
ABSTRACT
Bamboo fibers (BBF) and reinforced chemically functionalized acrylonitrile-butadiene-styrene (CF-ABS) composites (BBF/CF-ABS) have been processed up to 190ºC, extending Palsule process to higher processing temperatures. The composites show higher tensile and flexural properties than CF-ABS. BBF act as stress concentrators, reduce deformation and thus impact strength of the composites relative to the matrix. Esterification reaction and hydrogen bonds are formed between BBF and CF-ABS at higher processing temperatures also, and these bonds impart adhesion between them in the composites. Thermal stability of the BBF/CF-ABS composites is between those of BBF and CF-ABS, and their degradation starts above 270ºC. The composites show better mechanical properties than the same composite by the fiber treatment, the compatibilizer and their combined processes.
SUMMARY
Palsule process has been used for composites requiring lower processing temperatures only.
The process is extended to higher processing temperatures for bamboo fibers/CF-ABS composites.
This study establishes fiber/matrix adhesion by the process at higher processing temperatures.
The composites show higher mechanical properties except impact strength than CF-ABS.
Shows advantages of Palsule process over fiber treatment and compatibilizer processes.
摘要
竹纤维(BBF)增强的化学官能化丙烯腈-丁二烯-苯乙烯(CF-ABS)复合材料(BBF/CF-ABS)已加工至190ºC,将Palsule工艺扩展至更高的加工温度. 复合材料显示出比CF-ABS更高的拉伸和弯曲性能. BBF充当应力集中器,减少变形,从而降低复合材料相对于基体的冲击强度. 在较高的加工温度下,BBF和CF-ABS之间也会形成酯化反应和氢键,这些键在复合材料中赋予它们之间的粘附力. BBF/CF-ABS复合材料的热稳定性介于BBF和CF-ABS之间,其降解开始于270ºC以上. 通过纤维处理、增容剂及其组合工艺,复合材料显示出比相同复合材料更好的机械性能.
Introduction
Eco-friendly and sustainable natural fibers (NF) offer good properties and therefore are being used for several applications, including for composites for ballistic applications (Nayak et al. Citation2022), as reinforcements for geopolymer composites, for example, those based on fly ash, (Furtos et al. Citation2021a, Citation2021b) developed as an alternative to Portland cement, and mainly as reinforcements for polymer composites, in place of synthetic and inorganic fibers. NF-reinforced polymer composites have good properties, several applications and also support agro-based economy. The recent literature reviews describe their processing and sustainability (Manral et al. Citation2021), performance, properties, applications and future potential (Rangappa et al. Citation2022) and also the recent progress (Kannan and Thangaraju Citation2021). Performance of a NF/polymer composite is dependent upon the characteristics of the polymer and the fiber, their relative amounts and also the orientation and the aspect ratio of the reinforcement.
NFs are polar and hydrophilic and polymers are nonpolar and hydrophobic, because of which they have poor interfacial adhesion in their composites, that is being improved by the following three processes: (i) Fiber treatment process imparts treatments to NFs for their adhesion with the matrix and the chemical, physical and biological treatments (Kenned, Sankaranarayanasamy, and Kumar Citation2021), and microwave radiation treatments (Romero-Zúñiga et al. Citation2021) to NFs have been reviewed. (ii) Compatibilizer process uses a coupling agent that works as a compatibilizer improving adhesion of NF and the matrix polymer. This process has also been reviewed (Lu, Wu, and McNabb Citation2000). (iii) Palsule process (Palsule Citation2007) uses a chemically functionalized polymer as the matrix that develops interfacial adhesion with NF through esterification and hydrogen bonding, and this mechanism has been reviewed recently (Liu et al. Citation2021). Palsule process has been applied to develop NF-reinforced chemically functionalized (CF) polymer composites based on functionalized polyolefins, CF-PE (Palsule et al. Citation2013; Singh and Palsule Citation2014) and CF-PP (Biswas and Palsule Citation2016; Singh and Palsule Citation2016), and functionalized thermoplastic elastomers, CF-EPR (Dinesh and Palsule Citation2020a, Citation2021) and CF-SEBS (Dinesh and Palsule Citation2020b). Comparative studies indicate that polypropylene (PP) and also HDPE composites by Palsule process offer better properties than the same PP composites and the same HDPE composite by other processes, as compared in Priyanka and Palsule (Citation2013) and Singh and Palsule (Citation2013), respectively. Expenses for Palsule process are the same as for the fiber treatment process, because of the use of the functionalized polymer in the former and requirement of treatment chemicals and manpower in the latter, but are slightly more than those for compatibilizer process, because only upto 5% compatibilizer is used. Thus, although, Palsule process is preferable because of its composites offering overall techno-economic advantages; however, it has been used for composites requiring lower processing temperatures. Therefore, efforts are now being made for the applicability of Palsule process for composites requiring higher processing temperatures. In view of the successful development of styrene-containing CF-SEBS composites (Dinesh and Palsule Citation2020b) by Palsule process, for this study, a styrenic polymer, a chemically functionalized acrylonitrile