
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
Air-jet weaving is an innovative weaving technique that uses friction between the yarn surface and air stream to propel the weft yarn. The interaction between the yarn surface and air is complex and affects weft yarn motion. Understanding the factors influencing this interaction is crucial for optimizing the weft yarn speed and twist loss in air jet weaving. This critical evaluation examined the impact of weft yarn structures such as yarn count, twist, hairiness, volume, and fiber types such as cotton and polyester on weft yarn speed and twist loss. The findings revealed that both the yarn structure and fiber type significantly impact the twist loss and insertion time during air jet weft insertion. Factors such as hairiness, volume, linear density, fiber type, and twist level were found to significantly affect the twist loss and weft yarn velocity. High hairiness and thin yarns exhibited higher velocity but greater twist losses, whereas highly twisted yarns demonestrated lower velocity and higher twist loss. Additionally, polyester yarns showed a lower velocity and experienced more twist loss than cotton yarns. These insights can assist textile manufacturers in optimizing the air-jet weaving parameters to improve weft yarn insertion and overall fabric quality.
摘要
喷气织机是一种创新的织造技术,利用纱线表面和气流之间的摩擦来推动纬纱. 纱线表面和空气之间的相互作用是复杂的,并影响纬纱的运动. 了解影响这种相互作用的因素对于优化喷气织机中的纬纱速度和捻损至关重要. 这一关键评估考察了纬纱结构(如纱线支数、捻度、毛羽、体积)和纤维类型(如棉花和聚酯)对纬纱速度和捻损的影响. 研究结果表明,喷气引纬过程中,纱线结构和纤维类型对捻损和引纬时间有显著影响. 毛羽、体积、线密度、纤维类型和捻度等因素对捻损和纬纱速度有显著影响. 高毛羽和细纱线具有较高的速度和捻损,而高捻纱线具有较低的速度和较高的捻损. 此外,聚酯纱比棉纱具有更低的速度和更多的加捻损失.
Introduction
The textile industry has witnessed numerous advancements in loom technology over the years, with the primary aim of increasing output, enhancing product quality, and expanding the range of usable yarns and fabric types (Brun, Corti, and Pozzetti Citation2008). Air-jet weaving is an advanced weaving method that offers high efficiency and productivity (Ademe and Ferede Tesema Citation2018). This technique is characterized by high filling insertion rates, low noise, reliability, low maintenance costs, minimal spare parts, low space requirements, easy operation, and low initial outlay. This features making it the most selective loom for producing light-to medium-weight fabrics and has widespread application in the textile industry (Admas and Ayele Citation2023). The introduction of electronics has also improved fabric quality and machine productivity but still presents challenges.
The weft insertion process in air-jet looms is unique because it involves air pressure driving the weft yarn, which causes a drag force. This process is challenging because of the intricate interplay between air drag and yarn characteristics (Brun, Corti, and Pozzetti Citation2008). In addition, the technological method of weft insertion using an air jet is not entirely under control,as the air jet must generate the necessary forces for the weft yarn to move and accelerate. These forces must be greater than the sum of the forces created by inertia, resistance from the yarn bobbin, and reserve system. Consideration of the weft yarn properties and the physical parameters of the airflow defines the carrier and resistive force characteristics of the flow (Adanur and Mohamed Citation1992; Kayacan et al. Citation2004; Salama Citation1984). Owing to their shared characteristics, including linear density, elasticity, constant yarn diameter, turbulent and laminar air flow, air velocity, and yarn structures, they interact in a complex manner (Vangheluwe Citation1997). However, a yarn cannot simply be represented by a cylindrical shape in diameter. Yarns have a complicated structure that includes irregularities in mass and diameter, a noncircular cross-section, and the presence of hairs and loops on the surface. All of these phenomena influence the force exerted by the airflow on the yarn (Vangheluwe Citation1997).
In turn, experimental studies have examined the impact of yarn characteristics and conditions on the speed of weft yarn during weft insertion (Vangheluwe Citation1997). According to a broad consensus by Vangheluwe (Citation1997), the surface properties of the yarn play a major role in filling the insertion speed for a specific airflow. Additionally, air-jet weaving involves inserting weft yarn through dragging air force and applying high-pressure force to the yarn’s surface, causing the free end to untwist. Twist loss is a significant issue that is influenced by weaving conditions and yarn characteristics (Admas and Ayele Citation2023; Umair et al. Citation2017).
Therefore, the structure and type of weft yarn significantly affect yarn velocity and twist loss in air jet weaving applications (Adanur and Mohamed Citation2001; Adanur and Qi Citation2008; Adanur and Turel Citation2004; Ademe and Ferede Tesema Citation2018; Admas and Ayele Citation2023; Haq and Hossain Citation2017; Patil, Kadam, and Patil Citation2016; Vangheluwe Citation1997, Citation1999). However, to analyze yarn behavior during air-jet weft insertion, it is important to differentiate between spun and continuous-filament yarns because they have distinct characteristics that affect their performance in air-jet weaving. Spun yarns are easier to insert into air-jet looms because of their hairiness and voluminosity, which enhance drag forces due to air interaction with the yarn surface. Continuous-filament yarns have a different structure and require higher air velocities than spun yarns do (Vangheluwe Citation1999).
Spun yarns require twisting for strength, and various spinning methods in the textile industry affect the spun yarn surface, properties, and characteristics. The fibers and process parameters during spinning also influence the yarn structure and properties, which can be observed in air-jet weft insertion. Researchers have focused on the influence of spun yarn characteristics and properties on yarn speed in air flow (Vangheluwe Citation1999). The yarn count, diameter, hairiness, and twist have a major impact on the weft yarn arrival rate and twist loss during air-jet weaving. The ring and rotor spinning technique creates yarns with varying structures, particularly hairiness, strength, and diameter (Admas and Ayele Citation2023). Furthermore, they have a direct impact on weft insertion in air-jet weaving (Admas and Ayele Citation2023; Patil, Kadam, and Patil Citation2016).
Additionally, continuous filament yarns can be divided into flat yarns (untwisted and untextured), twisted yarns (a special case of high-twist yarns used in crepe weaving), and textured yarns. Several papers have been published dealing with continuous filament yarn behavior in pneumatic weft insertion (Adanur and Mohamed Citation1988; Adanur and Turel Citation2004; Ketema and Ayele Citation2023; Patil, Kadam, and Patil Citation2016; Umair et al. Citation2017; Vangheluwe Citation1999). Continuous filament yarns with low twist levels and varied fiber cross sections increase the air-jet weaving pick arrival time while decreasing the fiber cross section. Texturing also enhances the yarn volume and increases the air drag and yarn speed owing to increased air flow on the yarn surface (Ketema and Ayele Citation2023; Vangheluwe Citation1999).
Several investigations have demonstrated the complex interplay of yarn structure and fiber type on weft speed and twist loss. However, there are insufficient critical reviews related to the impact of yarn structure on air jet weft insertion. The purpose of this critical review is to demonstrate the major influence of yarn structure on air jet weaving, considering the complex interplay of yarn structure and fiber type on weft speed and twist loss.
Review methodology
Air-jet weaving technology has been widely adopted in the textile industry since the 1980s, owing to its established efficiency and adaptability. However, the quality and performance of the fabric are significantly influenced by the velocity of the weft yarn and loss of twisting. The weft yarn was inserted through an air force, and the high pressure caused the free end to untwist. The weft speed and twist loss are influenced by the weaving conditions, yarn characteristics, and the physical properties of the weft yarn.. Consequently, numerous scholars have investigated the impact of yarn structural parameters and fiber type on weft speed and twist loss. However, regarding the impact of yarn structure on these variables, there are divergent views among scholars, and to the best of the authors’ knowledge, there has been no review in this regard. This critical review utilized various scientific databases to conduct a comprehensive literature search on the impact of weft yarn structure and fiber type on weft yarn velocity and twist loss. The study screened the search results, selected relevant articles for full-text assessment, and thoroughly reviewed and analyzed them to extract key findings. This review focused on crucial weft yarn structures, such as yarn count, twist, hairiness, and voluminous, as well as fiber types, including cotton and polyester. These properties were selected because they are believed to strongly influence yarn surface properties in air-jet weaving and have been studied by numerous researchers. The literature review carefully considered several aspects related to the impact of weft yarn structure and fiber type in air jet weaving. First, it emphasizes the dynamics of the air jet weft insertion system and air drag theory. The review then provides a brief overview of the factors influencing weft yarn structure, such as the spinning method, twist, count, hairiness, fiber type, and blending ratio. It further explores the influence of weft yarn structure and fiber type on weft speed during air jet weaving and analyzes various aspects of weft yarn structure to comprehend their impact on weft yarn velocity. Additionally, the impact of the weft yarn structure and fiber type on twist loss was investigated by examining different aspects of the yarn structure. Finally, the review outlines the existing issues and suggests potential areas for further research.
