
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
The effect of bamboo virgin pulp addition to the recycled pulp in enhancing the recycled paper’s mechanical properties was evaluated. Malaysian bamboo virgin pulp used in this research were Bambusa vulgaris (Aur bamboo), Gigantochloa levis (Beting bamboo), and Gigantochloa scortechinii (Semantan bamboo). The addition of 2.5, 5, 7.5, and 10 wt% of bamboo virgin pulp improved the burst index, folding endurance, tearing index, and tensile index of the recycled paper from 2.27 to 3.17 kPa.m2/g, 7 to 15 double folds, 5.98 to 8.27 mN.m2/g, and 24.86 to 32.40 Nm/g, respectively. These were equivalent to the increment percentage for burst index, folding endurance, tearing index, and tensile index at the range of 6.61 to 39.65%, 28.57 to 114.29%, 15.72 to 38.59%, and 10.50 to 33.87%, respectively. The application of bamboo virgin pulp is very promising in improving the recycled paper’s mechanical properties and this could be further extended in enhancing the other properties such as physical and optical paper properties.
摘要
评价了在再生纸浆中加入竹原浆对提高再生纸力学性能的影响. 本研究中使用的马来西亚竹原浆为Bambusa vulgaris(Aur竹)、Gigantochloa levis(Beting竹)和Gigantochlia scortechinii(Semantan竹). 添加2.5、5、7.5和10 wt%的竹原浆使再生纸的爆裂指数、耐折性、撕裂指数和拉伸指数分别从2.27提高到3.17kPa.m2/g、7提高到15倍、5.98提高到8.27mN.m2/g和24.86提高到32.40 Nm/g. 这些相当于爆裂指数、耐折性、撕裂指数和拉伸指数的增量百分比,分别为6.61至39.65%、28.57至114.29%、15.72至38.59%和10.50至33.87%. 竹原浆的应用在改善再生纸的机械性能方面非常有前景,这可以进一步扩展到提高其他性能,如物理和光学纸的性能.
Introduction
Malaysian old corrugated container (OCC) imports reached 374% in 2020 and another 126% year on year in the first eight months of this year to feed the country’s newly recovered pulp and containerboard factories (Hannah Citation2022). Recycled pulp was used to reduce the usage of virgin pulp in the pulp and paper industry. This material not only reduces the problem of deforestation but also helps to minimize the production of waste material. According to Putz (Citation2006), there are 67 recovered paper grades that have been classified into five groups which are ordinary grades, medium grades, high grades, kraft grades, and special grades. However, because the fiber will be shorter and the hornification effects may occur, the utilization of recycled pulp is limited to up to 5 or 7 times of recycling process. Hornification occurs when fibers experience a reduction in their ability to swell and conform due to repetitive wet and dry processes (Salem et al. Citation2023; Solhi et al. Citation2023). This phenomenon is attributed to a chemical condition resulting from the cycles of drying and rewetting, leading to an irreversible decrease in the swelling capacity of the cell wall (Cichosz and Masek Citation2019; Hill, Altgen, and Rautkari Citation2021). Conversely, the refining process applied to recycled fibers causes brittle fibers to break into smaller fibers and fines.
As a result, various methods have been employed to address these deficiencies and restore fiber bonding strength. These methods encompass chemical or mechanical treatments of the recycled fibers (Jin et al. Citation2022; Rudi, Saedi, and Kermanian Citation2019), pre-treatment and fractionation of the recycled fibers using enzymes (Alencar et al. Citation2020; Halder et al. Citation2019; Vaz et al. Citation2021; Yang et al. Citation2019), and blending the virgin fibers with recycled fibers (Ghasemian, Ghaffari, and Ashori Citation2012; Leh et al. Citation2021; Peterus, Main, and Faizal Citation2023; Rodrigues Fioritti et al. Citation2021). Besides that, there are also several ways to enhance the mechanical strength of the recovery pulp. One of the methods is by adding dry-strength additives to the recycled pulp. The strength additives such as water-soluble, hydrophilic, natural, or synthetic polymers and cationic starch (CS) as well as polyvinyl alcohol (PVA) are the most widely utilized commercial compounds used as additives (Hamzeh et al. Citation2013). Another method that can be used to enhance recycled paper is by using nanofibrillated cellulose as a filler (de Assis et al. Citation2018; Sanchez-Salvador et al. Citation2020; Siró and Plackett Citation2010). The primary focus on utilizing micro- and nanofibrillated cellulose (MNFC) in the field of papermaking has primarily revolved around printing and writing papers (Eriksen, Syverud, and Gregersen Citation2008; González et al. Citation2012), with a secondary emphasis on packaging materials (Balea et al. Citation2016; Sanchez-Salvador et al. Citation2020). Mechanical strength plays a crucial role in high-density paper grades, and the incorporation of MNFC has proven to be advantageous in enhancing this particular parameter. The nanocellulose may form stronger and more frequent hydrogen bonds between the microfibrils of the cell wall, resulting in a highly resistant substance. The nanofibrillated cellulose paper also gives greater density and flexibility, is optically clear, has low porosity, a reduced coefficient of thermal expansion, and also has good oxygen barrier characteristics (Viana et al. Citation2018). Thus, mixing it with recycled pulp may improve the mechanical strength of recycled paper.