butadiene styrene, ABS grafted with maleic anhydride (CF-ABS), requiring higher processing temperature, has been selected as the matrix and bamboo fibers (BBF) have been selected as reinforcements. ABS offers good properties and several applications (Abdelhaleem et al. Citation2016). However, only one cellulose-fiber-reinforced ABS composite, based on bleached cellulose fiber, is reported (Fonseca, Waldman, and De Paoli Citation2021) and limited literature is available on NF/ABS composites as follows: A commercially available wood fibers (WF)-based WF/ABS composite (Porebska et al. Citation2015) has been studied. Reported NF-reinforced ABS composites by fiber treatment process are based on WF (Yang et al. Citation2011), pineapple leaf fiber (PALF) (Threepopnatkul et al. Citation2012, Citation2013; Threepopnatkul, Krachang, and Kulsetthanchalee Citation2014) and oil palm fiber (OPF) (Ahmad et al. Citation2020, Citation2021; Ong et al. Citation2019); the ABS composites by compatibilizer process are based on WF (Yang et al. Citation2011), OPF (Nikmatin et al. Citation2018; Nikmatin et. al. Citation2017a) and kenaf fiber (KNF) (Andilolo et al. Citation2017; Nikmatin et al. Citation2017b). Bamboo-fibers-based BBF/ABS composites also have been investigated as follows: as a simulated replacement for an ABS-based car window panel (Santoso et al. Citation2020); BBF grafted with diisocyanate and reacted with a polyol (DI-PO-BBF)-reinforced ABS, DI-PO-BBF/ABS composite filaments for its 3D print specimens (Gama et al. Citation2021); and BBF/ABS composites by fiber treatment, compatibilizer and their combined processes (Ma et al. Citation2012). Potential of CF-ABS, maleic-anhydride-grafted ABS, with various percentages of maleic anhydride as matrix has been evaluated for the composites with the following nanomaterials and also fibers as reinforcements: nano-zinc oxide (Olongal et al. Citation2021) and aramid, carbon and glass fiber fabrics and their layers (Ayten Citation2021a, Citation2021b). However, this is the first study using NFs as reinforcements for CF-ABS composites. With approx. 65% holocellulose and approx. 25% lignin, BBF offer high tensile strength (approx. 185 MPa) and modulus (approx. 15 GPa) and other good properties (Faruk et al. Citation2012) and therefore have been used as reinforcements for several polymer composites. Interfacial bonding mechanism (Liu et al. Citation2021), mechanical properties (Mousavi et al. Citation2022) and recent developments (Muhammad et al. Citation2019) of BBF-reinforced polymer composites have been reviewed. Thus, NF-reinforced CF-ABS composites have not been reported and no ABS composite is reported by Palsule process. Accordingly, the aim of this study is to extend the Palsule process to composites requiring higher processing temperatures, relative to the reported composites by the Palsule process, developed at lower processing temperature, by selecting higher processing temperature requiring chemically functionalized acrylonitrile butadiene styrene (CF-ABS) as the matrix, and BBF as the reinforcements and to develop their BBF/CF-ABS composites, at relatively higher processing temperatures, establish their mutual compatibility and adhesion at higher temperatures, and compare their performance with the same BBF/ABS composite reported by other processes and evaluate the superiority and advantages of Palsule process over the other three processes.
Materials, processing and sample preparation
The BBF/CF-ABS composites have been developed in this study without imparting any treatment to BBF and without using any third component as a coupling agent. Chemically functionalized acrylonitrile butadiene styrene (CF-ABS) (0.8% maleic anhydride grafted ABS) is being used as matrix. It is a commercial product, NG6002 (termed as ABS Impact Modifier, by its supplier Shanghai Jianqiao Plastic Co. Ltd., Shanghai, China). It was supplied as free-flowing granules of light-yellow or off-white color. shows the chemical structure of CF-ABS. Bamboo culms were purchased from local market (Saharanpur, India) and were converted and chopped into approx. 3-mmlength fiber.
Figure 1. Chemically functionalized acrylonitrile butadiene styrene (CF-ABS).
Reinforcing BBF and CF-ABS matrix had been dried separately, first, at 80ºC for 12 hours in an air oven and then at 60ºC for 3 hours in a vacuum oven, and were mixed appropriately to get 10/90, 20/80 and 30/70 BBF/CF-ABS composites. These were extruded in a co-rotating twin screw extruder [Specific Engineering & Automats (ZV 20α), Vadodara, India] of screw diameter of 30 mm and l/d ratio of 40:1, which was operated with 160 rpm with temperatures of five different zones ranging from 155ºC to 190ºC and varying as follows: 155–165–175–185–190ºC. The extruder die temperature was set at 185ºC and melt pressure at 12 bar. Extruded composite compositions were cooled in water, their pellets were dried in an air oven and then molded to obtain their samples by injection molding machine [Electronica Endura 90, Endura Ltd., Pune, India], set at the screw speed of 120 rpm, feed zone and nozzle temperatures of 180ºC and 190ºC, respectively, and the injection and back pressures of 80 bar and 100 bar, respectively.