The dynamics of air jet weft insertion system
Weft insertion in the rapier and projectile looms is significantly different from weft insertion in air-jet weaving. In the former methods, the “weft carrier” (projectile or rapier) motion regulates the position of the weft yarn end at any given moment. The rapier head drive or picking stick energy in projectile weaving regulates the position of the weft carrier itself. The weft yarn arrival time is unaffected by the weft yarn characteristics. However, in a fluid jet weft insertion system, an opposing force exists against the fluid flow. In contrast to opposing forces, this force accelerates yarn. The forces exerted by fluid flow on the yarn are influenced by the properties and characteristics of the yarn, as represented by the air drag coefficient of the weft yarn (Vangheluwe Citation1999).
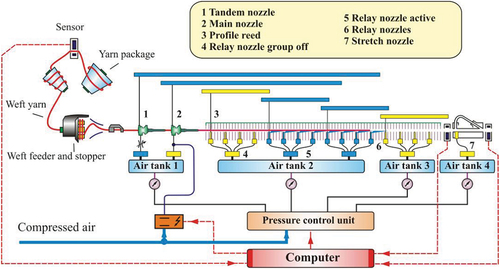
In air-jet weaving, the weft yarn insertion process is complex because the motion of the yarn is determined by the complex interaction between the surface of the yarn and the air (Brun, Corti, and Pozzetti Citation2008; Ketema and Ayele Citation2023). The pressurized air is inserted through a nozzle to carry the weft yarn from one end of the loom to the other end across the width of the fabric (Gong, Chen, and Zhou Citation2018) as depicted in .
Figure 1. Air jet weft insertion system (Szabó and Szabó Citation2012).
Air-drag theory
The weft yarn can be affected by airflow in two mutually perpendicular directions: parallel to the yarn axis and perpendicular to it. The force applied to a weft yarn when it is subjected to parallel (longitudinal or axial) or lateral (or transverse) airflow has been studied theoretically and experimentally. Equations have been established in fluid dynamics to measure the surface friction or drag forces acting on yarn. The longitudinal drag coefficient (or air-friction coefficient), which is related to the force generated by the longitudinal airflow, is defined by EquationEquation (1)(1)
(1) and . The frictional drag caused by the air stream and yarn surface moves the weft yarn during picking (Ketema and Ayele Citation2023).
Figure 2. Force acting on a moving weft in air flow (Patkó, Szabó, and Oroszlány Citation2010).
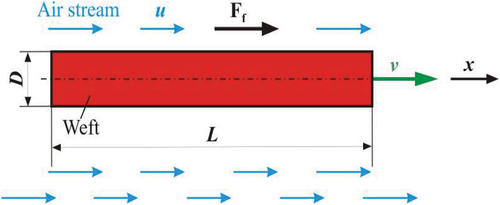
Where: ρ - air density; [kgm−3], Cf – skin friction coefficient, D – yarn diameter [m], L – Length of the weft along the reed width [m], V – weft yarn velocity [ms−1], U – air velocity [ms−1], and Ff – friction force
The longitudinal and transverse drag forces are significant components of air jet weaving. However, longitudinal forces predominate with respect to the yarn acceleration. When the weft yarn was withdrawing from the weft accumulator drum, a yarn balloon was formed, and the forces acting against the weft insertion were amplified by the transverse air drag. It was evident that the primary airflow in the main nozzle effectively run parallel to the yarn axis, causing the yarn to accelerate longitudinally. When the weft yarn arrives at the shed, the situation becomes more challenging. The flow moved largely in the direction of weft insertion. Because the yarn is not fully stretched, there is also a transverse force (Vangheluwe Citation1999).
The air jet weft insertion procedure was significantly affected by the properties of the yarn. The weft yarn was inserted using the drag force generated by air movement rather than a positive pull. The insertion time is affected by the bulkiness and surface characteristics of the yarn. The force needed to move the mass of the yarn is provided by the friction between the yarn surface and the air velocity, and this force is influenced by the composition of the yarn (Adanur and Mohamed Citation1988).
The surface and structure of the weft yarn influence the friction force, and the skin friction coefficient considers these factors. Based on Equationequation (2)(2)
(2) , the skin friction coefficient can be determined as follows, with knowledge of the surface of the weft laid in the air stream of length L and the force acting on it (Patkó, Szabó, and Oroszlány Citation2010).
Previously, for longitudinal drag, two methods were used to assess the drag coefficient. The tension on the yarn can be measured in a wind tunnel with a constant flow velocity. In the second method, the yarn is led through the real main nozzle of a loom and the tension generated in the yarn is measured using an appropriate sensor. Frictional forces on tension meter pegs disturb the measurement of the drag forces. It is advisable to perform an experiment with a yarn end fixed at the entrance side of the nozzle, and not with a running yarn. In all experiments, the dependence of the drag coefficient on the flow conditions was determined (Vangheluwe Citation1999).
Furthermore, the force applied to a given weft length can be measured in an air stream at a constant speed. For this purpose (Patkó, Szabó, and Oroszlány Citation2010) developed the measuring system shown in (), which consisted of a glass tube with an inner diameter (Dtube = 7 mm) connected to the nozzle. The speed was measured using a U-tube manometer connected to a Prandtl tube placed at the end of a glass tube, assuming that in the case of a tube, the speed of the air stream was constant along the axis of the stream. The weft enters the glass tube through a nozzle needle with a tight cross-section situated inside the nozzle. It is important to note that the weft should not be in contact with the sidewall of the glass tube during the measurement, which can be verified visually.
Figure 3. The layout of measuring the skin friction coefficient (Patkó, Szabó, and Oroszlány Citation2010).
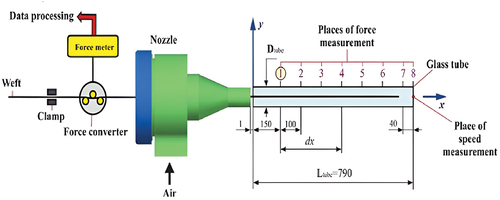
The initial force (F1) was derived from the frictional force applied to the weft yarn fixed at measurement point 1. By directing the weft to the measuring point in the glass tube, which was fixed in all cases, there were forces (Fn) corresponding to the measuring points, as shown in EquationEquation (3)(3)
(3) .
Factors affecting the yarn structure
Yarn structure is influenced by various factors, such as the raw material, spinning process, spinning principal, machine settings, twist, and count. They can be voluminous or compact, with high or low hairiness, soft or hard, and round or flat. These factors affect the yarn surface and insertion speed in an air jet stream. The core and sheath structures were created via twisting, with the core containing up to 80% of the fibers. Changes in twist level affect hairiness, cover factor, and bending stiffness (Githaiga, Vangheluwe, and Kiekens Citation2000). The procedure would become even more alluring to the weaver if yarn qualities that promote weft speed performance could be identified and improved. Thus, with yarns having “the right properties,” it would be possible to optimize the weaving process with the least amount of air pressure, shortest insertion time, and fewest weaving flaws. The goal of the current study was to contribute to this area.
Spinning technique
The textile industry employs a variety of spinning techniques, and each technique has a unique yarn formation mechanism that determines the yarn structure and characteristics (Vangheluwe Citation1999). These yarns had significantly dissimilar internal and external structures. The spinning system affects the structure and properties of the yarn.
