
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
Although there are numerous published studies that have helped to enhance our understanding about methods or approaches to eco-design products, there are limited publications that focus on the study of eco-redesign of lighting products. Redesign of existing products is one of the most applied design-related activities in industry, and eco-redesign is one of the most suitable eco-design interventions that can be applied by manufacturers when they want to include environmental considerations in their existing products. This type of eco-design intervention is incremental, which typically means less change, and therefore, lower investments of time, money, and correspondent risks. It consists of selecting an existing product from a given portfolio and redesigning it to reduce its environmental impact. This paper presents and demonstrates, with an example of a manufacturing company, a method to eco-redesign lighting products. The method is based in the iterative combination of an analysis-synthesis approach involving: (1) Life Cycle Assessment (LCA) to assess the environmental impact of the lighting product, (2) Identification of the specific issues which typically cause the impact in the product life cycle stages and components, and (3) Specific eco-lighting design strategies to address the areas of impact (and causes of that impact) identified with the LCA. This method can be applied as a stand-alone method or be integrated into existing design and development processes and methods already used by companies, to facilitate its adoption, and hence impact. Insights and limitations after the application of the method are also discussed.
1. Introduction
Eco-design is one of the possible, and probably more effective, approaches to reduce the environmental impact of products produced during their full life cycle, because around 80% of the product’s total environmental impact is decided at the design stage (Charter and Tischner Citation2001; European Commission Citation2022; Lewis et al. Citation2001; Mcalone and Bey Citation2009), so particular attention should be paid at the design stage of products to reduce their environmental impact.
Although eco-design methods have been studied and developed extensively in the past (Brezet and Van Hemel Citation1997; Casamayor and Su Citation2021; Dewulf Citation2003; Mcaloone and Bey Citation2009; Nielsen and Wenzel Citation2002; Tischner et al. Citation2000; Vezzoli and Manzini Citation2008; Wimmer et al. Citation2004), less has been published on eco-redesign of products (Yung et al. Citation2011, Citation2012), and to the best of our knowledge there are no published formal studies in relation to methods to eco-redesign lighting products. Different categories of products present particular environmental impact patterns (i.e., typical impacts at specific product life cycle stages and components), which may require specific design strategies to reduce those impacts. This is why it is necessary to study and develop specific eco-design and eco-redesign methods for each category of products, to develop more effective eco-design methods. Previous published work has discussed eco-design of LED lighting products using LCA (Wang et al. Citation2020), and design strategies to eco-design electrical-electronic products (Kärnä Citation2002; Rodrigo and Castells Citation2002; Stevels Citation2007). Others have studied the reduction of environmental impact of lighting products by changing user behavior through product “scripting” (Schmalz and Boks Citation2010). However, there is still a need to define detailed methods to support the eco-redesign of lighting products which can be integrated within existing design processes used by companies. This is critical for adoption, because many new developed eco-(re) design methods are not implemented because they cannot be integrated into existing (sometimes proprietary) internal design processes carried out by companies (Lindahl Citation2006). This paper addresses this gap by developing, demonstrating, and discussing a method to eco-redesign lighting products. This method can be used as a stand-alone method or integrated, given, its simplicity, within the wider design and development process of a company to eco-redesign existing lighting products. This method will be particularly relevant to companies who want to improve the environmental performance of their existing lighting products using an incremental lower-risk approach (i.e., improving their existing products instead of creating a new line of products).
In this paper, the eco-redesign method is presented first, followed by its demonstration, based on the eco-redesign of a lighting product with a lighting company (Ona Citation2022), and a discussion of its application and limitations.
2. Method to eco-redesign lighting products
The eco-redesign method presented in this paper focuses on reducing the environmental impact of the lighting product, and does not consider cost, or other design factors (e.g., quality), which are usually considered during traditional design processes. The method is shown in and the steps required to apply it are explained.
Fig. 1. Method to eco-redesign lighting products.
The step-by-step process followed during the eco-redesign method (shown in ) is as follows:
2.1. Step 1: life cycle assessment (LCA)
The existing lighting product (reference product) to be eco-redesigned is assessed with a (streamlined/screening/full) attributional LCA to quantify the total environmental impact of the product, and to identify which life cycle stages and components have higher environmental impact. Quantitative targets can be established at this stage (e.g., X percentage of CO2 reduction in X life cycle stage or in X component) so the redesign results (step 4) can be compared with the initial design in step 1 to see if the targets have been achieved, and if so, to what extent.
2.2. Step 2: identification of issues that cause the impact in the LCA results
In this step the issues that cause the environmental impact from the lighting product are identified. This is necessary because the LCA results (Step 1) only tell you what the environmental impact of the total product is, the product life cycle stages and the components but it does not identify what issues (i.e., design features) of the product cause these impacts.
