
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
Composites reinforced with lignocellulosic fibers are attracting attention for use in several applications. This fact is directly linked to the advantages of using renewable lignocellulosic fibers. However, due to their cellulose-based structure, lignocellulosic fibers easily absorb water, which can affect the behavior of the composites. Surface treatments are used to reduce the hydrophilicity of fibers, but common surface treatments use chemicals, compromising the green approach of using lignocellulosic fibers. This work compares the water absorption behavior of sponge gourd-epoxy matrix composites with untreated and surface treated fibers. The effect of these treatments on the variation of the Young’s modulus and damping factor of the composites during the immersion time in distilled and salt water was also evaluated using the nondestructive impulse excitation test. In addition to the commonly used surface treatments (mercerization and acetylation), hornification has also been used to reduce the use of chemicals. The results obtained show that hornification is a competitive approach to reduce the water absorption of composites, being an interesting alternative to chemical surface treatments. A relationship was established between the amount of water absorbed and the variation in Young’s modulus and damping factor. Both properties stabilized when the water absorption saturation value was reached.
摘要
用木质纤维素纤维增强的复合材料因其在多种应用中的应用而备受关注. 这一事实与使用可再生木质纤维素纤维的优势直接相关. 然而,由于其纤维素基结构,木质纤维素纤维容易吸水,这会影响复合材料的性能. 表面处理用于降低纤维的亲水性,但常见的表面处理使用化学物质,损害了使用木质纤维素纤维的绿色方法. 本工作比较了未经处理和表面处理的丝瓜环氧树脂基复合材料的吸水行为. 还使用无损脉冲激励试验评估了这些处理对复合材料在蒸馏水和盐水中浸泡时间内的杨氏模量和阻尼因子变化的影响. 除了常用的表面处理(丝光和乙酰化)外,角质化还用于减少化学品的使用. 结果表明,角质化是降低复合材料吸水性的一种有竞争力的方法,是化学表面处理的一种有趣的替代方法. 在吸收的水量与杨氏模量和阻尼因子的变化之间建立了关系. 当达到吸水饱和值时,这两种性质都稳定了.
Introduction
Lignocellulosic fibers have several advantages when used as reinforcement or as filler in polymer matrix composites. As has been widely reported in the literature, these fibers are obtained from renewable sources, are biodegradable and are less abrasive to process equipment than synthetic fibers (VäVäIsänenänen et al. Citation2016; Goyat et al. Citation2022; Mohanty, Misra, and Drzal Citation2002). Specifically, there are characterization studies of both the sponge gourd fibers and their composites manufactured with different polymer matrices. Besides, recently, the properties of the fiber present in the sponge gourd outer skin fiber (SGOSF) are also being defined and evaluated to determine the viability of its application as reinforcement of composite materials (Arockiasamy and Muthukrishnan Citation2022; Sahayaraj, Jenish, and I Citation2023).
There are, however, some disadvantages in using these fibers in the manufacture of composites. An undesirable characteristic of composites with lignocellulosic fibers is related to water absorption. Lignocellulosic fibers absorb water easily due to the presence of numerous OH groups in two of the main compounds (cellulose and hemicellulose) that form the structure of the fibers (Khazraji and Robert Citation2013). Moisture absorption in composites reinforced with wood or lignocellulosic fibers causes dimensional changes, which are the main reason for the reduction in mechanical properties and have a great influence on the durability of these composites (Albert Seldon and Rajesh Citation2022; Tajvidi and Takemura Citation2010). Therefore, considering the possible applications of composites with natural fibers in environments exposed to humidity, it is important to understand the moisture diffusion processes in these composites.
For composites with lignocellulosic fibers, moisture absorption is governed by the hygroscopic nature of the fibers, and water penetration into composites can be explained by three main mechanisms (Dhakal, Zhang, and Richardson Citation2013): i) The diffusion of water molecules into the free volume of the polymer matrix; ii) Capillary transport of water molecules along the interface between the fibers and the matrix; iii) The absorption of water molecules into voids and microcracks in the matrix, which may have been formed during the manufacturing process.
Fick’s second law has been proven to adequately model moisture diffusion in polymers and composites, namely (Dhakal, Zhang, and Richardson Citation2013; Pereira and d’Almeida Citation2016; Shen and Springer Citation1976):
where, c is the concentration of the diffusing specie, D is the diffusion coefficient, x is the distance along the diffusion path. Different analytical approaches have been proposed to simplify the general solution of Eq. 1. As described in the work of Shen and Springer (Citation1976), useful simplifications for values where M%/M∞ <0.5 and M%/M∞ >0.5 are given by, respectively:
and
where M% is the mass of water absorbed at time t, M∞ is the mass of water absorbed at saturation and h is the thickness of the specimens. On the other hand, McKague et al. (Citation1976) proposed an equation capable of describing the behavior of the entire absorption curve, without the need to separate the adjustment into two absorption ranges, namely:
EquationEquations 2(2)
(2) to Equation4
(4)
(4) show that fluid absorption in polymer composites can be evaluated using curves that relate weight gain with time (see supplementary information). The solid curve in S2 shows the Fickian behavior often used to describe polymeric systems exposed to fluids. Curves A and B are typical variations observed in both pure polymers and in fiber-reinforced composites. Type A behavior corresponds to a behavior in which the weight gain never reaches equilibrium and type B represents two stages of diffusion. Type C and D curves indicate that irreversible phenomena are occurring, often associated with loss of material integrity. A rapid increase in fluid content is indicative of an increase in damage, and this can lead to an occasional failure, curve C. On the other hand, type D behavior is related to weight loss that is attributed to the chemical or physical degradation of the material (Siriruk and Penumadu Citation2014).
