
ABSTRACT
Seamless garment technology is apparently a sustainable and efficient garment-manufacturing approach. This technology is already used in knitting for sportswear, hosiery and other knitted garments. Garment industry relies mainly on weaving technique; therefore, seamless weaving also needs to be studied for its further exploration. This review paper aims to investigate the prevalent techniques for seamless weaving in the textile industry and to explore its future prospects.
摘要
无缝服装技术——显然是一种可持续高效的服装制造方法. 这项技术已经被用于运动服、袜子和其他针织服装的针织. 服装工业主要依靠织造技术,因此无缝织造也需要进一步研究和探索. 本文旨在研究纺织业中流行的无缝编织技术,并探讨其未来前景.
Introduction
The factor of sustainability is crucial for any Textile and Fashion Industry. It is an umbrella term which covers from efficient power and other required resources to economical raw material to eco-friendly wastage. Besides being cost-effective, it has to be long-lasting and endurable in use to maximize the resource utilization. Seamless weaving technology seems to be a viable option in this regard as it produces garment directly on the loom and conserves time, energy and labor. Nayak and Padhye (Citation2015) enumerate the stages required in conventional garment manufacturing process like fabric and trim sourcing, pattern making, laying and marking, cutting stitching, finishing and zero wastage which become redundant in the cited technique/seamless weaving technique. Despite of its immense potential, viability and durability, the seamless weaving technology has remained a comparatively less-explored area in Textile industry.
For standard two-dimensional weaving process, a woven fabric is achieved by orthogonal interlacing of lengthwise and crosswise yarns. The weaving method developed in early civilizations was found to be done with or without loom consequently giving either two-dimensional or three-dimensional woven fabrics or products. Weaving involves inserting wefts into warps, to form an interlaced structure known as woven fabric. Woven fabric is identified by the order or pattern in which the yarns are interlaced (Wu et al. Citation2020). The warps are either raised or lowered before adding wefts during weaving depending upon the required fabric structures. This process of lowering and raising the warps creates diamond-shaped opening called shed through which the wefts pass known as shedding. The beating-up involves the pushing of a weft yarn against the previously inserted weft yarn by the reed (a comb-like structure made of evenly spaced set of wires). The repetition of shedding, weft insertion and beating-up results in the formation of a woven fabric (Choogin, Bandara, and Chepelyuk Citation2013). However, the idea of three-dimensional seamless forms could have been developed and inspired from nature such as a bird nest and a spider web. These 3D structures evolved with time and created concept of 3D weaving for textiles and clothing (Gill Citation1916). The identification of linear to 3D basketry is explained in , which can be transformed into seamless fashion when used in large scale (Larsen and Freudenheim Citation1986).
Figure 1. Different types of interlacing – linear to three-dimensional (Larsen and Freudenheim Citation1986).
In comparison with knitting, it is a challenge to create a fully functional seamless garment using weaving method due to the need to interlacing two sets of predetermined yarns. This is one of the reasons that a seamless woven garment cannot easily be found, whereas seamless knitted garments can (Piper and Townsend Citation2015). Another reason for the underdevelopment of seamless weaving is the tendency of woven products to become loose and the characteristics of unravelling/fraying of threads (Seyam et al. Citation2014). Up to now, very rare research work can be found on seamless woven fashion, although studies on seamless weaving have been reported for applications in medical (Du Citation2013, Citation2014, Citation2016, Citation2018; Goldmann, Merckle, and Sievers Citation2014; Singh, Wong, and Wang Citation2015), industrial (Hübner et al. Citation2016; Sugun and Sandeep Citation2016; Umair et al. Citation2015; Zheng et al. Citation2013) and technical textiles (Bhattacharya and Koranne Citation2012).
Techniques used in seamless weaving
Double or tubular woven textiles have the potential to be used for various purposes such as medical prosthesis, intelligent garment or artwork. Seamless weaving is majorly capable of producing semi-finished woven articles without side seams, but few studies proposed ready-to-wear seamless woven garments discussed later in this article. The technology of seamless garments starts with yarn (one-dimension) to a ready-to-wear article (three-dimension). The concept of seamless refers to clothing with no seams (specifically lateral seams) or very few seams. The availability of seamless technology through weaving is limited, and majority of research is carried on the technical issues and purpose other than clothing (Broega, Catarino, and Biolo Citation2010). Several methods have been researched for seamless woven garments. The conclusion from these studies made is that the fundamental requirement for seamless woven textiles is to develop cavity for the body/wear. Cavity is formed by producing double cloth or tubular weave as shown in (Gokarneshan Citation2004). Double cloth is combined with various other structural factors to experiment the seamless woven products. Apart from double cloth, the use of yarn shrinkage has also been practiced forming varied shapes in a garment. Similarly, the use of different types of weaves and pick density has also been experimented to shape the garment (Seyam Citation2011).
Figure 2. Double cloth and tubular woven structure (Gokarneshan Citation2004).

