
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
Currently, there is an increasing focus on sustainable textile manufacturing in terms of reducing the waste generated during the production and pre-consumer stages. Knitting companies are exploring the promising direction of unraveling and upcycling yarn to achieve this goal. To assess the knittability of unraveled yarn vis-a-vis conventional yarn, a comprehensive indicator of yarn-breaking force changes was proposed. The purpose of this study is to present a method to evaluate the strength property of unraveled yarn and to investigate the potential of 74-tex cotton and 72-tex wool yarn for future upcycling in knitting. The results of the investigation revealed that cotton yarn has a higher potential for upcycling both at pre- and post-consumer stages, compared to wool yarn. The knittability of unraveled cotton yarn is almost 99% after knitting and dry relaxation and over 95% after repeated washing and drying cycles. However, it is pertinent to note that repeated ironing impacts the cotton yarn’s knittability, and hence, it is recommended to label future upcycling products with a special marking prohibiting ironing. The possibility of unraveling and reusing wool yarn is limited to the post-production and pre-consumer stages when its knittability is near 95%.
摘要
在当前时代,人们越来越关注可持续纺织品制造,以减少生产和消费前阶段产生的废物. 为了实现这一目标,针织公司正在探索纱线分解和上循环的有希望的方向. 为了评估松解纱线相对于传统纱线的可编织性,提出了纱线破断力变化的综合指标. 本研究的目的是提供一种评估松解纱线强度性能的方法,并研究74 tex棉和72 tex羊毛纱线在未来针织中的升级循环潜力. 调查结果表明,与毛纱相比,棉纱在消费前和消费后阶段都具有更高的升级潜力. 经编织和干弛豫后,解开的棉纱的可编织性几乎为99%,经反复洗涤和干燥循环后,可编织性超过95%. 然而,值得注意的是,重复熨烫会影响棉纱的可编织性,因此,建议在未来的升级换代产品上贴上禁止熨烫的特殊标记. 当毛纱的可编织性接近95%时,解开和重复使用毛纱的可能性仅限于生产后和消费前阶段.
Introduction
There are several challenges for the fashion industry today. The rapidity of “fast fashion” with its increasing negative impact (Papasolomou, Melanthiou, and Tsamouridis Citation2023) on the environment is the most significant. The problem, firstly, comes from textile production itself with its high energy and water consumption, as well as widely used chemical processes (Keßler, Matlin, and Kümmerer Citation2021). On the other side, there is excess production (Shirvanimoghaddam et al. Citation2020), which leads to an increase in the volume of unused clothing. The speed at which it ends up in landfills is staggering (one garbage truck per second (Chen et al. Citation2021)), posing a serious environmental threat. Both manufacturers and consumers around the world are concerned about the problem of recycling (Pandit et al. Citation2020) unused clothing and waste from textile production. This prompted scientists and designers to collaborate closely (Abbate et al. Citation2023) both in the field of creating new types of textiles from recycled materials (Gojic and Bukhonka Citation2023; Provin et al. Citation2021) and popularizing “slow fashion” (Daukantienė Citation2023; Pandit et al. Citation2020) as an alternative to “fast fashion” (Chouprina Citation2014). Many researchers have been working on finding feasible approaches and pathways for converting the waste wool (Sun et al. Citation2023) and cotton (Mihajlović et al. Citation2022) textiles into valuable materials or products that can be applied in many aspects.
There are two main roads for reducing textile waste: textile reuse and recycling. The reuse is more beneficial than recycling (Sandin and Peters Citation2018). Benefits mainly arise because of the assumed avoidance of the production of new products. But despite the increased awareness of circular fashion products, consumers still prefer brand-new products to those that have already been used by others (Kim, Jung Jung, and Lee Citation2021). Consumers’ perceived importance of conscious behavior was observed to positively affect the purchase intention of recycled fashion products (Yoo, Jung Jung, and Wha Oh Citation2021), but at the same time, it was found that environmental concerns did not affect the intention of purchasing.
Textile recycling can be classified into upcycling, downcycling, closed-loop, and open-loop recycling (Juanga-Labayen, Labayen, and Yuan Citation2022). Upcycling is an existing strategy in textile (Kamble and Kumar Behera Citation2021) and fashion production (Marques et al. Citation2019), with waste or discarded materials used to design and create higher quality or value products (Bigolin et al. Citation2022). Upcycling enables a sustainable design option in which used clothing and textiles (post-consumer waste) are sourced to produce newly designed fashion products (Han et al. Citation2017). But upcyclers, as well as ordinary material suppliers, found sourcing materials difficult (Sung et al. Citation2020), which calls for a systemic approach to the circulation of materials (from companies and consumers to material suppliers, to upcycle, and back to companies and consumers). On the other side, upcycling is a good opportunity to find the highest value for textile pre-consumer waste at a relatively low cost (Aus et al. Citation2021) by leveraging the existing capabilities and capacity of textile manufacturers while greatly increasing the overall circularity of the sector. Despite existing challenges (Kamble and Kumar Behera Citation2021; Sung and Abuzeinab Citation2022) for deep implementation of upcycling into the textile sector, the opportunity of upcycling enables the future sustainability of the fashion industry (Vadicherla et al. Citation2017).