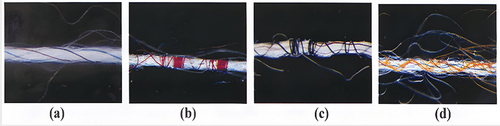
Open-end spun yarns are composed of concentric structures with an inner core that holds the majority of the fibers in a compact and twisted arrangement. The rotor spinning process creates fiber belts or wrapper fibers on the yarn surface, leading to yarn unevenness and hairiness (Githaiga, Vangheluwe, and Kiekens Citation2000). Therefore, they are typically significantly weaker and thicker than ring-spun yarns of the same count. In terms of structure, the rotor yarns and Murata jet-spinning yarns were comparable. A small cluster of fibers was wrapped around a major bundle of fibers to form yarn. The fiber bundle appears to have crimped around the wrapper fibers because they are under more tension. According to Adanur and Mohamed (Citation1988), Murata jet-spun yarns have less oriented fibers than ring-spun yarns. However, in the ring yarn spinning process, fibers from the spinning triangle are collected and integrated with the yarn. This fiber was uniformly oriented and joined the yarn after the drafting arrangement. This ensures better tenacity and elongation properties. The properties of the end products are improved owing to the variation in structure and packing density between the ring and open end-spun yarns, which in turn affects the handling of the end product (Jhanji, Gupta, and Kothari Citation2020). These variations in the yarn structure significantly affected weft insertion in air-jet weaving. The rougher the sliding surfaces, the more friction there is at the boundary. According to Rengasamy et al. (Citation2008), the presence of wrapper fibers on the yarn surface has a crucial impact on this aspect, as depicted in .
Figure 4. Structure of yarns (a) ring, (b) rotor, (c) air-jet, and (d) OE-friction spun yarns (Rengasamy et al. Citation2008).
Air-jet weaving involves a complex interaction between the airflow and yarn, leading to forces that accelerate and insert the yarn. Various researchers have studied the influence of spun-yarn characteristics and properties on the speed of yarn in an air flow using test rigs or actual air-jet looms (Adanur and Mohamed Citation1988; Gong, Chen, and Zhou Citation2018; Vangheluwe Citation1997, Citation1999).
Yarn hairiness and voluminous
The yarn structure produced by the ring and rotor spinning mechanisms varies in terms of hairiness, strength, evenness, and diameter owing to the different spinning methods and fiber arrangement. Ring spinning involves twisting the fibers into a circular helix structure, compressing the core, and straining the outermost fibers into tension. This results in stronger, smaller yarns and a stronger core than the OE-spun yarns (Admas and Ayele Citation2023). Ahmed et al. (Citation2015) investigated that the hairiness of rotor spun yarn is about 12% lower than that of ring spun yarn, and the air jet is about 21% lower. This is because in rotor spinning, enormous centrifugal forces compress the fibers on the rotor’s collecting groove, and the entire assembly is twisted at the same time. The fibers were better controlled in these settings, resulting in extremely reduced hairiness. Rotor-spun yarns are less hairy, even if they have wrapper fibers present on the outer layer. During the aerodynamic deposition of fibers at the grooves of the rotor, buckling of fibers occurs, making the yarn slightly hairy but still less than that of ring-spun yarns (Majumdar Citation2010). The unregulated transit of edge fibers during roller drafting and friction in the balloon control ring increased the hairiness of the ring-spun yarns. The wrapping fibers coiled crosswise around the yarn during rotor spinning help to “bind-in” loose fiber ends (Ahmed et al. Citation2015); however, the surface of the yarn is smooth. Admas and Ayele (Citation2023), also revealed that the diameter of rotor yarn is 0.388 mm and that of ring yarn is 035 mm, whereas the hairiness of rotor yarn is 6.73 and that of ring yarn is 8.57 for the same count of yarn (16Ne). Therefore, yarn properties such as hairiness, diameter, and evenness have a significant effect on weft yarn velocity and twist loss in air-jet weaving.
Count and twist level
The count and twist of the yarn are other elements that affect both the ability to withstand tension and the capacity to be carried (Ademe and Ferede Tesema Citation2018). Spun yarns require twisting to increase their strength (Vangheluwe Citation1999). Ketema and Ayele (Citation2023); Rosiak and Przybyl (Citation2003) reported that yarn twist is the quantity of turns inside a given length of yarn. The twist binds the fibers together and strengthens the yarn. The twist of the rotor-spun yarns is constructed from inside to outside. It has the benefits of superior evenness, less count variation, and fewer flaws (Ghanmi, Ghith, and Benameur Citation2017; Tyagi Citation2010).
Fiber type and blending ratio
The spun and filament yarns differed significantly in terms of appearance, structure, and functionality. While filament yarns are smooth, spun yarns have hair. Spun yarns are typically softer to touch and less glossy than filament yarns. They do not tend to snag or slip as much as filament yarns. However, spun yarns tend to pill more than filament yarns do. Spun yarns are simpler to weft inserts into air-jet looms because of their hairiness and voluminosity, whereas continuous-filament yarns require higher air velocities and have unique properties (Vangheluwe Citation1999). Pati et al. (Citation2016) reported that filament yarns have a lower coefficient of friction than cotton yarns, because their exterior surfaces are smoother. As a result, it requires more air pressure than cotton yarn. Vangheluwe (Citation1997) analyzed a relatively lengthy series of bobbins of a single type of yarn (50/50 polyester/cotton with a notional count of 20tex) to ascertain the impact of yarn characteristics on the speed of weft insertion in air-jet looms.
Impact of weft yarn structure on air jet weft insertion
Impact on weft speed
Effect of yarn count
The velocity of a thin weft yarn is substantially higher than that of a thick weft yarn, which also has a low initial velocity because of the inverse connection between velocity and mass. The velocity of thin yarns near the end of the shed is lower than that of thick yarns, because the inertia of narrow yarns is lower than that of thick yarns. However, the impact of mass outweighs that of inertia. As a result, thin yarns move more quickly, on average, along the entire weft insertion line (Adanur and Mohamed Citation1991; Kayacan et al. Citation2004; Vangheluwe, Puissant, and Kiekens Citation1997). Owing to their larger surface area and the opposite force created by unwinding the weft accumulator, coarser yarns inject the weft at a slower rate. The supply pressure to the main nozzle must be raised to weave coarser weft threads than thin wefts with the same weaving frequency and arrival time. This results in a higher air velocity and greater drag forces on the weft (Vangheluwe Citation1999).
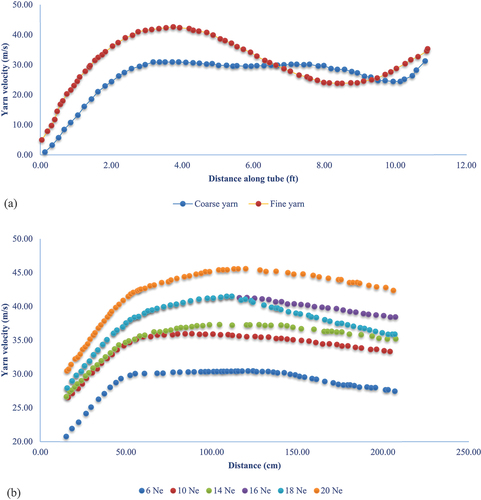
However, as coarse yarns have a higher linear density, their initial acceleration is typically lower. This is due to the fact that the yarn mass and acceleration are inversely related. Owing to their high inertia, coarse yarns move at a faster rate toward the end of insertion. When the change in yarn count is within a narrow range, the effect of inertia on yarn velocity compensates for the low initial acceleration and produces approximately the same velocity regardless of the yarn count. However, if the range is too wide, the effect of linear density becomes significant. Adanur and Mohamed (Citation1988) compared ring yarns with counts of 6/1 (98.3tex) and 50/1 (11.8tex). The average velocity of the fine yarn was significantly higher than that of the coarse yarn. It is clear from the superposition of the velocity curves as indicated in that fine yarn accelerates and moves at a faster rate for the first 6.5 feet (1.98 meters). Therefore, the velocity of the coarse yarn continued to be greater than that of the fine yarn because of inertia. Fine yarns exhibit greater average velocities along the entire insertion length than coarse yarns, although this inertial impact is not as substantial as the mass effect. Adanur and Turel (Citation2004) studied the impact of yarn count on the weft velocity in six different yarns. As shown in , the study found that the finest yarn, Ne 20, had the highest velocity, whereas the coarsest yarn, Ne 6, had the lowest. The velocity decreased with increasing yarn count (tex) as the yarn diameter increased, causing the yarn’s mass to increase and hinder movement. There was no significant velocity difference between Ne 16 and Ne 18; however, Ne 10 and Ne 14 yarns showed an observable difference in velocity. The higher the yarn count difference, the more significant is the yarn velocity difference.
Figure 5. (a) velocity distribution for fine and course yarn (Adanur and Mohamed Citation1988) and (b) effect of yarn count on weft speed at 4.1 bar, 300 rpm (Adanur and Turel Citation2004).