Adding virgin pulp into the recycled pulp can improve the strength of recycled paper due to the interaction between the two types of fibers. The increase in interfiber bonding as a result of replacing inactive secondary fibers with active virgin fiber is most likely to attribute to the increased strength (Wanrosli, Zainuddin, and Roslan Citation2005). They investigated the potential of using oil palm fiber virgin soda pulp as a strengthening agent to upgrade the quality of the recycled paper. The addition of as little as 20 wt% of virgin unbeaten pulp and 10 wt% of beaten virgin pulp was sufficient to restore the strength of the recycled paper by increasing interfiber bonding. Rushdan (Citation2003) conducted a study on recycled paper blended with oil palm empty fruit bunch pulp and found that the addition of oil palm empty fruit bunch pulp improved the apparent density, tensile index, burst index, and folding endurance of the recycled paper, but had adverse effects on the brightness, TAPPI and print opacity, light-scattering coefficient, and light-absorption coefficient. The strength properties of the blended recycled papers were not linearly related to those of the EFB paper. The best blend for old carton board was 25 wt% of EFB pulp and for copier paper and newspaper was 75 wt% of EFB pulp. The EFB soda-Anthraquinone (AQ) pulp can be used to enhance the structural and mechanical properties of recycled paper. Another approach involved the utilization of wheat straw pulp as a reinforcing aid for recycled softwood pulp, as explored by Garg et al. (Citation2008). The study revealed that the inclusion of wheat straw pulp enhanced the strength of recycled pulp, with blends containing approximately 40 to 60 wt% wheat straw pulp, exhibiting an optimal combination of tensile and tear strength. Hu et al. (Citation2021a) investigated various commercial pulps, including wood and bamboo, using a quaternary ammonium hydroxide aqueous solution for the preparation of environmentally friendly CSRCs above 0°C. They reported that the mechanical strength was improved by being welded in situ at 8°C.
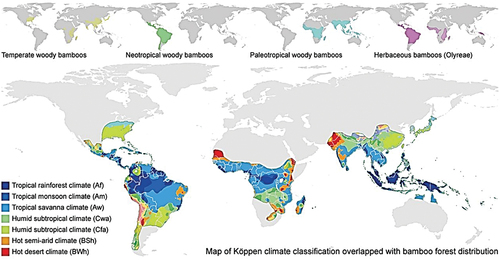
Bamboo exhibits a wide distribution across subtropical and tropical regions. , based on the research conducted by Huang et al. (Citation2017), illustrates the primary bamboo-producing areas, which are categorized into three regions: (i) Asia-Pacific, (ii) America, and (iii) Africa. Notably, the Asia and Pacific regions account for approximately 80% of the global bamboo forest lands. In comparison to wood, bamboo offers several advantages due to its unique characteristics. Firstly, bamboo exhibits a short growth cycle, typically ranging from 3 to 5 years, which allows for faster harvesting and utilization of the resource (Wei et al. Citation2016). Additionally, bamboo possesses the ability of self-reproduction, enabling sustainable cultivation and reducing the dependence on external sources. Moreover, bamboo stands out for its low maintenance and regeneration costs, making it an economically viable option.
Figure 1. Bamboo forest distribution and the overlapping with the climate zones (Huang, Sun, and Musso Citation2017).
Bamboo has gained recognition as “the second forest,” owing to its fast growth and remarkable properties. Being a fast-growing graminaceous plant, bamboo comprises approximately 57 to 65 wt% cellulose, 27 to 30 wt% hemicellulose, and 4.9 to 5.0 wt% lignin (Du et al. Citation2023; Song et al. Citation2016; Wei et al. Citation2016). This chemical composition renders bamboo a superior choice for pulping and papermaking, particularly when compared to other non-wood fibers like rice/wheat straw, reed, and bagasse (Esfahani et al. Citation2020; Hu et al. Citation2021a). Bamboo fiber exhibits comparable characteristics to hardwood fibers in terms of fiber length, aspect ratio, and fibrous cell wall cavity ratio (Shao et al. Citation2023).
The current trend of deforestation worldwide exacerbates the challenges faced by the supply of wood pulp, necessitating alternative sources of cellulose, such as agricultural residues (Zhao et al. Citation2022). To enhance the quality of Old Corrugated Containers (OCC) recycled pulp, researchers have conducted numerous studies, focusing on mitigating the loss in paper strength through the incorporation of non-wood virgin pulp.
The Malaysian Peninsula accounts for 31% of the bamboo cultivation area, covering approximately 229, 123 hectares, while Sarawak comprises 45% and Sabah makes up the remaining 24%. It is noteworthy that the agri-commodity sector HAS contributed significantly to the country’s export revenue, amounting to RM 152 billion in the previous year. Historically, bamboo fiber has primarily been employed as chopsticks, furniture, musical instruments, toothpicks, picture frames, handicrafts, and ornaments.
The current practice in Malaysian pulp and paper mills is adding imported softwood virgin pulp to enhance the recycled paper strength. This will contribute to the production cost by using the imported virgin pulp. Therefore, the usage of locally available bamboo pulp should be considered in substituting the imported virgin pulp in Malaysian Pulp and Paper Industries. However, given the escalating paper consumption in Malaysia, harnessing bamboo as a pulp for paper production would present a favorable means of utilizing this lignocellulosic fiber. Currently, there are limited studies on the effect of the Bambusa vulgaris, Gigantochloa levis, and Gigantochloa scortechinii pulps loadings on the mechanical properties of recycled paper.
