
ABSTRACT
A study was conducted to assess the dyeing efficiency of pashmina and pashmina blendedz knitted fabrics. The pashmina, wool and nylon fibers were blended into five different proportions. Each blend was spun into 48 Nm. The yarn thus prepared was processed into interlock knitted fabric on a circular knitting machine. The knitted fabric was divided into two portions. One part of knitted fabrics was subjected to acid dyeing before nylon dissolution, while another part was subjected to dyeing after nylon dissolution. Both the fabric types were evaluated for dyeing efficiency in terms of color values, and fastness properties, besides their mechanical properties. The results indicated that the removal of nylon from the blended fabric resulted in considerable reduction in tensile strength and areal density, however, the elongation properties were not much altered. After nylon dissolution, the color values and fastness properties showed slight reduction, depending upon the blend composition. The SEM images confirmed that the HCl treatment is efficient to remove the nylon from the blended fabric.
摘要
研究了蚕丝和蚕丝混纺针织物的染色效率. 帕什米纳、羊毛和尼龙纤维按五种不同的比例混合. 将每种混合物纺成48 Nm. 由此制备的纱线在圆形针织机上加工成互锁针织物. 针织物分为两部分. 一部分针织物在尼龙溶解前进行酸性染色,另一部分在尼龙溶解后进行染色. 这两种织物的染色效率都是根据颜色值、牢度性能以及机械性能进行评估的. 结果表明,从混纺织物中去除尼龙会导致拉伸强度和面密度显著降低,但伸长率没有太大变化. 尼龙溶解后,颜色值和牢度性能略有下降,具体取决于共混物的组成. SEM图像证实,HCl处理可以有效去除混纺织物中的尼龙.
Introduction
The pashmina, popularly known as cashmere (Sheikh et al. Citation2021) is a down fiber derived from domestic goat Capra hircus, native to Asia (Anonymous Citation2005; Sofi et al. Citation2018). It is the prince of specialty hair fibers, produced chiefly from China followed by Mongolia, Afghanistan, Iran, Russia, Australia and India (Sheikh et al. Citation2021; Sofi et al. Citation2018). It has derived its name from the Persian word “pashm” meaning “soft gold” (Anonymous Citation2005; Bumla et al. Citation2012) and has occupied a unique position among the fibers of animal origin because of its softness, luster, warmth, fineness, aesthetic value, elegance, handle and ability to adsorb dyes and moisture (Ryder Citation1984; Yaqoob et al. Citation2012). The world-wide production of pashmina fiber is about 20,000 tons/annum (Wani et al. Citation2018). India produces one of the finest pashmina with an average diameter around 12µ, most of which (95% of 50,000 kg) are produced by changthangi pashmina goats from Ladakh region (Sheikh et al. Citation2021). In India in general and Kashmir in particular, cent percent pashmina is utilized for preparation of shawls, stoles and mufflers, which are mostly hand spun and hand woven (Lakshmanan, Jose, and Chakraborty Citation2016; Sofi et al. Citation2018). In Kashmir valley, processing of pashmina is an age old practice. Traditional method of processing has given these pashmina products a royal status (Yaqoob et al. Citation2012). The Geographical Indication Registry, Govt. of India has also awarded Geographic Indication mark (GI mark) to Kashmiri hand spun pashmina shawls under the name Kashmiri Pashmina (Sofi et al. Citation2021; Yaqoob et al. Citation2012). Due to the high cost of processing and limited product range, pashmina product does not cover broader consumer base. The value addition of pashmina can be achieved by production of diversified products as well as by dyeing, embroidering, etc. It can also be achieved by the process of blending with low-cost fibers viz; wool so as to improve the performance on one hand while reducing the cost on other hand. Blending is a technique of mixing two or more textile fibers of different origins with more or less similar properties. Its basic objective is to overcome certain inherent drawbacks and also to impart certain superior characteristics, which cannot be achieved with a single fiber, such as strength, crease resistance, aesthetic feel, superior handle and reduced price. Since pashmina fiber is very fragile and breaks during machine processing, hence demands blending with a carrier fiber like nylon, PVA for machine processing (Raja et al. Citation2013; Sofi et al. Citation2021).
