
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
The interest in nondairy-based probiotic foods has significantly increased due to lactose intolerance, casein allergy, and associated cholesterol risks. Fruit-based products could be an excellent alternative option. In the present work, Sohiong (Prunus nepalensis) juice has been used for the development of a possible probiotic product. Sohiong juice was enzymatically extracted and fermented with probiotic Lactobacillus plantarum subsp. plantarum. The fermented juice was then spray dried to make a probiotic powder. The spray-drying process conditions including maltodextrin concentration (12–25% w/w), inlet temperature (120–140°C), and inlet feed rate (120–240 ml/h) were optimized using response surface methodology. The responses evaluated were drying yield, moisture content, encapsulation efficiency, and color difference. The results showed that the optimum conditions for the production of Sohiong juice powder with acceptable quality were 120°C inlet temperature, 12% w/w maltodextrin concentration, and 201 ml/h feed rate. A powder yield of 57.68% at a moisture content of 3.95% could be achieved with an encapsulation efficiency of 85.75%. The viable probiotic cell count in the Sohiong powder was more than the recommended value of 6.0 log CFU/g up to 36 days when stored at ambient condition and up to 104 days under refrigerated condition suggesting the feasibility of developing spray-dried nondairy probiotic powder from Sohiong juice.
Introduction
Functional foods are gaining significant interest in the market due to various health benefits (Keservani et al., Citation2010). Among functional foods, probiotics are the most preferred dietary supplements that help in improving the microbiota balance in the gut. Lactobacillus and Bifidobacterium are predominant in the human intestine. Many Lactobacillus strains have proven health benefits and are commonly used in the food industry for the production of fermented cheese, curd, yogurts, and ice-cream (Masood et al., Citation2011; Nishino et al., Citation2018). These milk-based probiotic products are associated with lactose intolerance and casein allergy. Saturated fatty acids and cholesterol contents in these products are also high (Heenan et al., Citation2004; Kumar et al., Citation2015; Paim et al., Citation2016). Therefore, nondairy-based probiotic foods from cereals, fruits and vegetables, and meat are gaining higher consumer preferences (Granato et al., Citation2010). Among these, fruits contain many phytochemicals which help in reducing the risk of degenerative diseases by inhibiting macromolecular oxidation and hence, recommended in the daily diet (Sharma and Mishra, Citation2013). Fruit juice could be used for developing nondairy-based probiotic products (Nagpal et al., Citation2012). Sohiong (Prunus nepalensis) is one such fruit from Rosaceae family, mostly grown in Shillong, Meghalaya, India in abundance. This fruit is locally known as Khasi cherry and is widely used by tribal people for medicinal purposes (Chaudhuri et al., Citation2015). The fruit has lots of polyphenols, anthocyanins, and antioxidants (Chaudhuri et al., Citation2015; Rymbai et al., Citation2016; Swer et al., Citation2016; Vivek et al., Citation2018). The high concentration of phytochemicals and bioactive compounds makes Sohiong juice a suitable medium for the incorporation of probiotics. Due to a lack of commercial cultivation and processing, most of the fruit remains underutilized. Therefore, there is a need to develop a process protocol for various value-added products from Sohiong fruit.
Among all the possible value-added products, fruit juice powder has many advantages like reduced volume, better handling in storage and transportation, higher stability, and longer shelf life (Dias et al., Citation2018). Apart from this, the global demand for fruit powders as a base for creating new recipes or products is increasing. There is an excellent scope for the nutritious fruit and its powder in the market due to the risk of certain chronic diseases (Ikram et al., Citation2009). For commercial production of fruit powder, Spray drying is the most preferred method in the food industry (Aundhia et al., Citation2011). The quality of spray-dried powder is good with longer shelf life and provides ease of transportation. Spray drying provides an option of encapsulating heat-sensitive nutrients and probiotic microorganisms. Encapsulation improves storage stability and protects sensitive materials against adverse environmental conditions (Mansouripour et al., Citation2013). Various researchers have used spray-drying technology for developing probiotic fruit powder with different carrier materials (Anekella and Orsat, Citation2013; Mestry et al., Citation2011; Muzaffar et al., Citation2016; Paim et al., Citation2016; Pereira et al., Citation2014; Telang and Thorat, Citation2010). However, reduced cell viability, stickiness, and high hygroscopicity are the main inherent problems of spray drying. These problems may be resolved by the addition of high molecular weight substances like maltodextrin, gums, and protein isolates in the spray-drying feed and optimizing the spray-drying process conditions. Therefore, this work is aimed to optimize the spray-drying conditions for producing a probiotic Sohiong powder with maltodextrin as a carrier agent to achieve increased probiotic survival during processing and storage.