A considerable research work has been done to produce seamless garments that require little or no cutting and sewing. However, many methods have production limitations (in terms of speed, labor intensity, level of difficulty), or equipment limitations (specialized looms or required loom parts), or functional/performance limitations. Using weaving looms such as circular weaving machines is also capable of producing tubular textiles (multiphase weaving looms) (Adanur Citation2020). Seamless woven products developed so far employed various techniques such as use of tubular weaving, engaging and disengaging warps on the loom, adaptations of loom, use of different shaped reed, using different densities of warp feeding to create bulging shapes, use of jacquard weaving and applying shrinkage phenomenon by using stretch yarns or high twist yarns or weaving different patterns of garment on loom and then assembling through stitching. These techniques are categorized on the basis of variations brought in basic weaving mechanisms such as by controlling warp letting off, shedding, pick insertion, beating-up and woven cloth taking-up.
Manipulating weave mechanism
Flat weaving
Weaving a rectangular shape is one of the simplest activities for weaving straight rectangular garment and keeping front and back of the garment folded. An example of inherently flat weaving is woven vest in which the neck opening is not woven, and the unwoven warps are cut away after the vest is complete. The two sides can be joined together under the armpits. Similarly, the neck opening of a woven kimono is left unwoven and the free ends were cut once weaving is complete (Held Citation1978).
Jayaraman and Park’s (Citation2002) showed a complete one-piece garment with sleeves that requires little cutting and sewing after weaving. In , a complete guide of garment is given with the front and back bodice along with sleeve, which is produced as the whole 2D garment (Jayaraman and Park Citation2002). However, this method can only produce a flat garment without any shape which is not adequate for garments with fashionable silhouettes. Another type of seamless woven garment with intelligence capability was also reported as shown in (Jayaraman and Park Citation2001). This seamless garment is also a one-piece garment with sleeves produced by using fully-fashioned weaving process. Three different weaving structures were used at different sections of the garment including tubular, double layer and self-stitch weave structures. This garment has no conventional seams or discontinuity. The sensing component incorporated in the weave of garment makes it capable of monitoring body signals and garment penetration. This garment also does not suffice the fashionable silhouettes due to its flat and straight shape.
Figure 3. One-piece garment.
Narrow loom
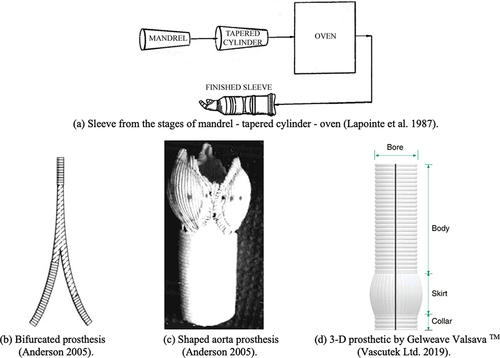
A tapered woven tubular structure of preset length was developed using a conventional shuttle loom. It was designed for an impermeable spacesuit limb cover as a flexible protective structure. The tubular structure can be achieved by terminating warps. Before the weaving process, a certain number of warps were cut shorter than other lengths. Warp yarns which were cut terminated at specified length to give a tapered shape. It was then woven with weft yarn which formed a complete sphere around the entire length of the sleeve, creating a tapered sleeve. The length of warp ends and the amount of short warp yarns control the extent of the taper of the tube. Once woven, further stages of the finished sleeve are shown in (Lapointe, Wright, and Vincent Citation1987). However, this method is slow and interrupted as it stops each time when the warps need to be clipped.
Figure 4. Woven tubes using a conventional loom.
In a research it was found that textile grafts could line arteries and prevent from blood clotting (Blakemore and Voorhees Citation1954) followed by the development of tubes from sail cloth which shows the correct observation and leads to what is known as arterial reconstructive surgery (Callow Citation1986). Nowadays, several manufacturers are producing polyester textile prosthesis in a wide variety of configurations, shapes, sizes and compositions.
A woven tube is a tubular fabric formed by joining two-dimensional fabrics at the edges with a consistent diameter. To make a seamless tube, shuttle loom was engaged with weft yarn loops peripherally from the bottom to the upper layer warps (Clarke Citation2000). Apart from simple tubular shape, prosthesis shown in can also be manufactured in split/bifurcated shape. As the name indicates, split shape means that one tube splits into two branches. For such woven structure, a narrow shuttle loom with multiple shuttles can be employed. For the main/joint part of the tube, weaving can be done with one shuttle, where the branches require two shuttles to weave two tubes simultaneously. represents the tear-shaped bulge of ascending aorta in which straight tube is sewn with three individual parts of woven textile at one side of tube. This prosthesis is produced manually and hence is inefficient in terms of time, chance of human error, labor intensity and potential for defects (Anderson Citation2005).
Another seamless woven product for damaged arteries is Gelweave Valsava TM which was developed by Vascutek Ltd – one of the leading companies of designing and manufacturing vascular products for treating cardiovascular disease (Vascutek Ltd Citation2019). Gelweave Valsava TM comprises three segments – body, skirt and collar, as shown in . The skirt lies between the collar and body of the graft, and skirt and collar are sewn with the body of tube. Though the product is superior and improved than straight tube, it is labor intensive, costly and susceptible to human error since it is hand-sewn (Singh, Wong, and Wang Citation2015).
By controlling beating-up mechanism
Adaptations and adjustments in the weaving machines and their parts may be required in order to produce varied shape of woven textiles. Most of these adaptations are exploratory and have not yet been widely used by the weaving industry. Bringing variations in the density and direction of weaving yarns both warp and weft through re-invented devices can help to transform the two- and three-dimensional shapes of woven textiles. Different prototype textiles have been reported such as spiral (Aucagne and Martinet Citation1993), three-dimensional (Horovitz Citation2000) and shaped tubes via Faber’s reeds (Anderson Citation2005). The number of shapes achieved through this method was limited.