Further, there has been a growing interest in knitted fabrics due to its simple production technique, low cost, high levels of clothing comfort and wide products range (Oglakcioglu and Marmarali Citation2007). Knitted fabrics of all kinds are generally popular because of their wrinkle-resistance, their flexibility, stretch to a particular shape when worn as well as because of their general comfortable wear (Abramaviciute, Mikucioniene, and Ciukas Citation2011). Because of these added advantages, knitted products find wide application in the fields of sports, medical, hosiery, industrial, furnishing, construction, etc. (Lazar Citation2010). Hence, with the aim to diversify the product range of a luxury fiber pashmina, the study was conducted to develop pashmina and pashmina blended knitwear fabrics and evaluate the effect of dyeing on their quality characteristics in terms of dyeing attributes and physico-mechanical properties.
Material and methods
Yarn development
All the processes including dehairing, carding, blending, spinning, dyeing were performed in industrial-scale machines, located at different industries in India. In the beginning, the pashmina fiber was dehaired in a dehairing machine, to remove the guard hairs. The dehaired changthangi pashmina (13.21 ± 0.20µ diameter, 6.27 ± 0.50 cm length), scoured Australian merino wool (20.98 ± 0.24 µ diameter, 10.44 ± 0.34 cm length) and nylon fibers (2.5 deniers and 6.5 ± 0.5 cm length) were separately carded in a carding machine (Make: New Tex Pvt Ltd, Ludhiana) resulting in a sliver formation. These slivers were blended into different proportions by gilling, drafting and condensing as shown in . The processing sequence is shown in . All the processing related to spinning was performed at M/s Mahadev Woolen Mills Sundernagar, Himachal Pradesh, India.
Figure 1. Process flow diagram of blending and spinning of pashmina/wool/nylon fiber.
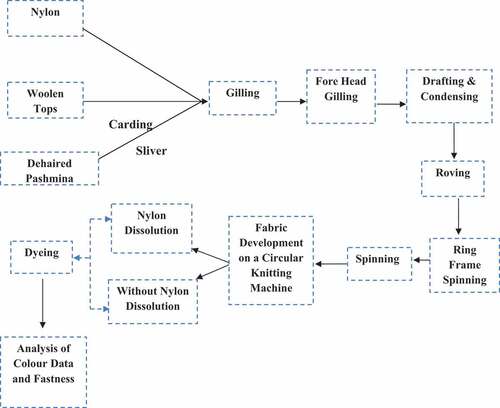
Table 1. Blended proportions before and after nylon dissolution.
Interlock knitted fabric was developed from all the pashmina – wool and pashmina – nylon blended yarns on a circular knitting machine. After making the fabric, it was divided into two portions. In the first part, the fabric having tertiary blends of pashmina-wool-nylon was scoured with nonionic detergent (Ultravon JU) @ 3 gpl at 50°C for 20 min (Geelani et al. Citation2013), maintaining the material-to-liquor ratio (MLR) at 1:50. The second part of the fabric was subjected to nylon dissolution by immersing in HCl in three consecutive baths for 2 min each with subsequent rinsing in water to remove the dissolved nylon. The fabrics were subjected to softening treatment followed by rinsing in water. After dissolution of nylon, the final blend composition of pashmina: wool remained as P:W - 100:0, P:W - 75:25, P:W - 50:50, P:W - 25:75, and P:W - 0:100, respectively.
After drying, both types of fabrics were dyed using acid blue milling dye (C.I name – Acid blue −1) sourced from AMRIT Lal Chemaux Pvt Ltd., Mumbai for 1.0% shade (On the weight of materials). The dye bath was prepared with acetic acid (5 gpl), ammonium sulfate (0.15 gpl) and nonionic wetting agent (Ultavon JU − 0.2 gpl). The material-to-liquor ratio was kept at 1:40 and the dyeing was performed at 90℃ for 30 min with occasional stirring in an open bath. After dyeing, the dyed samples were washed with water. The dye fabrics were then soaped with 5 gpl non-ionic detergent (Ultavon JU) 70°C for 30 min to remove the unfixed dyes if present any. The soaped samples were again rinsed in water, wrested using a hydro extractor and dried at ambient temperature.
Characterization
The tensile strength of the dyed fabric (before and after nylon dissolution) was measured according to BIS specification No: IS 1969:1985 using Instron (Llyod; Model: LR-SKN) equipped with NexGen software (Anon Citation2000). Bending properties of the fabric were evaluated as per BIS specification No: IS 6490:1971 using fabric stiffness tester (Make: Paramount) (Anon 2004). The areal density was measured using a standard GSM cutter. An average of five values were taken and recorded.