However, the contradicting result was observed on the effect of the yarn count of the fibers used for spun yarns that was investigated by Salama et al. (Citation1987) for acrylic and polyester fibers. Rotor-spun yarns (from acrylic and polyester fibers) and ring-spun yarns (from acrylic fibers) were produced and evaluated using an air-jet simulator. Yarns spun with finer fibers exhibited a lower insertion speed for all yarn types considered. The weft speed difference amounted to 10% on comparing 20tex (coarse) ring spun acrylic fiber yarns with fibers of linear density 0.6 and 2.2 dtex (fine). This tendency is opposite to that observed for continuous filament yarns by other researchers. To explain this phenomenon, the hairiness and bending stiffness of yarns were measured. Yarns spun with coarser fibers were more hairy, and hairiness has already been demonstrated to increase the air drag on the spun yarns. The bending stiffness of a ring-spun yarn increases for coarser fibers, whereas the opposite is observed in rotor-spun yarns. They explained the differences between the acrylic and polyester fiber yarns by the difference in the density of the polymer, the difference in the fiber cross-section, varying fiber crimp, and the differences in yarn structure created during the spinning process. A similar result was reported for staple fiber yarn by Patil et al. (Citation2016). They revealed that, in the case of 40Ne cotton yarn, coarser yarn has more hairiness, as compared to finer yarns, and it requires a low air pressure value for propulsion during weft insertion. In addition, in the case of finer yarns (80Ne and 100 Ne), by changing the timing of the shed, the crossing timing resulted in a slight reduction in the filling breakage value. This is because closing the shed earlier would leads to arresting of weft yarn in the warp yarn in the upper layer of shed but in case of filament yarn coefficient of friction is less as compare to cotton yarns, because of having smoother outer surface. Hence, it requires a higher air pressure than cotton yarn, which is similar to the results of other studies.
Effect of yarn hairiness and voluminous
Numerous variables influence the insertion time of the air-jet loom, and as a result, impact the efficiency and performance of the weaving machine. The mass and surface qualities of the filling yarn, as well as the parameters of the air inside the insertion channel, have a significant impact on the yarn velocity. Depending on the raw material (cotton, polyester, etc.), yarn count, and yarn manufacturing (spinning) method, the yarn mass and surface characteristics would be altered (Adanur and Turel Citation2004). Therefore, the surface features (hairiness or smoothness) determine the level of friction between the dragging air and weft yarns. Adanur and Turel (Citation2004) used six different yarns to examine the effect of hairiness on yarn insertion speed. They concluded that the yarn velocity increased if the yarn surface was sufficiently hairy to create strong frictional forces. This means that when the yarn becomes more hairy, the insertion speed increases, reducing energy consumption. However, this has a major impact on the yarn-twist loss throughout the insertion procedure.
In other words, yarn volume is a determinant factor in the air jet loom weft insertion speed. The increase in the yarn diameter generates more contact area with the airflow. This causes a higher propelling force to be generated by the friction between the airflow and yarn (Wu et al. Citation2016). Yarn diameter is important because not all yarns with the same linear density have the same diameter. The fiber packing density varies between the ring and open-end yarns owing to the structural variations. Compared to ring yarns, open-end yarns have a firm twisted core and a more open surrounding sheath. Open-end yarns are thicker but less hairy than similar ring yarns (Mohamed, Lord, and Saleh Citation1975). Therefore, different researchers have investigated the relationship between weft yarn diameter and driving force, and they have agreed that the propulsive force will increase when the diameter of the weft yarn increases for the same number of yarns (Mohamed, Lord, and Saleh Citation1975; Parekh et al. Citation2011). Different spinning technologies have been used to produce yarns with different properties (Adanur and Turel Citation2004).
However scholars have debated the impact of yarn hairiness and voluminous on weft insertion speed in air jet weaving. Some researchers (Mohamed, Lord, and Saleh Citation1975; Parekh et al. Citation2011; Vangheluwe Citation1999) argued that larger diameter yarns have a higher rate of insertion due to increased contact area between the yarn surface and air drag, resulting in a higher frictional force. Conversely, others (Adanur and Turel Citation2004; Wu et al. Citation2016) argued that more hairy yarns insert more quickly due to the high yarn-to-air friction caused by the dragging force, which beats the protruding fiber, carrying the weft yarn through the opening shed and onto the receiving side. This high friction results in high control of the weft yarn during insertion. The debate continues to be a topic of debate among scholars.
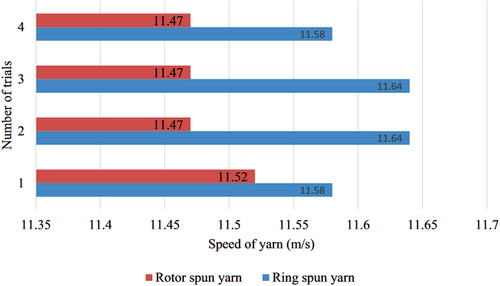
Consequently, Admas and Ayele (Citation2023) recent study surprisingly disproved these contradictory ideas. The study compared the impact of ring and rotor-spun yarns on weft velocity. They measured the hairiness and voluminous levels of both types of yarns and found a noticeable difference in velocity. Ring-spun yarn had an average speed of 11.58 m/s, higher than rotor-spun yarn’s 11.48 m/s (). The study concluded that yarn hairiness had a greater impact on insertion speed than rotor-spun yarn with a slightly larger diameter. This was due to the protruding fiber of the ring-spun yarn, which increased the surface friction between the weft yarn and dragging air, significantly affecting the insertion rate. Despite the larger diameter of the rotor-yarns, the friction between the yarn and dragging air was less than that of the ring-yarns.
Figure 6. Ring-spun (harness) and rotor-spun (voluminous) effect on weft yarn speeds (Admas and Ayele Citation2023).
Effect of twist
Higher yarn twist values create a compact structure that prevents fiber movement. Yarn hairiness decreased with twisting increments, whereas lower yarn hairiness reduced the friction between the yarn and air. Yarn twist is directly related to hairiness, so friction decreases with smooth surfaces (Adanur and Bakhtiyarov Citation1996; Batra, Ghosh, and Zeidman Citation1989; Kayacan et al. Citation2004). A highly twisted yarn has a lower velocity than a less twisted yarn does. Experiments on open-end rotor yarns show that a high twist ratio increases the weft insertion time owing to a decrease in the yarn diameter and a smooth yarn surface (Adanur and Mohamed Citation1991).
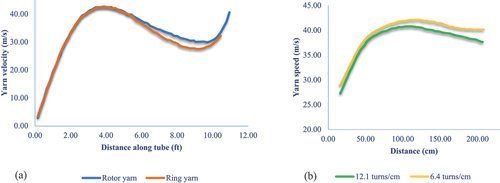
In addition, twisting creates lateral forces that prevent the fibers in the yarn from slipping over one another, making the yarn more compact. Tests on the rotor and ring yarns showed that a high twist level resulted in an increase in insertion time. This is because twisting reduces the diameter of the yarn and smooths its surface. The propulsive force decreased with a decrease in diameter. Furthermore, a smoother surface reduced the friction between the yarn surface and air. Consequently, yarns with low twisting had higher velocities. shows that the effect of twisting on rotor yarns and ring yarns showed the same trend (Adanur and Mohamed Citation1988). Adanur and Turel (Citation2004) examined the effect of twisting using two different yarns with Ne 14 counts and twist levels of 6.4 and 12.1 turns/cm, respectively. The results revealed as shown in , the yarn with a higher twist has a lower velocity because the twist generally reduces the hairiness of the yarn and thus reduces the friction between air and yarn. Therefore, yarn with a higher twist level requires more air to be inserted.
Figure 7. (a) effect of twist on weft velocity (Adanur and Mohamed Citation1988) and (b) effect of twist on weft velocity at 4.1 bar. 300 rpm (Adanur and Turel Citation2004).
The impact of yarn characteristics on yarn velocity through the weft insertion tube was examined by Kayacan et al. (Citation2004). Fuzzy logic was used to determine the effect of the weft yarn twist coefficient on the weft yarn velocity at various yarn linear densities. When the estimated and experimental weft yarn insertion results were compared, it was found that a high twist coefficient reduced the yarn velocity and lengthened the insertion time by making the yarn more compact and smooth. The weft yarn that led through the tube moved more quickly as the yarn count increased. Fuzzy logic can be used to quickly determine the yarn speed in relation to the yarn count and the twist coefficient. Researchers have also examined the impact of twisting on plied and ring-spun yarns. The packing density of the yarns (volume of the yarn) and other factors, such as hairiness, are all influenced by the yarn twist. When the twist is increased for ring-spun yarns, the hairiness initially decreases, and after a certain minimum level, an increase in hairiness can be observed because higher twist levels improve the binding of the fibers in the yarn structure. According to a test on cotton yarns used in air-jet weaving, the speed of the yarn followed the evolution of hairiness (Vangheluwe Citation1999).