There is a possibility of using an adjustable reed to produce shaped fabric. Adjustable reed is supposed to have its dents pushed apart or close together, and the warp density would be controlled with this movement without re-drawing the warps. Fan-shaped reeds, also called ondulé reeds (The Woolgatherers Citation2017), were initially used for adjustment of warp yarns width-wise to be fit on the warp beam. Apart from width adjustment, the fan-shaped reeds were also used to produce fabrics with decorative designs. As the name indicates, fan-shaped reed has inclined (angled) dents. The size of the fan reed varies according to the end use of fabric. represents single fan-shaped reed continued across the width of loom, and represents small multiple fan-shaped reed. The working mechanism of reed involves a lever/treadle to move the fan-shaped reed up or down after each weft insertion. This movement displaces the warp yarns for each dent and changes the number of warp yarns per unit length in order to press yarns sideward (warp displacement as shown in ), giving an undulating structure along warp direction (Seidl and Kellenberger Citation1993).
Figure 5. Controlling beating-up mechanism: modification in reed.
Apart from wavy structure, fan-shaped reeds are capable of producing tubular shaped silhouette. A single fan-shaped reed is fitted on a shuttle loom, through which the warp width can be easily adjusted by elevating or dropping the lever. Such shuttle loom can produce seamless tubular shapes, presented in . However, the reeds installment is limited only to looms with reed motion in horizontal direction while beating up. In high-speed looms where reed turns during the beating-up process, it will lead to up-and-down movements of warp yarns within the dents of reed. So, if the fan-shaped reed moves in up-and-down mode in an angled dent, it will cause abrasion and breakage of warp yarns, and unintended fabric width. In order to have more shape choices through weaving, the reed needs to be designed more inclined (greater degree of angles). This requires larger reed which makes the reed heavier and consequently difficult for the adjustment, resulting in slow weaving operation. In addition, the resultant fabric has diverse warp densities due to warp displacement. There is less shrinkage in areas with more warps and more shrinkage in areas with less warp ends (Anderson Citation2005).
presents the working mechanism of Ashford table loom with fan-shaped reed, which is suspended freely with two cords in order to have flexibility in design. The up-and-down movement of reed is aided by the two buttonhole cords and arrow pegs. The cords attached to the reed are wound through the holes already present in the overhead beater (The Woolgatherers Citation2017).
Some applications of seamless woven textiles are not for clothing. Weaving method can integrate single- and multi-layered textiles which can also be converted to shaped textiles by some designers and researchers (Bhattacharya and Koranne Citation2012). A device is developed for 3D preforms straight from loom including 3D shell shape (refer to dome shape in ). In studying woven 3D shapes, Busgen (Citation1999) worked on a weaving machine that is controlled through computer with fixed shaping devices attached to it. The shaping devices are responsible for controlling the length of warp and weft yarns, and yarns are over fed at those areas where bulge or dome is required. After setting up the weave details in software, a separate design method is present for the shell-shaped structure and set jacquard program permits interlacing to be allocated to precise areas of the shell-shaped structure. There are other factors that are adaptable such as fabric layers, connection between layers and the length of weave floats. Weft insertion information is also fed in the software as per the required shape of shell, whereas warp yarns must pass from a specified creel for regular tension as warps are in different lengths. Manual work makes this process costly, and inaccuracies may present in terms of quality control (Buesgen Citation1995).
By controlling shedding mechanism
Seamless woven garment has more options for different weave integrations with jacquard weaving (Ng et al. Citation2007). A study was carried out to investigate the basic design and manufacturing of seamless shapeable garments by using jacquard shedding mechanism. Variation in weft yarn configuration and type of weave gave different dimensional changes and novel textures in the finished woven textile. Comparative experiments were conducted on two groups with different weft yarn combinations. Two different weft yarns (A and B) were employed: yarn A comprised of nylon/spandex, and B was non-elastic viscose yarn. As shown in , Group 1 was woven with only weft yarn A, whereas group 2 was interlaced with both weft yarns A and B on alternate basis. The study found: (1) Group 2 gave rougher and warmer surface than Group 1. (2) Tighter weave gave crinkled texture, while loose weave resulted in uneven texture. (3) Weft faced weave structure had naps on the surface while warp faced had a glossy appearance. (4) Three-dimensional forms were influenced by weft shrinkage, i.e., with more shrinkage in weft, the vertical lines of three-dimensional shape bent more, and vice versa (Wang et al. Citation2009).
Figure 6. Use of Jacquard shedding mechanism.