The CIE (L*, a, b, C, h and K/S) values of the dyed samples were evaluated by using computer color matching system (Premier color scan 5100 + spectrophotometer) at D65 illuminate/10 Deg observer. The fastness properties of light were analyzed as per AATCC-16-2004 test method using a light fastness tester (Make: Q-sun; Model: XE-1-S) under specified conditions (Irradiance: 1.10 W/m2; Wavelength: 420 nm; Temperature: 50°C) for 10 h (Anon 2007). The fastness to rubbing was performed according to AATCC 165–1999 method (Anon 2007). The washing fastness of the fabrics was analyzed using AATCC 132–2004 test method (Anon 2007), and all fabrics were tested on gray scale and graded on 5-point scale from 1 to 5 for color fastness to washing, staining, rubbing and fading. Phenom Desktop Scanning Electron Microscope (Make: FEI Netherland) was used to investigate the surface morphology of the samples before and after nylon dissolution. The samples were fixed on a carbon tape mounted on metal stubs and were subjected to gold coating with the help of a mini sputter coater. The images of the fabric samples were taken at various magnifications.
Results and discussion
Analysis of mechanical properties
presents the mechanical characteristics of the scoured fabric in both wale ways and coarse ways before and after nylon dissolution. The blended fabric with P:W:N- 30:30:40 combination had the maximum tensile strength in the coarse direction of fabrics, while P:W:N- 60:0:40 had the lowest, prior to nylon disintegration. This may be due to the presence of high percentage of pashmina (60%) in the blended fabric. In all the blended fabrics, the elongation rate in the coarse direction was found to be almost 4–5 times higher than wale direction. After nylon was dissolved in both wale ways and coarse ways, a significant declining trend in tensile strength (Kgf/cm2) was seen for all blend compositions. The elimination of 40% of the nylon from the fabric, which is crucial for supplying the mechanical strength, may be the evident source of this noticeably decreased strength. The highest tensile strength in the coarse and wale way was observed with P:W- 0:100 due to the absence of pashmina and the lowest with P:W -c0:100 due to the absence of wool in the fabric. After nylon dissolution, it was observed that the fabric having more wool content exhibited higher tensile strength than the counterpart. It should be noted that the elongation characteristics of the blended fabric were not significantly altered by the nylon breakdown. A small decrease in tensile strength was seen after dyeing. It is interesting to see that the elongation increased significantly with wale direction. This distinction was also seen in the nylon disintegrated fabric.
Table 2. Physico-mechanical properties of the scoured fabric before and after nylon dissolution.
Prior to nylon dissolution, the areal density of the blended fabric was found to vary depending on the blend composition from 189 to 238 g/m2 (). The highest value (238 g/m2) was observed with P:W:N (30:30:40). After nylon dissolution, the areal densities of all the fabrics were found to be significantly reduced. Since 40% nylon was added in all the blended fabrics, after nylon dissolution, the reduction in the areal density recorded 39–40%. As a result, the pashmina fabric became highly soft to handle. After nylon dissolution, the P:W:N (45:15:40) combination showed the highest reduction (82.9%) in the wale way and minimum reduction (35.2%) was observed with P:W:N (15:45:40). The least reduction may be due to the presence of high wool content. The P:W:N (60:0:40) blend demonstrated the maximum reduction (65.1%) along the coarse direction, while P:W:N (0:60:40) showed the lowest reduction (25.7%) following nylon disintegration. Similarly, the bending rigidity of all the developed fabrics was substantially reduced after dissolving nylon in both directions.
Table 3. Areal density and bending properties of scoured fabric before and after nylon dissolution.
The physico-mechanical properties of the dyed fabric before and after nylon dissolution are shown in . Tensile strength of blended fabrics in the wale direction before nylon dissolution was found to range from 0.40 to 0.83 kg/cm2, depending on the blend composition. The P:W:N (30:30:40) displayed the highest tensile strength, whereas P:W:N (60:0:40) had the lowest, which may have been caused by the lack of wool. The coarse directional tensile strength of all the blended textiles was found to be 35–45 Kgf/cm2 which is less than the wale direction. A significant reduction in strength was seen once nylon disintegrated. This may be due to the intentional removal of nylon fiber, which is the main component responsible for providing mechanical strength to the fabric.
Table 4. Physico-mechanical properties of the dyed fabric before and after nylon dissolution.