Hassan et al. (Citation2023) evaluated the properties of pulp and paper of virgin bamboo pulp and the effect of beating in improving the bamboo paper’s mechanical properties. In continuation of the previous study, this study looked into the effect of adding virgin bamboo fiber at different percentages of bamboo pulp and different species of bamboo in enhancing the mechanical properties of recycled bamboo paper. The results showed that the increasing addition of bamboo percentage led to higher mechanical properties of recycled paper for burst index, folding endurance, tearing index, and tensile index at the range of 6.61 to 39.65%, 28.57 to 114.29%, 15.72 to 38.59%, and 10.50 to 33.87%, respectively.
Materials and method
The collection of all bamboo samples was conducted at the Forest Research Institute Malaysia (FRIM), Kepong, Selangor, Malaysia. This selection of a single location was deliberate to minimize potential variables such as variations in soil type and ecosystem, which could potentially impact the growth of bamboo and subsequently influence the research outcomes (Nordahlia et al. Citation2011; Zhan et al. Citation2015).
The fiber morphology analysis was carried out using culms obtained from the bamboo samples. The Franklin method, as described by Hemmasi et al. (Citation2011), was employed to determine the fiber morphology. This method involved examining the fiber length, cell wall thickness, fiber diameter, and lumen diameter under a light microscope (Olympus xe50). To prepare the samples, small bamboo chip samples weighing 1 g were soaked in a 1 wt% NaOH solution for one hour. Subsequently, they were rinsed with distilled water and stained with safranin. The dyed samples were then spread onto glass slides and dried at 50°C using an oven. A total of 50 replicates were analyzed to measure the fiber length, fiber diameter, and lumen diameter. Based on this data, the cell wall thickness, Runkle ratio, and Felting Power of FL/FD ratio were determined using Equation 1 as follows:
Soda-anthraquinone (AQ) pulping process
Bambusa vulgaris (Aur bamboo), Gigantochloa levis (Beting bamboo), and Gigantochloa scortechinii (Semantan bamboo) at the age of 1, 3, and 5 years old were used in this research. The bamboo was digested into pulp by soda-AQ pulping. 1 kg of bamboo chips based on the oven-dried weight were loaded into the rotary digester. The pulping parameters used for the soda-AQ pulping were 20 wt% of NaOH, 170°C of pulping temperature, 90 min to reach pulping temperature, 90 min at pulping temperature, 1:6 bamboos to liquor ratio, and 0.1 wt% of AQ based on the soda-AQ pulping conducted by (Hassan Citation2013). The pulp was then dispersed with a hydro pulper and then washed to remove the black liquor. The pulp was screened using a screener plate with a 0.15 mm slot size as specified in TAPPI standard T 275 sp-9 (Walkinshaw Citation2007). The Hobart mixer was used to remove the surplus water from the screened pulp, and the pulp was kept in a cold chiller at 6°C. Based on previous studies on bamboo fiber morphology (Nur Musfirah et al. Citation2021) and bamboo pulping yield (Suhaimi et. al., Citation2022), bamboo at the age of 1-yr old was chosen to undergo the next paper making process which is beating process.
Beating of sample
Before the paper making process, the beating operation was carried out and applied to the bamboo pulp. The beating process’s primary goal is to improve fiber-to-fiber bonding during paper creation by improving fiber flexibility enhanced by surface fibrillation. The beating level increases the surface area of the pulp fiber, which is necessary for boosting paper strength qualities (Kamthai Citation2007). A PFI beater (Leeson Electric Corporation, Wisconsin, USA) was used for the beating procedure. All bamboo species (Aur, Beting, and Semantan) at the age of 1-yr old pulp samples were beaten at 4000 rotation per minute (rpm).
Addition of bamboo fiber in recycled paper
2.5, 5, 7.5, and 10 wt% of all bamboo species fibers (Aur, Beting, and Semantan) at the age of 1-yr old, and with 4000 rpm beating revolutions were added into the recycled paper pulp based on the 24 g of oven-dried weight of total pulp for each batch of paper making based on TAPPI T 205 sp-02 (TAPPI Citation1995). The recycled paper pulp used was from the commercial recycled paper supplied by Pascorp Paper Sdn Bhd, Bentong, Pahang.
Paper testing
shows the official methods used for paper mechanical testing to evaluate the effectiveness of the bamboo fibers in enhancing the recycled paper’s mechanical properties.
Table 1. TAPPI official methods for paper mechanical testing.
Result and discussion
Conducting a comparative analysis among different bamboo species is crucial for determining the most suitable species for pulp and paper production. Additionally, understanding the maturity age of bamboo for paper making is essential. Fiber morphology serves as an indicator of pulp quality (Marsoem et al. Citation2015).
(a) shows the fiber diameter (11.35 µm) and lumen diameter (7.94 µm) and (b) fiber length of the specimen under light microscope (Olympus xe50). provides a comparison of morphological properties among bamboo species. Notably, fiber length (FL) exhibits significant differences among the species, with G. levis having the longest FL. Fiber diameter (FD) and lumen diameter (LD) differ between B. vulgaris and G. levis, as well as G. scortechinii. The Runkel ratio values varied significantly across species, indicating that each bamboo characteristic contributed to distinct paper properties. Fiber length played a significant role in the production of strong paper, as longer fibers contributed to enhanced paper strength. It reflected the number of bonding sites between fibers (Mohmod et al. Citation1992). Fiber length influenced tensile properties and led to the production of stronger paper, as reported by Sundblad (Citation2015). Marsoem et al. (Citation2015) reported that fiber length also affects the tearing strength of pulp production.
Figure 2. (a) fiber diameter and lumen diameter, and (b) fiber length under light microscopy.