The water absorption behavior of SGOSF follows a non-Fickian behavior, with a water absorption rate that increases linearly with time (Sahayaraj, Jenish, and I Citation2023). This behavior has also been observed in other natural fibers (Melo, Lia Fook, and Lima Citation2021), due to the presence of gaps, cracks and rough surfaces through which water penetrates. Pires et al. (Citation2020) demonstrated the efficiency of hot-pressing luffa fibers at temperatures from 160°C to 200°C with reduction in moisture absorption of 22% in the pressed fibers. Bera et al. (Citation2019) prepared luffa/epoxy composites with single (SL), double (DL) and triple (TL) layers of LC fiber and carried out studies with the aim of finding a relationship between the mechanical properties and the absorption in seawater and distilled water. It was concluded that moisture-absorption pattern of composites followed Fickian diffusion behavior under all conditions and the maximum degradation of mechanical properties occurs in the case of distilled water environment followed by a saltwater environment. However, destructive tests were carried out and only allowed evaluating the tensile strength and the flexural strength of the dry and environmentally treated composites, and it was not possible to evaluate the mechanical properties during the absorption test (160 h). On the other hand, Mehra, Saini, and Kumar (Citation2021) studied the absorption behavior of coconut fiber/sponge gourd/epoxy composites, and founded that the maximum moisture resistance was achieved when the sponge fiber and coir content was equal by weight. Besides, they determined separately the mechanical properties of the material but only before carrying out the absorption tests, which leaves questions about the effect of water absorption on the mechanical properties of these composite materials.
Therefore, few studies shed light on the water absorption and mechanical properties of sponge gourd/epoxy composites.
Another disadvantage in using natural fibers is particularly the lack of good adhesion at the fiber/matrix interface (Mohanty, Misra, and Drzal Citation2002; Valente et al. Citation2017). Several surface treatments, both chemical and physical, have been described in the literature to increase interfacial resistance (Bledzki Citation1999). Among the most common chemical treatments, mercerization and acetylation stand out (Bledzki Citation1999; Boynard, Monteiro, and d’Almeida Citation2003; Quinayá and d’Almeida Citation2019; Van de Weyenberg et al. Citation2006; Yan, Chouw, and Yuan Citation2012). Other treatment studied has been benzoylation. Al-Mobarak, Mina, and Gafur (Citation2018) reported a significant increase in tensile strength, elastic modulus and thermal stability of sponge gourd fibers with benzoylation treatment, using 5−15 wt% NaOH, acetic anhydride and benzoyl chloride solutions. Kamran et al. (Citation2021) treated sponge gourd fibers with sodium hydroxide, silane and acetylation and found changes in the surface of the treated fibers by scanning electron microscopy. Weng et al. (Citation2022) found that the fibers treated with 5%NaOH-5%H2O2, increased the NI hardness (NI) of the fibers by 14.3%. However, when 10%NaOH-20%CH3COOH was used, the hardness of the cell walls decreases NI by 28.6%. However, these treatments generate undesirable chemical residues, which can harm the entire “green” aspect of using lignocellulosic fibers.
To try to minimize some negative aspects of using lignocellulosic fibers (i.e., low interfacial adhesion and moisture absorption), this work analyzes the effect of chemical treatments on the amount of water absorbed in sponge gourd (Luffa cylindrica) – epoxy matrix composites and the effect of the amount of water absorbed in the variation of the Young’s modulus and of the damping factor of the composites. Sponge gourd fibers were chosen because their use can maximize the water absorption process, as these fibers form a natural three-dimensional network. Thus, there is a continuous interface throughout the entire volume of the composite, which can facilitate the water absorption process. Furthermore, the presence of a large interfacial area per unit volume in the composite can allow a more accurate analysis of the effects of surface treatments. Finally, the use of natural luffa mats gives to the composite desirable characteristics for the manufacture of sports elements, such as surfboards and fins, which can be considered more sustainable than conventional ones made with synthetic fibers. Therefore, it is also proposed to study their absorption behavior when exposed to seawater.
Materials and methods
The polymeric matrix used in this work was a common epoxy resin of diglycidyl ether of bisphenol A (DGEBA) using isophorone diamine (IPDA) as a hardener. The amount of hardener, specified in parts per hundred parts of resin (phr), was 20.9. The dry vascular system of the sponge gourd fruits was used as a reinforcement because the fibers form a natural three-dimensional fabric. SEM images from the surface, cross section of luffa cylindrica fibers and fracture surface of the polymer matrix (bisphenol epoxy resin) are presented (see supplementary information). Structural characteristics of this material have been discussed in previous works (Boynard and d’Almeida Citation2000; Querido, d’Almeida, and Silva Citation2019; Quinayá, Pandoli, and d’Almeida Citation2024). The external shell of the sponges was used in this work and was pressed to form a flat mat, with dimensions (150 × 200 mm). Composites were prepared with a stainless-steel mold, using hand lay-up technique. The orientation was interleaved, placing a first layer following the fiber orientation horizontally and the next layer was rotated 90°, following the cutting direction with the fiber orientation vertically (Quinayá Citation2017), this configuration was repeated until completing four networks for each mold.
The composites were fabricated with raw sponge fibers, used without any treatment, but washed with running tap water, and with surface-treated fibers, aiming to increase the fiber/matrix interface strength. Two chemical surface treatments were carried out, namely, mercerization and acetylation. For mercerization, the fibers were immersed in an aqueous NaOH solution 2% by weight for 90 min, rinsed and dried at 80°. For surface modification by acetylation, the previously mercerized fibers were immersed in glacial acetic acid for approximately 2 h at room temperature and subsequently in an acetic anhydride solution, with sulfuric acid used as a catalyst for 15 min. The fibers were removed from the reagent solution and then washed with water, until pH between 6 and 7. Finally, they were dried in the oven at 80°C until they maintained a constant weight (Quinayá and d’Almeida Citation2019).
But, as already mentioned, the use of chemicals to carry out the treatments and also the waste generated by the treatments can reduce the green approach of using lignocellulosic fibers. Therefore, hornification treatment was also performed. For the hornification process, the fibers were placed in a container with water at 100°C for 3 h, until they reached their maximum absorption capacity. Then, the drying process was carried out in a furnace at 80°C for 24 h. This procedure was repeated five times (Quinayá and d’Almeida Citation2019). Although not specifically being a surface treatment, hornification can reduce the hydrophilic character of lignocellulosic materials (Diniz, Gil, and Castro Citation2004) and has already proven to be competitive for epoxy-sponge composites when short-term mechanical properties were evaluated (Quinayá and d’Almeida Citation2024).