Resources and Methods
Raw Materials and Chemicals
Ripe Sohiong fruits were procured from Shillong, Meghalaya, India. The fruits without bruises were sorted and kept in the freezer at −30°C until further use. The freeze-dried ampoules of Lactobacillus plantarum subsp. plantarum MCC 2974 was procured from the National Center for Microbial Resource, Pune, Maharastra, India. Maltodextrin (DE = 17–20, Himedia, India), magnesium carbonate (Himedia, India), and deMan Rogosa Sharpe (MRS) broth and agar (Himedia, India) were used for the experiments.
Bacterial Growth Conditions and Preparation of Fermented Sohiong Juice
Freeze-dried L. plantarum subsp. plantarum MCC 2974 was procured from the National Center for Microbial Resource, Pune, India. The cells were then activated by growing in the de Man, Rogosa, and Sharpe (MRS) broth at 37°C for 36 hours to obtain a bacterial concentration of 6 log Colony Forming Units (CFU)/ml. The cells were collected and washed with the phosphate saline buffer (0.137 M Sodium chloride, 0.0027 M Potassium chloride, 0.01 M Disodium phosphate, 0.0018 M Monopotassium phosphate) and used as the starter culture for fermenting the Sohiong juice. The frozen fruits were thawed as per need and deseeded manually. It was then blended using a domestic blender (Bajaj mixer, India) to get homogeneous fruit pulp. The juice was recovered using ultrasound-assisted enzymatic extraction method (Vivek et al., Citation2019a). The filtered juice (100 ml) was pasteurized with a probe sonicator (PCI 250, PCI Analytics, India) at 80% amplitude for 15 minutes. The obtained juice was then inoculated with 6 log CFU/ml of L. plantarum starter culture and incubated at 37°C for 72 hours to obtain 10 log CFU/ml (Vivek et al., Citation2019b). The viable cells were counted by the spread plate method.
Spray Drying and Microencapsulation of Probiotic Sohiong Juice
Spray drying was done using a table top mini spray dryer (LSD-48, JISL, India) with a 0.7 mm two-fluid nozzle at a constant air pressure of 2.5 kg/cm2 and an aspiration rate of 50%. The probiotic Sohiong juice was fed into the drying chamber through a peristaltic pump (). For microencapsulation, maltodextrin was used. Based on the preliminary experiments, magnesium carbonate (0.5%, w/w), an anti-caking agent, was mixed with all the juice samples to produce a free-flowing powder. The inlet temperature, feed rate, and maltodextrin concentration were varied between 120°C and 140°C, 120 to 240 ml/h, and 12% to 25% w/w, respectively. The outlet temperature of the spray dryer remained below 60°C for all the experiments.
Figure 1. Fermented Sohiong juice

Drying Yield
Drying yield was calculated as the ratio of the dry matter content in final juice powder to the dry matter content of the feed (Elez Garofulić et al., Citation2016). It is given as
Where mp represents the total solid mass in the powder (g); mf represents the total solid mass in the juice feed (g).
Moisture Content
The moisture content (%) of the powder was calculated as per the standard oven dry method by measuring the mass before and after drying the powder in an oven at 105°C until it reached constant weight (Elez Garofulić et al., Citation2016).
Encapsulation Efficiency
The survival rate of L. plantarum was calculated based on the encapsulation efficiency (Dias et al., Citation2018). This was calculated from the following equation.
Where N is the number of viable cells in spray-dried powder (CFU/g dry basis), and N0 is the number of viable cells in the feed solution before spray drying (CFU/g dry basis).
Color Analysis
The color attributes of the spray-dried powder were measured using a colorimeter (Hunter lab, Colorflex EZ, USA). The color values suggested by the Commission Internationale de L’Eclairage (CIE) Lab i.e., L* (black to white), a* (red to green), and b* (yellow to blue) were considered for calculating the color difference (∆E) between spray-dried powder and white standard tile (L* = 94.13, a* = −1.37 and b* = −0.25) with the following equation (Behboudi-Jobbehdar et al., Citation2013).
Where Lo, ao, and bo represent the color values of white standard and L*, a*, and b* represents the color values of spray-dried powder.