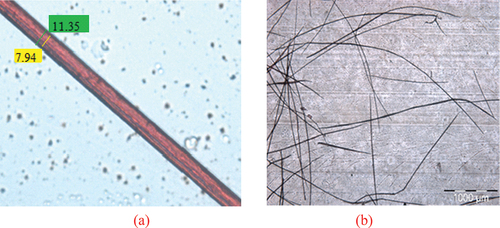
Table 2. Comparison of morphological properties between species.
shows the mechanical qualities of recycled paper blending with different percentages of bamboo fiber, and shows the increment percentages of paper mechanical properties of recycled paper pulp after being added with bamboo virgin pulp. The findings indicated that recycled paper had low mechanical qualities, which could be caused by limited swelling of the pulp or flexibility of the rewetted pulp, referred to as hornification. This could be due to frequent drying-rewetting cycles of recycling pulp, which reduced swelling capacity and water absorption, resulting in low wetness (Wanrosli, Zainuddin, and Roslan Citation2005). There are several methods for enhancing recycled pulp, one of which is blending the virgin pulp with the recycled pulp.
Table 3. Mechanical properties of recycle paper mixing with bamboo fiber with different percentages.
Table 4. Increment percentages on paper mechanical properties of recycled pulp after added with the bamboo pulp.
When bamboo virgin pulp was added to the recycled paper, its folding endurance, burst, tearing, and tensile index were improved. All species had a favorable impact on the mechanical qualities of recycled paper. Addition of as low as 2.5 wt% bamboo pulp positively influenced the mechanical qualities of recycled paper, demonstrating that as the addition proportion increased, so did the mechanical properties. According to Latifah et al. (Citation2009), the flexibility and collapsibility of the fiber can lead to an increase in fiber bonding, resulting in an enhancement in the mechanical properties of the paper.
Because the shorter fibers in the recycled pulp had limited flexibility; therefore, adding bamboo pulp increased the bonding area and enhanced the paper’s flexibility. According to Wanrosli et al., (Citation2005), virgin pulp absorbs more water than recycled pulp. Blending virgin pulp with recycled pulp will boost the swelling capacity of the fiber in this way. As a result, the fiber flexibility will rise and a new site for interfiber bonding between virgin and recycled fiber will be created. Increased interfiber bonding is expected to help improve the mechanical qualities of recycled paper. demonstrates that adding 10 wt% virgin bamboo pulp resulted in the maximum percentage of incensement for recycling pulp and the mechanical qualities of burst, tearing, and tensile index for all bamboo species.
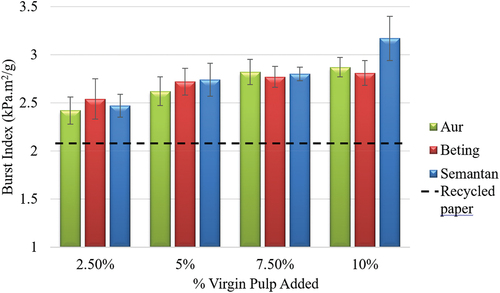
Inter-fiber bonding is necessary for the burst and tensile indexes, suggesting that greater flexibility and collapsibility of fibers allow for more bonding area along the length of the fiber (Latifah et al. Citation2009; Sheikhi et al. Citation2020). depicts the influence of the burst index on virgin pulp addition to the recycled pulp. The incorporation of bamboo pulp into recycling enhanced the flexibility and collapsibility of the fibers, boosting the burst index. The burst index increased as the amount of bamboo pulp added increased.
Figure 3. Effect of burst index upon the addition of bamboo virgin pulp.
The folding endurance after the addition of virgin bamboo pulp is shown in . When bamboo fiber was added, the folding endurance increased. The flexibility of the paper to bend had a significant impact on the fold. It is discernible that as the pliability and suppleness of the constituent fibers within the paper matrix were enhanced, a direct and consequential improvement was observed in the paper’s capacity to undergo bending deformation (Latifah et al. Citation2009). The degree of flexibility exhibited by paper material was fundamentally governed by the mechanical properties of its constituent fibers, including their tensile strength, elasticity, and bending resistance. Consequently, an augmentation in the pliability of these fibers can be attributed to improvements in these mechanical attributes, thereby enhancing the overall flexibility of the paper substrate (Li et al. Citation2022).
Figure 4. Effect of folding endurance upon the addition of virgin bamboo pulp.
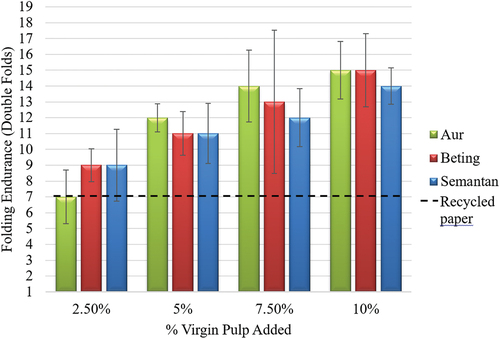
Furthermore, it is pertinent to acknowledge that the paper’s ability to undergo bending is not solely contingent upon the physical properties of the fibers, but is also influenced by the intermolecular forces, such as hydrogen bonding and Van der Waals interactions, which hold the fibers together (Hirn and Schennach Citation2015). Consequently, any alteration in fiber pliability can potentially disrupt or enhance these intermolecular interactions, thereby impacting the paper’s overall bending behavior.