Most of the research works in textile waste recycling emphasize the production of recycled yarn (Jamshaid et al. Citation2021). It was indicated that higher quality recycled cotton fibers could be achieved by the selection of loosely knitted greige cotton fabrics (Ütebay, Çelik, and Çay Citation2019) as well as technology adaptation (Krupincová and Pechová Citation2023). The optimization of the recycling process and spinning reclaimed fibers together with cotton fibers in a 50:50 ratio have resulted in blended yarn with similar 100% cotton yarn physical and mechanical properties and it has a lower cost (Wanassi, Azzouz, and Ben Hassen Citation2016). It was found (Basit et al. Citation2023) that by using 20% recycled fiber in tetra-blended yarns, it is not only possible to attain better properties, but the consumption of unsustainable polyester fibers can also be decreased by 60%. Another study (Björquist et al. Citation2018) suggests that cotton waste is a promising candidate for special grade pulp to suit niche regenerated fiber products or to spice up the conventional wood-based dissolving pulp. Generally, scientists are balancing between mechanical, chemical, and biological processes in order to closed-loop recycling and high quality of the final recycled product (Baloyi et al. Citation2023). But still, there is a gap in research focussed on the reusing the textile materials forming the waste at production and post production stages.
For knitted products, upcycling generally means re-styling (Han et al. Citation2017; Vadicherla et al. Citation2017). Many tailors and boutiques specialize in converting old garments and fabrics by re-cutting and embellishing them into new and useful products. Re-styling or reshaping one product into another has a few disadvantages: limited choice of models, creation the new clothes of smaller size (for example, for kids), or the necessity to combine several used models to create one new, etc. Such products are usually custom-made and have a limited demand.
Seamless knitting technology enables the production of a complete, that is, all‐in‐one knitted item without the need for a cutting and assembly process as well as reduces production waste itself (Baloyi et al. Citation2023). Knitwear with the latest developments in flat knitting machinery (Whole Garment Business Citation1995) or Knit-and-Wear (Citation2020), etc.) allows the use of a different way for yarn re-usage – unraveling knitwear and processing yarn into completely new-fashioned garments. The issue becomes especially relevant for natural raw materials as wool, cashmere, and flax yarns which are more expensive than synthetic threads. Additionally, there is the need in an equipment for unraveling yarn (AGTEKS Citation1992; Stroza Citation2021) that automates the process and allows for the control of the yarn`s integrity.
The process of knitting involves a mechanical transformation of the yarn’s properties into the desired properties of the final product. An essential part of this process is loop formation, which entails bending the yarn into loops and intermeshing them into a certain structure. Numerous factors contribute to knitting: from the yarn properties to the precise movements of the loop-forming elements at the knitting machine (Tsitovich Citation1992). Key setup parameters such as the machine stitch cam position, yarn input tension, and knitted fabric take-down load are also important in achieving the desired outcome. Additionally, factors like the distance between the needle’s beds, the knitting machine gauge, and speed affect the final product`s quality.
The knittability of the yarn is the performance of the yarn in the knitting process, namely whether the yarn can be smoothly knitted into a knitted fabric. During processing on knitting equipment, the yarn is subjected to tensile deformation of varied magnitude and duration, which can affect its characteristics and fabric performance. The knitting ability of a particular yarn can vary depending on the specific knitting conditions and the technological parameters of the process. Although it is an important aspect of the manufacturing of high-quality products still there is no common method for evaluating the yarn knittability. Sasaki and Kuroda (Citation1974) proposed measuring the yarn properties and comparing them with the previously determined standard values. Döonmez and Marmarali (Citation2004) used a binary logistic regression analysis to indicate knittability, depending on the yarn-needle and yarn-yam friction values, the machine tightness factor, and the machine speed. The multiple regression analysis was based on the number of machine stops, yarn breaks, and holes recorded during the knitting process. The knittability of glass yarn was investigated by Liu, Chen, and Feng (Citation2009) and evaluation was done by simplifying the knitting process into separate yarn-needle hook systems followed by studying the yarn-breaking process under tensile, bending, and abrasive actions. Zinovjeva (Citation2000) proposed the use of experimental method, the essence of which is to determine the strength of the yarn before and after the knitting. The yarn knittability (KA) (Zinovjeva Citation2000) was calculated using the following equation:
where F0 and Fk are the yarn breaking forces in N before and after knitting, respectively.
It was found that the knittability of the yarn depends on the type of knit structure (Bukhonka and Pushenko Citation2007; Zinovjeva Citation2000) and the stitch cam`s depth (Moiseenko and Bukhonka Citation2005).
There are not too many publications related to “Unraveling Knitting.” Most of them in popular literature for hand knitters (Breiter and Diven Citation2006), some of them deal with psychological aspect of knitting (Brayshaw Citation2020; Maria Arantes Citation2020) and only in few articles presented the research results in knitting technology.
Abounaim et al. within the development of flat knitted spacer fabrics for composites (Abounaim et al. Citation2009) studied effects of knitting parameters (stitch cam position, yarn tension, and take down speed) on the tensile properties of reinforcement yarns that were incorporated in different way (knit loops, tuck stitches, and weft yarns). The evaluation was done by tensile strength loss (L) of yarn as a percentage (Abounaim et al. Citation2009) according to the following equation:
where Tb and Ta are the yarn breaking forces in N before and after knitting, respectively.
