
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
The effect of temperature and pre-treatment on drying kinetics and color parameters of apricot was investigated. The apricots were dried at 50, 60, 70, and 80°C and constant air velocity of 2.0 m/s in cabinet dryer. Sodium metabisulfite solution (8%, w/w) was applied to 10 min prior to drying process. It was observed that both the drying temperature and the pre-treatment affected the drying and color parameters. The drying times of pre-treated samples were 6.49–20% shorter than those of control samples. To select the most appropriate thin-layer drying model for drying treatments, 10 mathematical drying models were fitted to the experimental data. Midilli & Kucuk model satisfactorily described the drying kinetics of SMB and control apricots. Effective moisture diffusivity ranged from 6.85 × 10−10 to 2.10 × 10−9 m2/s for control, between 7.83 × 10−10 and 2.49 × 10−9 m2/s for SMB samples calculated using the Fick’s second law. Activation energy was estimated by using an Arrhenius type equation and found to be 34.25 kJ/mol and 35.39 kJ/mol control and SMB samples, respectively.
Introduction
Apricot (Prunus armeniaca L.) is classified under the Prunus species of Prunaidea subfamily of the Rosaceae family of the Rosales group. Apricots can be used as fresh, dried, or processed fruit. According to FAO (FAO, Citation2017), the World’s apricot annual production in 2016 is approximately 3881204 tons and Turkey is the first with 730000 tons of apricot production. About 21.79% of the World apricot harvest areas are in Turkey. In 2016, 3881204 tons of apricots were produced in 508014 hectares in the world and 730,000 tons of apricots were produced in Turkey in 123805 hectares. Fifty percent of the fresh and 90–95% of dried apricots of Turkey is produced in Malatya region. In Malatya region, 6.2 million apricot trees yield approximately 250–400 and 50–100 thousand tons of fresh and dried apricots annually, respectively (Gokbulut and Karabulut, Citation2012). The most widely produced two types of apricots are Hacihaliloglu and Cataloglu in Malatya region, dry matter rate is around 30%. The world average of this value is around 15–20%. It is suitable for drying because of its high dry matter content. Therefore, 90% of the apricots in Malatya are evaluated by drying. Turkey is the leading producer and provides about 75% of the world’s dried apricots (Inserra et al., Citation2017).
Apricot is a climacteric fruit with a very short storage life of food preservation and is very important in terms of food security and unsuitable for the production and maintenance of product quality and nutritional value method can create a loss for choice. Drying is one of the most used process in preserving the food stability and is a complicated process with simultaneous heat and mass transfer accompanied by physicochemical transformations. Drying occurs because of vaporization of liquid by supplying heat to wet feedstock. Based on the mechanisms of heat transfer, drying is categorized into direct (convection), indirect or contact (conduction), radiant (radiation) and dielectric or microwave (radio frequency) drying (Sahni and Chaudhuri, Citation2012). Open air-sun drying is the most common drying method for fruits and vegetables in the world and Turkey. However, this drying technique has some disadvantages like the slowness of the process, the exposure to environmental contamination, and the hand labor requirement. Furthermore, direct exposure to solar radiation results in desired color changes. There is also quality of the dried products may be lowered significantly. Therefore, using solar and hot air dryers, which are far more rapid, providing uniformity and hygiene, are inevitable for industrial food drying processes (Doymaz, Citation2004; Karabulut et al., Citation2007).
Convective drying of food products is extensively employed as a preservation technique. During the convective drying of solids, two processes occur simultaneously, namely: transfer of energy from the surrounding environment; and transfer of moisture from within the solid (McMinn and Magee, Citation1999). To reduce the influence of unwanted reactions and drying to make it more effective to increase the quality of the final product is recommended for some pre-treatment process. Chemical and physical pretreatments were suggested by several authors to improve the drying rate of whole fruits with waxy skins, e.g., grapes, plums, peach, cherries, apricots, gooseberry, blueberries, and hawthorn fruit (Doymaz, Citation2004; Bingol et al., Citation2012; Kingsly et al., Citation2007; Vásquez-Parra et al., Mahmutoglu et al., Citation1996; Senadeera et al., Citation2014; JafariNaeimi et al., Citation2016).
Sulfur dioxide is used widely in the food industry for different purposes. It is used for preventing color degradation (the Maillard reaction inhibitor), as antioxidants (oxygen scavengers) and the antimicrobial during the drying process and storage. There are several compounds used in the food industry from which the water-soluble sulfite anion SO32- is derived: Sulfur dioxide, sodium sulfite, and potassium and sodium salts of bisulfite and metabisulphate (Alvarez and Boye, Citation2012). The pretreatments and heat are applied to help to reduce the resistance to water diffusion by showing a synergistic effect. In Turkey, apricots are pre-treated with water-soluble sulfite salts (such as potassium metabisulphite (K2S2O5) and sodium metabisulphite (Na2S2O5)) which are commonly burned in the presence of elemental sulfur oxygen to produce sulfur dioxide gas. While maximum sulfur levels vary by country, with dry apricot, Turkey, and Germany in 2000 mg/kg given permission Italian 600 mg/kg is allowed.