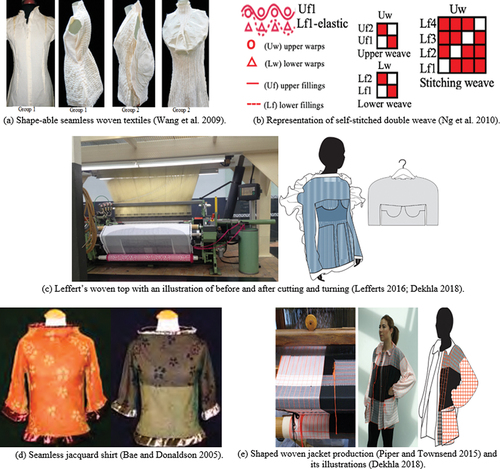
Shapeable woven garments were produced by Ng, et al. (Citation2010) using compound weave on Jacquard loom. Earlier discussed shapeable seamless garments were investigated using simple weave in which warp and weft were on the same layer of the woven cloth (Wang et al. Citation2009). However, in this study compound weaves with jacquard weave design were employed. In stitching weave as shown in , one set of weft yarns (face wefts) is woven with warp yarns and at the same time more weft yarns need to be arranged in the base layer to be interlaced with warps. The resultant woven product has weft-faced on face and warp-faced on back. In experiments it was found that with weft-backed and self-stitched double weaves, the appearance of the final woven products has more options of transformation in texture, silhouette shape and color. The garments produced with compound weaves are heavier and therefore suitable for winter wear (Ng et al. Citation2010).
Leffert used jacquard method to produce three-dimensional garment using synthetic yarns. The purpose of using synthetic yarns in her research was that upon heat cutting the fibers were bonded and not to be raveled. The completed woven garment only required minor finishing by cutting extra yarns and turning over. Apart from three-dimensional woven garment, Leffert also worked on her sustainable collection named as TWO (To Weave Objects) which was a sustainable approach achieved through one process of producing woven objects rather than cutting and sewing from 2D flat fabrics (Lefferts Citation2016). presents a top produced through jacquard weaving with its final product’s illustration.
Bae and Donaldson (Citation2005) suggested a seamless jacquard woven shirt by applying double weave structure, in the bodice areas along with sleeves, whereas single-layer cloth with 2/2 weave was used for seams. The jacquard seamless shirt is presented in . As reported by authors, weave structure must be selected carefully as it must provide the same amount of tightness at different areas made of double- and single-layer cloth; otherwise, it may cause ruffle at the edge. When weaving was complete, the shirt shape was cut, single-layer cloth of 0.5 inches was left as allowance for outside seam. The woven shirt was flipped inside out to make it ready to wear.
Piper also suggested shaped garment using jacquard weave shedding mechanism, by which 3D weaving production with minimal wastage was achieved. This method also eliminated wastage of fabric during cutting by making exact shaped patterns (Piper and Townsend Citation2015). shows woven pattern being made on loom and the final woven jacket with its illustration (Dekhla Citation2018).
By controlling warp yarns
Nuñez and Schmitt (Citation1998) produced a seamless tubular-shaped woven textile be used as prostheses by changing the number of warps along the length of the product. Before this graft, where change of diameter is required, the diameter of a tubular textile is changed by slashing and sewing, as shown in . To remove this slashing and sewing line, warps are disconnected where tapered shape is needed.
Figure 7. Controlling warp yarns.
For this shaped tube product, shuttle loom with jacquard shedding motion is required; it is controlled by computer-aided design system. The structure is achieved by disengaging pre-defined warps and weft yarns that are not interlaced according to the shape requirement of tubular woven graft, presented in . The warps are engaged once the tapering is achieved. Once woven, graft is taken for heat setting process. Disengaging warp approach can produce variety of tapered shapes also including split or bifurcated and trifurcated grafts, presented in . When weaving a bifurcated or trifurcated graft, warp yarns are required to be split evenly at crotch area so that the tubular graft can be woven into two or more separate grafts. The division of yarns is made in such a manner that an odd number would form continuous plain weave tubular. So, it is to be kept in consideration that while the warps are split at the crotch area for bifurcated graft, both tubes must be woven simultaneously with odd numbers; otherwise, it would result in false weave pattern at the fabric edge of any tubes. This is because the disengagement of warps (See ) lets an end to be disconnected in interlacing, thus allowing only odd number warps to be woven on both tubes. This method can only be used to produce gradual taper in the woven tube as disengaging of warps will create more taper shape, but it can also cause holes if more than three yarns are disengaged. Apart from its structure, a creel is always required to maintain tension during weaving as disengaging of warps can cause inconsistent tension and slackness of disconnected warps causing yarns to break. Manual cutting is time-consuming and causes yarn wastage (Nuñez and Schmitt Citation1998).
A weaving machine named as “Bemm” was invented for making seamless garments, which is capable of engaging and disengaging warp yarns according to the design requirements. Some parts of the loom including cloth beam, warp beam, reed, harnesses and breast beam are remodeled synthetically for the use of producing seamless woven structures and garments. However, woven garments made by the loom are flat and plain, and the machine still requires further development for its effective applications especially for seamless garments (Yengkhom Citation2006).
Primentas and Primentas (Citation1997) have also experimented a seamless tunic by devising a mini version of vertical loom, as shown in . In the loom warps are passed over the string attached to the U-shaped frame in such a manner that half of warp length goes to both sides, i.e., right and left. The warp yarns are fastened to pins affixed with a block at the bottom of frame. These blocks are arranged to pass weft yarn through warps (shed). Weft yarns are inserted through a shuttle which is passed through the warp yarns to make the neck and shoulder area of the tunic. Once the neck opening and shoulder are made (see ), the second shuttle is used so that the two shuttles with each from front and back side of the tunic. The front and back fabric pieces keep detached until the armholes of the tunic are created. When the armholes are formed, the second shuttle is taken off and a tubular woven structure is continued until the desired length is formed. This method needs detailed manual work. It makes the method very difficult to produce with modern weaving techniques.