The maximum loss recorded for GF – PP hybrid yarns was 70% for knit loops, 54% for tuck stitches, and not more than 28% for weft yarns. In case of favorable knitting parameters, the minimum loss of tensile strength was 41%, 16%, and 3% respectively (Abounaim et al. Citation2009). In this case only weft yarn can be reused after unraveling.
Waqar Iqbal et al. for yarn damage evaluation during knitting (Iqbal et al. Citation2021), compared the tensile, bending, shear, and frictional properties of five different commonly used yarns (cotton, wool, polyester, acrylic, and viscose) before knitting and after being unraveled from plain and rib knitted fabrics. As compared to yarn before knitting, the yarns unraveled from plain and rib structures lost the mechanical properties: by 3–30% for bending, 2–10% for tensile, and 8–80% for shearing.
High-quality yarn is the first step to quality textile. Yarn properties like linear density, strength, elongation and their CV%, irregularities and imperfections, twist factor as well as hairiness are generally considered in industry for the selection of yarn for knitting (Ray and Blaga Citation2022). The strength and elongation at breaking and irregularity factors are most technological qualitative factors (Mielicka Citation2011).
There are three stages of knitted good`s life when yarn can be unraveled for upcycling:
directly after knitting on machine (production waste);
from unused clothes (pre-consumer`s waste) and
from used clothes (post-consumer`s waste).
It is clear that the unraveled yarn`s properties will be different at these stages as well. Therefore, it is important to evaluate how yarn properties change when yarn is unraveled and the yarn`s readiness for reuse in order to obtain upcycling and downcycling (the product of lower quality) assessment.
Thus, the purpose of this work is to present a method for evaluating of the unraveled yarn`s properties compared to the conventional yarn, and also to investigate the potential of the different natural yarns for future upcycling in knitting.
Method
The evaluation of unraveled yarn knittability was performed using a comprehensive indicator proposed by Zinovjeva (Citation2000). In the first stage, the tensile properties of the yarn, namely breaking force and elongation, were tested according to ISO 2062:2009 (Citation2009).
Tensile Testing Machine with a constant rate of elongation was used for the test. The testing machine was equipped with clamps having flat-faced jaws. A straight specimen was used and 0.5 cN/tex pre-tension was applied to remove any slack or kinks from yarns without appreciable stretching. The distance between clamps was set at 200 mm. The speed of the lower clamp was chosen to obtain the 20-s time to break: 150 mm/s for cotton yarn and 90 mm/s for wool yarn.
The test was performed for ordinary yarn before knitting and unraveled yarn from knitted fabric at different state: after 10 days of dry relaxation, after the first and fifth ironing cycles, after each of the tenth washing cycles. Yarns unraveled from 1 × 1 rib and plain courses were tested separately. Thirty parallel measurements were done for each test. Statistical analysis was used for data processing. The following characteristics were obtained: mean value, variance (S2), standard deviation (σ), and coefficient of variation both as ratio (CV) and in percentages (CV%).
In the second stage, the yarn knittability was calculated based on EquationEquation (1)(1)
(1) using the mean value of the breaking force. It is a relative coefficient (in %) thus it allows us to compare any yarns that differ in both nature and thickness. The values were calculated separately for yarns unraveled from plain and 1 × 1 rib courses, and the average values were calculated for each characteristic.
Materials
Yarn
Two types of natural yarn () were used for this study:
Figure 1. Photos of yarn used in research: (a) cotton; (b) wool.
Cotton combed yarn of 14/1 count with nominal linear density 74 tex and Z twist with 13.9 turns per inch.
Wool combed yarn of 14/1 count with nominal linear density 72 tex and Z twist with 15.2 turns per inch.
These yarns are available on the market and commonly used for flat-bed knitting machines. The yarns were stored at standard atmospheres according to ISO 139:Citation2005(2005): a temperature of 20 ± 2°C and a relative humidity of 65 ± 4%.
Knitted fabric
Half Milano rib structure () was used for fabric production. The half Milano rib knit structure is achieved by using two cam systems (). In the first system, loops are formed on needles of both needle beds (1 × 1 rib), while in the second system, loops are formed on needles of the front needle bed only (plain). As a result, the technical face and back of the fabric are differed (). Two courses on the face correspond to one course on the back.
Figure 2. Half Milano rib structure: a – graphical representation; b − 3D model.
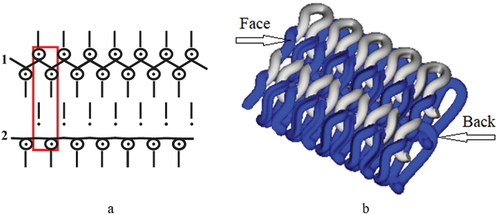
This interlooping was chosen for two reasons. Firstly, due to the complex of its inherent properties, half Milano rib is widely used in the production of outerwear, namely, skirts, trousers, and jackets. On the other hand, the yarn during production is subjected to greater loads compared to conventional 1 × 1rib and plain stitches. So, when forming loops of the second (plain) course on the front needle bed, the loops of the first (1 × 1 rib) course on the back needle bed are lengthened due to the redistribution of the yarn. It should be assumed that the strength loss of yarn after knitting will increase.