2.3. Step 3: selection of eco-design strategies
Eco-design strategies are selected, to reduce the environmental impact identified in steps 1 and 2. The eco-design strategies selected can address all the issues identified which cause the impact or only the ones which cause the highest impact based on the LCA results of step 1. The importance and priority of eco-design interventions (i.e., eco-design strategies) to be applied will be determined by the amount (e.g., high, or low) of environmental impact caused by each life cycle stage and/or components. Thus, the identified issues that present higher impact values will have higher priority for eco-design strategies interventions. In the case where there are “conflicts” (e.g., the implementation of an eco-design strategy reduces the impact of one issue but creates impact in other identified issues) between the application of 2 eco-design strategies, it will be applied the one which addresses an issue (identified in steps 1 and 2) which causes higher impact.
2.4. Step 4: life cycle assessment (LCA)
The lighting product is assessed with another attributional LCA (using the same parameters/assumptions as the LCA used in step 1). The new LCA results are then compared with the results of step 1 to confirm that the eco-design strategies applied in step 3 have reduced the total environmental impact of the lighting product, as well as the impact in the life cycle stages and components targeted in steps 1 and 2. If the environmental impact has not been reduced in the life cycle stages and components identified and targeted in steps 1 and 2 the design process returns to step 2, where further eco-design strategies are applied to address the issues identified in step 4, until the environmental impact targets defined in step 1 are achieved.
In the following section, the method described above is applied and demonstrated with the design of a lighting product with a lighting manufacturer.
3. Demonstration of the method
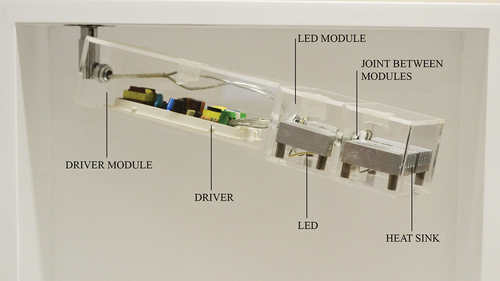
The method is demonstrated with the eco-redesign of a lighting product that was manufactured by a lighting company (Ona Citation2022). The lighting product is a wall-ceiling lamp for general-ambient lighting applications (). The version with two lighting modules was selected for the demonstration.
Fig. 2. Lighting product (reference) to be eco-redesigned.
3.1. Life cycle assessment (LCA) of the lighting product to be eco-redesigned: step 1
At the beginning of the eco-redesign process the existing LED lighting product selected to be eco-redesigned is assessed with an attributional LCA (, step 1) to identify which life cycle stages and components have the highest impact, which will help to identify what issues cause the environmental impact. In this case, the LCA conducted was a “streamlined/screening” LCA because, although we had a physical reference product to be assessed, it was a prototype (not a manufactured product) so there was no actual data about the real materials processing, manufacturing, use, transport and end-of-life. So the data used to inform the LCA model was obtained from secondary data from existing databases (e.g., Ecoinvent Citation2022) populated with industry average data. However, if this method is applied with a reference lighting product which has been manufactured, distributed, used and disposed already in real-life scenarios then it should be conducted a full detailed LCA, which, although more time-consuming will also provide more accurate and reliable results.
The LCA is carried out using openLCA software (GreenDelta Citation2022) in line with LCA standards (ISO Citation2006a, Citation2006b). In this LCA, it is assumed a (base-case) scenario where the lighting product is used for 40,000 hours and disposed of in domestic bins in the Netherlands. Similar lighting products lifespan and end of life assumptions have been used in previous published studies (Tähkämö et al. Citation2013; Principi and Fioretti Citation2014; Tähkämö and Halonen Citation2015; Casamayor et al. Citation2018) of LCA of LED lighting products. In order to conduct the assessment, all the materials and processes (e.g., life cycle inventory (LCI) are input into the software.
3.1.1. Goal and scope
The goal of this study is to assess the environmental impact of an existing lighting product to identify the total environmental impact as well as the impact of the product life cycle stages and components. The results of the assessment will be used to inform the identification of the issues (i.e., design features) that influence the impact and the subsequent selection of eco-design strategies.
3.1.2. Functional unit
The functional unit used in this assessment is considered as the production of 660 lm of light (quantity of light) of CCT = 4000 K, and CRI = 65 (quality of light) for 40,000 hours, which is equivalent to the quantity (luminous flux) and quality (CCT and CRI) of light produced by the lighting product. The period of time used in the functional unit (i.e., 40,000 h) is determined by the useful life of the lighting product. LED-based lighting products’ useful lives are usually determined by the LED and/or control gear’s (e.g., driver) useful life. In this LCA, it has been considered the LED’s useful life as the useful life of the lighting product. The LED’s useful life is provided by LED suppliers’ lifespan datasheets, which is calculated based on the TM-21-11 standard (IES, Citation2011).
3.1.3. System boundaries
The boundaries of this LCA () comprise cradle to grave life cycle processes. The product life cycle stages considered in this assessment include extraction and production of materials, manufacture, transport, use, and end of life of the lighting product. The packaging and maintenance are not considered.
Fig. 3. System boundaries.
The following assumptions have been considered in each life cycle stage in the LCA:
Manufacture: The transport of the material from the extraction site to the material production factory, and from the material production factory to the material shaping and product assembly factory has been taken into consideration in the assessment.