The composites were manufactured by compression molding, using a metal mold 200 mm long, 150 mm wide and 3 mm thick. The appropriated amounts of fiber and matrix were placed inside the mold cavity, the mold was closed and kept under a small pressure of 0.2 MPa at room temperature for 24 h to cure the composites. The nominal mass fraction of the fibers was varied between 10% and 30%.
Rectangular specimens 80 mm long, 25 mm wide and 3 mm thick were machined from the fabricated composite plates and were immersed in distilled and in salt water at room temperature (23 ± 2°C). Before immersion, the specimens were dried in an oven at 80°C, until they reached a constant mass (approximately after 72 h) and were then measured (±0.01 mm) and weighed (±0.001 g). The synthetic salt water was prepared following the recommendations of ASTM D1141 standard. The average composition of the saline formulation used to produce synthetic salt water and the composition of the natural seawater (Pinet 206) is shown in supplementary material.
The absorption behavior was evaluated following the procedures of ASTM D5229 standard. The specimens were weighted periodically within ±0.001 g, and the mass gain (as calculated by Eq 5) was plotted as a function of the square root of time to construct moisture absorption curves according to the standard ASTM D5229.
Where: Wi = current specimen mass, g, and Wb = baseline specimen mass, g.
Diffusivity was calculated from the experimental data using eq. 6.
where: h is the average specimen thickness, mm, M∞ is the effective moisture equilibrium content, %, and ΔM/ is the slope of the moisture absorption plot in the initial linear portion of the curve, seconds −1.
The immersion tests lasted 81 days in distilled water and 144 days in salt water. This difference in test duration was made because several studies show that the diffusivity of salt water is significantly less than that of distilled water (Fang et al. Citation2017; Silva, da Fonseca, and Biscaia Citation2014; Zafar et al. Citation2012). Therefore, a longer measurement time was taken for specimens immersed in salt water, in order to obtain a sufficiently small mass variation that could be considered as the saturation value (). The criterion adopted to establish saturation was:
where, W is the mass of the specimen. The index i indicates the mass of the ith measure, i-1 the value of the previous weighing, and the initial value (before immersion in water).
Nondestructive impulse excitation test, sometimes also referred to as sonic testing, is useful to determine the elastic moduli and damping of materials by the resonance frequencies of test specimens. It was used to evaluate the effect of water absorption on the mechanical behavior of composites during the water absorption process. The main advantage of sonic testing, compared to other testing processes, is that it is a nondestructive test, so the same samples were used for a continuous analysis of water absorption, which allowed us to have measurements of the mechanical properties on the same samples from the beginning to the end of the experiment. The experimental set-up is shown in . The specimen (c) was placed on the SB-AP support. The test was performed using an impulse excitation device acting as an actuator dart (b) to excite the specimen’s natural frequencies of vibration, and an acoustic sensor (a) with a detection range varying from 0.5 to 20 kHz and an acquisition time of 0.6 s. In this test, the relative position between the acoustic sensor and the dart corresponded to the flexural-torsional boundary condition (de Silva Citation2007), the lightweight dart hit the specimen surface every 20 s and the generated signal by the acoustic response was captured and processed by dedicated software (Sonelastic®).
Figure 1. Sonic test set-up: (a) Acoustic sensor model CADPS, (b) IED Automatic impulse device, (c) specimen.
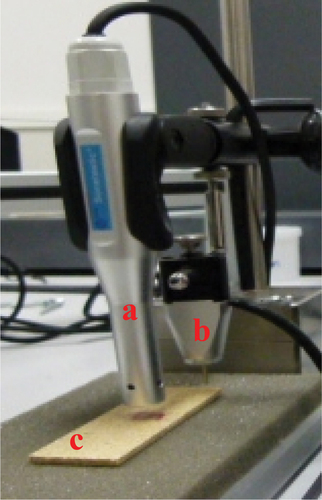
Both the Young’s modulus and the damping factor were determined, according to the standard ASTM E1876. Twenty measurements were made on each specimen, for each composite, throughout the absorption time. These measurements were made periodically, when the specimens were removed from the immersion bath to measure the mass gain.
Results and discussion
Water absorption
shows the results obtained for composites with untreated sponge fibers. As expected, the weight gain increased with the volume fraction of fibers, since the fibers are hygroscopic. This behavior was also found in composites reinforced with other lignocellulosic fibers (Arbelaiz et al. Citation2005; Dhakal, Zhang, and Richardson Citation2013; Tajvidi and Ebrahimi Citation2003). Thus, the effect of the volume fraction of fibers in the composite can lead to critical losses in the mechanical properties, since the amount of moisture absorbed increases strongly, as observed in . This effect is not observed in composites reinforced with synthetic fibers, such as glass fibers, where an increase of just 0.1% in the M∞ value was reported, with an increase in glass fibers content from 25% to 65% (Loos et al. Citation1980).
Figure 2. Mass gain (M%) as a function of the square root of time (days 1/2) for the composites with untreated sponge fibers. The nominal fiber volume fraction of the composites is labeled on the curves. (a) Distilled water; (b) Salt water.
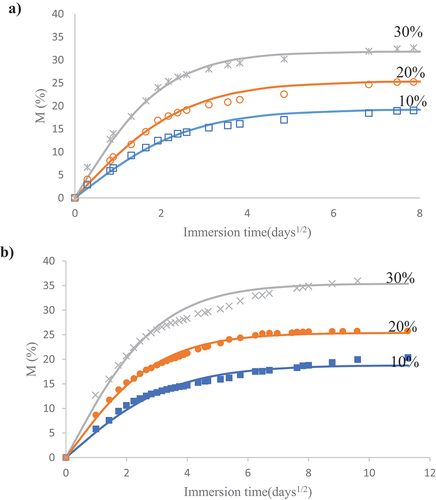
Furthermore, it can be observed that the experimental points follow the Fick model, with an initial linear region and a tendency to reach a constant mass value for longer immersion times, . Many composites with lignocellulosic fibers show this type of behavior, as reported in the literature (Arbelaiz et al. Citation2005; Tajvidi and Ebrahimi Citation2003). The experimental points were fitted using the model proposed by McKague et al. (Citation1976), EquationEquation 4(4)
(4) , which was used in previous studies of polyester/sponge gourd composites (Boynard and d’Almeida Citation2000). The fitting of the experimental points using Eq.4 showed high correlation coefficient values (), indicating that the model was adequate to represent the water absorption behavior of these composites. The solid curves in show the model curves fitted to the experimental data points.