Testing and characterization
Mechanical properties, morphology and thermal stability of the composites have been evaluated. Tensile and flexural properties of CF-ABS and the BBF/CF-ABS composites have been evaluated as per ASTM D638-14 standard (ASTM D638-14 Citation2014) and ASTM D790-17 standard (ASTM D790-17 Citation2017), respectively, by the UTM (5 kN capacity, Model 3365, Instron, Massachusetts, USA), operated at 23 ± 2ºC with the crosshead speed of 5 mm/min and 2 mm/min, respectively. The size of the samples for tensile tests were as follows: length 165 ± 1 mm, thickness 3.21 ± 0.1 mm, middle width 12.7 mm and width of griping area 19.0 mm; the size of the samples for the flexural tests were as follows: length × width × thickness of 127 ± 3 × 12.71 × 3.21 mm3. Unnotched Izod impact strengths of the materials were tested at 23 ± 2ºC as per the ASTM D4812-19 standard (ASTM D4812-19 Citation2019) by the impact tester (Tinius Olsen 104, Salfords, England, UK), equipped with a nominal pendulum weight 3.77 kg, nominal impact energy 22.6 J, drop height 609.6 mm and impact velocity of 3.46 m/s. The size of the samples for the impact tests were as follows: length × width × thickness of 64 ± 1 × 12.71 × 3.21 mm3, respectively. All the test results are reported as the average of the five samples tested. Morphology of the composites has been examined by aluminum stub mounted and thin layer of gold-coated tensile fractured samples of the composites by field emission scanning electron microscopy (FE-SEM, Mira 3 Tescan, Libusina, Brno, Czech Republic) operated with 5 kV. The interactions creating CF-ABS/BBF adhesion in the composites were established by the FTIR Spectrometer (Perkin Elmer Spectrum Two, Perkin Elmer, Valencia, USA) by using a pellet of the material mixed with KBr and recording the spectrum in the range of 4000–500 cm−1. Thermal stability of the composites and of its constituents has been evaluated by Thermo Gravimetric Analyzer (Discovery 55, TA Instrument, New Castle, USA) following the ASTM E1131-20 standard (ASTM E1131-20 Citation2020). Approximately 10 mg sample for each material was examined in the range of 23–800ºC at heating rate of 10ºC/min in nitrogen flowing at the rate of 200 mL/min.
Results and discussions
Mechanical properties
The tensile stress versus strain graphs for the materials are displayed in . Relative to the matrix CF-ABS, the 10/90, 20/80 and 30/70 BBF/CF-ABS composites showed () approximately 25%, 34% and 55% higher tensile strength, respectively, and approximately 147%, 238% and 371% higher tensile modulus, respectively, but 68%, 80% and 82% decreased elongation at break, respectively. Literature reports that alkali-treated (AT) banana fiber (BNF)-based 10/90, 20/80 and 30/70 AT-BNF/ABS composites (Kusić et al. Citation2020) and AT bauhinia vahlii bast fibers (BVF)-based 10/90, 20/80 and 23/77 AT-BVF/ABS composites (Sahu et al. Citation2022) showed increasing tensile modulus, and the AT-BVF/ABS composites (Sahu et al. Citation2022) also showed increasing tensile strength, with increasing reinforcing fibers in them. NF-reinforced CF-PE (Singh and Palsule Citation2013, Citation2014), CF-PP (Biswas and Palsule Citation2016; Singh and Palsule Citation2016), CF-EPR (Dinesh and Palsule Citation2020a, Citation2021) and CF-SEBS (Dinesh and Palsule Citation2020b) composites by Palsule process also showed increasing tensile modulus and strength with increasing NF in them. Similarly, BBF/CF-ABS composites developed by Palsule process in this study also show increasing tensile modulus and increasing tensile strength with increasing BBF contents in them. Relative to the matrix CF-ABS, the 10/90, 20/80 and 30/70 BBF/CF-ABS composites showed () approximately 17%, 34% and 50% higher flexural strength, respectively, and approximately 109%, 234% and 417% higher flexural modulus, respectively. Literature reports that the AT-BNF/ABS composites, referred above (Kusić et al. Citation2020), the AT-BVF/ABS composites, referred above (Sahu et al. Citation2022), and NF-reinforced CF-PE (Singh and Palsule Citation2013, 2014) and CF-PP (Biswas and Palsule Citation2016; Singh and Palsule Citation2016) composites by Palsule process also showed increasing flexural modulus and strength with increasing reinforcing NF in them. Similarly, BBF/CF-ABS composites developed by Palsule process in this study also show increasing flexural modulus and strength with increasing BBF contents in them. Good fiber/matrix adhesion has adverse effect on impact strength of ABS composites (Speri and Jenkins Citation1973). Basalt (Abdelhaleem et al. Citation2016; Abdellah et al. Citation2018) and bamboo (Ma et al. Citation2012) fibers-reinforced ABS composites are reported to show lower impact strength than the matrix. Relative to the CF-ABS, the 10/90, 20/80 and 30/70 BBF/CF-ABS composites also show approximately 21%, 34% and 40% lower unnotched Izod impact strengths (). BBF act as stress concentrators, reduce deformation and thus impact strength of the BBF/CF-ABS composites relative to the matrix. AT-BNF/ABS composites, referred above (Kusić et al. Citation2020), showed decreasing charpy impact strength and the AT-BVF/ABS composites, referred above (Sahu et al. Citation2022), also showed decreasing impact strength. Although the NF-reinforced CF-PE (Singh and Palsule Citation2014) and CF-PP (Biswas and Palsule Citation2016) composites by Palsule process showed increasing Izod impact strength with increasing reinforcing NF in them, however, the BBF/CF-ABS composites developed in this study by Palsule process show decreasing Izod impact strength, analogous to other literature-reported ABS composites.