Use: The maintenance during the “use” stage of the lighting product has not been considered in the assessment.
Transport: This stage comprises the transport of the lighting product from the factory based in Spain to the final consumer in the Netherlands. The total transport distance assumed is 2063 km. This distance is obtained by adding: 1) the distance from the factory based in Spain to the Netherlands national point of the logistics company, 1874 km, using 40-ton lorries, and 2) the distance from the Netherlands national point of the logistics company to the retailers, 189 km, using 3.5–7.5-ton lorries.
End of life: A “municipal solid waste” scenario has been assumed in the LCA of the reference lighting product to be eco re-designed. This scenario assumes that the lighting product is disposed in a household bin and the local municipal solid waste process is followed. In the LCA of the eco-redesigned lighting product it has been assumed a “recycling waste scenario,” since the eco-redesigned lighting product uses recyclable materials, and it has been designed to be easy to dismantle to facilitate separation of materials for recycling. In this scenario the lighting product is disposed in a local recycling center.
3.1.4. Life cycle inventory (LCI)
The composition of the product (i.e., BOM), the list of manufacturing processes to produce and shape the materials used to make the lighting product, and the list of transport and end of life processes used in the LCA are listed in the Appendix. The materials and processes data utilized in the assessment are selected from the Ecoinvent 3.6 database (Ecoinvent Citation2022).
3.1.5. Life cycle impact assessment (LCIA) method
In this LCA it has been used the ReCiPe 2016 (Huijbregts et al. Citation2017) LCIA method. The Hierarchist (H) version was selected because it is the recommended option of this method, which is based on the most common policy principles with regards to timeframe.
3.1.6. Results
This section shows the LCA results () of the lighting product to be eco-redesigned.
Fig. 4. LCA results (per life cycle stage) of lighting product to be eco-redesigned.
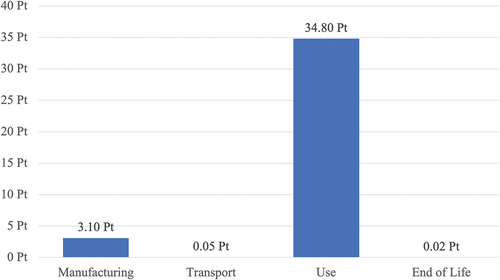
The total impact of the lighting product before eco-redesign is 37.97 pt. (ecopoints) and the life cycle stages with the highest impact are: 1) Use (34.8), 2) Manufacturing (3.1), 3) transport (0.05) and end of life (0.02).Within the manufacturing stage, the components/parts with the highest impact are: 1) LED driver (1.4), 2) Casing (0.9), 3), Heat Sinks (0.7), Cables and joints (0.5), and LED (0.1).
shows the environmental impact of each life cycle stage, and shows the environmental impact of the manufacturing of the components used in the lighting product. Both tables show the life cycle stages and components in order of environmental impact magnitude (and hence importance), to demonstrate which ones should be addressed first. This information can help to identify the issues that cause the environmental impact and where eco-design strategies should be targeted.
Table 1. Environmental impact of each life cycle stage of the lighting product.
Table 2. Environmental impact of the manufacturing of components.
3.1.6.1. Measurement unit used in the LCA results
The eco-point (Pt), unit used in the assessment results, expresses in a single score the total environmental impact of the following indicators: ecosystems, human health, and resources, which are ReCiPe endpoint indicators showing environmental impact on three higher aggregation levels: 1) effect on human health, 2) biodiversity and 3) resource scarcity. Characterization, damage assessment, normalization and weighting are used to calculate the single score and the calculations of which are automatically applied by the openLCA software tool.
The normalization and weighting factors listed in have been obtained from ReCiPe Endpoint (H) [v1.11, December 2016] LCIA method in openLCA.
Table 3. Normalization and weighting factors for ReCiPe 2016.
Characterization typically proceeds by multiplying a characterization factor by the magnitude of the intervention (e.g., emission, extraction, land use). The equation used to express this process is:
where Sj is the indicator results for impact category j, mi is the magnitude of the intervention of type i (e.g., the mass of a substance emitted to air), and Qji is the characterization factor that links intervention i to impact category j. Interventions are, besides the usual kg for emissions and extractions, expressed in kBq (for ionizing radiation) or in km2*yr (land use). For each of the impact categories, the emphasis on the structure of the characterization factor Qji is different, which are detailed in the ReCiPe method report (Heijungs et al. Citation2003).
3.2. Identification of issues that cause the impact in the LCA results: step 2
shows the main issues, which cause the environmental impact in each lighting product life cycle stage.
Table 4. Issues that cause environmental impact in each product life cycle stage.
3.3. Selection of eco-design strategies: step 3
After the environmental impact of all the product life cycle stages and components have been assessed with the LCA (Step 1), and the issues which can cause the environmental impact in each product life cycle and component have been defined (Step 2), the eco-design strategies are selected (Step 3) to reduce the environmental impact in the product life cycle phases and components targeted. These are typically the ones that produce the highest environmental impact. shows the possible eco-design strategies to reduce the impact in the identified issues in .