Experimental Design
Response surface method (RSM) is an optimization technique used for describing the behavior of the experimental data set (Bezerra et al., Citation2008). This was used for optimizing the spray-drying conditions. The process variables, i.e., inlet temperature, maltodextrin concentration, and feed rate, were optimized by Box-Behnken design. The measured responses were drying yield, moisture content, encapsulation efficiency, and color difference. According to Box-Behnken design, 17 experiments with five center points were conducted. The data analysis was performed by Design Expert (Version: 10.0.3.0, Stat-Ease Inc., Minneapolis, USA). The experimental design combinations are shown in . The response variables as a function of process variables were expressed in the second-order polynomial equation (Vivek et al., Citation2017) as below
Table 1. Effects of spray-drying condition on response variables
Where Y is the desired value of the response, β0 βi βii βij are constant, linear, quadratic, and interaction coefficients, respectively. Xi and Xij are the levels of process variables. Analysis of variance (ANOVA) and regression analysis were performed to establish optimum conditions for the spray-drying process. The coefficient of determination (R2), adjusted coefficient of determination (Adj R2), predicted coefficient of determination (Pred. R2), adequate precision (Adeq. Precision), standard deviation (Std), root mean square error (RMSE), and mean absolute error (MAE) values were used for finding the model adequacy (Vivek et al., Citation2016). Higher values of R2, Adj. R2, Pred. R2, and Adeq. precision with lower values for Coefficient of Variation (CV), Std, RMSE, and MAE are essential for deciding the excellent fit of the model (Mourabet et al., Citation2017).
Particle Morphology and Water Solubility Index
The morphology of the probiotic Sohiong powder spray dried at optimized conditions was evaluated using Field Emission Scanning Electron Microscopy (FESEM, Nova NanoSEM, FEI, USA) at 10000x magnifications with a voltage of 10 kV. The water solubility index was determined according to Jafari et al. (Citation2017), by suspending 2.5 g of probiotic Sohiong powder sample in 30 ml of distilled water and stirred in a vortex mixer for 1 min. Then, the solution was kept at 37°C for 30 min and centrifuged at 3500 rpm at 4°C for 20 min. The supernatant was dried at 105 ± 1°C to a constant weight. The water solubility index was calculated with the following equation.
Effect of Storage on the Viability of L. Plantarum
The probiotic Sohiong powder spray dried at optimized conditions was stored at 4°C and 25°C until the cell viability reaches 6 log CFU/ml. The samples were sheltered from light throughout the storage period. The viability of L. plantarum cells in the Sohiong powder was measured at four days intervals. Appropriate serial dilutions 10−5 through 10−10 for one gram of sample were prepared in sterile saline solution (8.50 g/L NaCl). Then, the cells were allowed to grow on the MRS agar plate. Standard plate count procedure was followed to find the viability of the L. plantarum (Vivek et al., Citation2019b).
Sensory Evaluation of Reconstituted Probiotic Sohiong Juice
The spray-dried powder (10 g) was mixed with distilled water (100 ml) to make reconstituted juice. Sensory evaluation of probiotic Sohiong juice served chilled (control sample at 15°Co), and the reconstituted Sohiong juices served chilled (sample A at 15 oC), and normal (sample B at 25°C) were done. The randomly coded samples were served to a panel of 20 members. The sensory attributes viz. aroma, taste, color, consistency, and overall likeness were evaluated on a 9-point hedonic scale. Then, the mean values of each attribute were calculated.
Statistical Analysis
All the experiments were conducted in triplicates. The analysis of variance (ANOVA) was carried out using SPSS (Ver. 20, SPSS Inc., USA) to determine significant differences (p < .05) among samples. The Duncan multiple range test with a 95% confidence interval was used for data analysis. The RMSE and MAE values were calculated using Microsoft Excel (2016).
Results and Discussion
The average values of response variables such as drying yield, moisture content, encapsulation efficiency, and color values measured for each set of experimental run are presented in . The regression coefficients of the quadratic equations for each response variable and its significance at 95% confidence level are shown in . From the ANOVA data, it is confirmed that the fitted models were suitable with high R2, Adj R2, and Pred. R2 values and showed in-significant lack of fit.