Table 1. Diffusion coefficient and mass saturation value for sponge gourd/epoxy composites immersed in distilled water.
Table 2. Diffusion coefficient and mass saturation value for sponge gourd/epoxy composites immersed in salt water.
The predominant diffusion mechanism for water absorption in these composites with fibers without surface treatment is mainly related to the formation of hydrogen bonds between the free hydroxyl groups in cellulose and hemicellulose molecules and water molecules (Azwa et al. Citation2013; Célino et al. Citation2013; Demir et al. Citation2006; Orue et al. Citation2016). Therefore, as many fibers intersect the free edges of the specimens and as the diffusivity perpendicular to the calculated thickness does not consider absorption through the edges, the diffusion coefficient obtained by using Eq. 4 must be corrected. The correction described in the work of Shen and Springer (Citation1976) was used, namely:
where l, w and h are the length, width and thickness of the specimen, respectively.
show the diffusion coefficient values for composites immersed in distilled water and salt water, respectively.
Regarding immersion in distilled water, the results obtained for the corrected values of the diffusion coefficient (Dx) and M∞ values are of the order of magnitude to those reported for polyester/luffa composites (Boynard and d’Almeida Citation2000; Demir et al. Citation2006; Saw et al. Citation2013) and also for other composites reinforced with lignocellulosic fibers (Costa and d’Almeida Citation1999). However, these values were higher than those found for other composites with natural fibers (Alsina et al. Citation2007; Sature and Mache Citation2017). This occurs as a consequence of the three-dimensional network of sponge gourd fibers, causing a large number of fibers to be intercepted on the surface of the composite materials, allowing water to reach the interior of the composite more easily (Boynard and d’Almeida Citation2000).
The results in also show that the diffusivity of salt water is lower than that of distilled water. These results are in line with what was observed when composites with synthetic fibers are exposed to salt water (Fang et al. Citation2017; Silva, da Fonseca, and Biscaia Citation2014; Zafar et al. Citation2012). The treatments carried out on the fibers reduced both the diffusion coefficient and the M∞ values. It can be observed that, mainly, the saturation value, M∞, was greatly reduced in relation to the value measured in composites with untreated fibers. For example, for composites with 20% by weight of fibers, the amount of water absorbed was around 10% and 25% in composites with mercerized and untreated fibers, respectively. In the case of composites with untreated sponge gourd fibers, poor adhesion at the fiber/matrix interface may favor water absorption by capillarity, thus resulting in higher M∞ values. The objective of the treatments carried out was to obtain a greater adherence of the fibers with the matrix. The results indicate that all treatments promoted some type of better interfacial interaction, as there was a reduction in the M∞ value for all of them. In fact, each treatment changes the structure of the fiber in a different way. Alkaline treatment resulted in reduced hydrophilicity by reducing hemicellulose content and leaching the surface wax layer from the fibers (Vijay et al. Citation2019), while acetylation treatment resulted in the reduction of hydrophilicity by partially replacing OH groups with acetyl groups in the fibers (d’Almeida et al. Citation2006). Hornification, in turn, reduces hydrophilicity due to irreversible structural changes in lignocellulosic fibers due to the formation of pseudo-crystalline regions in the cell wall structure (Brancato et al. Citation2007; Diniz, Gil, and Castro Citation2004; Stanislas et al. Citation2023). shows the curves of mass gain versus the square root of time for composites with mercerized fibers, as an example of the results obtained for composites with treated fibers. The solid lines are the curves predicted by Eq. 4.
Figure 3. Mass gain (M%) as a function of the square root of time (days1/2) for the composites with mercerized sponge fibers. (a) Distilled water; (b) Salt water.
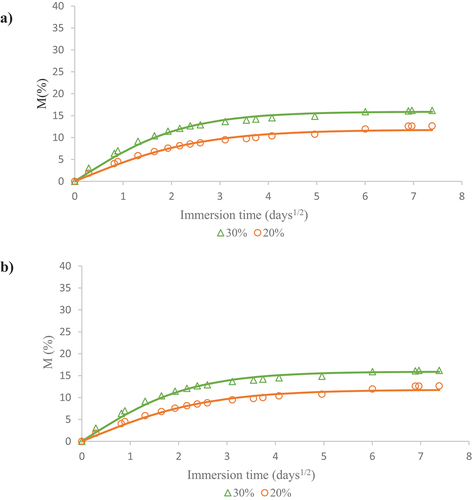
From the experiments carried out with samples of composites manufactured with fibers treated in contact with seawater and distilled water, the results indicated that in the fibers modified with mercerization, the absorption of seawater in the composites fell by around 15.4%, while, for fibers modified by hornification and acetylation, the decrease was 13.4% and 10.4%, respectively. On the other hand, for tests in distilled water M∞ fell by 13.4% in composites with mercerized and hornified fibers and 8% for composites with acetylated fibers. It is important to highlight that the hornification treatment, which does not use chemicals and does not generate potentially polluting waste, produced similar results to mercerization and acetylation treatments.