The ply yarn twist acts differently. An increase in the ply twist opposite to the twist direction of the single yarn opens the yarn. The increased yarn volume offsets the lower hairiness caused by doubling and twisting, such that a net increase in the velocity of the yarn is obtained in the air-jet weft insertion. At higher ply twist levels, the decreasing hairiness dominates, and the speed of the yarn is again reduced (Vangheluwe Citation1999). Salama (Citation1987) found that plied yarns have a higher air drag force than single yarns owing to the dominant hairiness and volume at the optimal ply twist. However, at higher ply twists, two-ply yarns have twice the linear density of single yarns and a reduced yarn diameter and hairiness. The study also compared the air drag force on yarn plied on ring twisters and two-for-one twisters, showing that two-for-one plied yarns have higher air drag owing to higher hairiness.
Effect of fiber type and blending ratio
The composition of the fiber blend affects the weft insertion velocity of the blended fiber yarns. This was demonstrated through a comparison of a cotton yarn, polyester fiber-spun yarn, and yarn spun from a 33/67% blend of cotton and polyester fibers (all three yarns had a linear density of 25tex). Friction spinning was used to produce yarns. The arrival time of the cotton yarn was approximately 52 ms, while that of the blended fiber yarn was 57 ms, and that of the 100% polyester fiber yarn was a few milliseconds higher. The authors asserted that the decreased weft speed was due to the length of the polyester fibers. The polyester fiber has a longer staple length and smoother surface, and the yarn made from polyester fiber has very low hairiness and a soother surface, followed by cotton polyester yarn. Therefore, in air-jet weft insertion, the velocity of the polyester yarn produces a low air drag during weft insertion (Vangheluwe Citation1999).
Continuous filament yarns can be separated into flat, twisted, and textured yarns with distinct characteristics. In continuous filament yarns, the count ranges from fine to coarse, and the volume of the yarn determines the yarn velocity in the air jet loom. Under constant weaving conditions, yarn twist has an impact on the continuous-filament yarn pace, increasing the arrival time. However, the texturing effect dominated the twisting effect of the continuous filament yarns. Texturing is a process used to create a bulky structure in a continuous-filament yarn and enhances the volumetric and frictional characteristics of the yarn by deforming individual filaments (Adanur and Mohamed Citation1988). Thus, texturing increases the air drag and weft insertion speeds (Vangheluwe Citation1999). Using this framework, Adanur and Mohamed (Citation1988) studied the impact of texturing on a Dacron straight continuous-filament yarn and its false-twist-textured counterpart. They found that the textured yarn had a higher average velocity owing to its bulky structure, which caused a higher air drag.
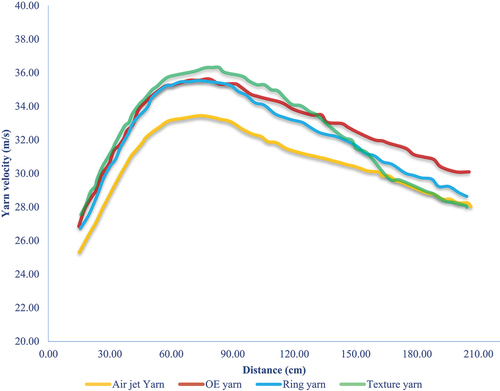
Adanur and Turel (Citation2004) also examined the effect of texturing filament yarn as compared to spun yarns (ring and open-end) and polyester yarn (air jet) by testing five different yarns at 3.4 bar supply pressure and 300 rpm running speed. As shown in , textured continuous filament yarn generally has a high velocity. This yarn was textured with a fluffy surface and therefore had a high frictional force when subjected to air. If the textured yarn is ignored, OE yarns have the highest velocity, followed by ring-spun yarns. The air-jet polyester-spun yarn has the lowest velocity, which can be explained by its structure. The friction on the surface of the polyester fibers was less than that of the other two cotton yarns and textured filament yarns, which resulted in a lower velocity.
Figure 8. Effect of fiber type and manufacturing method on the weft speed at 3.4 bar, 300 rpm (Adanur and Turel Citation2004).
In addition, Vangheluwe (Citation1999) employed neural networks to estimate the arrival time measured on a PAT-A loom of polyester/cotton-blended yarns, in connection with their characteristics. According to the results, a more equal yarn, yarn with less hair, and higher linear density all decreased the yarn speed. The air drag force on stationary yarns of various lengths was measured by Salama (Citation1987) using a tube and confusor guides. It was discovered that cotton yarn produced a higher drag force than the cotton polyester blends. The air drag force was reduced by the addition of polyester fibers to the blend. According to the comparison of the two types of yarn, the air drag of the combed cotton yarns was lower than that of the carded cotton yarns.
Interaction effect of weft yarn structure on weft speed
As previously discussed, the structural parameters of the yarn significantly influence the insertion speed, with the impact of one parameter being heavily influenced by the presence of other parameters. For example, the yarn count and twist levels significantly affect the hairiness of the yarn. However, research on the interaction effects between these parameters is limited. The interesting study by Githaiga et al. (Citation2000) conducted on the interaction effect of yarn structural parameters on yarn speed. They used a variety of cotton fiber samples with a rotor spinning system and measured various yarn properties to understand their impact on weft speed during air-jet weaving. The researchers used a multiple regression approach to construct a comprehensive model that incorporated both linear and interaction terms. The regression equation used in this study represents the collective understanding gained from their research efforts (EquationEquation 4(4)
(4) ), and presents a stepwise linear regression summary for yarn insertion speed, outlining the terms of the model.
Table 1. Regression and correlation coefficients between yarn speed and yarn structural parameters (Githaiga, Vangheluwe, and Kiekens Citation2000).
Where:
V is dependent variable (yarn speed),
Xi, Xj are independent variables, and
A, Bi, Cij are coefficients for the parameters defined in regression analyses.
The authors found that the yarn twist, count, optical coefficient of variation, and interaction terms significantly influenced the yarn speed. The yarn twist, count× twist interaction effect, and optical coefficient of variation had a greater influence on the yarn speed than the other quality parameters. They concluded that an increase in insertion speed owing to greater mean yarn diameter and variation provides a larger yarn surface area for air to act on. Yarns with long hairs and higher twists show no significant interaction, as twist increases, hairiness decreases, and the interaction effect cancels out. However, the interaction effect of coarser yarns and higher twisted yarn is significant because of the higher mass and less hairy yarns, resulting in a lower insertion speed, and the reason why the interaction coefficient was shown negative in (Githaiga, Vangheluwe, and Kiekens Citation2000).
Impact on twist loss
Weft yarn twisting significantly affects fabric properties, including physical and mechanical properties, and the effectiveness of air jet weaving machines (Ademe and Ferede Tesema Citation2018). Higher air pressure strains the free tip of the weft yarn, leading to its untwisting, especially when exposed to compressed air for longer periods of time inside the shed (Umair et al. Citation2017a). Contemporary air jet looms have a large twist loss due to the weft yarn-free leading end and are exposed to compressed air (Mohamed, Barghash, and Barker Citation1987). Additionally, the retained twist changes over the cloth’s width owing to the yarn count and the original twist multiplier. Thus, twist loss affects the fabric strength, dye absorption, and other qualities (Ademe and Ferede Tesema Citation2018). Uneven tensile characteristics and dye absorption are affected by twist loss, with regions with higher twist loss exhibiting higher dye uptake, and regions with lower twist loss being more hairy (Kaushik et al. Citation1987; Umair et al. Citation2017a).