There is a method of combining connected and unconnected double woven construction employed in the construction of seamless airbags. Dobby or jacquard looms can be employed to weave these seamless airbags. Dobby loom has design limitations, i.e., circles with squared edges could only be produced, due to limited control of warp yarns, whereas jacquard loom has fewer design limitation as every warp yarn is controlled individually. Plain, twill and satin with variety of their variations have been used for this woven product using polyester or polyamide yarns. The airbags are constructed by employing a combination of attached or unattached double weave, shown in . When weaving is complete, coating of the woven polymer material is applied on both sides and a hole is made in every disconnected area of woven structure (Kitamura Citation1998).
By controlling weft yarn materials
Anderson and Seyam (Citation2004) developed a 3D shaped seamless woven fabric by the use of shrinkable polyester yarns at different sections of the woven product for medical applications. Shrinkage factor along with weave structure is an integral parameter to be considered to produce shaped seamless garment. The higher the number of interlacing, the lesser the shrinkage (Topalbekiroğlu and Kaynak Citation2008). Seyam et al. (Citation2014) employed the shrinkage of weft yarn and variation of weave structure to form tubular woven garments. In their experiment, warp kept unchanged, whereas weft yarns and weft density were experimented with different weave structures using dobby shedding. Spandex was used tactically at specific areas where shrinkage was required to meet the shape requirements of the garment. However, stitching was used at certain areas for finished look, shown in .
Figure 8. Variations in use of weft material.
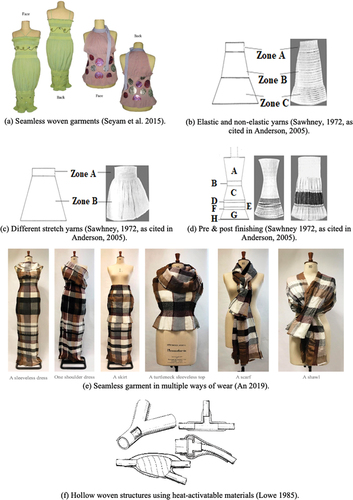
The combined use of elastic and non-elastic yarns in weaving can shape the whole garment and form gathers in a woven fabric. This weaving method was introduced by Sawhney (1972, as cited in Anderson, Citation2005). This integral weaving method involves tubular weaving along with the use of yarns with varied shrinkage to produce seamless garment. Silhouette shape and fullness are given in various sections of the fabric by employing elastic and non-elastic yarns. As shown in , a 5-end sateen weave was used for zone A and B of the garment. For zone A, the upper portion of skirt where shrinkage is required, weft with elastomeric core was used. For zone B, where required a wider area, regular cotton yarn was used. The weft yarn used in zone A causes an appreciable peripheral shrinkage in the fabric in relaxed position, whereas there is no considerable shrinkage in zone B. Gathers are formed in zone B upon heat setting of the fabric. Similarly, other shaped garments using same principle made by weaving are shown in . This weaving produced various shapes, but it is very difficult to weave elastomeric weft yarns. For this reason, the tension of yarns must be controlled precisely throughout the weaving process (Sawhney,1972, as cited in Anderson, Citation2005).
An (Citation2019) also examined yarn shrinkage with high twist wool yarn for seamless garments. This study reveals various textural effects and shapes by using yarns’ characteristics such as yarn shrinkage mentioned previously with work done by Ann Richards. Unlike research work discussed earlier, in order to understand the yarn shrinkage for seamless garment, different combinations of weft and warp yarns were experimented in An’s work. It was reported that fabric sett and weave structure affect the shape of finished fabric, but shrinkage is the main characteristics of creating seamless woven fabric shapes. Based on the calculation results, yarn was inserted in the required area to achieve the desired shape. In his experiments it was observed that the finishing process caused 10–15% of shrinkage. In , a versatile seamless tubular woven garment is given which can be styled in multiple ways.
Certain hollow woven structures are woven with thermoplastic fibers which help in bonding with each other. exhibits the hollow woven shaped structures comprising heat-activatable materials whose inherent shape achieved through weaving (Lowe Citation1985).
Several research works executed the successful development of seamless garments emphasizing shapeable stretch. There are seamless woven garments with shapeable stretch for better fitting and structure with variations of simple and compound weaves (Ng et al. Citation2010; Wang et al. Citation2009). Concept of three-dimensional seamless woven garments (Wang, Ng, and Hu Citation2013) and research of shaped seamless woven garments (Seyam et al. Citation2015) suggest jacquard method as prospect for seamless woven garments. Though the studies introduced new process for fashion industry, these studies are targeting on textile engineering side of seamless woven garments such as manipulation of weaving machinery and mechanism and functionality aspect of the fabrics.
Seamless structures
In A-POC (A Piece of Cloth) seamless wear collection, Miyake and Fujiwara exhibited some seamless woven garments along with the knitted whole garments. In the collection named as “A-POC Inside”, the concept of “whole panel weaving” is presented. An issue with the woven seamless garments in their collection was that the woven structures still needed sewing for assembling as a garment (Miyake and Fujiwara Citation2002). A-POC zero waste patterns ready for assembling to make garment are presented in . The Miyake Studio also used Jacquard for complicated designs and radically experimented variations in its design such as shape of garments, density of weave, and the yarn thickness (Scanlon Citation2004). The methods of A-POC are sustainable and zero waste, but the proposed production process is technologically unfeasible for majority of manufacturers (Rissanen Citation2005). shows the cutting lines to follow in order to make the garment ready to wear (Sissons Citation2010).