Properties
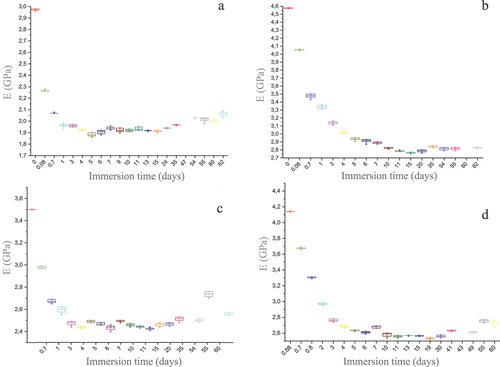
The evaluation of the effect of absorption on the properties of the composites was carried out using a nondestructive impulse excitation test. Thus, the same specimens were tested throughout the entire immersion time. shows the behavior of the Young’s modulus as a function of immersion time in distilled water for the composites with 20% by weight of sponge fibers. It can be observed that all composites showed similar behavior in terms of reducing the elastic modulus with immersion time, regardless of the type of surface treatment carried out on the fibers. However, the reduction determined for the composite with hornified fibers (~28%) was slightly lower than that observed for the other composites, both with untreated fibers and with mercerized or acetylated fibers, which had an average decrease of 36%.
Figure 4. Variation of the Young’s modulus as a function of the immersion time in distilled water. (a) As-received fibers; (b) mercerized; (c) hornified; (d) acetylated.
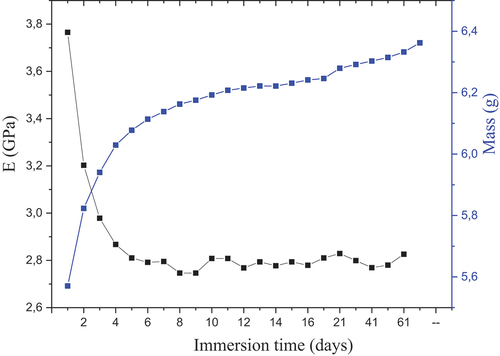
It is observed that there is a sharp drop at the beginning of the immersion, which tends to stabilize over time. This behavior was directly related to the amount of water absorbed and the saturation value, as shown in for the composite with acetylated fibers. This same behavior was present in all tested specimens, both those immersed in distilled water and in salt water, and seems to indicate that after the first absorption stages, no chemical or physical changes occur in the studied composites due to water absorption. The only fact that is occurring is the increase in the amount of water absorbed, either by capillarity at the interfaces or along the fiber lumen.
Figure 5. Composite with 20wt% of acetylated fibers immersed in distilled water. (a) variation of the Young’s modulus; (b) mass gain due to water absorption.
Similar behavior was observed for composites immersed in salt water. shows the values of the Young’s modulus at some immersion times for all analyzed composites, to illustrate that there is a stabilization of the modulus drop after a certain immersion time, that is, after a certain amount of water is absorbed. compares the values measured before immersion and at the end of immersion, after drying the specimens. It is observed that there is no full recovery of the initial value of Young’s modulus, which indicates that there is permanent damage to the composite due to water absorption. This result agrees with the work of Woo and Piggot (Citation1987), which indicates that water absorption will always produce permanent changes in the polymer matrix or in the composite. also shows the behavior of the matrix without fibers (Quinayá Citation2017). It can be observed that there is an almost complete recovery of the Young’s modulus value after drying. In other words, the lower recovery observed in composites seems to be linked to changes in the fiber/matrix interface due to water absorption. For composites immersed in salt water, the reduction in modulus at the end of immersion was similar for all treatments, varying in the range of 25–32%.
Figure 6. Variation of the elastic modulus before and after immersion in salt water and drying. U stands for untreated, H for hornified, M for mercerized and a for acetylated. The numbers refer to the volume fraction.
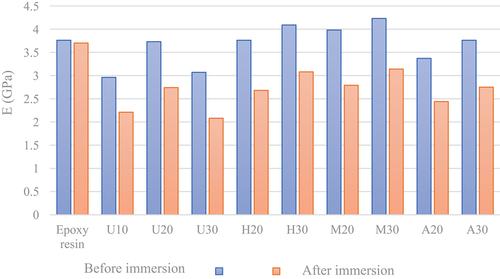
Table 3. Average values of the elastic modulus according to the time of immersion in salt water.
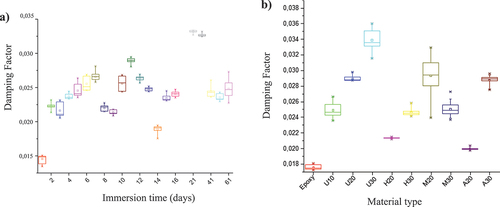
During immersion in water, an increase in the damping factor of the analyzed composites was observed, as shown in . The results showed a trend similar to Young’s modulus, with rapid variation in the damping value in the first days and stabilization of the values when saturation is approached, although a greater variation can be observed in the results than that observed in Young’s modulus ().
Figure 7. Example of the behavior found for all composites. a) Variation of the damping factor with the immersion time (composites with 20wt% of untreated fibers in distilled water). b) Damping factor values at the end of the saltwater absorption test.
Damping (ξ) corresponds to the attenuation rate of an oscillation and characterizes how quickly the vibration amplitude decays after mechanical excitation. This property is directly related to internal energy dissipation mechanisms, such as, for example, internal friction or attenuation at interfaces (de Silva Citation2007). The increase in the damping factor with the immersion time corroborates the result shown in , that irreversible changes occur in the composite during immersion and that these changes are essentially linked to failures in the fiber/matrix interface or to changes in the interface due to preferential water absorption at the fiber/matrix interface (Woo et al. Citation1987).
shows the effect of fiber fraction and surface treatment on the damping factor of samples immersed in seawater. Similar behavior was obtained for samples immersed in distilled water. The value of the damping factor of the unreinforced epoxy matrix was also included for comparison (Quinayá Citation2017). The large difference in the damping factor of the matrix and composites shows the effect of the fiber/matrix interfaces on the scattering of sound waves. Therefore, it is observed, as expected, that the damping increases with the increase in fiber fraction, since a greater number of interfaces is present.
When comparing composites with the same fiber fractions, it is observed that the composites with treated fibers presented lower values compared to composites with untreated fibers. The exception to this general behavior was the composite with 20% mercerized fibers, whose results, however, show great dispersion. The decrease in the damping factor for composites with treated fibers is directly related to a better interface adhesion due to the treatments, as there will be less dissipation of the sound waves. Furthermore, the results indicate that the hornification treatment was effective since composites with hornified fibers have the lowest damping value. This result agrees with the formation of pseudocrystalline regions in the cell wall structure due to hornification and with the result of the variation of the Young’s modulus ().