Figure 2. Tensile stress versus strain curves of the materials.
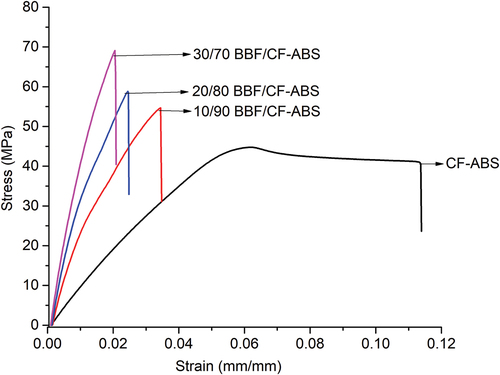
Table 1. Tensile, flexural and unnotched Izod impact properties of the materials.
During the processing of the composites, there is a possibility of fiber breakage reducing the BBF length relative to their original 3 mm length. BBF/CF-ABS composites demonstrate higher tensile properties than the CF-ABS, and the properties increase with the BBF contents increasing in the composites, indicating that in the final processed composites, the reinforcing BB fibers have retained effective fiber length and also effective aspect (l/d) ratio. Higher tensile and flexural modulus and strengths of BBF/CF-ABS composites, with respect to CF-ABS and their increase with increasing BBF in the composite compositions, establish the formation of the BBF/CF-ABS composites due to good fiber/matrix adhesion that has been investigated by SEM and FTIR as follows.
Morphology and fiber/matrix interactions
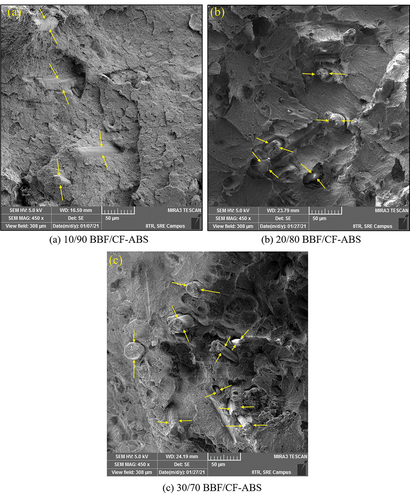
FE-SEM images ( of the tensile fractured BBF/CF-ABS composites, with the reinforcing BBF indicated between the arrows, show relatively increasing BBF contents in the 10/90, 20/80 and 30/70 BBF/CF-ABS composites. These images show the BBF fully covered with and deeply embedded in the CF-ABS matrix, which was also observed to a greater extent in BBF/ABS (SMA) composites and to a limited extent in AT-BBF/ABS composites (Ma et al. Citation2012). The images of these composites do not show any reinforcing BBF pull-out, unlike reinforcement pull-out visible in BBF/ABS (Ma et al. Citation2012), OPF/ABS (Ong et al. Citation2019) and palm-fiber-reinforced PMLF/ABS (Neher et al. Citation2014) composites. These images show no voids and no gaps between BBF and CF-ABS, as was also the case for BBF/ABS (SMA) composites, but, it is unlike PMLF/ABS composites (Neher et al. Citation2014) that showed voids. However, some possible fiber breakage during the tensile testing of the composites is observed. All these observations confirm good adhesion of the reinforcing BB fiber with the CF-ABS matrix in all the BBF/CF-ABS composite compositions. This adhesion facilitates stress transfer from the matrix to the reinforcement in the BBF/CF-ABS composites, and improves the tensile properties of the composites, relative to the matrix, as discussed earlier in this report. Chemical interactions imparting this adhesion have been established by FTIR, as follows.
Figure 3. FE-SEM images of (a) 10/90, (b) 20/80, and (c) 30/70 BBF/CF-ABS composites.
FTIR spectroscopy investigated the 20/80 BBF/CF-ABS composite (), as all other compositions will show the same results. The FTIR plot of the CF-ABS () indicates peaks at 1452 cm−1 and 759 cm−1 corresponding to bending vibrations of –CH2 and –CH3 aliphatic groups, respectively, and at 698 cm−1 representing the rocking vibrations of –CH2 of the matrix. The peak at 2922 cm−1 is indicative of symmetric and asymmetric C–H alkyl stretch, and the one at 2237 cm−1 is indicative of acrylonitrile. The bands at 1602 cm−1 and 1494 cm−1 appear due to the C=C aromatic stretching. The band at 1780 cm−1 corresponds to the carbonyl (C=O) asymmetric stretching band of the anhydride and thus also indicates grafting of MA onto ABS forming CF-ABS. Reversible hydration reaction forms carboxylate groups of the maleic acid (). Fourier transform infrared spectroscopy (FTIR) of the BBF/CF-ABS composite exhibits a characteristic band at 1736 cm−1 (between 1750 cm−1 and 1720 cm−1) that indicates the stretching of C=O of ester group. The other new band at 1115 cm−1 (between 1300 cm−1 and 1100 cm−1) shows C–O of ester group. These two new bands, the 1115 cm−1 and the 1736 cm−1, and also the disappearance of the 1780 cm−1 peak in the composite spectra confirm the esterification reaction. BBF/CF-ABS composites have been processed at higher temperatures, where esterification (as shown in ) is known to occur with the formation of mono-ester by only one of the two potential acid groups (Rowell et al. Citation1993) and also with the formation of both mono-ester and di-ester (Matsuda Citation1987). This has also been observed for BGF/CF-SEBS composites by Palsule process (Dinesh and Palsule Citation2020b). The 3436 cm−1 band in the composite spectra () indicates hydrogen bonding between the groups of holo-cellulose of BBF and of the MAH of the CF-ABS matrix (). The esterification and hydrogen bonding results in BBF/CF-ABS interfacial adhesion in the composite and the same has also been observed in BBF/CF-PP (Biswas and Palsule Citation2016) and recycled BBF-reinforced, R-BBF/CF-EPR (Dinesh and Palsule Citation2020a) composites and other NF/polymer composites by Palsule process. This has also been confirmed in a review on NF/polymer composites, addressing fiber/matrix adhesion in bamboo/polymer composites (Liu et al. Citation2021).