Table 2. Regression coefficients for the prediction of response variables and their significance levels
Drying Yield of Spray-Dried Sohiong Powder
The drying yield is an important parameter for spray-dried powder. The result varied between 50% and 65% depending on the inlet temperature, maltodextrin concentration, and inlet feed rate. The yield was in the acceptable range (Tontul and Topuz, Citation2017). Drying yield significantly increased with increase in inlet temperature and maltodextrin concentration but decreased with increased feed rate. The interaction terms, i.e., inlet temperature and feed rate; maltodextrin concentration and feed rate significantly increased the drying yield of probiotic Sohiong powder. The data fit the model well with high R2 and low RMSE and MAE values (). The highest powder yield (65.49%) was at 140°C inlet temperature, with 25% maltodextrin concentration, and 180 ml/h inlet feed rate (). The increase in yield may be due to the increased maltodextrin concentration, which increases the solid content of the feed. The maltodextrin also helps in increasing the glass transition temperature of the food components, thereby reducing the stickiness problem of the powder. This also plays an important role in increasing the powder yield (Barbosa and Teixeira, Citation2017; Can Karaca et al., Citation2016). Similar results were observed for cashew apple (Pereira et al., Citation2014), orange (Barbosa et al., Citation2015), lychee (Kingwatee et al., Citation2015), and pomegranate (Vikram et al., Citation2012) powders.
Moisture Content of Spray-Dried Sohiong Powder
Moisture content is an important quality parameter for probiotic fruit powder. It influences the water activity, powder flow properties, and probiotic cell viability during storage. Fruit powders with low moisture content offer excellent stability and longer shelf life (Guerin et al., Citation2017). The moisture content of the powder significantly decreased with increase in inlet temperature and maltodextrin concentration. However, it increased with increase in the inlet feed rate. The moisture content of the powder varied from 3.15% to 4.50% (wb). The interaction terms, i.e. inlet temperature and maltodextrin concentration, significantly decreased the moisture content of Sohiong powder. The rate of moisture evaporation increases at higher inlet temperature (Arepally and Goswami, Citation2019). The data fits the model extremely well with high R2, low RMSE, and MAE values (). The moisture content of the powder was lowest (3.15% wb) at 140°C inlet temperature, 25% maltodextrin concentration, and 180 ml/h inlet feed rate (). This moisture content is in the acceptable range for industrial production of spray-dried juice powders (Nishad et al., Citation2017). Similar results have been reported for acai (Tontul and Topuz, Citation2017), carrot-celery (Khalilian Movahhed and Mohebbi, Citation2016), and orange (Chegini and Ghobadian, Citation2005) powders.
Encapsulation Efficiency of Spray-Dried Sohiong Powder
The encapsulation efficiency is directly related to the probiotic viability and is useful in developing a target delivery system. For probiotic Sohiong powder, the encapsulation efficiency ranged between 61% and 86% and decreased with increased inlet temperature and feed rate. The higher heat and mechanical stresses during spray drying at higher inlet temperature decrease encapsulation efficiency and probiotic viability (Behboudi-Jobbehdar et al., Citation2013; Santivarangkna et al., Citation2008). The interaction terms, i.e., inlet temperature and maltodextrin concentration significantly increased the encapsulation efficiency. The data fit the model well with high R2, low RMSE, and MAE values (). The highest encapsulation efficiency (85.91%) was at 120°C inlet temperature, 12% maltodextrin concentration, and 180 ml/h inlet feed rate (). Under these conditions, the viable cell count in Sohiong powder was 7.08 log CFU/g. It is generally accepted that probiotic products should have minimum effective concentration of 106 CFU/mL or gram (Pinto et al., Citation2015). Similar results have been reported for passion fruit (Dias et al., Citation2018) and cashew apple juice (Pereira et al., Citation2014) powders.
Color Analysis of Spray-Dried Sohiong Powder
Color of the fruit powder is an important quality attribute that has strong influence on consumer buying behavior. The Sohiong juice is rich in anthocyanins and has purplish to red color (Vivek et al., Citation2018). The color of the spray-dried product depends on the natural color, carrier material concentration, and inlet temperature (Obón et al., Citation2009). The color difference of the spray-dried powder varied from 45 to 61 (). Significant reduction in color difference (∆E) was observed for linear terms like inlet temperature and maltodextrin concentration. The white color of maltodextrin influences the final color of the powder. The whiteness of the spray-dried Sohiong powder increased with the increase of inlet temperature, maltodextrin concentration, and inlet feed rate. However, redness values of the powder increased with decrease in maltodextrin concentration and inlet feed rate (). The interaction terms, inlet temperature and inlet feed rate, significantly increased the ∆E. The data fit the model well with high R2, low RMSE, and low MAE values (). The highest color difference (∆E = 60.98) for the powder was observed at 120°C inlet temperature, 12% maltodextrin concentration, and 180 ml/h inlet feed rate. Similar results have been reported for spray-dried passion fruit (Dias et al., Citation2018) and Raspberry (Anekella and Orsat, Citation2013) powders.