Effect of yarn count
The factors affecting weft yarn twist loss during air jet weaving were discussed by Umair et al. (Citation2017). As yarn fineness increased, twist loss also increased. The increased twist per inch (TPI) of the yarn allows for the storage of more potential energy. The stored potential energy causes the yarn to untwist during weft insertion. Owing to the potential energy, compressed air untwists the yarn itself and accelerates the twist loss process. The twist loss of rotor-spun weft yarns and its implications on the characteristics of plain-woven fabrics were studied by Ademe and Ferede Tesema (Citation2018). With the same air pressure (5 bar for the main nozzle and 3 bar for the relay nozzles), they discovered that the twist loss percentages of 30 tex, 37 tex, and 59 tex weft yarns and the twist losses were 6.63%, 5.74%, and 4.44%, respectively. They concluded that the twist loss percentage of fine yarns is higher than that of coarse yarns. The findings demonstrated that weft yarn twist loss has a considerable impact on the breaking strength, thickness, and air permeability of fabrics. Weft yarn twist loss affects fabric thickness and air permeability favorably, but as twist loss increases, so does the fabric breaking strength.
Effect of yarn hairiness and voluminous
Weft yarn woven in an air-jet loom loses its twist for a variety of reasons such as yarn diameter, smoothness, and hairiness (Lu Citation2017; Yao-Qi Citation1984). The yarn structure produced by the ring and rotor spinning mechanisms varies, particularly in terms of hairiness, evenness, diameter, and strength. Yarn diameter, hairiness, and irregularity have a significant influence on weft yarn twist loss (Adanur and Turel Citation2004). The level of hairiness of the weft yarn is one cause of the loss of twist in air jet weaving, according to various authors who have investigated this topic (Ahmed et al. Citation2015; Umair et al. Citation2017). The twist loss increased as the yarn became hairier. This is because pressurized air can readily rotate the yarn’s free ends, which store a large amount of torque during the spinning process (Umair et al. Citation2017). The amount of twist loss increases as the length of fringed fiber increases (Yao-Qi Citation1984).
However, scholars have debated the impact of yarn hairiness and volume on weft yarn twist loss in air jet weaving. Several studies (Mohamed, Lord, and Saleh Citation1975; Parekh et al. Citation2011, Szabó and Szabó 2012b; Vangheluwe Citation1999) argue that larger diameter yarns have a higher twist loss owing to the increased contact area between the yarn surface and air drag, resulting in a higher frictional force. Conversely, others (Adanur and Turel Citation2004; Wu et al. Citation2016) have argued that more hairy yarns lose their twist more quickly because of the high yarn-to-air friction caused by the dragging force. This high friction allows for better control of the weft yarn during insertion, but it becomes untwisted when the fiber is beaten by air. This debate highlights the complex relationship between yarn hairiness and weft yarn twist loss in air jet weaving processes.
However, Admas and Ayele (Citation2023) surprisingly disprove these contradictory ideas. They used the same count of ring- and rotor-spun yarns, measured their hairiness and voluminous levels, and clarified their effect on twist loss. They demonstrated that considerable twist loss exists between the ring- and rotor-spun yarns. The rotor-spun yarn (coded as + 1) had a lower twist loss than the ring-spun yarn (coded as − 1), as illustrated in . This suggests that for twist loss, hairiness has a more significant effect than the yarn diameter. Although the speed of the ring-spun yarn is higher than that of the rotor-spun yarn, these protruding fibers have a greater impact on the loss of weft yarn twist than that of smoother yarn with a higher diameter.
Figure 9. Impact of ring-spun (hairiness) and rotor-spun (voluminous) on weft yarn twist loss (Admas and Ayele Citation2023).
Effect of fiber type/material
Umair et al. (Citation2017) found that polyester/cotton (PC) yarns had a higher proportion of twist loss than cotton yarns. The greater twist loss may be caused by the increased flexural rigidity of the PC yarn. For the same amount of twisting, polyester fibers may store more potential energy than cotton fibers because of their higher flexural rigidity. Recent research by Ketema and Ayele (Citation2023) examined how weft yarn twist loss and the tensile characteristics of fabrics made by air-jet weaving machines were affected by the polyester/cotton (PC) blend ratio, loom speed, and air pressure. They discovered that compared to other input parameters, in the PC mix ratio, the weft yarn with a higher percentage of polyester had a greater twist loss. The twist loss percentage of the (50/50) PC blend yarn was higher than that of the (25/75) PC blend yarn, as shown in . The higher stiffness of the polyester fiber may be the cause of the excessive twist and strength losses of the weft yarn (). Therefore, yarn made from polyester fibers or mixtures of them has a higher propensity to unravel during the weft insertion procedure. The findings of this study suggested that 100% cotton yarns exhibit better twist retention behavior, resulting in less twist loss. Unfortunately, the authors did not clarify whether the effect of polyester fiber twist and strength loss or the strength of polyester fiber had a greater impact on the strength and durability of the air jet woven fabric (blend).
Figure 10. Effect of cotton polyester bled ratio on; (a) twist loss and (b) strength loss of the weft yarn (Ketema and Ayele Citation2023).
The future development directions of air jet weaving
Air-jet looms have become a preferred choice for shuttleless looms, owing to their remarkable efficiency, speed, and automation. Although they are capable of producing a wide range of fabrics, they have surpassed rapier weaving in terms of width, fabric thickness, and yarn-dyed fabrics. The evolution of weft insertion capabilities has allowed for a wide range of colors, ranging from monochromatic to a range of 4–12 colors, while fabric texture has expanded to include jacquard and terry varieties. The use of weft yarns has become more versatile, enabling the production of fine and high-density clothing fabrics as well as thick high-density series that were previously only possible with rapier and projectile looms. To further enhance the yarn-feeding system and weft insertion process, air-jet looms have been adapted to accommodate all types of yarns, resulting in the creation of intricate fabrics. Reducing vibrations has become a key focus for air-jet looms because ultra-high speeds inevitably lead to large vibrations. To address this issue, the vibration amplitude of the vibration source is minimized, while the anti-vibration capabilities of the loom are improved to ensure high-speed performance (Qingdao Ming Source Machinery Technology Co., Ltd Citation2016).
The integration of computer technology has significantly enhanced the air jet looms process, leading to increased proficiency in general operations. With the ongoing advancements in computer technology, the intelligentization of air jet looms will continue to progress, and the notion of unmanned weaving workshops will no longer be a mere concept. The full application of network technology to air jet looms has significantly simplified their management. Production data can be collected, analyzed, and monitored remotely by connecting a loom to a computer, the Internet, and other looms. This enables manufacturers to diagnose and provide technical support without a need for physical presence. The adaptability of modern air-jet looms has been significantly improved, not only in terms of the type and number of yarns used but also in the range of their weaving. Currently, manufacturers are introducing new-generation looms with advanced technologies to reduce compressed air and power consumption. Energy efficiency is now a major consideration for users when choosing air jet looms, making it imperative that the development of these products be given the attention it deserves. Moreover, future research should focus on producing woven spacer fabrics using nanofunctionalized fibers for high-performance functional fabrics in air jet looms. In this regard, Kitaw and Dagnaw (Citation2024) and Kitaw (Citation2024) highlighted the use of ZnO nanoparticle functionalized fibers for 3D spacer fabrics and high-performance fabrics in technical textiles. Finally, the air jet is the best loom for denim manufacturing; however, the washing fastness of denim is currently a hot research area, and researchers are finding new solutions for treating denim with nanoparticles to make it self-cleanable. Kitaw and Mamo (Citation2023) indicated the use of plant-mediated ZnO nanoparticles for self-cleaning textiles, and further research is needed to use this application in air-jet fabrics, especially for denim. In summary, air jet weaving technology offers a range of advantages for meeting the changing demands of the textile industry, including increased efficiency, expanded capabilities, enhanced sustainability, and improved manufacturing capabilities.
Current issues and future prospects
Research on the impact of weft yarn structure and fiber type on weft yarn velocity and twist loss in air-jet weaving is limited because of the lack of a standardized methodology. This results in inconsistencies in findings owing to the interplay of variables such as weft yarn structure, fiber type, weft insertion mechanism, and air pressure. For instance, scholars have debated the impact of yarn count on the weft insertion speed and twist loss in air jet weaving. Some studies (Adanur and Mohamed Citation1991; Adanur and Turel Citation2004; Kayacan et al. Citation2004; Vangheluwe, Puissant, and Kiekens Citation1997) argued that thin weft yarns have higher velocities and lower initial velocities owing to the inverse relationship between velocity and mass. Others, such as (Patil, Kadam, and Patil Citation2016; Salma, Adanur and Mohamed Citation1987), argue that coarser yarns have more hairiness, require less air pressure for propulsion during weft insertion, and have higher speed and twist loss than finer yarns. Both groups have differing opinions on the impact of yarn count on air jet weaving processes. Therefore, future research should consider factors such as yarn count and yarn hairiness to improve weft speed and reduce twist loss in the same spinning system, as the hairiness effect of courser count or the mass effect of courser count significantly impact these factors. In addition, researchers (Adanur and Bakhtiyarov Citation1996; Adanur and Mohamed Citation1988; Adanur and Turel Citation2004; Kayacan et al. Citation2004; Vangheluwe Citation1999) explored the impact of yarn twist on the weft insertion speed and twist loss in air jet weaving. They found that increasing the yarn twist leads to decreased hairiness and voluminous yarn, reducing the weft speed and increasing twist loss. Conversely, decreasing the yarn twist increases the hairiness and voluminous yarn, increasing the weft speed but reducing the twist loss. However, whether the effect of twist on hairiness or the effect of twist on volume has significantly impacted the weft speed and twist loss in air jet weaving has not yet been investigated, so future research should consider this aspect. presents the summarized findings and scholars’ arguments and highlights the foundation for further research and development in the field.