Conclusions
The results showed that all the treatments previously performed on Luffa cylindrica fibers had the effect of reducing the saturation values and the diffusivity rate of the composites manufactured, immersed in distilled and salt water, due to improvements in adhesion between the fiber and the matrix by different mechanisms. However, there is no significant difference related to the type of treatment. Hornification treatment proved to be an effective option to modify the fiber/epoxy interaction, reducing the water absorption of lignocellulosic polymer composites without the use of chemical reagents or the generation of polluting wastes. Composites manufactured using hornified sponge gourd fibers showed a reduction of at least 30% in diffusion coefficient values and more than 50% in saturation values, compared to composites made with sponge gourd fibers without any treatment. Comparison of the Young’s modulus values of the specimens before and after the absorption tests allowed to corroborate that the sponge gourd/epoxy composites showed permanent loss of their mechanical properties after the immersion time (81 days in distilled water and 144 days in saline solution). As the tests progressed, the damping factor values increased, indicating the occurrence of irreversible changes in the composites during immersion, linked to the preferential absorption of water at the fiber/matrix interface.
Highlights
The damping factor values corroborate that irreversible changes occur in the composites during water immersion, linked to failures in the fiber/matrix interface.
Hornification treatment proved to be an effective option to modify the natural fiber/epoxy interaction, reducing the water absorption of lignocellulosic polymer composites.
Hornification of sponge gourd fibers reduces the saturation values and the diffusivity rate of composites immersed in distilled and salt water, without the use of chemical reagents, avoiding the generation of polluting wastes.
Highlights.docx
Download MS Word (15.7 KB)Supplementary Information_Rev.pdf
Download PDF (393.1 KB)Disclosure statement
No potential conflict of interest was reported by the author(s).
Supplementary material
Supplemental data for this article can be accessed online at https://doi.org/10.1080/15440478.2024.2375526
Additional information
Funding
References
- Albert Seldon, P., and R. Rajesh. 2022. “Mechanical and Thermal Characterization of Hemp/rice-Husk/E-Glass Fiber Cardanol Epoxy Matrix Hybrid Composites.” Journal of Natural Fibers 19 (16): 13145–15. https://doi.org/10.1080/15440478.2022.2085840.
- Al-Mobarak, T., M. F. Mina, and M. A. Gafur. 2018. “Improvement in Mechanical Properties of Sponge-Gourd Fibers Through Different Chemical Treatment as Demonstrated by Utilization of the Weibull Distribution Model.” Journal of Natural Fibers 17 (4): 573–588. https://doi.org/10.1080/15440478.2018.1507862.
- Alsina, O. L. S., L. H. de Carvalho, F. G. Ramos Filho, and J. R. M. d’Almeida. 2007. “Immersion Temperature Effects on the Water Absorption Behavior of Hybrid Lignocellulosic Fiber Reinforced-Polyester Matrix Composites.” Polymer-Plastics Technology and Engineering 46 (5): 515–520. https://doi.org/10.1080/03602550701297244.
- Arbelaiz, A., B. Fernández, J. Ramos, A. Retegi, R. Llano-Ponte, and I. Mondragon. 2005. “Mechanical Properties of Short Flax Fibre Bundle/Polypropylene Composites: Influence of Matrix/Fibre Modification, Fibre Content, Water Uptake and Recycling.” Composite Science & Technology 65 (10): 1582–1592. https://doi.org/10.1016/j.compscitech.2005.01.008.
- Arockiasamy, F. S., and M. Muthukrishnan. 2022. “Experimental Investigation on the Effect of Fiber Volume Fraction of Sponge Gourd Outer Skin Fiber Reinforced Epoxy Composites.” Polymer Composites 43 (10): 6932–6942. https://doi.org/10.1002/pc.26754.
- Azwa, Z. N., B. F. Yousif, A. C. Manalo, and W. Karunasena. 2013. “A Review on the Degradability of Polymeric Composites Based on Natural Fibres.” Materials & Design 47:424–442. https://doi.org/10.1016/j.matdes.2012.11.025.
- Bera, T., N. Mohanta, V. Prakash, S. Pradhan, and S. K. Acharya. 2019. “Moisture Absorption and Thickness Swelling Behaviour of Luffa Fibre/Epoxy Composite.” Journal of Reinforced Plastics & Composites 38 (19–20): 923–937. https://doi.org/10.1177/0731684419856703.
- Bledzki, A. K. 1999. “Composites Reinforced with Cellulose Based Fibres.” Progress in Polymer Science 24 (2): 221–274. https://doi.org/10.1016/S0079-6700(98)00018-5.
- Boynard, C. A., and J. R. M. d’Almeida. 2000. “Morphological Characterization and Mechanical Behavior of Sponge Gourd (Luffa Cylindrica)–Polyester Composite Materials.” Polymer-Plastics Technology and Engineering 39 (3): 489–499. https://doi.org/10.1081/PPT-100100042.
- Boynard, C. A., S. N. Monteiro, and J. R. M. d’Almeida. 2003. “Aspects of Alkali Treatment of Sponge Gourd (Luffa cylindrica) Fibers on the Flexural Properties of Polyester Matrix Composites.” Journal of Applied Polymer Science 87 (12): 1927–1932. https://doi.org/10.1002/app.11522.
- Brancato, A., F. L. Walsh, R. Sabo, and S. Banerjee. 2007. “Effect of Recycling on the Properties of Paper Surfaces.” Industrial & Engineering Chemistry Research 46 (26): 9103–9106. https://doi.org/10.1021/ie070826a.
- Célino, A., S. Fréour, F. Jacquemin, and P. Casari. 2013. “Characterization and Modeling of the Moisture Diffusion Behavior of Natural Fibers.” Journal of Applied Polymer Science 130 (1): 297–306. https://doi.org/10.1002/app.39148.
- Costa, F. H. M. M. C., and J. R. M. d’Almeida. 1999. “Effect of Water Absorption on the Mechanical Properties of Sisal and Jute Fiber Composites.” Polymer-Plastics Technology and Engineering 38 (5): 1081–1094. https://doi.org/10.1080/03602559909351632.