Figure 2. Spray-dried Sohiong powder
Data Fitting, Optimization, and Validation
Second-order polynomial equations were developed to fit the experimental data. The coefficients of the equations are presented in . The conditions of spray drying were optimized for high yield, high encapsulation efficiency, high ∆E, and low moisture content. The Analysis of Variance (ANOVA) was used for determining the significance of linear, quadratic, and interaction terms. The primary model was significant (p < .05) with insignificant (p > .05) lack of fit (LOF) for all dependent variables. The values of R2, Adj. R2, Pred. R2, and Adeq. precision was high for all the responses. The CV, Std, RMSE, and MAE values were low for the responses. Therefore, the experimental data fitted well in the model (Mourabet et al., Citation2017). The overall optimized values of response variables, i.e., drying yield (57.68%), moisture content (3.95%), encapsulation efficiency (85.75%), and ∆E (62.15) were obtained at 120°C inlet temperature, 12% maltodextrin concentration, and 201 ml/h inlet feed rate (). The overall desirability of the model was 80.50%. The validation of the model was done by conducting the experiments at the optimized conditions, and the results were close to the predicted values ().
Table 3. Optimized operating conditions of dependent variables
Particle Morphology and Water Solubility Index
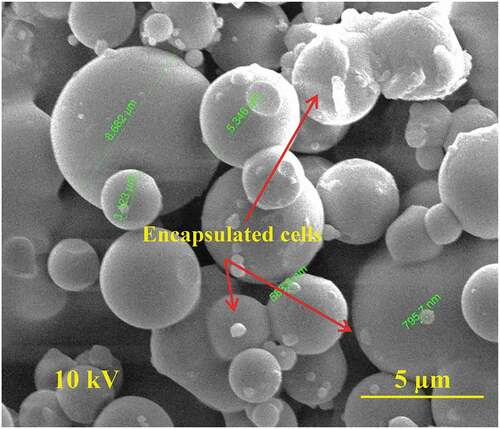
The particle morphology of the probiotic Sohiong powder, spray dried at optimized conditions, was analyzed by FESEM. Small-sized spherical particles were formed without fractures or cracks on the surface. No free cells of L. plantarum could be seen in the microphotographs. The encapsulated cells appeared as a raised mass on the surface of the spherical globule confirming proper encapsulation (). The water solubility index of probiotic Sohiong powder, spray dried at optimized conditions, was 93.23%. The addition of maltodextrin (17–20 DE) lowered the solubility of the powder. Jafari et al. (Citation2017) who reported the water solubility of pomegranate juice powders range between 91.5% to 97% using maltodextrin (17–20 DE). Water solubility is a critical criterion for determining the reconstitution quality of the powder. The solubility of more than 90% is acceptable for any fruit powders (Moreira et al., Citation2009).
Figure 3. FESEM images of spray-dried probiotic Sohiong powder at 10000 X magnification
Effect of Storage on the Viability of L. Plantarum
The viable cell count of L. plantarum in the spray-dried Sohiong powder was 7.0 log CFU/g which is at the recommended level for fruit-based probiotic powders (Pereira et al., Citation2014). Storage temperature plays a vital role in the survival of the probiotic cells in the fruit powder. The viabilities of probiotic cells in the Sohiong powder under refrigerated (5°C) and ambient (25°C) storages are shown in . Significant reduction in the viable probiotic cell count was observed for the sample under ambient condition. The cell count of the powder dropped up to 6.0 log CFU/g in 36 days. This decrease in viability may be due to exposure of probiotic bacteria to temperature, osmotic, and oxidative stresses (Min et al., Citation2017; Østlie et al., Citation2005). However, the reduction in viable probiotic cell count under refrigerated condition was slow and insignificant. There was a reduction of 1.0 log CFU/g only in the probiotic cell count of the Sohiong powder in 104 days of refrigerated storage making it suitable for commercial probiotic fruit powder formulations. Similar results have been reported for probiotic cashew apple (Pereira et al., Citation2014) and passion fruit (Dias et al., Citation2018) powders.
Figure 4. Effect of storage on viability of L. plantarum.
