
SEM investigation
SEM photographs of the front and reverse sides of the paper, cotton, and viscose fabric samples are shown in , respectively. Significant differences appear between the images of the front sides of the fabric samples for the paper yarn fabric and the other two materials. The surface of the paper yarn fabric is considerably more even, with considerably fewer fibres protruding from the surface compared with the cotton and viscose samples. This difference can be explained by considering the manufacturing processes of the different yarns. The cotton and viscose yarns are staple fibre yarns produced through traditional ring spinning, with short fibres held together to form yarn by friction only. This causes fibre ends to protrude from the fabric surface, as shown in . Meanwhile, paper yarn is made by shredding a finished paper sheet into thin strips, which are then twisted into a thin yarn. Thus, the cellulose fibres are tightly bound in the strips of paper and have less or no opportunity to protrude from the fabric surface.
Figure 4. SEM photographs of front sides of knitted samples
Figure 5. SEM photographs of reverse sides of knitted samples
Figure 6. Surfaces of three types of yarn material
Discussion
The results for the knitted samples obtained in this study indicate that the choice of machine gauge is crucial as regards knittability of paper yarn. The machine must be able to knit paper yarn, which is stiffer and more rigid than cotton, viscose, and polyester. The latter materials have manufacturing processes completely unlike that of paper yarn and are sufficiently flexible for use in a variety of knitting machines and gauges. The difficulties regarding the handleability/knittability of paper yarns could possibly be avoided by treating the yarn with paraffin, oil, or some form of moisture before knitting; this problem can be studied further in the future. Fabrics knitted from paper yarn have a stiffer and harder grip than those knitted from the other yarn types considered in these tests; this difference was confirmed by the tensile strength test, in which the paper yarn exhibited the second-highest force at break.
No pilling, i.e. the value of 5 on the standard pilling scale, was obtained for fabrics manufactured of pure paper yarn with no other yarn components. These fine anti-pilling properties are likely due to the very different manufacturing process of the paper yarn compared to the other yarns in the test. Recall that the paper is shredded into thin strips, which are then twisted into a yarn. In contrast, the other yarns are spun according to the conventional ring spinning method, which allows easier protrusion of fibre ends from the yarn. Pilling then occurs when the fabric is exposed to abrasion.
The fabrics knitted of paper yarn all exhibited good properties, with no significant shrinkage or elongation, as these values were within 5%. Sample 5 exhibited the greatest percentage change, which may have been because of the tangling of the material during the washing process. All conditions for the various samples in the tests were similar, except the fibre content. Therefore, we conclude that the reason for the superior results exhibited by the paper yarn was the material type, i.e. paper.
The tensile test results show that paper yarn not only feels stiff, but also has low elongation. We conclude that this characteristic depends on the yarn production process. In contrast to the paper yarn production process, the reference samples are composed of staple fibres spun together. This likely explains why Manila hemp is often used in ropes for high-strength applications.
One purpose of this study was to study the properties of Manila-hemp paper yarn and to compare this material with other yarns in conventional structures used in the fashion and textile industry. The answers to the research questions posed at the beginning of this work are as follows.
RQ1: How does the handleability/knittability of fabrics made of paper yarn compare to those of conventional cotton, viscose, and polyester fabrics?
Answer: The handleability/knittability must be improved to facilitate the future widespread use of paper yarn in the textile industry. The high stiffness and hard grip of paper yarn fabric must also be resolved.
RQ2: What are the mechanical properties, pilling, and shrinkage of weft knitted fabrics made of Manila-hemp paper yarn, and how do they compare to conventional cotton, viscose, and polyester fabrics?
Answer: The results of the shrinkage and pilling tests indicate good performance for the paper yarn compared with the reference samples. Paper yarn has low shrinkage and shows no pilling tendency; these are excellent characteristics for fabrics intended for use in the textile and clothing industries.
RQ3: How does the tensile strength of paper yarn compare to those of cotton, viscose, and polyester yarns?
Answer: In the dry and wet tensile tests, the paper yarn exhibited good strengths. Good performance was observed as regards the breaking force, elongation, and tenacity compared to cotton, viscose, and polyester. Unsurprisingly, polyester was the strongest yarn. However, the paper yarn also exhibited good strength under wet conditions.
Conclusion
The aim of this study was to experimentally examine various aspects of paper yarn in combination with knitting manufacturing techniques to evaluate the performance of these materials and their prospects for use in textile and fashion products. The hypothesis was that paper yarn could potentially be used as a raw material for various products in the textile industry.
As regards the mechanical properties of paper yarn compared to conventional cotton, viscose, and polyester yarns, the handleability/knittability was found to be problematic. This issue must be resolved to facilitate greater future use of paper yarn in the textile industry. The high stiffness and hard grip of the paper yarn fabric are also issues that must be resolved. The shrinkage and pilling tests all revealed good results for paper yarn compared to the reference samples. Paper yarn has low shrinkage and shows no pilling tendencies; these are excellent characteristics for fabrics for use in the textile and clothing industry.