Figure 4. FTIR of CF-ABS matrix and the 20/80 BBF/CF-ABS composite.
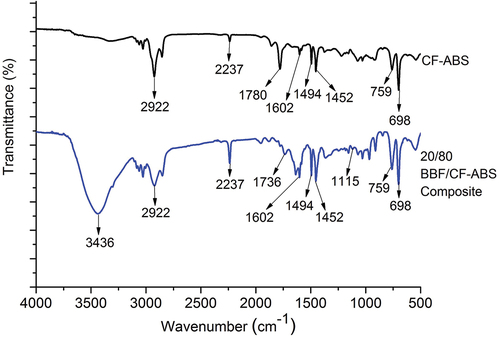
Figure 5. Reversible hydration reaction.

Figure 6. Esterification between BBF and CF-ABS forming (a) monoester and (b) diester.
Figure 7. Hydrogen bonding between BBF and CF-ABS.
Comparison of the composites by Palsule process with the composites by other processes
Of the reported BBF/ABS composites, the BBF/CF-ABS composites developed in this study are comparable with the composites reported by Ma et al. (Citation2012) as compared in : Alkali-treated BBF-based AT-BBF/ABS composites, SMA compatibilizer-based BBF/ABS (SMA) and AT-BBF and SMA-based AT-BBF/ABS (SMA) composites. shows that the flexural modulus and the tensile, the flexural, and the unnotched Izod impact strengths of 30/70 BBF/CF-ABS composite developed by Palsule process, in this study, are higher than those of the three other composites by the other three processes. Relative to their matrix, the other composites show lower tensile strength, maximum 13% higher flexural strength, maximum 119% higher flexural modulus and upto 72% lower unnotched Izod impact strength, but the 30/70 BBF/CF-ABS composite shows 55% higher tensile strength, 50% higher flexural strength, 417% higher flexural modulus and only 40% lower unnotched Izod impact strength. Thus, BBF/CF-ABS composites by Palsule process offer techno-economic advantages relative to the same composite by the other three processes.
Table 2. Comparison of the composites by Palsule process with the composites by other processes.
Thermal analysis
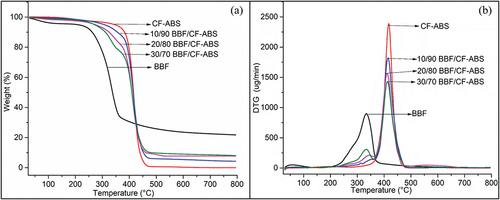
record the TGA and DTG analysis of the materials. BB fibers show approx. 5% weight loss, between 50°C and 100°C, due to the release of volatile matters and moisture with a DTG peak at 60°C, initiation of degradation at around 246ºC because of the lignocelluloses and other components and the maximum rate of degradation at 334ºC, finally leaving 21.77% residual mass at 800ºC. CF-ABS matrix does not release any volatile matter. It shows the initiation of its degradation around 364ºC, the maximum rate of degradation at 416ºC and, finally, leaves 0.09% residual mass at 800ºC. The initiation of the degradation of the 10/90, 20/80 and 30/70 BBF/CF-ABS composites is noted at 342ºC, 284ºC and 274ºC, respectively, their maximum rate of degradation is at 414ºC, 413ºC and 411ºC, respectively, and they, respectively, leave 4.30%, 7.68% and 8.23% residual mass at 800ºC. Thus, the thermal stability of the composites is in between those of BBF and CF-ABS, and the temperature of initiation of their degradation decreases with increasing BBF contents in the composites, but CF-ABS matrix shows higher thermal stability than the reinforcing BBF and the composites.
Figure 8. (a) TGA curve and (b) DTG curve of BB fiber, CF-ABS matrix and the BBF/CF ABS composites.
Conclusions
BBF/CF-ABS composites, successfully developed at a relatively higher processing temperature, by Palsule process, show higher tensile and flexural properties, than the CF-ABS, that increase with the BB fibers increasing in them, but the composites have lower impact strength than the CF-ABS matrix. Esterification and hydrogen bonding between BBF and CF-ABS impart adhesion between them in the composites. Their thermal stability is in between those of BBF and CF-ABS, but CF-ABS matrix shows higher thermal stability than the reinforcing BBF and the composites. BBF/CF-ABS composites show higher mechanical properties than the same composite by any other process. This study establishes the applicability of Palsule process at higher processing temperatures and also its techno-economic advantages over other processes.