Table 5. Eco-design strategies to reduce the issues that cause environmental impact.
The eco-design strategies that can be applied to reduce the impact caused by the issues identified in are explained below in more detail:
Light source power consumption: To reduce the LED power consumption, 2 approaches can be used: 1) increase the energy efficiency of the LED, and 2) reduce the operative time or the light intensity. For the first approach, the LED used should have high luminous efficacy (≥180 lm/W), and the lighting product should have a high efficacy (≥160 lm/W). The light output ratio (LOR) of the lighting product should be 1 or close to this value. For the second approach light intensity dimmers can be used, which allow to reduce the intensity of the light and energy used, or light sensors can dim the light output, when there is natural light, saving energy.
Heat sinks thermal efficiency: To increase the thermal efficiency of the heat sink whilst reducing its mass, the design of the topology has to be optimized for maximum thermal efficiency. This can be achieved through Computer Aided Design (CAD) modeling and thermal simulation (e.g., Finite Element Analysis). The material selection also plays a role in the thermal conductivity of the heat sink, copper being the most efficient conductor, followed by aluminum.
Inefficient drivers: To increase the efficiency of the driver the power factor must be as close as possible to the value 1. In addition to this, the light source-driver output voltages match must be optimized to achieve maximum efficiency. Driver efficiency expressed as a percentage, tells you how much of the input power the driver can use to power the light source. Drivers that can use ≥85% are considered efficient.
Short useful life of drivers: The useful life of LED drivers can be reduced if the Ingress Protection (IP) code of the enclosure of the LED driver is low or non-existent. Enclosures displaying IP65 or above can extend the useful life of the driver, as well as increasing user safety. Quality certifications (e.g., ENEC) can also ensure the reliability and durability of the driver.
Inefficient optical elements: Light loss occurs when light is reflected therefore reflectors selected/designed should have high reflectivity (≥95%).
Mismatch light produced/needed: Light (and energy) is wasted because frequently a higher quantity of light is used than it is required for a given lighting application. Lighting products that allow light control (i.e., intensity, distribution/direction) to match the lighting needs with the light produced are more efficient and energy saving.
Using light when is not needed: Light (and energy) is wasted when lights are used in unoccupied spaces. To avoid this, lighting products should be designed with motion/occupancy sensors. This is particularly important for lighting products used in public environments.
Unsuitable operative conditions: The useful life of the lighting product can be shortened if the product is used in extreme operative conditions, such as very hot environments. Operational manual must be provided, explaining clearly the ideal environmental operative conditions to extend its useful life.
Optical elements not easy to clean: Dirt on optical elements (e.g., refractors and reflectors) reduces their efficiency causing light loss. The lighting product should be designed to avoid deposition of dirt on refractors/reflectors as much as possible, and also provide recommendations to the user for maintenance.
Application of coating on parts: Avoid coatings on casings, heat sinks and reflectors since they make recycling more difficult.
More material used than required: Sometimes, casings walls are over dimensioned, thus using more material than required. The walls’ thickness of the casings can be optimized through Computer Aided Design (CAD) and Finite Element Analysis (FEA) to achieve the optimum thickness for the casing strength required.
Use of virgin materials in components: All the materials and components used in the lighting product should use (preferably post-consumer) recycled materials. If it is not possible to use 100% recycled content due to design requirements (e.g., mechanical strength), at least materials with a percentage of recycled content should be used.
Use of controlled substances: To avoid the content of controlled substances above specific thresholds, the EEE components used will have to comply with RoHS directive and display the RoHS mark.
Complex product architecture: Lighting products with fewer parts, components and joints use less material and manufacturing processes, and are (usually) easier to disassemble at end of life.
Cables: Cables are difficult to separate from the lighting product at end of life. This may cause difficulties in proper disposal and recycling, potentially causing environmental damage (e.g., PVC and halogens contained in the jackets), and waste of resources (e.g., copper contained in the core of the cable) if not recycled. Therefore, their use should be avoided or reduced.
Use of PVC and halogens in cables: The use of an outer sheath (i.e., jacket) containing PVC and halogens in cables should be avoided.
Weight of the product: The selection of heavy materials in components and parts increase the overall weight of the product affecting its environmental impact during transport, as more energy is required to transport the product.
Volume of the product: The volume of the product affects the environmental impact of it during the transport stage, therefore it should be reduced as much as possible and/or the product should be designed so it can be sold ready to be assembled by the end-user (i.e., ready to assemble lighting products).
Difficult disassembly: The successful maintenance, re-use, re-manufacture or recycle of the lighting product components depends on how difficult these are dismantled. Permanent joints should be avoided as these do not allow disassembly without destroying the product (i.e., nondestructive disassembly). In addition, disassembly should be possible without tools, or with nonspecific tools.
Use of non-recyclable materials: At the end of life, the lighting product will (in some cases) be dismantled and its components separated for re-use and/or recycling. The components and parts will only be recyclable if the materials contained in them are 100% recyclable.