Table 2. The summarized findings and scholars argument, and highlight as a foundation for further research and development in the field (Adanur and Turel Citation2004; Ademe and Ferede Tesema Citation2018; Admas and Ayele Citation2023; Brun, Corti, and Pozzetti Citation2008; Ketema and Ayele Citation2023).
In addition, new fiber types with enhanced air trapping and reduced twist loss susceptibility are being explored for advancements in air-jet weaving technology. Standardized testing methodologies and collaboration among researchers can create a comprehensive database on the impact of weft yarn structure and fiber type on weft yarn velocity and twist loss in air-jet weaving. Future research should focus on sustainable materials and processes and on recycled or bio-based fibers such as Enset fibers (Dejene and Geletaw Citation2023; Kitaw Citation2024) to minimize energy consumption and environmental impact.
Conclusion
This critical review assessed the substantial influence of the weft yarn structure and fiber type on the efficiency of air-jet weaving, with a particular emphasis on weft yarn velocity and twist loss. The results indicated that, the yarn characteristics and type of fibers the yarn made of have an impact on the velocity of the yarn and twist loss of woven weft yarn in air-jet weaving. Experimental studies have examined the effect of yarn characteristics and specifications on the pace of yarn during weft insertion. Generally, yarns with high hairiness have higher velocities than smoother yarns, and highly twisted yarns have a lower velocity than yarn with low twist because of their hairiness differences. The velocity of the continuous filament yarn was significantly lower than that of the cotton-spun yarn owing to their structural differences. However, the velocity of a thin weft yarn is substantially higher than that of a thick weft yarn, which also has a low initial velocity as a result of the inverse connection between velocity and mass. A high twist slows the weft yarn movement by lengthening the insertion time and causing twist loss. Coarser weft yarns weave more slowly and lost less twisting than thin weft yarns. Polyester yarns lost more twist than polyester cotton and cotton yarns. Understanding these relationships is essential for optimizing the air-jet weaving performance and achieving desirable fabric outcomes. Manufacturers must carefully select appropriate weft yarn properties that will minimize twist loss, ensure consistent yarn velocity, and ultimately improve the overall weaving efficiency and fabric quality. Further research in this area is necessary to provide valuable insights for the continuous development and optimization of air-jet weaving technology. This research should explore the synergistic effects of the yarn structure, fiber type, and other weaving parameters. By addressing the critical factors affecting weft yarn behavior, the textile industry can enhance its competitiveness and meet evolving market demands.
Highlights
Weft insertion in air-jet looms is a unique process that involves air pressure driving the weft yarn, which causes a complex drag force.
Understanding the factors influencing the complex interaction between air and weft yarn is crucial for optimizing weft yarn speed and twist loss in air jet weaving.
Thus, scholars have extensively researched the influence of yarn structural parameters and fiber type on weft speed and twist loss, but no review has been conducted to this extent.
However, researchers have inconsistent findings and debated the impact of yarn structure on weft speed and twist loss because of the complex interplay of variables such as weft yarn structure, fiber type, and air pressure.
This review provides valuable insights for scholars’ arguments and serves as a foundation for further research and development in the field.
Acknowledgments
The authors express gratitude to the current and previous groups of researchers in the field of textiles.
Disclosure statement
The authors declared that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Funding
References
- Adanur, S., and S. Bakhtiyarov. 1996. “Analysis of Air Flow in Single Nozzle Air-Jet Filling Insertion: Corrugated Channel Model.” Textile Research Journal 66 (6): 401–22. Sage Publications Sage CA: Thousand Oaks, CA. https://doi.org/10.1177/004051759606600608.
- Adanur, A. S., and M. H. Mohamed. 2001. “Effects of Air and Yarn Characteristics in Air-Jet.” The Journal of the Textile Institute: 592–597.
- Adanur, S., and M. H. Mohamed. 1988. “Weft Insertion on Air-Jet Looms: Velocity Measurement and Influence of Yarn Structure Part II: Effects of System Parameters and Yarn Structure.” The Journal of the Textile Institute 79 (2): 316–329. https://doi.org/10.1080/00405008808659145.
- Adanur, S., and M. H. Mohamed. 1991. “Analysis of Yarn Tension in Air-Jet Filling Insertion.” Textile Research Journal 61 (5): 259–266. Sage Publications Sage CA: Thousand Oaks, CA. https://doi.org/10.1177/004051759106100503.
- Adanur, S., and M. H. Mohamed. 1992. “Analysis of Yarn Motion in Single-Nozzle Air-Jet Filling Insertion. Part II: Experimental Validation of the Theoretical Models and Statistical Analysis.” The Journal of the Textile Institute 83 (1): 56–68. Taylor\& Francis. https://doi.org/10.1080/00405009208631175.
- Adanur, S., and J. Qi. 2008. “Property Analysis of Denim Fabrics Made on Air-Jet Weaving Machine Part II: Effects of Tension on Fabric Properties.” Textile Research Journal 78 (1): 10–20. https://doi.org/10.1177/0040517507079781.
- Adanur, S., and T. Turel. 2004. “Effects of Air and Yarn Characteristics in Air-Jet Filling Insertion: Part II: Yarn Velocity Measurements with a Profiled Reed.” Textile Research Journal 74 (8): 657–661. Sage Publications Sage CA: Thousand Oaks, CA. https://doi.org/10.1177/004051750407400801.
- Ademe, W. M., and A. Ferede Tesema. 2018. “The Study of Twist Loss of Rotor Spun Weft Yarns in Air Jet Loom and its Effect on Fabric Properties.” Zimbabwe Journal of Science & Technology 13:65–75.
- Admas, A., and M. Ayele. 2023. “Impacts of Yarn Hairiness and Voluminous on Weft Yarn Speed and Twist Loss in Air-Jet Weaving Impacts of Yarn Hairiness and Voluminous on Weft Yarn Speed and Twist Loss in Air-Jet Weaving.” Journal of Natural Fibers 20 (2). Taylor & Francis. https://doi.org/10.1080/15440478.2023.2253372.
- Ahmed, S., M. Syduzzaman, S. Mahmud, S. M. Ashique, and M. Mahbubur Rahman. 2015. “Comparative Study on Ring, Rotor and Air-Jet Spun Yarn.” European Scientific Journal 11 (2): 411–424.
- Batra, S. K., T. K. Ghosh, and M. I. Zeidman. 1989. “Dynamic Analysis of Yarn in Ring Spinning: An Integrated Approach.” Textile Research Journal 59 (6) :309–317. https://doi.org/10.1177/004051758905900707.
- Brun, A., D. Corti, and A. Pozzetti. 2008. “The Impact of the Setting of Air-Jet Looms on the Fabric Quality: An Investigation.” International Journal of Quality\& Reliability Management 25 (3): 313–329. Emerald Group Publishing Limited. https://doi.org/10.1108/02656710810854304.
- Dejene, B. K., and T. Mamo Geletaw. 2023. “A Review on False Banana (Enset Ventricosum) Fiber Reinforced Green Composite and Its Applications.” Journal of Natural Fibers 20 (2). Taylor & Francis. https://doi.org/10.1080/15440478.2023.2244163.
- Ghanmi, H., A. Ghith, and T. Benameur. 2017. “Open-End Yarn Properties Prediction Using Hvi Fibre Properties and Process Parameters.” AUTEX Research Journal 17 (1): 6–11. https://doi.org/10.1515/aut-2015-0026.