Various drying methods of apricot are presented in the literature, such as sun drying (Gogus et al., Citation2007; Karabulut et al., Citation2007; Togrul and Pehlivan, Citation2004), convective drying (Doymaz, Citation2004; Garcia-Martinez et al., Citation2013; Ihns et al., Citation2011), infrared drying (Kayran and Doymaz, Citation2017) and combine drying (radiation and convection) (Albanese et al., Citation2013; Horuz et al., Citation2017; Izli, Citation2016). However, there is no information in literature about hot-air drying of Cataloglu apricot variety. The main objectives of this study were to investigate the effect of drying temperature and pretreatment affected on drying time, drying rate, and product color, fit the experimental data to 10 thin-layer drying models, and to calculate the effective moisture diffusivity and activation energy.
Materials and Methods
Sample Preparation
Cataloglu apricot (Prunus armeniaca L.) samples were obtained from a producer from Malatya region. The fruits were collected according to the characteristics of the ripe maturity, uniform size, color and texture. Before drying process, the samples are divided into two lots before use. One lot of apricots was pretreated with solution of sodium metabisulfite (8% Na2H2SO5) at 20°C for 10 min (SMB code). The other lot was untreated (Control code).
The dry matter and initial moisture contents of the fresh apricots were determined according to using AOAC method 934.06 (AOAC, Citation1990). Triplicate samples were used for the determination of moisture content and the average values were reported as 2.98 kg water/kg dry matter (dry basis). The pH was determined by using pH meter (Inolab/Level) and acidity (% citric acid) was determined according to Cemeroglu (Citation2007). Ash were analyzed according to TS 1128 ISO 763.
Experimental Set-up
Apricot samples were dried as a single layer in a cabinet type dryer (APV & PASILAC, England), which is shown in . It was constructed from stainless steel sheets formed as a rectangular tunnel of dimensions 0.54 × 1.4 × 1.02 m. The dryer was started 30 min before the experiments in order to reach steady-state. About 200 g of the raw product, spread as a thin layer, was loaded onto the drying tray of size 0.3 × 0.3 m. Moisture loss in the samples with initial load of 85 ± 0.2 g and was measured with a digital balance (Mettler-Toledo AG, Grefensee, Switzerland, model BB3000) with accuracy of 0.1 g and recorded at 30 min intervals. Drying was stopped when the moisture content of samples were approximately 0.29 kg water/kg dry matter (d.b.). The dried product was cooled and packed in low-density polyethylene bags that were heat-sealed. The experiments were triplicated and average values of the moisture content were used for drawing the drying curves. Drying data was analyzed using two-way analysis of variance at p < 0.5.
Figure 1. Experimental setup for the drying experimental studies
Mathematical Modeling
The data derived from drying of apricot were fitted with 10 thin-layer drying models () typically used for the modeling of drying curves. The moisture ratio (MR) of apricots during drying experiments was calculated by using the following Equationequation (1)(1)
(1) :
Table 1. Thin-layer drying models used for apricot drying
Where Mt, M0 and Me are moisture content at any time, initial moisture content, equilibrium moisture content (kg water/kg dry matter), MR is the moisture ratio, M0 is the initial moisture (kg water/kg dry matter), Me is the equilibrium moisture (kg water/kg dry matter) and t is drying time (min). The equilibrium moisture content (Me) is relatively small compared with M0, especially for long drying time, which was assumed to be zero. So MR can be simplified to MR = Mt/M0 (Faal et al., Citation2015).
The drying rate (DR) was calculated using EquationEq. (2)(2)
(2) :
Where Mt+Δt is moisture content at t+ Δt (kg water/kg dm), and t is time (min).
Data Analysis
Data were analyzed using Statistica 8.0.550 (StatSoft Inc., Tulsa, OK, USA) software package. The parameters of models were estimated using a non-linear regression procedure based on the Levenberg-Marquardt algorithm. The fitting quality of the experimental data to all models was evaluated using the coefficient of determination (R2), mean relative percent error (P), reduced chi-square (χ2), and root mean square error (RMSE). The P, χ2 and RMSE were calculated from the following formulas:
where MRexp,i and MRpre,i are experimental and predicted dimensionless moisture ratios, respectively, N is number of observations, and z is number of constants. The best model was chosen based on the following three criteria: The highest value of R2 and the least values of P, χ2, and RMSE (Fahloul et al., Citation2009).