- d’Almeida, A. L. F. S., D. W. Barreto, V. Calado, and J. R. M. d’Almeida. 2006. “Effects of Derivatization on Sponge Gourd (Luffa cylindrica) Fibres.” Polymers & Polymer Composites 14 (1): 73–80. https://doi.org/10.1177/096739110601400107.
- Demir, H., U. Atikler, D. Balköse, and F. Tıhmınlıoğlu. 2006. “The Effect of Fiber Surface Treatments on the Tensile and Water Sorption Properties of Polypropylene–Luffa Fiber Composites.” Composites Part A, Applied Science and Manufacturing 37 (3): 447–456. https://doi.org/10.1016/j.compositesa.2005.05.036.
- de Silva, C. W. 2007. Vibration Damping, Control and Design. Boca Raton, FL: Taylor & Francis. https://doi.org/10.1201/9781420053227.
- Dhakal, H. N., Z. Y. Zhang, and M. O. W. Richardson. 2013. “Effect of Water Absorption on the Mechanical Properties of Hemp Fibre Reinforced Unsaturated Polyester Composites.” Composites Science and Technology 67 (7–8): 1674–1683. https://doi.org/10.1016/j.compscitech.2006.06.019.
- Diniz, J. M. B. F., M. H. Gil, and J. A. A. M. Castro. 2004. “Hornification - Its Origin and Interpretation in Wood Pulps.” Wood Science and Technology 37 (6): 489–494. https://doi.org/10.1007/s00226-003-0216-2.
- Fang, Y., K. Wang, D. Hui, F. Xu, W. Liu, S. Yang, and L. Wang. 2017. “Monitoring of Seawater Immersion Degradation in Glass Fibre Reinforced Polymer Composites Using Quantum Dots.” Composites Part B Engineering 112:93–102. https://doi.org/10.1016/j.compositesb.2016.12.043.
- Goyat, V., G. Ghangas, S. Sirohi, A. Kumar, and J. Nain. 2022. “A Review on Mechanical Properties of Coir-Based Composites.” In Materials Today: Proceedings, 1738–1745 62. https://doi.org/10.1016/j.matpr.2021.12.252. 2214-7853.
- Kamran, M. J., E. Jayamani, K. H. Soon, and Y. C. Wong. 2021. “Comparison of Chemically Surface Treated Luffa Cylindrica Using Scanning Electron Microscopy (SEM).” In IOP Conference Series: Materials Science and Engineering, 32nd Symposium of Malaysian Chemical Engineers (SOMChE2021), 012023: 1195. https://doi.org/10.1088/1757-899X/1195/1/012023.
- Khazraji, A. C., and S. Robert. ID. “Interaction Effects Between Cellulose and Water in Nanocrystalline and Amorphous Regions: A Novel Approach Using Molecular Modeling.” Journal of Nanomaterials 2013 Article 2013:1–10. https://doi.org/10.1155/2013/409676.
- Loos, A. C., G. S. Springer, B. A. Sanders, and R. W. Tung. 1980. “Moisture Absorption of Polyester-E Glass Composites.” Journal of Composite Materials 14 (2): 142–154. https://doi.org/10.1177/002199838001400206.
- McKague, E. L., J. D. Reynolds, and J. E. Halkias. 1976. “Moisture Diffusion in Fiber Reinforced Plastics.” Journal of Engineering Materials and Technology 98 (1): 92–95. https://doi.org/10.1115/1.3443342.
- Mehra, A. K., R. Saini, and A. Kumar. 2021. “The Effect of Fibre Contents on Mechanical and Moisture Absorption Properties of Gourd Sponge/Coir Fibre Reinforced Epoxy Hybrid Composites.” Composites Communications 25:100732. https://doi.org/10.1016/j.coco.2021.100732.
- Melo, R. Q. C., M. V. Lia Fook, and A. G. B. Lima. 2021. “Non-Fickian Moisture Absorption in Vegetable Fiber Reinforced Polymer Composites: The Effect of the Mass Diffusivity.” Polymers 13 (5): 761. https://doi.org/10.3390/polym13050761.
- Mohanty, A. K., M. Misra, and L. T. Drzal. 2002. “Sustainable Bio-Composites from Renewable Resources: Opportunities and Challenges in the Green Materials World.” Journal of Polymers and the Environment 10 (1/2): 19–26. https://doi.org/10.1023/A:1021013921916.
- Orue, A., A. Eceiza, C. Peña-Rodriguez, and A. Arbelaiz. 2016. “Water Uptake Behavior and Young Modulus Prediction of Composites Based on Treated Sisal Fibers and Poly (Lactic Acid).” Materials (Basel) 9:400. https://doi.org/10.3390/ma9050400.
- Pereira, A. A. C., and J. R. M. d’Almeida. 2016. “Effect of the Hardener to Epoxy Monomer Ratio on the Water Absorption Behavior of the DGEBA/TETA Epoxy System.” Polímeros 26 (1): 30–37. https://doi.org/10.1590/0104-1428.2106.
- Pires, C., L. A. C. de Motta, R. A. D. R. Ferreira, C. O. de Caixeta, and H. Savastano. 2020. “Thermomechanical and Thermo-Hydro-Mechanical Treatments of Luffa Cylindrical Fibers.” Journal of Natural Fibers 18 (12): 2351–2363. https://doi.org/10.1080/15440478.2020.1726245.
- Querido, V. A., J. R. M. d’Almeida, and F. A. Silva. 2019. “Development and Analysis of Sponge Gourd (Luffa Cylindrica L.) Fiber-Reinforced Cement Composites.” Bio Resources 14 (4): 9981–9993. https://doi.org/10.15376/biores.14.4.9981-9993.
- Quinayá, D. C. P. 2017. “Fabrication and Characterization of Epoxy Resin/Loofah Fibers (Luffa cylindrica) Composite Materials.” Ph.D Thesis, Brazil: Chemical and Materials Engineering Department, Pontifical Catholic University of Rio de Janeiro. in Portuguese.