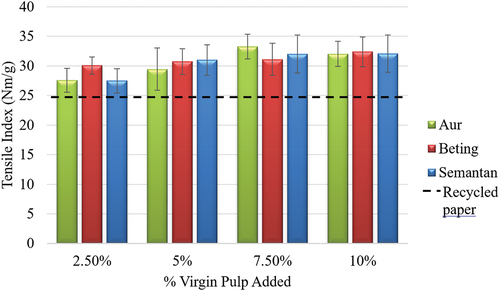
The influence of virgin pulp addition on the tensile index is represented in . Tensile strength assesses a paper’s resistance to direct tension (Latifah et al. Citation2009). The tensile test results indicated the intimate structure of the paper as well as the qualities of its fibers. The addition of bamboo pulp at only 2.50 wt% appeared to be capable of completely restoring the tensile strength of recycled papers, which could be ascribed to inactive recycled fibers being replaced with more active virgin pulp fibers. The addition of 10 wt% bamboo pulp resulted in the highest tensile index compared to 2.5 wt%, demonstrating that the tensile index increased as the quantity of bamboo pulp added to recycled pulp increased. In line with Latifah et al., (Citation2009), adding virgin bamboo fiber to recycled fiber improved interfiber bonding, resulting in increased tensile strength. This was because virgin fiber was more flexible and had higher conformability, which improved interfiber bonding.
Figure 5. Effect of the tensile index upon the addition of virgin bamboo pulp.
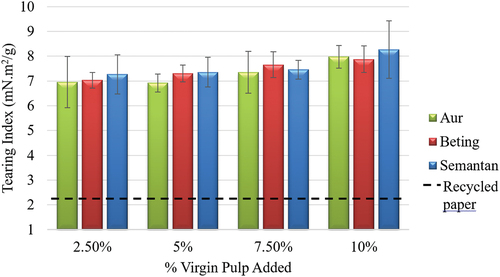
shows the effect of the tearing index upon virgin bamboo pulp addition. 10 wt% of the addition of bamboo gave a higher result on the tearing index. The pulling out of fibers from the paper and the breaking of fibers were both parts of the tearing phenomenon, and the tearing index of a paper is determined by the length of the fibers in the paper (Hassan, Muhammed, and Ibrahim Citation2014). It also involved the fiber strength and bonding of paper, thus mixing the bamboo pulp with recycled pulp increased both metrics, resulting in a better tear index.
Figure 6. Effect of tearing index upon addition virgin bamboo pulp.
Conclusion
The results of this study indicate variations in the morphological characteristics of bamboo across different species, leading to differences in the Runkel ratio and felting power. Initially, the burst index, folding endurance, tearing index, and tensile index for recycled paper mechanical properties were only at 2.27 kPa.m2/g, 7 double folds, 5.98 mN.m2/g, and 24.86 Nm/g, respectively. But, with the addition of 10 wt% of G. scortechinii virgin bamboo pulp (in ), the mechanical paper properties increased to 3.17 kPa.m2/g, 14 double folds, 8.27 mN.m2/g, and 32.08 Nm/g, respectively. This has shown that virgin bamboo pulp had positive effects in improving the recycled paper strength. Thus, bamboo pulp can be an alternative local source of pulp in substituting the imported virgin pulp.
Highlights
The recycled paper’s mechanical properties were enhanced by mixing the recycled paper pulp with 3 Malaysian bamboo virgin pulps, namely Bambusa vulgaris (aur bamboo), Gigantochloa levis (beting bamboo), and Gigantochloa scortechinii (semantan bamboo).
The percentages of bamboo virgin pulp from 2.5 to 10 wt% gave a tremendous impact on the recycled paper’s mechanical properties.
The bamboo was pulped using Soda-Anthraquinone (AQ) pulping method.
The usage of bamboo fiber is very promising in improving the recycled paper’s mechanical properties and the usage of bamboo fiber can be further extended in improving the physical and optical properties of recycled paper
Disclosure statement
No potential conflict of interest was reported by the author(s).
References
- Alencar, B. R. A., F. L. Vaz, A. G. Barbosa Neto, K. A. Aquino, E. V. D. S. B. Sampaio, R. S. C. Menezes, and E. D. Dutra. 2020. “Concentration of Alkaline Hydrogen Peroxide (AHP) Affects the Recycle of the Liquid Fraction in the Pre-Treatment and Enzymatic Hydrolysis of Corn Stover.” Waste and Biomass Valorization 11 (11): 6179–12. https://doi.org/10.1007/s12649-019-00884-7.
- Balea, A., Á. Blanco, M. C. Monte, N. Merayo, and C. Negro. 2016. “Effect of Bleached Eucalyptus and Pine Cellulose Nanofibers on the Physico-Mechanical Properties of Cartonboard.” BioResources 11 (4). https://doi.org/10.15376/biores.11.4.8123-8138.
- Cichosz, S., and A. Masek. 2019. “Cellulose Structure and Property Changes Indicated via Wetting-Drying Cycles.” Polymer Degradation and Stability 167:33–43. https://doi.org/10.1016/j.polymdegradstab.2019.05.033.
- de Assis, C. A., M. C. Iglesias, M. Bilodeau, D. Johnson, R. Phillips, M. S. Peresin, E. M. T. Bilek, O. J. Rojas, R. Venditti, and R. Gonzalez. 2018. “Cellulose Micro- and Nanofibrils (CMNF) Manufacturing - Financial and Risk Assessment.” Biofuels, Bioproducts and Biorefining 12 (2): 251–264. https://doi.org/10.1002/bbb.1835.