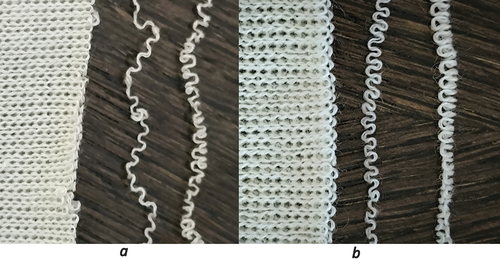
The knitted fabrics () were produced using a 10-gauge flat-bed knitting machine. The main knitting parameters, including the position of the machine stitch cam, yarn input tension, and knitted fabric take-downs, were maintained at a constant level. The stitch cams of both cam systems were set at the same depth, and they were adjusted to produce fabric with a loop`s module (Kudrjavin Citation1985) of σ = 21:
Figure 3. Photos of fabrics used in research: (a) cotton; (b) wool.
where l – length of loop, mm;
d – yarn diameter, mm.
The structural characteristics of knitted fabrics are presented in . The differences in properties are due to the nature of the yarn. The cotton fabric is denser, thicker, and heavier.
Table 1. Structural characteristics of knitted fabric.
Fabric relaxation and wet treatment
To reproduce various conditions of manufacturing and use of knitted products, the fabrics were subjected to a series of relaxation techniques as follows:
Dry relaxation (DR): After knitting, the samples were laid flat for 10 days under standard atmospheric conditions according to ISO 139:2005 (Citation2005).
Ironing (IR): After drying, the fabrics were ironed with steam five times at 180°C, with a one-day relaxation between each ironing.
Washing and drying (W): The fabrics were left to dry for a day and then washed in a fully automatic washing machine using cotton at 40°C or wool programs at 30°C. During the wash, a wetting agent of 3 g/L was added to increase effectiveness. After each washing cycle, the fabrics were placed on a flat surface with minimal stress and dried under a controlled atmosphere for at least 24 hours, as per ISO 6330:2021 (Citation2021). The process of washing and drying was repeated 10 times.
Results and discussion
Tensile characteristics of yarn before knitting
The data of breaking force (Fo) values processing () show their normal distribution for both types of natural yarns. The mean value is in the interval with maximum cases (n) for both cotton and wool yarns and can be used for future calculation and analysis.
Figure 4. Normal distribution of breaking force values (Fo): a − 74 tex cotton yarn; b − 72 tex wool yarn.
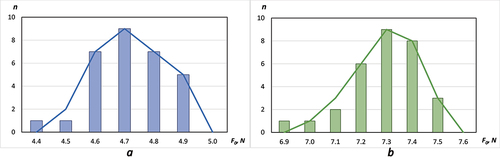
The results of strength properties of cotton and wool yarns before knitting are presented in . Statistical data processing showed that both yarns are steady in their characteristics. Thus, the coefficient of variation for breaking force is 2.7% for cotton yarn and 2.1% for wool yarn, respectively. The coefficient of variation for breaking elongation is similar for both yarns: 3.4% and 3.3%, respectively.
Table 2. Strength properties of yarn (before knitting).
The wool yarn is comparatively stronger. Its breaking tenacity is 10.0 cN/tex that is almost 60% higher than for cotton (6.4 cN/tex). It has higher breaking elongation as well: 5.2% compared to 3.9% for cotton yarn. It can be assumed that with the same technological knitting parameters and therefore, similar loads during fabric production, wool yarn will have better potential for processing on knitting machine.
Knittability of cotton yarn after unraveling
As mentioned above, the main task of this research is to analyze the changes in tensile properties of yarn after processing on the knitting machine and different treatments on fabric. The research results of the strength properties of cotton yarn after unraveling are presented in . The research results show that yarn processing affects only the value of breaking force. The breaking elongation of unraveled cotton yarn is stable and did not exceed 4.2%, with a coefficient of variation up to 0.04.
Table 3. Strength properties of cotton yarn after unraveling.
It should be noted that the strength property of yarn unraveled from knitted fabric after dry relaxation is similar to those yarn before knitting. It can be explained that the knitting parameters are normalized for this cotton yarn. There is a very slight difference (up to 3.5%) in breaking forces of yarn unraveled from different courses: 4.63 ± 0.07 N is for yarn from the plain course and 4.80 ± 0.09 N is for yarn from the 1 × 1 rib course. But the average value for yarn knitabillity () is high (99.1%). The yarn can be easily re-used for knitting without affecting the fabrics’ future properties.
Figure 5. Knittability KA of 74 tex cotton yarn.
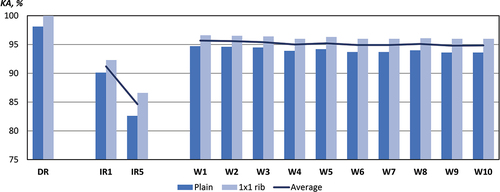
The breaking load and, thus, the breaking tenacity of cotton yarn after unraveling depend on the fabric`s conditions. The value doesn`t change much within washing and drying, and even after the 10th cycle, the yarn knitabillity () is still up to ~95%. Even the coefficient of variation for breaking force remains at a good level (less 4%).