Sensory Evaluation of Reconstituted Probiotic Sohiong Fruit Juice
The sensory scores of reconstituted probiotic Sohiong fruit juice (samples A and B) were compared with those of the control fermented Sohiong juice (). The reconstituted (1:10 w/v) juices had cell load of >106 CFU/ml. Scores of all the sensory attributes, i.e., aroma, taste, color, consistency, and overall likeness of samples A and B were significantly higher than the control sample. Among the reconstituted juices, Sample A had a slightly higher sensory score than Sample B. However, the difference was not significant (p > .05). The control sample had low scores for aroma and taste attributes. This may be due to the fermentation of the juice and subsequent development of sour taste (Vivek et al., Citation2019b). The high score for color and consistency of samples A and B may be due to the light color and low viscosity, respectively. The high score for overall likeness in samples A and B may be due to the sweetness produced by fruit solids and addition of maltodextrin during spray drying (Nishad et al., Citation2017). The reconstituted probiotic Sohiong juice was preferred over fermented Sohiong juice.
Table 4. Sensory evaluation of reconstituted Sohiong juice
Conclusion
Fruit-based probiotic products have higher consumer demands due to various health benefits. Sohiong fruit juice was fermented with L. plantarum and spray dried to form a probiotic powder. Maltodextrin was used as an encapsulating agent. The conditions of spray drying were optimized by Box-Behnken design for powder yield, encapsulation efficiency, color difference, and moisture content. A viable cell count more than the recommended minimum level for the probiotic formulation, i.e., above 6 log CFU/g, could be achieved in the fruit powder. The best operating conditions for spay drying of Sohiong juice were 120°C inlet temperature, 12% maltodextrin concentration, and 201 ml/h inlet feed rate. The reconstituted juice also had probiotic properties with good sensory scores. The process can be adopted and up-scaled for commercial production of nondairy-based spray-dried probiotic Sohiong juice powder.
Literature cited
- Anekella, K., and V. Orsat. 2013. Optimization of microencapsulation of probiotics in raspberry juice by spray drying. LWT-Food Sci. Technol. 50(1):17–24.
- Arepally, D., and T.K. Goswami. 2019. Effect of inlet air temperature and gum Arabic concentration on encapsulation of probiotics by spray drying. Lwt 99:583–593.
- Aundhia, C., J. Raval, M. Patel, N. Shah, S. Chauhan, G. Sailor, A. Javia, and R. Mahashwari. 2011. Spray drying in the pharmaceutical industry-A review. J. Pharm. Res. 2:63–65.
- Barbosa, J., S. Borges, M. Amorim, M. Pereira, A. Oliveira, M. Pintado, and P. Teixeira. 2015. Comparison of spray drying, freeze drying and convective hot air drying for the production of a probiotic orange powder. J. Funct. Foods 17:340–351.
- Barbosa, J., and P. Teixeira. 2017. Development of probiotic fruit juice powders by spray-drying: A review. Food Rev. Int. 33(4):335–358.
- Behboudi-Jobbehdar, S., C. Soukoulis, L. Yonekura, and I. Fisk. 2013. Optimization of spray-drying process conditions for the production of maximally viable microencapsulated L. acidophilus NCIMB 701748. Drying Technol. 31(11):1274–1283.
- Bezerra, M.A., R.E. Santelli, E.P. Oliveira, L.S. Villar, and L.A. Escaleira. 2008. Response surface methodology (RSM) as a tool for optimization in analytical chemistry. Talanta 76(5):965–977.
- Can Karaca, A., O. Guzel, and M.M. Ak. 2016. Effects of processing conditions and formulation on spray drying of sour cherry juice concentrate. J. Sci. Food Agric. 96(2):449–455.
- Chaudhuri, D., N.B. Ghate, S. Panja, A. Das, and N. Mandal. 2015. Wild edible fruit of prunus nepalensis ser.(steud), a potential source of antioxidants, ameliorates iron overload-induced hepatotoxicity and liver fibrosis in mice. PloS One 10(12). e0144280
- Chegini, G., and B. Ghobadian. 2005. Effect of spray-drying conditions on physical properties of orange juice powder. Drying Technol. 23(3):657–668.
- Dias, C.O., J.D.S.O. de Almeida, S.S. Pinto, F.C. de Oliveira Santana, S. Verruck, C.M.O. Müller, E.S. Prudêncio, and R.D.D.M.C. Amboni. 2018. Development and physico-chemical characterization of microencapsulated bifidobacteria in passion fruit juice: A functional non-dairy product for probiotic delivery. Food Biosci. 24:26–36.