- Du, G., J. Wang, Y. Liu, J. Yuan, T. Liu, C. Cai, B. Luo, et al. 2023. “Fabrication of Advanced Cellulosic Triboelectric Materials via Dielectric Modulation.” Advanced Science 10 (15). https://doi.org/10.1002/advs.202206243.
- Eriksen, Ø., K. Syverud, and Ø. Gregersen. 2008. “The Use of Microfibrillated Cellulose Produced from Kraft Pulp as Strength Enhancer in TMP Paper.” Nordic Pulp and Paper Research Journal 23 (3): 299–304. https://doi.org/10.3183/npprj-2008-23-03-p299-304.
- Esfahani, M. R., A. Taylor, N. Serwinowski, Z. J. Parkerson, M. P. Confer, I. Kammakakam, J. E. Bara, et al. 2020. “Sustainable Novel Bamboo-Based Membranes for Water Treatment Fabricated by Regeneration of Bamboo Waste Fibers.” ACS Sustainable Chemistry & Engineering 8 (10): 4225–4235. https://doi.org/10.1021/acssuschemeng.9b07438.
- Garg, M., K. Gautam Amit, and P. Singh Surendra. 2008. “Wheat Straw Pulp as Reinforcing Aid for Recycled Softwood Pulp.” IPPTA: Quarterly Journal of Indian Pulp and Paper Technical Association 20 (2): 113–117.
- Ghasemian, A., M. Ghaffari, and A. Ashori. 2012. “Strength-Enhancing Effect of Cationic Starch on Mixed Recycled and Virgin Pulps.” Carbohydrate Polymers 87 (2): 1269–1274. https://doi.org/10.1016/j.carbpol.2011.09.010.
- González, I., S. Boufi, M. A. Pèlach, M. Alcalà, F. Vilaseca, and P. Mutjé. 2012. “Nanofibrillated cellulose as paper additive in eucalyptus pulps.” BioResources 7 (4). https://doi.org/10.15376/biores.7.4.5167-5180.
- Halder, P., S. Kundu, S. Patel, A. Setiawan, R. Atkin, R. Parthasarthy, J. Paz-Ferreiro, A. Surapaneni, and K. Shah. 2019. “Progress on the Pre-Treatment of Lignocellulosic Biomass Employing Ionic Liquids.” Renewable and Sustainable Energy Reviews 105:268–292. https://doi.org/10.1016/j.rser.2019.01.052.
- Hamzeh, Y., S. Sabbaghi, A. Ashori, A. Abdulkhani, and F. Soltani. 2013. “Improving Wet and Dry Strength Properties of Recycled Old Corrugated Carton (OCC) Pulp Using Various Polymers.” Carbohydrate Polymers 94 (1): 577–583. https://doi.org/10.1016/j.carbpol.2013.01.078.
- Hannah, Z. 2022. Are the Global OCC Markets Taking a Breather – if So, for How Long? - Fastmarkets. https://www.fastmarkets.com/are-the-global-occ-markets-taking-a-breather-if-so-for-how-long.
- Hassan, N. H. M. 2013. Effect of Pulping Conditions and Beating on Semantan Bamboo Pulp and Paper Properties. https://pubmed.ncbi.nlm.nih.gov/23956527/.
- Hassan, N. H. M., S. Muhammed, and R. Ibrahim. 2014. “Properties of Gigantochloa scortechinii Paper Enhancement by Beating Revolution.” Journal of Tropical Resources and Sustainable Science (JTRSS) 2 (2): 59–67. https://doi.org/10.47253/jtrss.v2i2.497.
- Hassan, N. H. M., N. M. Suhaimi, and N. Abdullah. 2023. “Pulping and paper mechanical properties of Bambusa vulgaris, Gigantochloa levis, and Gigantochloa scortechinii bamboo.” In Pulping and Papermaking of Nonwood Plant Fibers (pp. 51–62). https://doi.org/10.1016/B978-0-323-91625-7.00002-3
- Hemmasi, A. H., A. Samariha, A. Tabei, M. Nemati, and A. Khakifirooz. 2011. “Study of Morphological and Chemical Composition of Fibers from Iranian Sugarcane Bagasse.” American-Eurasian Journal of Agricultural & Environmental Sciences 11 (4): 478–481.
- Hill, C., M. Altgen, and L. Rautkari. 2021. “Thermal Modification of Wood—A Review: Chemical Changes and Hygroscopicity.” Journal of Materials Science 56 (11): 6581–6614. https://doi.org/10.1007/s10853-020-05722-z.
- Hirn, U., and R. Schennach. 2015. “Comprehensive Analysis of Individual Pulp Fiber Bonds Quantifies the Mechanisms of Fiber Bonding in Paper.” Scientific Reports 5 (1): 10503. https://doi.org/10.1038/srep10503.
- Huang, Z., Y. Sun, and F. Musso 2017. “Assessment on Bamboo Scrimber as a Substitute for Timber in Building Envelope in Tropical and Humid Subtropical Climate Zones - Part 2 Performance in Building Envelope.” IOP Conference Series: Materials Science and Engineering, 264, 012007. https://doi.org/10.1088/1757-899X/264/1/012007
- Hu, Y., F. Hu, M. Gan, Y. Xie, and Q. Feng. 2021a. “Facile One-Step Fabrication of All Cellulose Composites with Unique Optical Performance from Wood and Bamboo Pulp.” Carbohydrate Polymers 274:118630. https://doi.org/10.1016/j.carbpol.2021.118630.