Ethical approval
The authors certify that every component of research adheres with moral standards and adheres by the country of study’s legal regulations. There are no concerns about human or animal welfare in the research.
Acknowledgments
Fellowship of Indian Institute of Technology, Roorkee (India) (Ministry of Education, Govt. of India) to the research scholar Piyush Kumar is thankfully acknowledged.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- Abdelhaleem, A. M. M., M. Y. Abdellah, H. I. Fathi, and M. Dewidar. 2016. Mechanical properties of ABS embedded with basalt fiber fillers. Journal for Manufacturing Science and Production 16 (2):69–14. doi:10.1515/jmsp-2016-0006.
- Abdellah, M. Y., H. I. Fathi, A. M. M. Abdelhaleem, and M. Dewidar. 2018. Mechanical properties and wear behavior of a novel composite of acrylonitrile–butadiene–styrene strengthened by short basalt fiber. Journal of Composites Science 2 (2):34. doi:10.3390/jcs2020034.
- Ahmad, M. N., M. R. Ishak, M. M. Taha, F. Mustapha, and Z. Leman. 2021. Rheological and morphological properties of oil palm fiber-reinforced thermoplastic composites for fused deposition modeling (Fdm). Polymers 13 (21):3739. doi:10.3390/polym13213739.
- Ahmad, M. N., M. K. Wahid, N. A. Maidin, M. H. Ab Rahman, M. H. Osman, and I. F. Alis@elias. 2020. Mechanical characteristics of oil palm fiber reinforced thermoplastics as filament for fused deposition modeling (FDM). Advances in Manufacturing 8 (1):72–81. doi:10.1007/s40436-019-00287-w.
- Andilolo, J., S. Nikmatin, N. Nugroho, H. Alatas, and A. S. Wismogroho. 2017. Effect of kenaf short fiber loading on mechanical properties of biocomposites. IOP Conference Series: Earth and Environmental Science, 65. doi:10.1088/1755-1315/65/1/012015.
- ASTM D4812-19. 2019. Standard test method for unnotched cantilever beam impact resistance of plastics. West Conshohocken. PA, USA: ASTM International. www.astm.org
- ASTM D638-14. 2014. Standard test method for tensile properties of plastics. West Conshohocken. PA, USA: ASTM International. www.astm.org/.
- ASTM D790-17. 2017. Standard test methods for flexural properties of unreinforced and reinforced plastics and electrical insulating materials. West Conshohocken. PA, USA: ASTM International. www.astm.org//.
- ASTM E1131-20. 2020. Standard test method for compositional analysis by thermogravimetry. West Conshohocken. PA, USA: ASTM International. www.astm.org///.
- Ayten, A. İ. 2021a. Low velocity and compression after impact behaviors of fiber-reinforced MA-g-PP and MA-g-ABS matrix composites. Polymer Composites 42 (8):3922–32. doi:10.1002/pc.26104.
- Ayten, A. İ. 2021b. Quasi-static penetration behavior of fiber-reinforced polypropylene and acrylonitrile butadiene styrene matrix composites. Journal of Thermoplastic Composite Materials 34 (8):1123–34. doi:10.1177/08927057211007906.
- Biswas, K., and S. Palsule. 2016. Bamboo fibre-reinforced self-compatibilizing functionalized polypropylene composites by Palsule process. Polymers and Polymer Composites 24 (8):663–74. doi:10.1177/096739111602400805.
- Dinesh, and S. Palsule. 2020a. Structure and properties of recycled bamboo fiber reinforced chemically functionalized ethylene propylene rubber composites. Polymers and Polymer Composites 28 (8–9):609–22. doi:10.1177/0967391119894112.
- Dinesh, and S. Palsule. 2020b. Bagasse fiber reinforced functionalized styrene ethylene butylene styrene composites by Palsuleprocess. Journal of Natural Fibers 19 (11):3981–92. doi:10.1080/15440478.2020.1848741.
- Dinesh, and S. Palsule. 2021. Bagasse fiber reinforced functionalized ethylene propylene rubber composites by Palsule process. Journal of Natural Fibers 18 (11):1637–49. doi:10.1080/15440478.2019.1697984.
- Faruk, O., A. K. Bledzki, H. P. Fink, and M. Sain. 2012. Biocomposites reinforced with natural fibers: 2000–2010. Progress in Polymer Science 37 (11):1552–96. doi:10.1016/j.progpolymsci.2012.04.003.
- Fonseca, L. P., W. R. Waldman, and M. A. De Paoli. 2021. ABS composites with cellulose fibers: Towards fiber-matrix adhesion without surface modification. Composites Part C: Open Access 5:100142. doi:10.1016/j.jcomc.2021.100142.
- Furtos, G., L. Molnar, L. Silaghi-Dumitrescu, P. Pascuta, and K. Korniejenko. 2021a. Mechanical and thermal properties of wood fiber reinforced geopolymer composites. Journal of Natural Fibers 18 (2):285–96. doi:10.1080/15440478.2021.1929655.
- Furtos, G., L. Silaghi-Dumitrescu, P. Pascuta, C. Sarosi, and K. Korniejenko. 2021b. Mechanical properties of wood fiber reinforced geopolymer composites with sand addition. Journal of Natural Fibers 18 (2):285–96. doi:10.1080/15440478.2019.1621792.