- Elez Garofulić, I., Z. Zorić, S. Pedisić, and V. Dragović-Uzelac. 2016. Optimization of sour cherry juice spray drying as affected by carrier material and temperature. Food Technol. Biotechnol. 54(4):441–449.
- Granato, D., G.F. Branco, F. Nazzaro, A.G. Cruz, and J.A. Faria. 2010. Functional foods and nondairy probiotic food development: Trends, concepts, and products. Compr. Rev. Food Sci. Food Saf. 9(3):292–302.
- Guerin, J., J. Petit, J. Burgain, F. Borges, B. Bhandari, C. Perroud, S. Desobry, J. Scher, and C. Gaiani. 2017. Lactobacillus rhamnosus GG encapsulation by spray-drying: Milk proteins clotting control to produce innovative matrices. J. Food Eng. 193:10–19.
- Heenan, C., M. Adams, R. Hosken, and G. Fleet. 2004. Survival and sensory acceptability of probiotic microorganisms in a nonfermented frozen vegetarian dessert. LWT-Food Sci. Technol. 37(4):461–466.
- Ikram, E.H.K., K.H. Eng, A.M.M. Jalil, A. Ismail, S. Idris, A. Azlan, and R.A.M. Mokhtar. 2009. Antioxidant capacity and total phenolic content of Malaysian underutilized fruits. J. Food Compos. Anal. 22(5):388–393.
- Jafari, S.M., M.G. Ghalenoei, and D. Dehnad. 2017. Influence of spray drying on water solubility index, apparent density, and anthocyanin content of pomegranate juice powder. Powder Technol. 311:59–65.
- Keservani, R.K., R.K. Kesharwani, N. Vyas, S. Jain, R. Raghuvanshi, and A.K. Sharma. 2010. Nutraceutical and functional food as future food: A review. Der Pharmacia Lettre 2(1):106–116.
- Khalilian Movahhed, M., and M. Mohebbi. 2016. Spray drying and process optimization of carrot–celery juice. J. Food Process. Preserv. 40(2):212–225.
- Kingwatee, N., A. Apichartsrangkoon, P. Chaikham, S. Worametrachanon, J. Techarung, and T. Pankasemsuk. 2015. Spray drying Lactobacillus casei 01 in lychee juice varied carrier materials. LWT-Food Sci. Technol. 62(1):847–853.
- Kumar, B.V., S.V.N. Vijayendra, and O.V.S. Reddy. 2015. Trends in dairy and non-dairy probiotic products-a review. J. Food Sci. Technol. 52(10):6112–6124.
- Mansouripour, S., Z. Esfandiari, and L. Nateghi. 2013. The effect of heat process on the survival and increased viability of probiotic by microencapsulation: A review. Ann. Biol. Res. 4(4):83–87.
- Masood, M.I., M.I. Qadir, J.H. Shirazi, and I.U. Khan. 2011. Beneficial effects of lactic acid bacteria on human beings. Crit. Rev. Microbiol. 37(1):91–98.
- Mestry, A., A. Mujumdar, and B. Thorat. 2011. Optimization of spray drying of an innovative functional food: Fermented mixed juice of carrot and watermelon. Drying Technol. 29(10):1121–1131.
- Min, M., C.R. Bunt, S.L. Mason, G.N. Bennett, and M.A. Hussain. 2017. Effect of non-dairy food matrices on the survival of probiotic bacteria during storage. Microorganisms 5(3):43.
- Moreira, G.E.G., M.G.M. Costa, A.C.R. de Souza, E.S. de Brito, M.D.F.D. de Medeiros, and H.M. de Azeredo. 2009. Physical properties of spray dried acerola pomace extract as affected by temperature and drying aids. LWT-Food Sci. Technol. 42(2):641–645.
- Mourabet, M., A. El Rhilassi, H. El Boujaady, M. Bennani-Ziatni, and A. Taitai. 2017. Use of response surface methodology for optimization of fluoride adsorption in an aqueous solution by Brushite. Arabian J. Chem. 10:S3292–S3302.
- Muzaffar, K., B.V. Dinkarrao, and P. Kumar. 2016. Optimization of spray drying conditions for production of quality pomegranate juice powder. Cogent Food Agric. 2(1):1127583.
- Nagpal, R., A. Kumar, M. Kumar, P.V. Behare, S. Jain, and H. Yadav. 2012. Probiotics, their health benefits and applications for developing healthier foods: A review. FEMS Microbiol. Lett. 334(1):1–15.