Figure 9. Seamless pattern & structures.
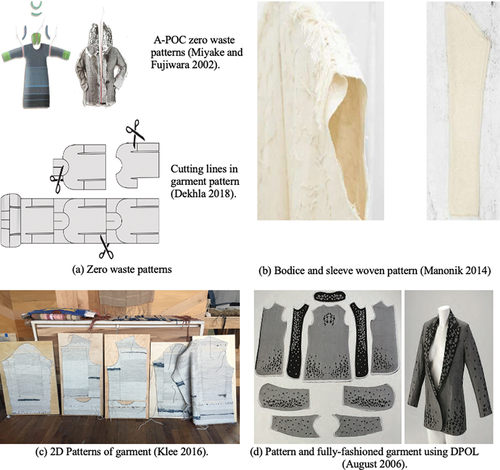
Another example is from Manonik studio aiming to develop fully fashioned woven garments by weaving three-dimensional patterns. It includes creation of different parts of garment separately through hand weaving. Though this technique lessened the wastage as compared to conventional pattern cutting and cut and sew method, still hand sewing was required to convert into a full garment (Manonik Citation2014). represents the woven pattern of bodice and sleeve which require sewing to be converted into garment. Similarly, Friends of Light, a weaving cooperative of New York, has worked on hand woven jacket. Unlike conventional looms, pin looms were used for shaping 2D patterns into finished 3D garment. presents the different woven patterns of garment using the pin loom. However, the idea behind this concept was to restore craft with novelty, sustainability, reconnecting materials, processes and rejoicing faultiness (Klee Citation2016).
In fashion context, an Indian designer Siddhartha Upadhyaya developed fully fashioned clothes under the label of techno brand August (August Citation2006). The garments under DPOL (Direct Pattern on Loom) were produced by weaving shaped panels on jacquard loom. shows different woven panels and final product from these panels. The panels were cut and sewn using conventional cut and sew method; however, pattern making and cutting, and grading were eliminated in their production process (Ukey, Kadole, and Borikar Citation2013).
Conclusions
This review paper builds up the literature of seamless woven garments by critically reviewing the existing methods for seamless woven textiles. Very limited seamless garments were found in the literature produced using shuttle loom, and those garments have limited styles and lack of curves and sleeves attachment. The design innovations of these reported seamless woven garments have generally been based on intuition. Extensive literature review suggests the garment industry is still deficient of systematic research regarding seamless woven garments through conventional weaving mechanisms in industry. Seamless woven garment is an efficient sustainable approach in garment manufacturing as it not only prevents fabric wastage during manufacturing (patternmaking, cutting and sewing), but also consumes lesser workspace and eradicate various steps during garment manufacturing consequently saving time, cost and energy. Therefore, design innovations in seamless woven garment to be implemented in industry require more critical research which should not just be based on intuitions.
There are a number of questions developed to overcome the deficiencies in existing seamless woven garments: (1) how to develop a woven fashion item which fits perfectly according to body shape, is comfortable and does not require stitching at all? (2) How to prevent raveling of woven fabrics without seams? (3) How yarn characteristics influence silhouette and comfort of seamless woven garment?
This review aims to develop design concept for ready to wear seamless woven garments of predetermined shape needed for body curves with focus on design practicality and aesthetics, i.e., silhouette and comfort of the wearer along with the versatility of the garment. Future research can further explore design development using different shedding systems such as dobby and jacquard and using of yarns with certain twist and elasticity by employing various weave design parameters and explore its practicality in achieving the shape of garment. This will help in critically evaluating different relationships among design factors and their functionality in seamless woven garments in light of performance and comfort.
Highlights
This review paper aims to investigate on the prevalent techniques for seamless weaving in the textile industry, to explore its future prospects and build up the literature of seamless woven garments by critically reviewing the existing methods for seamless woven textiles. This paper categorizes the literature on the basis of weaving mechanisms such as controlling of beating-up mechanism, shedding mechanism, warp control, weft material and seamless pattern.
There are a number of questions developed to overcome the deficiencies in existing seamless woven garments: (1) how to develop a woven fashion item which fits perfectly according to body shape, is comfortable and does not require stitching at all? (2) How to prevent raveling of woven fabrics without seams? (3) How yarn characteristics influence silhouette and comfort of seamless woven garment?
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- Adanur, S. 2020. Handbook of weaving. Boca Raton, United States: CRC Press. https://doi.org/10.1201/9781420031966.
- An, K. H. 2019. “From the Loom to Wear : Shapeable woven textiles from seamless fashion.” PhD diss., Heriot-Watt University. ProQuest Dissertations.
- Anderson, K. 2005. “Seamless textiles with inherent shape.” PhD diss. North Carolina State University. ProQuest Dissertations.
- Anderson, K., and A. M. Seyam. 2004. “Developing seamless shaped woven medical products.” Journal of Medical Engineering & Technology 28 (3): 110–16. https://doi.org/10.1080/0309190042000193874.
- Aucagne, J., and L. Martinet 1993. Spiral-shaped textile structure. (United States of America Patent No. US5,242,745).
- August. 2006. Collection-made to measure. Accessed November 2, 2021. http://august.synthasite.com/the-collection.php.