In this study, paper yarn from only one manufacturer was tested, and knitted structures produced on only one needle bed were knitted and tested. The reported results may not be representative of all paper yarns or fabrics knitted from them.
The authors hope that this study will inspire greater research on paper yarn, and perhaps encourage companies to consider this material and investigate its possibilities. If companies in the relevant industries find paper yarn of value, this material may constitute an alternative to environmentally harmful fibres. Such an outcome would have a positive effect on the environment.
Acknowledgments
We gratefully acknowledge the support and generosity of knitting technician Tommy Martinsson, The Swedish School of Textiles, University of Borås, without whom the present study could not have been completed.
Additional information
Funding
References
- Chummun, J., and S. Rosunee. 2012. Manufacture of folded and twisted paper yarn. Research Journal of Textile & Apparel 16 (4):93–100. doi:10.1108/RJTA-16-04-2012-B010.
- Dai, J., and H. Dong. 2014. Intensive cotton farming technologies in China: Achievements, challenges and countermeasures. Field Crops Research 155:99–110. doi:10.1016/j.fcr.2013.09.017.
- Das, B. R. 2010. Tensile behaviour of spun yarns under static state. Journal of Engineered Fibers and Fabrics 5 (1):1–9. doi:10.1177/155892501000500101.
- Eckard, A., and J. Hjelm. 2015. Trikå av pappersgarn (knitted fabrics of paper yarn). BSc thesis, University of Borås, Sweden. [in Swedish]
- Fletcher, K. 2014. Sustainable fashion and textiles: Design journeys, Second ed., Vols. 8–9, 43–44. Milton Park, Abingdon, Oxon: Routledge.
- Göktepe, Ö. 2002. Fabric pilling performance and sensitivity of several pilling testers. Textile Research 72 (7):625–30. doi:10.1177/004051750207200710.
- Hujala, M., H. Arminen, R. C. Hill, and K. Puumalainen. 2013. Explaining the shifts of international trade in pulp and paper industry. Forest Science 59 (2):211–22. doi:10.5849/forsci.11-078.
- International Standards Office. 2000. ISO 12945-2 – Textiles - Determination of fabric propensity to surface fuzzing and to pilling – Part 2: Modified Martindale method: Bibliographical references: Electronic documents. Geneva: ISO.
- International Standards Office. 2011. ISO 3759 – Textiles – Preparation, marking and measuring of fabric specimens and garments in tests for determination of dimensional change: Bibliographical references: Electronic documents. Geneva: ISO.
- International Standards Office. 2013. ISO 13934-1 – Textiles - tensile properties of fabrics - part 1: Determination of maximum force and elongation at maximum force using the strip method: Bibliographical references: Electronic documents. Geneva: ISO.
- Islam, M. M., and M. M. R. Khan. 2014. Environmental sustainability evaluation of apparel product: A case study on knitted T-shirt. Journal of Textiles 2014:643080. doi:10.1155/2014/643080.
- Kicińska-Jakubowska, A., E. Bogacz, and M. Zimniewska. 2012. Review of natural fibers. Part I—Vegetable fibers. Journal of Natural Fibers 9 (3):150–67. doi:10.1080/15440478.2012.703370.
- Murate, H., F. Terasaki, M. Shigematsu, and M. Tanahashi. 2008. Improvement in the stretching property of paper yarn by shape memorization produced with high-pressure steam treatment. Journal of the Society of Fiber Science and Technology 64 (3):74–78.
- Mwasiagi, J. I., X. Huang, and X. Wang. 2008. Performance of neural network algorithms during the prediction of yarn breaking elongation. Fibers and Polymers 9 (1):80–86. doi:10.1007/s12221-008-0013-5.
- Oji Fiber® Co., Ltd. Characteristics. Accessed September 16, 2018. http://www.ojifiber.co.jp/en/product/#characteristics.
- Özdil, N., G. Ö. Kayseri, and G. S. Mengüç. 2012. Analysis of abrasion characteristics in textiles. In Abrasion resistance of materials, ed. M. Adamiak., 119–46. London: IntechOpen. doi:10.5772/29784.
- Park, T. Y., and S. G. Lee. 2013. A study on coarse Hanji yarn manufacturing and properties of the Hanji fabric. Fibers and Polymers 14 (2):311–15. doi:10.1007/s12221-013-0311-4.
- Ryder, K., and N. Morley. 2012. Pulp fiction? Re-innovation of paper manufacture from textiles. Textile: the Journal of Cloth and Culture 10 (2):238–47. doi:10.2752/175183512X13315695424437.
- Spencer, D. J. 2001. Knitting technology: A comprehensive handbook and practical guide. 3rd ed. Cambridge: Woodhead Publishing Ltd.
- Theriault, V., and D. L. Tschirley. 2014. How institutions mediate the impact of cash cropping on food crop intensification: An application to cotton in Sub-Saharan Africa. World Development 64:298–310. doi:10.1016/j.worlddev.2014.06.014.
- Wai, W. 2014. Innovative textile and fashion design of paper yarn. BSc thesis, The Hong Kong Polytechnic University.