At the same time the effect of fabric`s ironing on unraveled cotton yarn properties was observed. This is due to the simultaneous effect of temperature and steam. The yarn breaking tenacity decreases just after the first cycle of ironing to a value of 5.8 cN/tex. The repeating ironing of fabric leads to continuous reduction in the yarn strength: the breaking tenacity is 5.4 cN/tex after the 5th ironing cycle. The yarn knittability () is 91.2% after first ironing and can be evaluated as good for yarn upcycling. After the fifth ironing, KA is less than 85%. An increase in the coefficient of variation for breaking force was observed as well: a parameter that represents the decrease in yarn quality. Thus, such unraveled yarn is not recommended for use in the manufacturing of high-quality products.
Consequently, the overall data showed that the studied cotton yarn has a high potential for upcycling in knitting production. The strength properties of the yarn do not practically change at the production stage (after knitting and dry relaxation), which is confirmed by KA = 99%. The properties of the yarn remain at a high level even after repeated washing (KA = 95%), which shows the possibility of reusing the yarn even at the post-consumer stage. It should be noted that the properties of the yarn change during the ironing process. The properties of the yarn are at a good level only after first ironing (KA = 90%), which shows the possibility of reusing the yarn at the pre-consumer stage of knitted goods. For the purpose of its possible upcycling at the post-consumer stage, it is recommended to put a special marking prohibiting the ironing.
Knittability of wool yarn after unraveling
The research results of the strength property of wool yarn after unraveling and the calculated yarn knitabillity values are presented in . It is clear, that the properties and behavior of wool yarn after knitting and various treatments differ from those for cotton yarn. It is due to differences in yarn nature. Firstly, there are differences in the strength of yarn unraveled from different courses of half Milano rib fabrics. The yarn from the plain knitted course showed less strength loss compared to the yarn from the 1 × 1 rib course. The difference in breaking tenacity of unraveled yarn is up to 10%. As was assumed in paragraph 3.2, it is due to the differences in the loads on yarn during the formation of plain and 1 × 1 rib courses of half Milano rib structure.
Table 4. Strength properties of wool yarn after unraveling.
The second main difference is in the increased irregularity of unraveled wool yarn compared to unraveled cotton yarn. The CV% for breaking elongation of unraveled wool yarn is up to 18.8% () compared to 3.3% () for yarn before knitting. Thus differences from 2.5% to 5.6% in elongation of unraveled yarn can be explained by yarn`s irregularity. The CV% for the breaking force of unraveled wool yarn is increased as well. The value is up to 13.6% () compared to 2.1% () for yarn before knitting.
The results () show that yarn processing and fabric conditions affect the breaking force and, thus, the breaking tenacity of unraveled wool yarn. The yarn processing on the knitting machine leads to a decrease in its breaking tenacity, but subsequent ironing did not affect the value. The yarn knittability () is more than 95% and that supports the recommendation to reuse it in a new product.
Figure 6. Knittability KA of 72 tex wool yarn.
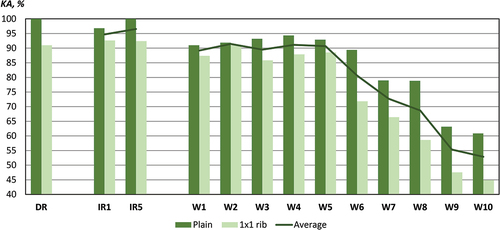
At the same time, the effect of washing and drying cycles on unraveled wool yarn properties was observed (, ). The yarn breaking tenacity decreases after the first washing cycle, and the average value is 9.0 cN/tex compared to 10.1 cN/tex for yarn before knitting. Subsequent four washing-drying cycles of fabric did not affect the unraveled yarn properties. The average yarn knittabillity remains at the same 90% level. The unraveled yarn can still be reused, but the quality of new products would be reduced because of the yarn’s irregularity. Next, washing-ironing cycles affect the strength of wool yarn dramatically. The average breaking tenacity is 5.4 cN/tex after the 10th washing and yarn knittabiility is only 53%, but for yarn unraveled from 1 × 1 rib course, the values are 4.5 cN/tex and 44.9%, respectively.
Consequently, it is surmised that the results for wool showed that the yarn has less potential for upcycling in knitting production compared to cotton yarn. The strength properties of the yarn change at the production stage (after knitting and dry relaxation) and remain at the same level after repeated ironing (KA = 95%). This shows the possibility of unraveling and reusing the yarn at post-production and pre-consume stages. The washing and drying cycles affect the yarn knittability and thus, it is not recommended to upcycle such a yarn unraveled from knitted goods at the post-consumer stage.
Conclusion
With increasing attention to sustainability in textile manufacture, the concept of circularity is one of the possible ways to reduce the amount of waste, especially at the production and pre-consumer stages. An unraveling and upcycling of the yarn is a promising direction for knitting companies. It is proposed to use a comprehensive indicator of the yarn breaking force changes to evaluate the yarn knittability after its unraveling. The indicator is based on the relative coefficient in % this allows to compare any yarns differ in both nature and count. Based on the research results for two different natural yarns used for the production of half Milano rib fabrics, the following conclusions are summarized:
cotton yarn has a higher potential for upcycling in knitting production at both pre- and post-consumer stages compared to wool yarn;
the unraveled cotton yarn knittability is almost 99% after knitting and dry relaxation and over 95% after repeated washing and drying cycles;
the repeated ironing affects the cotton yarn knittability; therefore, it is recommended to put a special marking prohibiting the ironing of such fabric in order to use it for future upcycling;
the possibility of unraveling and reusing the wool yarn is limited to the post-production and pre-consumer stages when its knittability is near 95%.