Non-re-use/recycling of EEE materials/components: The EEE components selected to design the lighting product should be compliant with the WEEE directive, which means they should display the WEEE mark. This ensure that the components and the product has paid a tax to cover its recovery and treatment (re-use and/or recycling).
3.4. Life cycle assessment (LCA) of the lighting product eco-redesigned: step 4
The eco-redesigned lighting product () after applying the eco-design strategies (explained in Section 3.3) is assessed again with another attributional LCA. The aim of this step is to evaluate and compare the environmental impact results of the lighting product before and after being eco-redesigned to confirm environmental impact reductions (both, total, and in the specific product life cycle stages and components targeted).
Fig. 5. Lighting product after eco-redesign.

The LCA carried out in this step follows the same methodology with the same parameters (e.g., system boundaries, functional unit, LCIA method) as the LCA carried out in step 1 to compare them objectively.
3.4.1. Results
This section shows the LCA results () of the lighting product eco-redesigned.
Fig. 6. LCA results (per life cycle stage) of lighting product eco-redesigned.
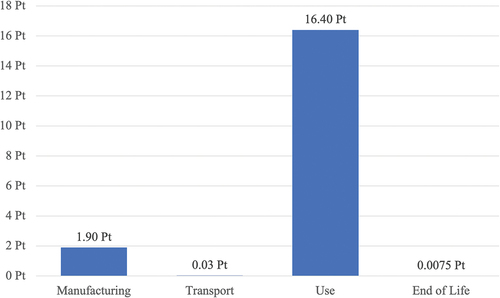
The total impact of the lighting product after eco-redesign is 18,33 pt. (ecopoints) and the life cycle stages with the highest impact are: 1) Use (16.4), 2) Manufacturing (1.9), 3) transport (0.03) and end of life (0.0075).Within the manufacturing stage, the components/parts with the highest impact are: 1) LED driver (0.8), 2) Casing (0.7), 3), Heat Sinks (0.5), Cables and joints (0.5), and LED (0.1).
As in the previous LCA (Section 3.1), shows the environmental impact of each life cycle stage, and shows the environmental impact of manufacturing the components used in the eco-redesigned lighting product. Both tables show the life cycle stages and components in order of environmental impact magnitude.
Table 6. Environmental impact of each life cycle stage of the lighting product.
Table 7. Environmental impact of the manufacturing of components.
The eco-redesigned product shows improvements (i.e., reduction in environmental impact ecopoints) compared with the initial reference lighting product in the total impact: (18.33 vs 37.97), and in the following product life cycle stages: 1) Use phase (16.4 vs 34.8), 2) Manufacturing phase (1.9 vs 3.1), 3) Transport phase (0.03 vs 0.05), and 4) End of Life phase (0.0075 vs 0.02). Within the manufacturing phase, the improvements in different components are as follows: 1) LED driver (0.8 vs 1.4), 2) Casing (0.7 vs 0.9), 3) Heat-sinks (0.5 vs 0.7), whilst having the same impact for: 4) Cables and Joints (0.5 vs 0.5) and 5) LED (0.1 vs 0.1).
The next step if further improvements were to be achieved, would be to return to step 2 (identification of issues that cause the impact of the LCA results) of the method, to identify the issues that still are causing impact, such as the LED and cable and joints (whose impact was not reduced in the previous iteration), to further reduce the total manufacturing impact, and also to focus on the identification of further issues (not addressed in the previous iteration) that might cause impact at the use phase to further reduce the impact of the life cycle stage with the highest impact in the initial reference lighting product. The impact of the transport and end of life phases in the initial lighting product is minimal in this case, and therefore these 2 life cycle stages should be low priority in terms of further improvements.
4. Discussion
This section discusses the advantages and disadvantages of the method from an end-user perspective, the relationships and trade-offs between environmental impacts and the design features of the lighting product, the overall applicability and effectiveness of the method, and the limitations of the study.
4.1. Advantages and disadvantages
The application of this method presents advantages and disadvantages. On the one hand, the fact that the LCA is carried out in a lighting product which life cycle is fully, or at least partially known, (i.e., there is a physical prototype or an already manufactured product to assess), means that there is enough quantity and quality of real data to inform the LCA, hence producing more realistic and accurate results. It also means that the scenarios (i.e., how the product will be used and disposed) selected during the LCA are also more realistic, since they may be based (in the case of an already manufactured and launched lighting product) on real-world historical product life cycle data, which makes the LCA results more accurate and reliable. If the lighting product is in production already and has been used by the final end-user until end of life, then the data used to inform the LCA will be much more accurate, and the results will be more reliable than working from a prototype or a finished 3D virtual model. This is not possible when you start to design a lighting product from scratch (e.g., eco-design of lighting products).
On the other hand, the use of LCA to assess the reference product (to be eco-redesigned) or the final product eco-redesigned is very time-consuming (even in the case of conducting a streamlined/screening LCA), and requires specific skills and knowledge, not typically present in the traditional skills set of product designers. This means that, usually, the LCA must be outsourced, which means additional cost and time. It also means that if LCA is not a feasible option for a given company, this method will not be applicable, thus reducing the adoption and impact of the method.