- Hu, Y., F. Hu, M. Gan, Y. Xie, and Q. Feng. 2021b. “A Rapid, Green Method for the Preparation of Cellulosic Self-Reinforcing Composites from Wood and Bamboo Pulp.” Industrial Crops and Products 169:113658. https://doi.org/10.1016/j.indcrop.2021.113658.
- Jin, H., R. Kose, N. Akada, and T. Okayama. 2022. “Relationship Between Wettability of Pulp Fibers and Tensile Strength of Paper During Recycling.” Scientific Reports 12 (1): 1560. https://doi.org/10.1038/s41598-022-05514-2.
- Kamthai, S. 2007. “Preliminary Study of Anthraquinone in Sweet Bamboo (Dendrocalamus Asper Backer) Alkaline Sulfite Pulping.” Chiang Mai Journal of Science 34 (2): 235–247 .
- Latifah, J., Z. M. A. Ainun, I. Rushdan, and S. Mahmudin. 2009. “Restoring Strength to Recycled Fibres by Blending with Kenaf Pulp.” Malaysian Journal of Science 28 (1): 79–87. https://doi.org/10.22452/mjs.vol28no1.9.
- Leh, C. P., J. Lamaming, W. P. Tan, C. F. Goh, M. H. Mohamad Kassim, and R. Hashim. 2021. “Ceibapentandra (L.) Gaertn (Kapok) Seed Fibre as a Recycled Paper Reinforcement Pulp.” Waste and Biomass Valorization 12 (9): 5175–5186. https://doi.org/10.1007/s12649-021-01342-z.
- Li, Y., M. Yao, C. Liang, H. Zhao, Y. Liu, and Y. Zong. 2022. “Hemicellulose and Nano/Microfibrils Improving the Pliability and Hydrophobic Properties of Cellulose Film by Interstitial Filling and Forming Micro/Nanostructure.” Polymers 14 (7): 1297. https://doi.org/10.3390/polym14071297.
- Marsoem, S. N., U. G. Mada, F. Setiaji, U. G. Mada, N. Kim, W. D. Nugroho, and Y. A. B. Pertiwi. 2015. “Fiber Morphology and Physical Characteristics of Gigantochloa Atter at Three Different Ages and Heights of Culms for Better Utilization.” Journal of the Korean Wood Science and Technology 43 (2): 145–155. https://doi.org/10.5658/WOOD.2015.43.2.145.
- Mohmod, A. L., K. C. Khoo, J. Kasim, A. Jalil, and H. Ahmad. 1992. “Fiber Morphology and Chemical Properties of Gigantochloa Scortechinii.” Journal of Tropical Forest Science 6 (4): 397–407.
- Nordahlia, A. S., U. M. K. Anwar, H. Hamdan, M. A. Latif, and S. M. A. Mahanim. 2011. “Anatomical, Physical and Strength Properties of Shizostachyum Brachycladum (Buluh Lemang).” Journal Bamboo and Rattan 10 (3&4): 111–122.
- Nur Musfirah, S., M. H. Nurul Husna, I. Rushdan, and J. Latifah. 2021. “Fibre Morphology of Different Bamboo Species and Age.” Materials Science Forum 1025:312–318. https://doi.org/10.4028/www.scientific.net/MSF.1025.312.
- Peterus, J. U., N. M. Main, and M. Faizal. 2023. “Evaluation of Bamboo Paper Properties by Blending Recycled Pulp and Starch.” Progress in Engineering Application and Technology 4 (1): 702–713.
- Putz, H.-J. 2006. “Recovered Paper and Recycled Fibers.” In Handbook of Pulp, edited by H. Sixta, 2nd ed. Weinheim, Germany: Wiley-VCH.
- Rodrigues Fioritti, R., E. Revilla, J. C. Villar, M. L. O. D’Almeida, and N. Gómez. 2021. “Improving the Strength of Recycled Liner for Corrugated Packaging by Adding Virgin Fibres: Effect of Refrigerated Storage on Paper Properties.” Packaging Technology and Science 34 (5): 263–272. https://doi.org/10.1002/pts.2556.
- Rudi, H., H. Saedi, and H. Kermanian. 2019. “Fabrication of Self-Assembled Polysaccharide Multilayers on Broke Chemi-Mechanical Pulp Fibers: Effective Approach for Paper Strength Enhancement.” Polymer Testing 74:170–177. https://doi.org/10.1016/j.polymertesting.2019.01.002.
- Rushdan, I. 2003. “Structural, Mechanical and Optical Properties of Recycled Paper Blended with Oil Palm Empty Fruit Bunch Pulp.” Journal of Oil Palm Research 15 (2): 29–36.
- Salem, K. S., H. Jameel, L. Lucia, and L. Pal. 2023. “Sustainable High-Yield Lignocellulosic Fibers and Modification Technologies Educing Softness and Strength for Tissues and Hygiene Products for Global Health.” Materials Today Sustainability 22:100342. https://doi.org/10.1016/j.mtsust.2023.100342.
- Sanchez-Salvador, J. L., A. Balea, M. C. Monte, C. Negro, M. Miller, J. Olson, and A. Blanco. 2020. “Comparison of Mechanical and Chemical Nanocellulose as Additives to Reinforce Recycled Cardboard.” Scientific Reports 10 (1): 3778. https://doi.org/10.1038/s41598-020-60507-3.
- Shao, Y., B. Luo, T. Liu, C. Cai, X. Meng, S. Wang, and S. Nie. 2023. “Harvesting Energy from Extreme Environmental Conditions with Cellulosic Triboelectric Materials.” Materials Today 66:348–370. https://doi.org/10.1016/j.mattod.2023.04.006.