- Bae, J., and R. Donaldson 2005. A seamless woven jacquard shirt. 61st Annual Conference of the International Textile and Apparel Association, Alexandria, VA, USA.
- Bhattacharya, S., and M. Koranne. 2012. “Novel method of weaving three-dimensional shapes.” International Journal of Clothing Science and Technology 24 (1): 56–63. https://doi.org/10.1108/09556221211194345.
- Blakemore, H. A., and B. A. J. Voorhees. 1954. “The use of of tubes constructed from vinyon “N” cloth in bridging arterial defects-experimental and clinical.” Annals of Surgery 140 (3): 324–333. https://doi.org/10.1097/00000658-195409000-00008.
- Broega, A. C., A. P. Catarino, and E. M. Biolo 2010. Seamless technology applied to the fashion design. AUTEX 2010 - 10th World Textile Conference, Vilnius, Lithuania.
- Buesgen, A. 1995. “Woven 3-D Shapes directly out of the loom.” Technical Textiles International 4 (8): 18–19.
- Busgen, A. 1999. Woven fabric having a bulging zone and method and apparatus of forming same. (United States of America Patent No. US006,000,442).
- Callow, A. D. 1986. “History of Vascular Graft Development.” In Vascular Graft Update-Safety and Performance, edited by A. K. P. Sung, 11–15. Williamsburg, United States: American Society for Testing and Materials (ASTM).
- Choogin, V. V., P. Bandara, and V. E. Chepelyuk. 2013. Mechanisms of Flat Weaving Technology Vol. 144 Cambridge: Elsevier Science. https://doi.org/10.1533/9780857097859.
- Clarke, R. S. 2000. “Net shape woven fabrics-2D and 3D.” Journal of Industrial Textiles 30 (1): 15–25. https://doi.org/10.1106/R6F0-AA31-NYXY-MWQJ.
- Dekhla, F. L. 2018. “Weaving Dress : Exploring whole-garment weaving as a method to create expressive dress.” Masters diss., University of Borås.
- Du, G. 2013. Single Continuous piece prosthetic tubular aortic conduit and for manufacturing the same. (United States of America Patent No. US8,388,679 B2)).
- Du, G. 2014. Woven prosthesis and method for manufacturing the same (United States of America Patent No. US8,696,741 B2).
- Du, G. 2016. Woven Prosthesis and method for manufacturing the same (United States of America Patent No. US9,402,753 B2).
- Du, G. 2018. Woven prosthesis and method for manufacturing the same (United States of America Patent No. US10,010,401 B2).
- Gill, A. A. 1916. Practical Basketry. Philadelphia: David McKay Publisher.
- Gokarneshan, N. 2004. Fabric Structure and Design. New Delhi, India: New Age International (P) Limited Publishers.
- Goldmann, H., C. Merckle, and H.-H. Sievers 2014. Woven aortic sinus prosthesis having a bulb (United States of America Patent No. US8,728,152 B2).
- Held, E. S. 1978. “Designing for the loom.” In Weaving: A Handbook of the Fiber Arts, edited by R. Gilbert, 323–336. 2nd ed. New York: Holt, Rinehart and Winston.
- Horovitz, Z. 2000. Two- and Three-Dimensional shaped woven materials (United States of America Patent No. US6,086,968).
- Hübner, M., M. Fazeli, T. Gereke, and C. Cherif. 2016. “Geometrical Design and forming analysis of three-dimensional woven node structures.” Textile Research Journal 88 (2): 213–224. https://doi.org/10.1177/0040517516677231.
- Jayaraman, S., and S. Park 2001. Ful-Fashioned garment with sleeves having intelligence capability (United States of America Patent No. US6,315,009).
- Jayaraman, S., and S. Park 2002. Full-Fashioned Garment in a fabric and optionally having intelligence capability (United States of America Patent No. US6,474,367).
- Kitamura, A. 1998. Impact absorbing air bag and method for manufacturing same (United States of America Patent No. US5,707,711).
- Klee, K. D. 2016. “Friends of light: Handwoven Jackets from new york. design indaba®.” Accessed November 21, 2021. https://www.designindaba.com/articles/point-view/friends-light-handwoven-jackets-new-york.
- Lapointe, D. J. E., L. T. Wright, and L. J. Vincent 1987. Tapered, tubular polyester fabric (United States of America Patent No. NASA-Case-MSC-21082-1).
- Larsen, J. L., and B. Freudenheim. 1986. Interlacing: The Elemental Fabric. New York, United States: Kodansha International.
- Lefferts, J. 2016. “T.W.O gestalt process.” Accessed November 21, 2021. http://www.jacquelinelefferts.com/gestaltprocess.
- Lowe, F. J. 1985. Articles Comprising shaped woven fabrics. (United States of America Patent No. US4,668,545).
- Manonik 2014. “Three-Dimensional Pattern weaving.” Accessed May 5, 2022. http://www.manonik.com/.
- Miyake, I., and D. Fujiwara. 2002. A-POC Making. 1st ed. Weil am Rhein, Germany: Vitra Design Museum.
- Nayak, R., and R. Padhye. 2015. Garment Manufacturing Technology. Woodhead Publishing- Elsevier Science & Technology. https://doi.org/10.1016/C2015-0-06156-1.