- Gama, N., S. Magina, A. Ferreira, and A. Barros-Timmons. 2021. Chemically modified bamboo fiber/ABS composites for high-quality additive manufacturing. Polymer Journal 53 (12):1459–67. doi:10.1038/s41428-021-00540-9.
- Kannan, G., and R. Thangaraju. 2021. Recent progress on natural lignocellulosic fiber reinforced polymer composites: A review. Journal of Natural Fibers 19 (13):7100–31. doi:10.1080/15440478.2021.1944425.
- Kenned, J. J., K. Sankaranarayanasamy, and C. S. Kumar. 2021. Chemical, biological, and nanoclay treatments for natural plant fiber-reinforced polymer composites: A review. Polymers and Polymer Composites 29 (7):1011–38. doi:10.1177/0967391120942419.
- Kusić, D., U. Božič, M. Monzón, R. Paz, and P. Bordón. 2020. Thermal and mechanical characterization of banana fiber reinforced composites for its application in injection molding. Materials 13 (16):3581. doi:10.3390/ma13163581.
- Liu, L., Z. Yuan, X. Fan, C. Pan, and X. Li. 2021. A review of interfacial bonding mechanism of bamboo fiber reinforced polymer composites. Cellulose 29 (1):83–100. doi:10.1007/s10570-021-04242-6.
- Lu, J. Z., Q. Wu, and H. S. McNabb Jr. 2000. Chemical coupling in wood fiber and polymer composites: A review of coupling agents and treatments. Wood and Fiber Science 32:88–104.
- Ma, L., H. He, C. Jiang, L. Zhou, Y. Luo, and D. Jia. 2012. Effect of alkali treatment on structure and mechanical properties of acrylonitrile–butadiene–styrene/bamboo fiber composites. Journal of Macromolecular Science, Part B: Physics, Part B: Physics 51 (11):2232–44. doi:10.1080/00222348.2012.669688.
- Manral, A., P. Kumar Bajpai, F. Ahmad, and R. Joshi. 2021. Processing of sustainable thermoplastic based biocomposites: A comprehensive review on performance enhancement. Journal of Cleaner Production 316:128068. doi:10.1016/j.jclepro.2021.128068.
- Matsuda, H. 1987. Preparation and utilization of esterified woods bearing carboxyl groups. Wood Science and Technology 21:75–88.
- Mousavi, S. R., M. H. Zamani, S. Estaji, M. I. Tayouri, M. Arjmand, S. H. Jafari, S. Nouranian, and H. A. Khonakdar. 2022. Mechanical properties of bamboo fiber-reinforced polymer composites: A review of recent case studies. JOURNAL OF MATERIALS SCIENCE 57 (5):3143–67. doi:10.1007/s10853-021-06854-6.
- Muhammad, A., M. R. Rahman, S. Hamdan, and K. Sanaullah. 2019. Recent developments in bamboo fiber-based composites: A review. Polymer Bulletin 76 (5):2655–82. doi:10.1007/s00289-018-2493-9.
- Nayak, S. Y., M. T. H. Sultan, S. B. Shenoy, C. R. Kini, R. Samant, A. U. Md Shah, and P. Amuthakkannan. 2022. Potential of natural fibers in composites for ballistic applications–a review. Journal of Natural Fibers 19 (5):1648–58. doi:10.1080/15440478.2020.1787919.
- Neher, B., M. A. Gafur, M. A. Al-Mansur, M. M. R. Bhuiyan, M. R. Qadir, and F. Ahmed. 2014. Investigation of the surface morphology and structural characterization of palm fiber reinforced acrylonitrile butadiene styrene (PF-ABS) composites. Material Sciences and Applications 5 (06):378–86. doi:10.4236/msa.2014.56043.
- Nikmatin, S., B. Hermawan, I. Irmansyah, M. N. Indro, A. B. H. Kueh, and A. Syafiuddin. 2018. Evaluation of the performance of helmet prototypes fabricated from acrylonitrile butadiene styrene composites filled with natural resource. Materials 12:34. doi:10.3390/ma12010034.
- Nikmatin, S., D. R. Saepulloh Irmansyah and A. Syafiuddin. 2017a. Mechanical and molecular studies of biocomposites filled with oil palm empty fruit bunches microfibers. IOP Conference Series: Materials Science and Engineering, 196, 2–9. doi:10.1088/1757-899X/196/1/012042.
- Nikmatin, S., A. Syafiuddin, N. Nugroho, W. Utama, and A. S. Wismogroho. 2017b. Thermo-physical properties of kenaf-filled acrylonitrile butadiene styrene composites. MATEC Web of Conferences, 95, 3001. doi:10.1051/matecconf/20179503001.
- Olongal, M., L. R. Raphael, P. Raghavan, M. A. Mohamed Nainar, and S. Athiyanathil. 2021. Maleic anhydride grafted acrylonitrile butadiene styrene (ABS)/zinc oxide nanocomposite: An anti-microbial material. Journal of Polymer Research 28 (8):284. doi:10.1007/s10965-021-02632-9.