- Sheikhi, P., G. Asadpour, S. M. Zabihzadeh, N. Amoee, and T. A. Forest. 2020. “An Optimum Mixture of Virgib Bagasse Pulp and Recycled Pulp OCC) for Manufacturing Fluting Paper.” Manufacturing Fluting Paper 8 (4): 5871–5883. https://doi.org/10.15376/biores.8.4.5871-5883.
- Siró, I., and D. Plackett. 2010. “Microfibrillated cellulose and new nanocomposite materials: A review.” Cellulose 17 (3): 459–494. https://doi.org/10.1007/s10570-010-9405-y.
- Solhi, L., V. Guccini, K. Heise, I. Solala, E. Niinivaara, W. Xu, K. Mihhels, et al. 2023. “Understanding Nanocellulose–Water Interactions: Turning a Detriment into an Asset.” Chemical Reviews 123 (5): 1925–2015. https://doi.org/10.1021/acs.chemrev.2c00611.
- Song, X., Y. Jiang, X. Rong, W. Wei, S. Wang, and S. Nie. 2016. “Surface Characterization and Chemical Analysis of Bamboo Substrates Pretreated by Alkali Hydrogen Peroxide.” Bioresource Technology 216:1098–1101. https://doi.org/10.1016/j.biortech.2016.06.026.
- Suhaimi, N. M., N. H. M. Hassan, R. Ibrahim, and L. Jasmani. 2022. “Pulping Yield and Mechanical Properties of 390 Unbeaten Bamboo Paper.” Pertanika Journal of Science and Technologythis 30 (2): 1397–1408. https://doi.org/10.47836/pjst.30.2.30.
- Sundblad, S. 2015. “Predictions of Pulp and Paper Properties Based on Fiber Morphology “.KTH Royal Institute of Technology.
- TAPPI. (1995). Test Method T 205 Sp-02. Forming Handsheets for Physical Tests of Pulp. Technical Association of Pulp and Paper Institute (TAPPI).
- TAPPI. (1996). Test Method T511 Om-96. Folding Endurance of Paper. Technical Association of Pulp and Paper Institute (TAPPI) (pp. 1–5).
- TAPPI. (1997). Test Method T 403 Om-97. Bursting Strength of Paper. Technical Association of Pulp and Paper Institute (TAPPI), (pp. 1–6).
- TAPPI. (1998). Test Method T 414 Om-98. Internal Tearing Resistance of Paper (Elmendorf-Type Method). Technical Association of Pulp and Paper Institute (TAPPI), (pp. 1–7).
- TAPPI. (2001). Test Method T494 Om-01. Tensile Properties of Towel and Tissue Products (Using Constant Rate of Elongation Apparatus). Technical Association of Pulp and Paper Institute (TAPPI) (pp. 1–14).
- Vaz, F. L., J. da Rocha Lins, B. R. Alves Alencar, Í. B. Silva de Abreu, E. E. Vidal, E. Ribeiro, E. Valadares de Sá Barretto Sampaio, R. S. Cezar Menezes, and E. D. Dutra. 2021. “Chemical Pretreatment of Sugarcane Bagasse with Liquid Fraction Recycling.” Renewable Energy 174:666–673. https://doi.org/10.1016/j.renene.2021.04.087.
- Viana, L. C., D. C. Potulski, G. I. B. de Muniz, A. S. de Andrade, and E. L. da Silva. 2018. “Nanofibrillated Cellulose as an Additive for Recycled Paper.” Cerne 24 (2): 140–148. https://doi.org/10.1590/01047760201824022518.
- Walkinshaw, J. 2007. “Screening of Pulp (Somerville-Type Equipment) (Reaffirmation of T 275 Sp-02).” Tappi Journal 1: 1–14.
- Wanrosli, W. D., Z. Zainuddin, and S. Roslan. 2005. “Upgrading of Recycled Paper with Oil Palm Fiber Soda Pulp.” Industrial Crops and Products 21 (3): 325–329. https://doi.org/10.1016/j.indcrop.2004.04.026.
- Wei, J., C. Du, H. Liu, Y. Chen, H. Yu, and Z. Zhou. 2016. “Preparation and Characterization of Aldehyde-Functionalized Cellulosic Fibers Through Periodate Oxidization of Bamboo Pulp.” BioResources 11 (4). https://doi.org/10.15376/biores.11.4.8386-8395.
- Yang, S., B. Yang, C. Duan, D. A. Fuller, X. Wang, S. P. Chowdhury, J. Stavik, H. Zhang, and Y. Ni. 2019. “Applications of Enzymatic Technologies to the Production of High-Quality Dissolving Pulp: A Review.” Bioresource Technology 281:440–448. https://doi.org/10.1016/j.biortech.2019.02.132.
- Zhan, H., G. J. Tang, C. M. Wang, and S. G. Wang. 2015. “Chemical Properties and Fiber Morphology of Fargesia Fungosa at Different Culm Ages and Heights.” BioResources 10 (3): 5666–5676. https://doi.org/10.15376/biores.10.3.5666-5676.
- Zhao, J., W. Zhang, T. Liu, Y. Liu, Y. Qin, J. Mo, C. Cai, S. Zhang, and S. Nie. 2022. “Hierarchical Porous Cellulosic Triboelectric Materials for Extreme Environmental Conditions.” Small Methods 6 (9). https://doi.org/10.1002/smtd.202200664.