Color coordinates
Color of the dyed fabrics was measured on the basis of CIE system (International Commission on Illumination) and expressed as L*, a* and b*.The results pertaining to the color coordinates in terms of L*, a*, b*, C* and h of pashmina and pashmina blended knitted fabrics are delineated in . It is observed that the L* value (lighter/darker) did not show much difference among the blends before and after nylon dissolution. The shades are found to be in the redder region (a*), changed its tone into greener after performing the dyeing with the nylon dissolved fabric. This difference is significant. The highest a* values was noted with P:W:N (0:60:40) sample and the least value with pure pashmina fabric. Conversely, the blue color of the nylon blended fabric was reduced in comparison with the fabric without nylon. Here also a significant reduction was noted. While the hue (h) values did not mark significant changes in between the two fabrics, the C* was found to be reduced.
Table 5. Color values of acid dyed pashmina and pashmina blended knitted fabrics with nylon and without nylon.
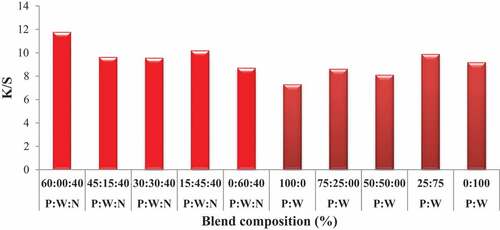
depicts the total color value in terms of K/S of the dyed samples. The samples when dyed without nylon dissolution showed marginal increase in the K/S values in the case of all the dyed fabrics, except 100% wool. In the nylon blended dyed samples, the maximum K/S (11.78) was observed with the blend combination of P:W:N (60:0:40) and the least K/S (8.72) was with P:W:N (0:60:40). After nylon dissolution, the highest K/S value (9.89) was noted with P:W (25:75) and the least (7.31) with 100% pashmina fabric.
Figure 2. K/S values of dyed pashmina and pashmina blended knitted fabrics with nylon and without nylon.
Color fastness
The fastness properties of the developed fabric after dyeing are shown in . In general, the fastness properties of the nylon blended fabric were found to possess good–excellent rating. The light and washing fastness did not show any significant changes, while the dyeing was performed after dissolving the nylon. However, the nylon dissolved samples showed comparatively low wet fading fastness (3/4) in comparison with the counterpart, especially in P:W (25:75) blend and pure wool fabric. Superior washing fastness was observed while analyzing the rubbing fastness (wet fading) of the nylon blended fabric in comparison with the nylon dissolved fabric. In brief, the fastness properties of the developed fabric were found to be satisfactory.
Table 6. Color fastness properties of dyed samples.
Scanning electron microscopy
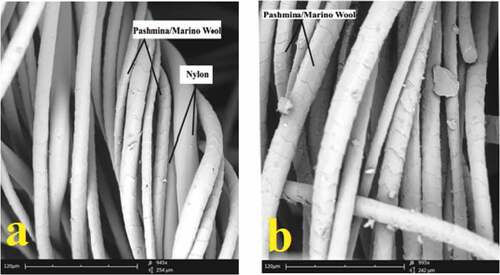
shows the SEM images of the blended fabric before and after nylon dissolution. From Fig 4 (a), the twisted structures of the nylon, pashmina and merino wool are clearly visible in the yarn. The nylon is appearing as a plane surface fiber, whereas the pashmina and merino wool are having surface scale. Since the morphological appearance of the merino wool and pashmina fiber are almost identical, it is very difficult to distinguish them from each other. In the Fig 4 (b), the nylon is completely absent, which indicates that the HCl treatment causes complete dissolution of nylon from the blended fabric.
Figure 3. SEM images of (a) pashmina blended fabric before nylon dissolution, (b) after nylon dissolution.
Conclusion
Pashmina fiber was blended with nylon and wool in various proportions. The blended years were converted into knitted fabrics. After scouring, the dyeability of the fabrics was evaluated before and after nylon dissolution with acid milling dyes. The results revealed that the fabrics of all blends showed good to light fastness and excellent to washing and rubbing fastness. The removal of nylon from the blended fabric resulted in decrease in the tensile strength and areal density, however improved the handling properties. The SEM analysis confirmed the removal of nylon from the blended fabric after Con. HCl treatment. In case of washing fastness, higher scores were found in the blends having more pashmina proportion as compared to the other blending ratios. It is concluded that pashmina can be successfully blended with wool and nylon, which can be used for producing gorgeous shades.