- Ong, T. K., K. Y. Tshai, P. S. Khiew, and E. H. Yap. 2019. Thermal and mechanical properties of chemically treated oil palm fiber filled acrylonitrile butadiene styrene composites. Materialwissenschaft und Werkstofftechnik 50 (3):240–47. doi:10.1002/mawe.201800223.
- Palsule, S. 2007. Chemically modified fiber/matrix interface in natural fiber reinforced modified polypropylene composites. Proceedings of the International Conference on Natural Polymers Their Composites, (ICNP) IMSE, 42. Kottayam (India).
- Palsule, S., B. O. Ogunsile, and A. A. Singh. 2013. Natural hardwood fiber reinforced chemically functionalized polyethylene composites with in-situ fiber/matrix interfacial adhesion. Applied Polymer Composites 1:57–74.
- Porebska, R., A. Rybak, B. Kozub, and R. Sekula. 2015. Polymer matrix influence on stability of wood polymer composites. Polymers for Advanced Technologiesologies 26 (9):1076–82. doi:10.1002/pat.3535.
- Priyanka, and S. Palsule. 2013. Banana fiber/chemically functionalized polypropylene composites with in-situ fiber/matrix interfacial adhesion by Palsule process. Composite Interfaces 20 (5):309–29. doi:10.1080/15685543.2013.799012.
- Rangappa, S. M., S. Siengchin, J. Parameswaranpillai, M. Jawaid, and T. Ozbakkaloglu. 2022. Lignocellulosic fiber reinforced composites: Progress, performance, properties, applications, and future perspectives. Polymer Composites 43 (2):645–91. doi:10.1002/pc.26413.
- Romero-Zúñiga, G. Y., P. González-Morones, S. Sánchez-Valdés, R. Yáñez-Macías, I. Sifuentes-Nieves, Z. García-Hernández, and E. Hernández-Hernández. 2021. Microwave radiation as alternative to modify natural fibers: Recent trends and opportunities–a review. Journal of Natural Fibers 19 (14):7594–610. doi:10.1080/15440478.2021.1952140.
- Rowell, R. M., A. C. Brenda, J. S. Rowell, C. Clemons, and R. A. Young. 1993. Results of chemical modification of lignocellulosic fibers for use in composites. In Wood-fiber/polymer composites: Fundamental concepts, processes, and material options, ed. M. P. Wolcot, 121–27. Madison: Forest Products Society.
- Sahu, S., S. B. B. P. J. Sahu, S. Nayak, M. K. Roul, and S. K. Khuntia. 2022. Effect of chemical treatment and fiber loading on various properties of Bauhinia vahlii bast fibers/acrylonitrile butadiene styrene composites for automotive body parts. Polymer Composites 43 (8):4909–18. doi:10.1002/pc.26751.
- Santoso, O. A., A. P. Irawan, S. Djamil, and A. R. Danendra. 2020. Strength simulation of power window panel components design using ABS material. IOP Conference Series: Materials Science and Engineering, 1007, 012170. doi:10.1088/1757-899X/1007/1/012170.
- Singh, A. A., and S. Palsule. 2013. Jute fiber-reinforced chemically functionalized high density polyethylene (JF/CF-HDPE) composites with in situ fiber/matrix interfacial adhesion by Palsule process. Composite Interfaces 20 (8):553–73. doi:10.1080/15685543.2013.813192.
- Singh, A. A., and S. Palsule. 2014. Coconut fiber reinforced chemically functionalized high-density polyethylene (CNF/CF-HDPE) composites by Palsule process. Journal of Composite Materials 48 (29):3673–84. doi:10.1177/0021998313513045.
- Singh, A. A., and S. Palsule. 2016. Jute fiber reinforced chemically functionalized polypropylene self-compatibilizing composites by Palsule process. Journal of Composite Materials 50 (9):1199–212. doi:10.1177/0021998315590260.
- Speri, W. M., and C. F. Jenkins. 1973. Effect of fiber‐matrix adhesion on the properties of short fiber reinforced ABS. Polymer Engineering & Science 13 (6):409–14. doi:10.1002/pen.760130603.
- Threepopnatkul, P., T. Krachang, and C. Kulsetthanchalee. 2014. Phosphate derivative flame retardants on properties of pineapple leaf fiber/ABS composites. Polymers and Polymer Composites 22 (7):591–98. doi:10.1177/096739111402200702.
- Threepopnatkul, P., T. Krachang, W. Teerawattananon, K. Suriyaphaparkorn, and C. Kulsetthanchalee. 2012. Study of surface treatment of pineapple leaf fiber (PALF) on performance of PALF/ABS composites. ECCM 2012 - Composites at Venice, Proceedings of the 15th European Conference on Composite Materials Venice (Italy), 1–7.
- Threepopnatkul, P., T. Krachang, W. Teerawattananon, K. Suriyaphaparkorn, and C. Kulsetthanchalee. 2013. Effect of flame retardants on performance of PALF/ABS composites. Advanced Materials Research 747:351–54. doi:10.4028/747.351.
- Yang, J., L. Gao, L. Jiao, X. Zhou, and W. Guo. 2011. Interface behavior of bio-fiber filled polymer composite. Gaofenzi Cailiao Kexue Yu Gongcheng/Polymeric gaofenzi Cailiao Kexue Yu Gongcheng/Polymeric Materials Science and Engineering 27:56–59.