- Quinayá, D. C. P., and J. R. M. d’Almeida. 2019. “Effect of Surface Treatments on the Cross-Section Area and on the Tensile Properties of Sisal Fibers.” Journal of Natural Fibers 16 (6): 817–824. https://doi.org/10.1080/15440478.2018.1439427.
- Quinayá, D. C. P., and J. R. M. d’Almeida. 2024. “Manufacture of Sponge Gourd (Luffa cylindrica)-Epoxy Composites: Comparison Between Bio-Based and Conventional Epoxy Matrices.” submitted.
- Quinayá, D. C. P., O. Pandoli, and J. R. M. d’Almeida. 2024. “Structural, Thermal and Mechanical Characterization of Sponge Gourd.” (Luffa cylindrica) fibers, submitted.
- Sahayaraj, A. F., I. Jenish, and J. I. 2023. “Extraction and Characterization of Sponge Gourd Outer Skin Fiber.” Journal of Natural Fibers 20 (2). https://doi.org/10.1080/15440478.2023.2208888.
- Sature, P., and A. Mache 2017. “Experimental and Numerical Study on Moisture Diffusion Phenomenon of Natural Fiber Based Composites.” Materials Today: Proceedings, 4 (9): 10293–10297.
- Saw, S. K., R. Purwar, S. Nandy, J. Ghose, and G. Sarkhel. 2013. “Fabrication, Characterization, and Evaluation of Luffa Cylindrica Fiber Reinforced Epoxy Composites.” Bio Resources 8 (4): 4805–4826. https://doi.org/10.15376/biores.8.4.4805-4826.
- Shen, C.-H., and G. Springer. 1976. “Moisture Absorption and Desorption of Composite Materials.” Journal of Composite Materials 10 (1): 2–20. https://doi.org/10.1177/002199837601000101.
- Silva, M. A. G., B. S. da Fonseca, and H. Biscaia. 2014. “On Estimates of Durability of FRP Based on Accelerated Tests.” Composite Structures 116:377–387. https://doi.org/10.1016/j.compstruct.2014.05.022.
- Siriruk, A., and D. Penumadu. 2014. “Effect of Sea Water on Polymeric Marine Composites.” In Durability of Composites in a Marine Environment, edited by P. Davies and Y. D. S. Rajapakse, 129–142. Dordrecht, Nederlands: Springer. https://doi.org/10.1007/978-94-007-7417-9_5.
- Stanislas, T. T., Y. R. Nafu, N. R. S. Tagne, A. A. Mohamat, P. W. H. Mejouyo, J. F. Tendo, and E. Njeugna. 2023. “Impact of Wet-Drying Treatment of Raffia and Okra Fibres on Their Morphological, Physicochemical and Mechanical Properties.” Journal of Natural Fibers 20 (1). Article: 2176012. https://doi.org/10.1080/15440478.2023.2176012.
- Tajvidi, M., and G. Ebrahimi. 2003. “Water Uptake and Mechanical Characteristics of Natural Filler–Polypropylene Composites.” Journal of Applied Polymer Science 88 (4): 941–946. https://doi.org/10.1002/app.12029.
- Tajvidi, M., and A. Takemura. 2010. “Recycled Natural Fiber Polypropylene Composites: Water Absorption/Desorption Kinetics and Dimensional Stability.” Journal of Polymers and the Environment 18 (4): 500–509. https://doi.org/10.1007/s10924-010-0215-y.
- Valente, M., J. Tirillò, A. Quitadamo, and C. Santulli. 2017. “Paper Fiber Filled Polymer. Mechanical Evaluation and Interfaces Modification.” Composites Part B Engineering 110:520–529. https://doi.org/10.1016/j.compositesb.2016.11.013.
- Van de Weyenberg, I., T. C. Truong, B. Vangrimde, and I. Verpoest. 2006. “Improving the Properties of UD Flax Fibre Reinforced Composites by Applying an Alkaline Fibre Treatment.” Composites Part A, Applied Science and Manufacturing 37 (9): 1368–1376. https://doi.org/10.1016/j.compositesa.2005.08.016.
- VäVäIsänenänen, T., A. Haapala, R. Lappalainen, and L. Tomppo. 2016. “Utilization of Agricultural and Forest Industry Waste and Residues in Natural Fiber-Polymer Composites: A Review.” Waste Management 54:62–73. https://doi.org/10.1016/j.wasman.2016.04.037.
- Vijay, R., D. L. Singaravelu, A. Vinod, M. R. Sanjay, S. Siengchin, M. Jawaid, A. Khan, and J. Parameswaranpillai. 2019. “Characterization of Raw and Alkali Treated New Natural Cellulosic Fibers from Tridax Procumbens.” International Journal of Biological Macromolecules 15:99–108. https://doi.org/10.1016/j.ijbiomac.2018.12.056.
- Weng, B., D. Cheng, F. Yuan, X. Wang, F. Wang, H. Wang, and Y. Chen. 2022. “Study on Physicochemical Properties and Potential Applications of Chemically Treated Luffa Sponge Fibers.” Journal of Natural Fibers 19 (16): 13300–13310. https://doi.org/10.1080/15440478.2022.2089433.
- Woo, M., M. R. Piggott, S. S. Wang, W. S. Johnson, W. W. Stinchcomb, N. J. Pagano, and M. Woo. 1987. “Water Absorption of Resins and Composites II: Diffusion in Carbon and Glass Reinforced Epoxies.” Composites Technology and Research 9 (4): 162–166. https://doi.org/10.1520/CTR10437J.
- Yan, L., N. Chouw, and X. Yuan. 2012. “Improving the Mechanical Properties of Natural Fibre Fabric Reinforced Epoxy Composites by Alkali Treatment.” Journal of Reinforced Plastics & Composites 31 (6): 425–437. https://doi.org/10.1177/0731684412439494.
- Zafar, A., F. Bertocco, J. Schjødt-Thomsen, and J. C. Rauhe. 2012. “Investigation of the Long-Term Effects of Moisture on Carbon Fibre and Epoxy Matrix Composites.” Composites Science and Technology 72 (6): 656–666. https://doi.org/10.1016/j.compscitech.2012.01.010.