Highlights
The research aims to evaluate the possibility and yarn readiness for re-using after unraveling. For this reason, the method to evaluate yarn knittability was proposed. It is based on comparative analyses of strength of the unraveled yarn and yarn before knitting
Two types of natural yarn (cotton and wool) were investigated. It was found that cotton yarn has a higher potential for upcycling
The cotton yarn can be unraveled from the fabric and reused at different stages: after knitting, dry relaxation, and even after repeated washing. This can lead to waste reduction at both pre- and post-consumer stages
The wool yarn can be reused in good-quality products only at the post-production and pre-consumer stages because the yarn irregularity increases even after dry relaxation
-) Highlights.docx
Download MS Word (14.8 KB)Disclosure statement
No potential conflict of interest was reported by the author(s).
Supplementary material
Supplemental data for this article can be accessed online at https://doi.org/10.1080/15440478.2024.2375517
Additional information
Funding
References
- Abbate, S., P. Centobelli, R. Cerchione, S. P. Nadeem, E. Riccio. 2023. “Sustainability Trends and Gaps in the Textile, Apparel and Fashion Industries.” Environment, Development, and Sustainability 26 (2): 2837–14. https://doi.org/10.1007/s10668-022-02887-2.
- Abounaim, M., G. Hoffmann, O. Diestel, and C. Cherif. 2009. “Development of Flat Knitted Spacer Fabrics for Composites Using Hybrid Yarns and Investigation of Two-Dimensional Mechanical Properties.” Textile Research Journal 79 (7): 596–610. https://doi.org/10.1177/0040517508101462.
- AGTEKS. 1992. “Intelligent Knitted Fabric Unraveling Machine IntelliWinder®.“ Official website of AGTEKS. Accessed March 30, 2024. http://www.agteks.com/auxiliary-machines-devices/#intelligent-knitted-fabric-unraveling-machine.
- Aus, R., H. Moora, M. Vihma, R. Unt, M. Kiisa, and S. Kapur. 2021. “Designing for Circular Fashion: Integrating Upcycling into Conventional Garment Manufacturing Processes.” Fashion and Textiles 8 (1): 34. https://doi.org/10.1186/s40691-021-00262-9.
- Baloyi, R. B., O. J. Gbadeyan, B. Sithole, and V. Chunilall. 2023. “Recent Advances in Recycling Technologies for Waste Textile Fabrics: A Review.” Textile Research Journal 94 (3): 508–529. https://doi.org/10.1177/00405175231210239.
- Basit, A., A. Rehman, K. Iqbal, and H. A. Abid. 2023. “Optimization of the Tencel/Cotton and Polyester/Recycled Polyester Blended Knitted Fabrics to Replace CVC Fabric.” Journal of Natural Fibers 20 (1). https://doi.org/10.1080/15440478.2023.2167032.
- Bigolin, R., E. Blomgren, A. Lidström, S. Malmgren de Oliveira, and C. Thornquist. 2022. “Material Inventories and Garment Ontologies: Advancing Upcycling Methods in Fashion Practice.” Sustainability 14 (5): 2906. https://doi.org/10.3390/su14052906.
- Björquist, S., J. Aronsson, G. Henriksson, and A. Persson. 2018. “Textile Qualities of Regenerated Cellulose Fibers from Cotton Waste Pulp.” Textile Research Journal 88 (21): 2485–2492. https://doi.org/10.1177/0040517517723021.
- Brayshaw, E. 2020. “Unraveling Psychologically: Knitting in Performance Costume and the Themes of You Got Older (2015).” Textile-The Journal of Cloth & Culture 18 (4): 344–354. https://doi.org/10.1080/14759756.2019.1709691.
- Breiter, B., and G. Diven. 2006. Complete Idiot’s Guide to Knitting and Crocheting Illustrated. 3rd ed. Delaware, US: Alpha. 234.
- Bukhonka, N. P., and A. I. Pushenko. 2007. “The Parameters of the Yarn Strength Depends on the Value and Duration of the Pre-Load.” Bulletin of Kyiv National University of Technologies and Design 34 (2): 64–68. (in Ukrainian).
- Chen, X., H. A. Memon, Y. Wang, I. Marriam, and M. Tebyetekerwa. 2021. “Circular Economy and Sustainability of the Clothing and Textile Industry.” Materials Circular Economy 3 (1): 12. https://doi.org/10.1007/s42824-021-00026-2.
- Chouprina, N. V. 2014. “Characteristics of «fast fashion» Concept in Fashion Industry.” Vlakna a Textil 21 (1): 31–36.
- Daukantienė, V. 2023. “Analysis of the Sustainability Aspects of Fashion: A Literature Review.” Textile Research Journal 93 (3–4): 991–1002. https://doi.org/10.1177/00405175221124971.
- Döonmez, S., and A. Marmarali. 2004. “A Model for Predicting a Yarn’s Knittability.” Textile Research Journal 74 (12): 1049–1054. https://doi.org/10.1177/004051750407401204.