Despite the disadvantages (i.e., time, cost and specific skills requirements) of the LCA, it is possibly the most suitable-reliable tool available today to provide a comprehensive environmental impact assessment of the full life cycle of a product during the design process. Whilst it is possible to carry out “simpler” environmental impact assessments with other non-LCA-based methods such as: MET (Brezet and Van Hemel Citation1997), MECO (Wenzel et al. Citation1997), ERPA (Graedel and Allenby Citation2003), ABC analysis (Lehman Citation1993) or checklists (Tischner et al. Citation2000); this type of matrix-based methods present some problems: 1) Some of these require data which is very difficult to obtain without access to real processes primary data, or secondary data databases (usually provided within LCA software), 2) these methods require a subjective assessment, which means that different assessors with different experience in environmental impact assessment may provide different assessment results, and 3) many of these tools only focus on assessing specific environmental impact aspects, or indicators of the product (e.g. energy saving during use phase, material weight reduction), so they cannot provide a comprehensive overview of the total environmental impact of the full product life cycle stages and components.
One of the advantages of doing the LCA is that once you have carried out the full LCA of the lighting products (both the reference and the eco-redesigned product). This can be used to inform environmental lighting product declarations or eco-labels, as well as a benchmark (reference) for new future improved versions of the same lighting product.
4.2. Environmental impact and design features: linkages and trade-offs
One of the key issues in eco-design of products, including lighting products, is how to link environmental impacts, assessed and identified via LCA, with the causes (i.e., design features) of this impact in the product (e.g., product life cycle stages, components, finishes), and how these causes can be addressed (reduced/eliminated) via specific eco-design interventions. During this process, the total environmental impact of the product, life cycle stages and components are assessed and the potential causes of the environmental impact identified. This allows identification of the potential eco-design interventions required. For example, higher impact during the use phase of the lighting product life cycle may require focus on energy-efficiency-related eco-design interventions, such as increasing the energy efficacy of the lighting product via light sources which are more energy-efficient (i.e., more light output/less energy required), or incorporating dimmers and light/Occupancy sensors. The method presented addresses this issue by showing the key areas with the highest environmental impact and the key eco-design strategies or interventions to reduce the impact in these areas. Although other types of lighting products may present different environmental impact patterns due to different designs, therefore requiring different eco-design interventions, products from the same category typically have similar patterns and require similar eco-design interventions, therefore the eco-design strategies shown in this paper apply to general lighting products designs.
Another key issue is when the application of a particular eco-design intervention creates negative environmental impact in another area. For example, using a more energy-efficient light source can reduce the power consumption of the lighting product but, at the same time, it can also increase the environmental impact during manufacturing. If the light source requires the use of more critical materials, compared with a less energy-efficient light source, which when manufactured produces less environmental impact. Equally, the use of coatings can make recycling difficult, but at the same time it can also increase the durability of components. These ‘trade-off’ issues can be resolved through prioritization techniques. For example, during the demonstration of the method, showed the environmental impact of the life cycle stages and the components from the manufacturing stage. The life cycle stages and components with the highest impact were considered higher priority, and eco-design interventions focused on these first, to follow up with lower priorities issues, if resources allow. If eco-design interventions which address high priority issues cause environmental impact in lower priority issues, these eco-design interventions will still be applied as they are higher priority. However, if applying eco-design interventions to address lower priority issues can increase the impact of higher priority issues, then these will not be applied. If none of the potential eco-design interventions for all the issues identified, in with the LCA, increases the environmental impact of other issues (particularly the ones which are higher priority), then all the issues should be addressed if resources allow.
4.3. Effectiveness and applicability
During the demonstration the method was effective and simple enough to be easy to adopt and use by product designers in their design and development processes. The only potential problem could be the use of the LCA software tool, which, unless it is outsourced will require LCA software in-house equipment and expertise, as well as the time required to do the assessment.
The selection of the eco-design strategies necessary to reduce the environmental impact caused by the issues identified by the LCA can be carried out by using the eco-design strategies provided in this paper. However, if the product designers have further knowledge of sustainable lighting product design strategies, the application of the method will provide better results.
Finally, the method can be used as a stand-alone method, or be integrated into existing design and development processes used by product design and development departments. This feature is important to facilitate its adoption by product designers who are not yet considering environmental impact factors in their lighting product design and development processes.
4.4. Limitations of the study
The LCAs presented in the demonstration could be more detailed (e.g., sensitivity analysis), however, the focus in this paper is the general approach or method used not the accurate representation of each LCA presented. There are existing published studies which focuses on the LCA of lighting products specifically. Nevertheless, the paper also presents how (e.g., the parameters, assumptions, and functional unit) the LCA should be carried out as a general reference framework.