- Nishad, J., C.J. Selvan, S.A. Mir, and S.J.D. Bosco. 2017. Effect of spray drying on physical properties of sugarcane juice powder (Saccharum officinarum L.). J. Food Sci. Technol. 54(3):687–697.
- Nishino, T., Y. Matsuda, and Y. Yamazaki. 2018. Separation of viable lactic acid bacteria from fermented milk. Heliyon 4(4):e00597.
- Obón, J., M. Castellar, M. Alacid, and J. Fernández-López. 2009. Production of a red–purple food colorant from Opuntia stricta fruits by spray drying and its application in food model systems. J. Food Eng. 90(4):471–479.
- Østlie, H.M., J. Treimo, and J.A. Narvhus. 2005. Effect of temperature on growth and metabolism of probiotic bacteria in milk. Int. Dairy J. 15(10):989–997.
- Paim, D.R., S.D. Costa, E.H. Walter, and R.V. Tonon. 2016. Microencapsulation of probiotic jussara (Euterpe edulis M.) juice by spray drying. LWT 74:21–25.
- Pereira, A.L.F., F.D.L. Almeida, M.A. Lima, J.M.C. da Costa, and S. Rodrigues. 2014. Spray-drying of probiotic cashew apple juice. Food Bioprocess Technol. 7(9):2492–2499.
- Pinto, S.S., S. Verruck, C.R. Vieira, E.S. Prudêncio, E.R. Amante, and R.D. Amboni. 2015. Influence of microencapsulation with sweet whey and prebiotics on the survival of Bifidobacterium-BB-12 under simulated gastrointestinal conditions and heat treatments. LWT-Food Sci. Technol. 64(2):1004–1009.
- Rymbai, H., A. Roy, N. Deshmukh, A. Jha, W. Shimray, G. War, and S. Ngachan. 2016. Analysis study on potential underutilized edible fruit genetic resources of the foothills track of Eastern Himalayas, India. Genet. Resour. Crop Evol. 63(1):125–139.
- Santivarangkna, C., U. Kulozik, and P. Foerst. 2008. Inactivation mechanisms of lactic acid starter cultures preserved by drying processes. J. Appl. Microbiol. 105(1):1–13.
- Sharma, V., and H. Mishra. 2013. Fermentation of vegetable juice mixture by probiotic lactic acid bacteria. Nutrafoods 12(1):17–22.
- Swer, T.L., K. Chauhan, P.K. Paul, and C. Mukhim. 2016. Evaluation of enzyme treatment conditions on extraction of anthocyanins from Prunus nepalensis L. Int. J. Biol. Macromol. 92:867–871.
- Telang, A., and B. Thorat. 2010. Optimization of process parameters for spray drying of fermented soy milk. Drying Technol. 28(12):1445–1456.
- Tontul, I., and A. Topuz. 2017. Spray-drying of fruit and vegetable juices: Effect of drying conditions on the product yield and physical properties. Trends Food Sci. Technol. 63:91–102.
- Vikram, S., H. Sharanakumar, U. Nidoni, C. Ramachandra, V. Tamil, and K. Prakash. 2012. Comparative study on spray-drying and freeze-drying of pomegranate (Punica granatum L.) juice fermented with L. acidophilus. Int. J. Food Nutr. Sci. 1:118–127.
- Vivek, K., S. Mishra, and R.C. Pradhan. 2018. Physicochemical characterization and mass modelling of Sohiong (Prunus nepalensis L.) fruit. J. Food Meas. Charact. 12(2):923–936.
- Vivek, K., S. Mishra, and R.C. Pradhan. 2019a. Optimization of ultrasound‐assisted enzymatic extraction of Sohiong (Prunus nepalensis) juice. J. Food Process. Eng. 42(1):e12948.
- Vivek, K., S. Mishra, R.C. Pradhan, and R. Jayabalan. 2019b. Effect of probiotification with Lactobacillus plantarum MCC 2974 on quality of Sohiong juice. LWT 108:55–60.
- Vivek, K., S. Mishra, and R. Sasikumar. 2017. Effect of ultra-sonication on postharvest quality parameters and microbial load on Docynia indica. Sci. Hortic. 225:163–170.
- Vivek, K., K. Subbarao, and B. Srivastava. 2016. Optimization of postharvest ultrasonic treatment of kiwifruit using RSM. Ultrason Sonochem. 32:328–335