- Githaiga, J., L. Vangheluwe, and P. Kiekens. 2000. “Relationship Between the Properties of Cotton Rotor Spun Yarns and the Yarn Speed in an Air-Jet Loom.” The Journal of the Textile Institute July (2015). https://doi.org/10.1080/00405000008659486.
- Gong, X., X. Chen, and Y. Zhou. 2018. “Advanced Weaving Technologies for High-Performance Fabrics.” In High-Performance Apparel, edited by John McLoughlin and Tasneem Sabir, 75–112. Cambridge: Elsevier. https://doi.org/10.1016/b978-0-08-100904-8.00004-3.
- Haq, U. N., and M. Mobarak Hossain. 2017. A Review on Reduction of Air Consumption in Air Jet Loom: The Possible Setting Points, No. December 2021. https://doi.org/10.18488/journal.2.2017.73.52.62.
- Jhanji, Y., D. Gupta, and V. K. Kothari. 2020. “Moisture Management Properties of Ring Vis-à-vis Rotor Yarn Plated Knit Structures.” In Functional Textiles and Clothing, edited by Majumdar Abhijit, Gupta Deepti and Gupta Sanjay, 33–40. Singapore: Springer. https://doi.org/10.1007/978-981-15-9376-5_4.
- Kaushik, R. C. D., P. K. Hari, I. C. Sharma, and A. K. Sarkar. 1987. “Performance of Spliced Yarn in Warping and Weaving.” Textile Research Journal 57 (11): 670–673. Sage Publications Sage CA: Thousand Oaks, CA. https://doi.org/10.1177/004051758705701107.
- Kayacan, M. C., M. Dayik, O. Colak, and M. Kodaloglu. 2004. “Velocity Control of Weft Insertion on Air Jet Looms by Fuzzy Logic.” Fibres& Textiles in Eastern Europe 3 (47): 29–33.
- Ketema, M. Y., and M. Ayele. 2023. “Effect of Cotton/Polyester Blend Ratio, Loom Speed, and Air Pressure on Yarn Twist Loss and Yarn Strength Loss: The Case of Air-Jet Loom Effect of Cotton/Polyester Blend Ratio, Loom Speed, and Air Pressure on Yarn Twist Loss and Yarn Strength Los.” Journal of Natural Fibers 20 (1). Taylor & Francis. https://doi.org/10.1080/15440478.2022.2162188.
- Kitaw, D. B. 2024. “Exploring the Potential of ZnO Nanoparticle-Treated Fibers in Advancing Natural Fiber Reinforced Composites: A Review.” Journal of Natural Fibers 21 (1). https://doi.org/10.1080/15440478.2024.2311304.
- Kitaw, D. B., and G. A. Dagnaw. 2024. “Exploring the Potential of 3D Woven and Knitted Spacer Fabrics in Technical Textiles: A Critical Review.” Journal of Industrial Textiles 54. https://doi.org/10.1177/15280837241253614.
- Kitaw, D. B., and G. T. Mamo. 2023. “A Review of Plant-Mediated Synthesis of Zinc Oxide Nanoparticles for Self-Cleaning Textiles.” RJTA. https://doi.org/10.1108/RJTA-12-2022-0154.
- Lu, Y. 2017. “Influence of Twist Loss of the Staple Weft Yarn on the Air-Jet Loom.” Journal of Computational and Theoretical Nanoscience 14 (9): 4576–4579. American Scientific Publishers. https://doi.org/10.1166/jctn.2017.6856.
- Majumdar, A. 2010. “Yarn Hairiness and its Reduction.” In Technical Textile Yarns, edited by R. Alagirusamy and A. Das, 112–139. Cambridge: Elsevier. https://doi.org/10.1533/9781845699475.1.112.
- Mohamed, M. H., V. A. Barghash, and R. L. Barker. 1987. “Influence of Filling Yarn Characteristics on the Properties of Corduroy Fabrics Woven on an Air-Jet Loom.” Textile Research Journal 57 (11): 661–670. https://doi.org/10.1177/004051758705701106.
- Mohamed, M. H., P. R. Lord, and H. A. Saleh. 1975. “A Comparison of the Hairiness and Diameter of Ring and Open-End Yarns.” Textile Research Journal 45 (5): 389–395. Sage Publications Sage CA: Thousand Oaks, CA. https://doi.org/10.1177/004051757504500505.
- Parekh, T., P. P. Raichurkar, L. C. Patil, R. Maid, and T. Patil. 2011. “To Analyze the Twist Loss in Weft Yarn During Air-Jet Weaving and its Impact on Tensile Properties of Fabric.” 1–14.
- Patil, T., J. Kadam, and Y. Patil. 2016. “Air Jet Weaving: Control of Weft Breakages for Cotton& Polyester Weft Yarn.” Int J Text Eng Process 2 (4): 1–6.
- Patkó, I., L. Szabó, and G. Oroszlány. 2010. “The Dynamic Study of the Weft Insertion of Air Jet Weaving Machines.” Acta Polytechnica Hungarica 7 (3): 93–107.
- Qingdao Ming Source Machinery Technology Co. Ltd. 2016. “Development Prospects of Air Jet Loom.” https://www.weavingmc.com/info/development-prospects-of-air-jet-loom-27505910.html.
- Rengasamy, R. S., S. M. Ishtiaque, B. R. Das, and A. Ghosh. 2008. “Fabric Assistance in Woven Structures Made from Different Spun Yarns.” Indian Journal of Fibre and Textile Research 33 (4): 377–382.
- Rosiak, D., and K. Przybyl. 2003. “Analysis of Yarn Twist from the Point of View of Current Knowledge.” AUTEX Research Journal 3 (1): 28–35. https://doi.org/10.1515/aut-2003-030105.
- Salama, M. 1987. “Air Drag Measurements on Yarns Spun from Egyptian Cotton.(dept.T).” MEJ Mansoura Engineering Journal 12 (2): 23–32. https://doi.org/10.21608/bfemu.2021.175923.
- Salama, M. M. 1984. ”Mechanics of Air-Jet Filling Insertion.” North Carolina State University.
- Salama, M., S. Adanur, and M. H. Mohamed. 1987. “Mechanics of a Single Nozzle Air-Jet Filling Insertion System: Part III: Yarn Insertion Through Tubes.” Textile Research Journal 57 (1): 44–54. Sage Publications Sage CA: Thousand Oaks, CA. https://doi.org/10.1177/004051758705700107.
- Szabó, L., and L. Szabó. 2012. “Weft Insertion Through Open Profile Reed in Air Jet Looms.” Annals of the Faculty of Engineering Hunedoara 10 (2): 211.
- Tyagi, G. K. 2010. Yarn Structure and Properties from Different Spinning Techniques Lawrence, C.A. Advances in Yarn Spinning Technology, 119–154. Indea: Woodhead Publishing. https://doi.org/10.1533/9780857090218.1.119.
- Umair, M., K. Shaker, Y. Nawab, A. Rasheed, and S. Ahmad. 2017. “A Study on the Twist Loss in Weft Yarn During Air Jet Weaving.” Journal of Engineered Fibers and Fabrics 12 (4): 1–6. https://doi.org/10.1177/155892501701200401.
- Vangheluwe, L. 1997. “Weft Insertion of Polyester/Cotton Blend Yarns on Air-Jet Looms.” Textile Research Journal 67 (11): 809–815. https://doi.org/10.1177/004051759706701105.
- Vangheluwe, L. 1999. “Air-Jet Weft Insertion.” Textile Progress 29 (4): 1–63. https://doi.org/10.1080/00405169908688878.
- Vangheluwe, L., P. Puissant, and P. Kiekens. 1997. “Combination of Fuzzy Feedback Loops and Feedforward Adaptive Systems for Weft Insertion Control in Air-Jet Weaving.” Proceedings of the 3rd International Conference on Design to Manufacture in Modern Industry, University of Maribor, Faculty of Mechanical Engineering, Supported by the Slovenian Ministry of Science and Technology, Portoroz, Slovenia, 8–9 September, 471–478.
- Wu, Z., S. Chen, Y. Liu, and X. Hu. 2016. “Air-Flow Characteristics and Yarn Whipping During Start-Up Stage of Air-Jet Weft Insertion.” Textile Research Journal 86 (18): 1988–1999. SAGE Publications Sage UK: London, England. https://doi.org/10.1177/0040517515619351.
- Yao-Qi, Q. 1984.“The Twist Loss of the Weft During Air-Jet Weaving.“Journal of the Textile Institute75 (1): 60–69. http://dx.doi.org/10.1080/00405008408658461.