The method in this study does not consider cost or quality, which are typical factors considered in product design development processes. Although this simplifies the eco-redesign method and its demonstration, the authors realize that adding the cost factor is crucial, and will complicate the method significantly. Since it will complicate the selection of eco-design strategies when they have to satisfy a larger number of environmental, cost and quality requirements, which will make the design decision-making process more complex than a simple prioritization technique, as applied in this study.
The method has only been demonstrated with one lighting product, so the validity of the method is limited to a single study. However, it would be interesting to apply the method to the eco-redesign of ten, or more, lighting products (use-cases) of different types/applications, to confirm the validity and robustness of the method, and identify areas where it could be further improved.
Finally, it is important to mention that the LCA, although it is a very comprehensive and reliable tool to assess the environmental impact of lighting products, it does not assess issues such as: durability, repairability, reusability, or recyclability of the lighting product, which are key circular design-related issues that also need to be considered to make a lighting product more sustainable and circular.
5. Conclusions
This paper has presented and demonstrated (with a lighting product provided by an industrial partner) a method to eco-redesign lighting products. The method is based on 3 main steps (assessment/linking of environmental impact with its causes/design interventions to address these causes). In the first step, the environmental impact of the reference (benchmark) lighting product is assessed, in the second step the causes/issues (e.g., components, life cycle stages) are identified, and in the third step these issues are addressed via eco-design strategies/interventions. The priority of the eco-design interventions is based on the magnitude of environmental impact caused by each issue (i.e., issues with higher impact take priority over issues with less impact).
After the application of the method, the following can be concluded:
The eco-redesign method presented is effective to reduce the environmental impact of an existing lighting product. The existing lighting product can be a 3D virtual model, a physical prototype, or a manufactured-launched lighting product. The higher the quantity of actual data about the lighting product life cycles the better the accuracy and reliability of the results.
The method can be applied several times in an iterative manner until achieving the desired outcome in terms of environmental impact reduction targets, both for total impact and for impact per product life cycle and/or component.
Although the method is easy to apply, it is necessary the LCA tool (software) and the skillset to use it. This can be both, expensive and time-consuming, especially when the product designers have no experience of using the LCA software tool and are not familiar with sustainable product design. If the LCA conducted is a detailed LCA then the knowledge and time (cost) required will increase exponentially, compared with a “streamlined or screening” LCA, although the reliability/accuracy of the detailed LCA results will be higher.
This method can be used as a stand-alone technique or can be integrated into existing non-eco-design and development processes used by product development departments, as an additional complementary technique to consider environmental impact in their lighting products.
Future work to improve the method could be focused on replacing the use of LCA software tools with a more accessible, simpler, and time-saving tool to assess the total (e.g., full product life cycle) environmental impact of the lighting product. The integration of cost and quality factors in the assessment should also be considered in future work.
As mentioned in the paper, there have been attempts to replace LCA software tools with other simpler tools such as matrix-based tools to assess the environmental impact of products and aid eco-design processes, but these were not comprehensive, objective, reliable or as accurate as LCA software tools. Another area that needs further research is the complete and seamless integration of LCA-like functionalities within existing design processes; not as an external environmental impact assessment tool that can be included to aid the eco-design process, which is how it is used today, but as a truly integrated tool which can embrace the particular nature of design activities and processes.
Acknowledgments
The authors acknowledge the support received from the lighting products manufacturer: Ona Product S.L., Spain.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- Brezet H, Van Hemel C. 1997. EcoDesign: a promising approach to sustainable production and consumption. Nice (France): UNEP.
- Casamayor JL, Su D. 2021. Investigation of a process to eco-design led lighting products to enhance the adoption of eco-design methods and tools by industry. Sustainability. 13:4512.
- Casamayor JL, Su D, Ren Z. 2018. Comparative life cycle assessment of LED lighting products. Light Res Technol. 50(6):801–826.
- Charter M, Tischner U. 2001. Sustainable solutions: developing products and services for the future. Sheffield (UK): Greenleaf Publishing.
- Dewulf W 2003. A pro-active approach to eco-design: framework and tools [dissertation]. Leuven (Belgium): Catholic University of Leuven.
- Ecoinvent. 2022. Ecoinvent database. Zurich (Switzerland): ecoinvent. [Accessed 2022 Sept 14]. https://ecoinvent.org/.
- European Commission. 2022. ‘Sustainable product policy.’ [Accessed 2022 Mar 14]. https://ec.europa.eu/jrc/en/research-topic/sustainable-product-policy.
- Graedel TE, Allenby BR. 2003. Industrial Ecology. 2nd ed. Hoboken (NJ): Pearson Education Inc.
- GreenDelta. openLCA software. [Accessed 2022 Mar 14]. https://www.openlca.org/.
- Heijungs R, Goedkoop M, Struijs J, Effting S, Sevenster M, Huppes G 2003. Towards a life cycle impact assessment method which comprises category indicators at the midpoint and the endpoint level. Report of the first project phase: design of the new method VROM report. [accessed 2022 Nov 2]. http://www.leidenuniv.nl/cml/ssp/publications/recipe_phase1.pdf.