- Gojic, A., and N. Bukhonka. 2023. “Recycled Textile Fibers and Materials – Current State and Development Perspectives.” Conference Proceedings ICPAE 2023, 24th August – 26th August, 95–100. Zrenjanin, Serbia.
- Han, S. L. C., P. Y. L. Chan, P. Venkatraman, P. Apeagyei, T. Cassidy, and D. J. Tyler. 2017. “Standard Vs. Upcycled Fashion Design and Production.” Fashion Practice 9 (1): 69–94. https://doi.org/10.1080/17569370.2016.1227146.
- Iqbal, W., Y. Jiang, Y.-X. Qi, and L. Xu. 2021. “Yarn Damage Evaluation in the Flat Knitting Process.” AUTEX Research Journal 21 (3): 272–283. https://doi.org/10.2478/aut-2020-0014.
- ISO 139:2005. 2005. Textiles — Standard Atmospheres for Conditioning and Testing.
- ISO 2062:2009. 2009. Textiles - Yarns from Packages - Determination of Single-End Breaking Force and Elongation at Break Using Constant Rate of Extension (CRE) Tester. https://www.iso.org/standard/45642.html.
- ISO 6330:2021. 2021. Textiles. Domestic Washing and Drying Procedures for Textile Testing. https://www.iso.org/standard/75934.html.
- Jamshaid, H., U. Hussain, R. Mishra, M. Tichy, and M. Muller. 2021. “Turning Textile Waste into Valuable Yarn.” Cleaner Engineering and Technology 5:100341. https://doi.org/10.1016/j.clet.2021.100341.
- Juanga-Labayen, J., I. V. Labayen, and Q. Yuan. 2022. “A Review on Textile Recycling Practices and Challenges.” Textiles 2 (1): 174–188. https://doi.org/10.3390/textiles2010010.
- Kamble, Z., and B. Kumar Behera. 2021. “Upcycling Textile Wastes: Challenges and Innovations.” Textile Progress 53 (2): 65–122. https://doi.org/10.1080/00405167.2021.1986965.
- Keßler, L., S. A. Matlin, and K. Kümmerer. 2021. “The Contribution of Material Circularity to Sustainability—Recycling and Reuse of Textiles.” Current Opinion in Green and Sustainable Chemistry 32:100535. ISSN 2452-2236. https://doi.org/10.1016/j.cogsc.2021.100535.
- Kim, I., H. Jung Jung, and Y. Lee. 2021. “Consumers’ Value and Risk Perceptions of Circular Fashion: Comparison Between Secondhand, Upcycled, and Recycled Clothing.” Sustainability 13 (3): 1208. https://doi.org/10.3390/su13031208.
- Knit-and-Wear. 2020. “Unique Ready-to-Wear Technology.” Official website of Stoll. Accessed March 03, 2024. https://www.stoll.com/en/products-and-solutions/machines/knit-and-wear/.
- Krupincová, G., and M. Pechová. 2023. “The Quality Comparison of Open-End Rotor-Spun Yarns Produced from Cotton Waste in Gray State and After Dyeing.” Textile Research Journal 93 (9–10): 2368–2381. https://doi.org/10.1177/00405175221141112.
- Kudrjavin, L., Ed. 1985. Laboratory Practice in Knitting Technology. Moscow. Mir Publishers. 430. ISBN 0828530742, 9780828530743.
- Liu, X.-M., N.-L. Chen, and X.-W. Feng. 2009. “Investigation on the Knittability of Glass Yarn.” The Journal of the Textile Institute 100 (5): 440–450. https://doi.org/10.1080/00405000701877657.
- Maria Arantes, L. 2020. “Unraveling Knitting: Form Creation, Relationality, and the Temporality of Materials.” The Journal of American Folklore 133 (528): 193–204. https://doi.org/10.5406/jamerfolk.133.528.0193.
- Marques, A. D., B. Moreira, J. Cunha, and S. Moreira. 2019. “From Waste to Fashion – a Fashion Upcycling Contest.” Procedia CIRP 84:1063–1068. ISSN 2212-8271. https://doi.org/10.1016/j.procir.2019.04.217.
- Mielicka, E. 2011. “1 - Types and Suitability of Yarns for Knitting.” In Woodhead Publishing Series in Textiles, Advances in Knitting Technology, edited by K. F. Au, 3–36. Woodhead Publishing. ISBN 9781845693725. https://doi.org/10.1533/9780857090621.1.3.
- Mihajlović, S., M. Vukčević, B. Pejić, A. Perić-Grujić, M. Ristić, and K. Trivunac. 2022. “Waste Cotton and Cotton/Polyester Yarns As Adsorbents for Removal of Lead and Chromium from Wastewater.” Journal of Natural Fibers 19 (15): 9860–9873. https://doi.org/10.1080/15440478.2021.1993414.
- Moiseenko, F. A., and N. P. Bukhonka. 2005. “The Methods of Assessing the Quality of the Knitting Process and Determining the Knitting Ability of the Yarn.” Visnyk Tekhnologichnogo Universitetu Podillja 69 (5): 109–113. (in Ukrainian).
- Pandit, P., S. Ahmed, K. Singha, and S. Shrivastava, Ed. 2020. Recycling from Waste in Fashion and Textiles: A Sustainable and Circular Economic Approach. Scrivener Publishing LLC. ISBN:9781119620532. https://doi.org/10.1002/9781119620532.