- Ng, F., J. Hu, Y.-C. Szeto, and X. Wang. 2007. “Integrated design of seamless fashion in woven textile with multilayer.” Research Journal of Textile and Apparel 11 (2): 67–74. https://doi.org/10.1108/RJTA-11-02-2007-B008.
- Ng, F., X. Wang, J. Hu, and Y.-C. Szeto. 2010. “Shapeable Stretch textiles via compound weaves for seamless woven fashion.” Textile Research Journal 80 (12): 1191–1200. https://doi.org/10.1177/0040517509355343.
- Nuñez, J. F., and P. J. Schmitt 1998. Shaped woven tubular soft-tissue prostheses and methods of manufacturing (United States of America Patent No. US5,800,514).
- Piper, A., and K. Townsend. 2015. “Crafting The composite garment: the role of hand weaving in digital creation.” Journal of Textile Design Research and Practice 3 (1–2): 3–26. https://doi.org/10.1080/20511787.2015.1127037.
- Primentas, N., and A. Primentas 1997. “The seamless tunic a technological and hermeneutical approach.” 78th World Conference of the Textile Institute, Thessaloniki, Greece, pp. 415–423.
- Rissanen, T. 2005. “From 15% to 0: investigating the creation of fashion without the creation of fabric waste creativity:” Designer Meets Technology Conference, Copenhagen, Denmark.
- Scanlon, J. 2004. “Seamless.” WIRED. Accessed April 2, 2022. https://www.wired.com/2004/04/miyake/.
- Seidl, R., and P. Kellenberger. 1993. Patterning of the weave by fan shape reeds-an old but rediscovered technique. International Textile Bulletin: Yarn & Fabric Forming 39:61–66.
- Seyam, A. F. M. 2011. “Developments in jacquard woven fabrics.” In Specialist Yarn and Fabric Structures: Developments and Applications, edited by. R. H. Gong, 254–256. Woodhead Publishing. https://doi.org/10.1533/9780857093936.223
- Seyam, A. F. M., S. S. Saleh, M. Y. Sharkas, and H. Z. Abou-Hashish. 2014. “Shaped seamless woven garments.” Research Journal of Textile and Apparel 18 (2): 96–107. https://doi.org/10.1108/RJTA-18-02-2014-B011.
- Seyam, A.-F., S. Saleh, M. Sharkas, and H. Abou Hashish. 2015. Seamless Woven Garments. SMARTEX. Kafrelshiekh, Egypt: Kafrelshiekh University.
- Singh, C., C. Wong, and X. Wang. 2015. “Medical textiles as vascular implants and their success to mimic natural arteries.” Journal of Functional Biomaterials 6 (3): 500–525. https://doi.org/10.3390/jfb6030500.
- Sissons, J. 2010. Knitwear. Worthing, UK: AVA Academia.
- Sugun, B. S., and D. N. Sandeep. 2016. “Development of single-layer 3D ‘T’ Profile with fillet for composite ‘T’ joints.” Journal of Industrial Textiles 46 (3): 887–900. https://doi.org/10.1177/1528083715601510.
- Topalbekiroğlu, M., and H. K. Kaynak. 2008. “The effect of weave type on dimensional stability of woven fabrics.” International Journal of Clothing Science and Technology 20 (5): 281–288. https://doi.org/10.1108/09556220810898890.
- Ukey, P., P. Kadole, and S. Borikar. 2013. “Direct pattern on loom”-an innovative method of garment construction.” Journal of Textile Science & Engineering 3 (2): 131. https://doi.org/10.4172/2165-8064.1000131.
- Umair, M., Y. Nawab, M. Malik, and K. Shaker. 2015. “Development and characterization of three-dimensional woven-shaped preforms and their associated composites.” Journal of Reinforced Plastics and Composites 34 (24): 2018–2028. https://doi.org/10.1177/0731684415608958.
- Vascutek Ltd. (2019). “Gelweave valsalva™.” Accessed September 1, 2021. https://www.terumocv.com/doc/892524_TA_Valsalva-brochure_MAR2019_final_lr.pdf.
- Wang, X., F. Ng, and J. Hu. 2013. “3D Seamless Woven Fashion Based on New Concept and Technology.” Research Journal of Textile and Apparel 17 (3): 13–19. https://doi.org/10.1108/RJTA-17-03-2013-B002.
- Wang, X., F. Ng, J. Hu, and Y.-C. Seto. 2009. “Shapeable stretch textiles via simple weaves for seamless woven fashion.” Textile Research Journal 79 (18): 1715–1724. https://doi.org/10.1177/0040517509103552.
- The Woolgatherers. 2017. “Fan (Ondule) Reeds.” Accessed December 20, 2021. https://www.woolgatherers.com/FanReed.htm.
- Wu, R., C. Harvey, J. X. Zhang, S. Kroszner, B. Hagan, and S. Marschner. 2020. “Automatic structure synthesis for 3D woven relief.” ACM Transactions on Graphics (TOG) 39 (4): 102 (101–110. https://doi.org/10.1145/3386569.3392449.
- Yengkhom, D. S. 2006. A Seamless Garment. New Delhi-India Patent No. WO 2006/080,027, A1. W. I. P. Organization.
- Zheng, T., S. Li, S. Jing, and Y. Ou. 2013. “Designing of 3D woven integrated T-Joint tube.” Textile Research Journal 83 (11): 1143–1155. https://doi.org/10.1177/0040517512467062.