- Huijbregts MA, Steinmann ZJ, Elshout PM, Stam G, Verones F, Vieira M, Zijp M, Hollander A, van Zelm R. 2017. ReCiPe2016: a harmonised life cycle impact assessment method at midpoint and endpoint level. Int J LCA. 22(2):138–147.
- Illuminating Engineering Society of North America [IESNA]. 2011. TM-21-11 Projecting Long Term Lumen Maintenance of LED Light Sources. New York (NY): IESNA.
- International Organization for Standardization [ISO]. 2006a. Environmental management - Life cycle assessment - Principles and framework. ISO 14040:2006. [Accessed 2022 Mar 14]. http://www.iso.org/iso/catalogue_detail?csnumber=37456.
- International Organization for Standardization [ISO]. 2006b. Environmental management - Life cycle assessment - Requirements and guidelines. ISO 14044:2006. [Accessed 2022 Mar 14]. https://www.iso.org/standard/38498.html.
- Kärnä A. 2002. Environmentally Oriented Product Design: a Guide for Companies in the Electrical and Electronics Industry. 2nd ed. Helsinki (Finland): Federation of Finnish Electrical and Electronic Industry (SET).
- Lehman S. 1993. Umwelt-controlling in der Mobelindustrie. Berlin (Germany): Institut fur Okologische Wirtschaftsforschung.
- Lewis H, Gertsakis J, Sweatman A, Grant T, Morelli N. 2001. Design and environment - a global guide to designing greener goods. Sheffield (UK): Greenleaf Publishing.
- Lindahl M. 2006. Engineering designers’ experience of design for environment: methods and tools and Requirement definitions from an interview study. J Clean Prod. 14:487–496.
- Mcalonee T, Bey N. 2009. Environmental improvement through product development - a guide. Odense (Denmark): Danish Environmental Protection Agency and Confederation of Danish Industry.
- Nielsen PH, Wenzel H. 2002. Integration of environmental aspects in product development: a stepwise procedure based on quantitative life cycle assessment. J Clean Prod. 10:247–257.
- Ona. 2022. Ona ®. [Accessed 2022 Mar 14]. https://onaemotion.com/en/.
- Principi P, Fioretti R. 2014. A comparative life cycle assessment of luminaires for general lighting for the office – compact fluorescent (CFL) vs light emitting diode (LED) - a case study. J Clean Prod. 83:93–107.
- Rodrigo J, Castells F. 2002. Electrical and electronic practical ecodesign guide. Tarragona (Spain): Rovira i Virgili University.
- Schmalz J, Boks C. 2010. Sustainable, user behaviour centered design applying linked-benefits strategies: the logi desk lamp. Knowledge Collaboration & Learning for Sustainable Innovation ERSCP-EMSU Conference; Delft, The Netherlands, October 25-29, 2010.
- Stevels A. 2007. Adventures in EcoDesign of Electronic Products: 1993-2007. Delft, The Netherlands: Delft University of Technology.
- Tähkämö L, Bazzana M, Ravel P, Grannec F, Martinsons C, Zissis G. 2013. Life cycle assessment of light-emitting diode downlight luminaire - a case study. Int J Life Cycle Assess. 18:1009–1018.
- Tähkämö L, Halonen L. 2015. Life cycle assessment of road lighting luminaires – comparison of light-emitting diode and high-pressure sodium technologies. J Clean Prod. 93:234–242.
- Tischner U, Dietz B, Mabelter S. 2000. How to do Ecodesign? A guide for environmentally and economically sound design. Frankfurt (Germany): Verlag form GmbH.
- Vezzoli C, Manzini E. 2008. Design for Environmental Sustainability. London (UK): Springer.
- Wang S, Su D, Wu Y, Chai Z. 2020. Application of life-cycle assessment to the eco-design of LED lighting products. Euro-Mediterr J Environ Integr. 5:41.
- Wenzel H, Hauschild M, Alting L. 1997. Methodology, tools and case studies in product development, Environmental assessment of products. London (UK): Chapman Hall.
- Wimmer W, Züst R, Lee K. 2004. Ecodesign implementation: A systematic guidance on integrating environmental considerations into product development. Dordrecht: Springer.
- Yung WKC, Chan HK, So JHT, Wong DWC, Choi ACK, Yue TM. 2011. A life-cycle assessment for eco-redesign of a consumer electronic product. J Eng Des. 22(2):69–85.
- Yung WKC, Chan HK, Wong DWC, So JHT, Choi ACK, Yue TM. 2012. Eco-redesign of a personal electronic product subject to the energy-using product directive. Int J Prod Res. 50(5):1411–1423.
Appendix
Table A1. Bill of Materials (BOM) of (reference) lighting product before eco-redesign.
Table A2. Bill of Materials (BOM) of final lighting product after eco-redesign.
Table A3. Manufacturing processes of (reference) lighting product before eco-redesign.
Table A4. Manufacturing processes of final lighting product after eco-redesign.
Table A5. Transport and end of life processes of (reference) lighting product before eco-redesign.
Table A6. Transport and end of life processes of final lighting product after eco-redesign.