Highlights
Pashmina and nylon fiber was blended in five different proportions and 48 nm yarn was made
The yarn thus prepared was processed into interlock knitted fabrics
Before and after dissolving nylon from the blended fabric, the dyeability was examined
The removal of nylon resulted in reduction in physico-mechanical properties
After nylon dissolution, the color and fastness properties showed slight reduction
Ethical approval
We confirm that all the research meets ethical guidelines and adheres to the legal requirements of the study country. The research does not involve any human or animal welfare-related issues.
Acknowledgments
The authors would like to express their gratitude to their respective institutes for providing facilities to conduct the present research.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- Abramaviciute, J., D. Mikucioniene, and R. Ciukas. 2011. Structural properties of knits from natural yarns and their combination with elastane and polyamide threads. Material Science 17 (1):43–9.
- Anon. 2000. Indian standard specifications: Handbook of textile testing-testing of yarn and fabrics, 1–420. New Delhi: Bureau of Indian Standard. . 2021.07.25.
- Anonymous. 2005. Princess Draperies. Darpan. Agra,India: Upkar prakashan, 70–72, September-October.
- Anonymous. 2007. AATCC Technical manual. American Association of textile chemists and colorists 82.
- Bumla, N. A., S. A. Wani, D. B. Shakyawar, S. A. Yaqoob, and F. D. Sheikh. 2012. Effect of machine dehairing on the quality of pashmina fibre. Indian Journal of Small Ruminants 18 (1):118–20.
- Geelani, M., S. Ara, S. J. A. Bhat, B. Zaffar, T. H. Masoodi, and P. K. Mishra. 2013. Eco-friendly dyeing of silk and pashmina fabrics with Quercus robur L. as dye and Punica granatum L. as mordant. Journal of Scientific and Innovative Research 2 (6):1116–20.
- Lakshmanan, A., S. Jose, and S. Chakraborty. 2016. Luxury hair fibers for fashion industry. In Subramanian Muthu, ed, Sustainable fibres for fashion industry, 1–38. Singapore: Springer.
- Lazar, K. 2010. Application of Knitted fabrics in Technical and medical textiles. In Proceedings of 45th International Congress IFKT. Ljubljana, Slovenia.
- Oglakcioglu, N., and A. Marmarali. 2007. Thermal comfort properties of some knitted structures. Fibres and Textiles in Eastern Europe 15 (6):94–96.
- Raja, A. S. M., P. K. Pareek, S. H. Temani, P. Asif, and A. H. Sofi. 2013. Novel chemical finishing process for cashmere-PVA blended yarn made cashmere fabric. Journal of Natural Fibre 10 (4):381–89. doi:10.1080/15440478.2013.816254.
- Ryder, M. L. 1984. Prospects for cashmere production in scotland. In Wool Record, 37–43. United Kingdom: World textile publication ltd.
- Sheikh, F. D., T. A. S. Ganai, A. M. Ganai, S. Alam, and S. Asmat. 2021. Exploring genetic diversity in cashmere goats of Ladakh for enhancing production. Small Ruminant Research 201:106409. doi:10.1016/j.smallrumres.2021.106409.
- Sofi, A., M. S. Wani, S. R. Ahmad, and S. A. Wani. 2021. Comparative study on the quality characteristics of handmade and machine made pashmina shawls. Journal of Natural Fibers 9:1–9. doi:10.1080/15440478.2021.1961346.
- Sofi, A. H., S. A. Wani, D. Shakyawar, V. K. Malhotra, S. R. Ahmad, M. A. Pal, and A. A. Khan. 2018. Subjective evaluation of pashmina and pashmina blended knitted fabrics. Journal of Pharmacognosy and Phytochemistry 7 (2):2686–89.
- Wani, S. A., A. H. Sofi, M. S. Mir, and H. M. Khan. 2018. Pashmina, a prince of specialty hair fibres-Constraints and prospects. Paper presented at National seminar on “Trends and advances in wool and speciality hair at College of Home science GB Pant University of Agriculture & Technology, Pantnagar, Uttrakhand, March 16–17.
- Yaqoob, I., A. Sofi, S. Wani, F. D. Sheikh, and N. Bumla. 2012. Pashmina shawl- a traditional way of making in Kashmir. Indian Journal of Traditional Knowledge 11 (2):329–33.