- Papasolomou, I., Y. Melanthiou, and A. Tsamouridis. 2023. “The Fast Fashion Vs Environment Debate: Consumers’ Level of Awareness, Feelings, and Behaviour Towards Sustainability within the Fast-Fashion Sector.” Journal of Marketing Communications 29 (2): 191–209. https://doi.org/10.1080/13527266.2022.2154059.
- Pavko Čuden, A. 2023. “Knitting Towards Sustainability, Circular Economy and Industry 4.0.” Applied Research 2 (6): e202200087. https://doi.org/10.1002/appl.202200087.
- Provin, A. P., A. R. de Aguiar Dutra, M. Medeiros Machado, and A. Leal Vieira Cubas. 2021. “New Materials for Clothing: Rethinking Possibilities Through a Sustainability Approach - a Review.” Journal of Cleaner Production 282:124444. ISSN 0959-6526. https://doi.org/10.1016/j.jclepro.2020.124444.
- Ray, S. C., and M. Blaga. 2022. “5 - Yarns for Knitting and Their Selection.” In The Textile Institute Book Series, Advanced Knitting Technology, edited by S. Maity, S. Rana, P. Pandit, and K. Singha, 141–159, Woodhead Publishing. ISBN 9780323855341. https://doi.org/10.1016/B978-0-323-85534-1.00010-6.
- Sandin, G., and G. M. Peters. 2018. “Environmental Impact of Textile Reuse and Recycling – a Review.” Journal of Cleaner Production 184:353–365. ISSN 0959-6526. https://doi.org/10.1016/j.jclepro.2018.02.266.
- Sasaki, T., and K. Kuroda. 1974. “Evaluation and Measurement of Knittability.” Sen’i Kikai Gakkaishi (Journal of the Textile Machinery Society of Japan) 27 (1): T6–T14. https://doi.org/10.4188/transjtmsj.27.T6.
- Shirvanimoghaddam, K., B. Motamed, S. Ramakrishna, and M. Naebe. 2020. “Death by Waste: Fashion and Textile Circular Economy Case.” Science of the Total Environment 718:137317. ISSN 0048-9697. https://doi.org/10.1016/j.scitotenv.2020.137317.
- Stroza. 2021. “A machine to unravel knitwear.” Accessed March 03, 2024. https://www.stroza.cz/wp-content/uploads/2021/09/42860_E3_A_machine_to_unravel_knitwear.pdf.
- Sun, Y., B. Li, Y. Zhang, H. Dou, W. Fan, and S. Wang. 2023. “The Progress and Prospect for Sustainable Development of Waste Wool Resources.” Textile Research Journal 93 (1–2): 468–485. https://doi.org/10.1177/00405175221098572.
- Sung, K., and A. Abuzeinab. 2022. “Challenges and Opportunities for Scaling Up Global Upcycling Towards Sustainable Production and Consumption.” In Handbook of Sustainability Science in the Future, edited by W. Leal Filho, A. M. Azul, F. Doni, and A. L. Salvia. Cham: Springer. https://doi.org/10.1007/978-3-030-68074-9_112-1.
- Sung, K., T. Cooper, J. Oehlmann, J. Singh, and O. Mont. 2020. “Multi-Stakeholder Perspectives on Scaling Up UK Fashion Upcycling Businesses.” Fashion Practice 12 (3): 331–350. https://doi.org/10.1080/17569370.2019.1701398.
- Tsitovich, I. G. 1992. “Technological Assurance for the Quality and Efficiency of Knitting Processes for Weft Knits.” 240. Moscow: Legprombitizdat. (in Russian).
- Ütebay, B., P. Çelik, and A. Çay. 2019. “Effects of Cotton Textile Waste Properties on Recycled Fibre Quality.” Journal of Cleaner Production 222:29–35. https://doi.org/10.1016/j.jclepro.2019.03.033.
- Vadicherla, T., D. Saravanan, M. Muthu Ram, and K. Suganya. 2017. “Fashion Renovation via Upcycling.” In Textiles and Clothing Sustainability. Textile Science and Clothing Technology, edited by S. Muthu. Singapore: Springer. https://doi.org/10.1007/978-981-10-2146-6_1.
- Wanassi, B., B. Azzouz, and M. Ben Hassen. 2016. “Value-Added Waste Cotton Yarn: Optimization of Recycling Process and Spinning of Reclaimed Fibers.” Industrial Crops and Products 87:27–32. https://doi.org/10.1016/j.indcrop.2016.04.020.
- Whole Garment Business. 1995. “What is WHOLEGARMENT?“ Official website of Shima Seiki. Accessed 03, 2024. https://www.shimaseiki.com/wholegarment/business/#what.
- Yoo, F., H. Jung Jung, and K. Wha Oh. 2021. “Motivators and Barriers for Buying Intention of Upcycled Fashion Products in China.” Sustainability 13 (5): 2584. https://doi.org/10.3390/su13052584.
- Zinovjeva, V. A. 2000. “A Comprehensive Indicator of the Knitting Ability of Yarns.” Izvestiya Vysshikh Uchebnykh Zavedenii, Seriya Tekhnologiya Tekstil’noi Promyshlennosti 4 (256): 78–82.