Determination of Effective Moisture Diffusivity
It is generally assumed that the mechanism of moisture migration during thin-layer drying of food materials is characterized by diffusion as described by Fick’s second law of diffusion:
The analytical solution of Fick’s second law (EquationEq. 6)(6)
(6) unsteady state diffusion in a spherical coordinates with the assumptions of moisture migration being by diffusion, negligible shrinkage, constant effective diffusivity and temperature during the drying process is given as follows (Crank, Citation1975):
For long drying periods, EquationEq. (7)(7)
(7) can be further simplified to only the first term of the series. Thus, EquationEq. (7)
(7)
(7) is written in a logarithmic form as follows:
The effective moisture diffusivity is obtained by plotting the experimental drying data in terms of ln (MR) versus time (min). From EquationEq. (8(8)
(8) ), a plot of ln MR versus time gives a straight line with a slope of (K), in which:
Computation of Activation Energy
The relationship between the effective moisture diffusivity and drying temperature was described using the Arrhenius-type equation:
Here D0 is the pre-exponential factor (m2/s), Ea is the activation energy (kJ/mol), R is the universal gas constant (8.314 kJ/(mol×K)), and T is drying air temperature (°C).
Color
The color attributes of fresh and dried apricot samples in terms of L, a, and b values were measured using a CR-400 colorimeter (Konica Minolta Co, Osaka, Japan), which was calibrated with a white standard board. Total color change (ΔE) and chrome (C) were calculated by using EquationEqs. (11)(11)
(11) and (Equation12
(12)
(12) ), respectively.
The samples were placed in a standard light. L, a, and b values separately represent brightness to darkness, redness (+) to greenness (−), and yellowness (+) to blueness (−). Four replications were performed.
Results and Discussion
Physicochemical Characterization
The average initial moisture of fresh samples was determined as 2.98 kg water/kg dry matter (d.b.). The values of pH and titratable acidity were found to be 4.20 and 0.34, respectively. Similar results have been obtained by Haciseferogullari et al. (Citation2007). They found that the pH and acidity contents of various apricot varieties in the Malatya region were established between 4.16–5.23 and 0.17–0.79 (% malic acid), respectively. Akin et al. (Citation2008) reported that the ash content, titratable acidity (citric acid) and pH of Cataloglu variety were 0.74%, 0.1% and 5.51, respectively.
Drying Curves
The effect of temperature on drying curves of the apricot during drying is shown in . The drying curves are typical to ones for similar fruits. The moisture content decreased exponentially with elapsed duration of drying and decreased faster at higher temperature levels in all cases, as expected. The results showed that drying time decreased greatly when the temperature increased. The pretreated samples with SMB solution were dried faster than the control samples, confirming that the pretreatment-reduced resistance to moisture movement and thus increased drying rate. The drying time required reaching the final moisture content of control samples were 2610, 1380, 1050, and 840 min and SMB samples 2220, 1110, 930, and 720 min at the drying temperature of 50, 60, 70, and 80°C, respectively. The average drying rate of control and pretreated samples increased 3.10 and 3.08 times, respectively, as temperature increased from 50 to 80°C. This is due to the increasing energy of the water molecules at increased temperature, which can escape easier and faster. The decrease in drying time with an increase in the air temperature has been reported by some authors. Also, the pretreated samples with SMB solution showed a shortening of drying time between 11.43% and 19.56% compared to control samples according to drying temperatures. These results are in agreement with the earlier observations (Karabulut et al., Citation2007; Togrul and Pehlivan, Citation2004).
Figure 2. Drying curves of apricot at different temperature
Drying Rate
exhibits the variation of drying rate as a function of time. A constant drying rate period was not observed in all cases. The drying of apricot occurs in the falling drying rate period, and a continuous decrease of the drying rate decreasing moisture content can be seen. This indicated that diffusion was the dominant mechanism for removing of water from apricot halves. Similar results were also observed by some authors (Faal et al., Citation2015; Horuz et al., Citation2017; Stegou-Sagia and Fragkou, Citation2018). In , the increase of drying rate is observed with the increase of air temperature. This means, at high temperatures the heat and mass transfer is higher and the water loss is more excessive. The drying rate was higher in the initial operation and then decreased during the drying process to reduce the moisture content in the samples. The results were consistent with observations made by different authors on apricot drying (Horuz et al., Citation2017; Mirzaee et al., Citation2009).
Figure 3. Drying rate vs. time for apricots pretreated and without treatment
Evaluation of the Models
The moisture content data obtained at different temperatures were converted into the MR and fitted to ten thin-layer drying models listed in . Performance of the models were evaluated in terms of R2, P, χ2 and RMSE, which represent the coefficient of determination, mean relative percent error, reduced chi-square and the root mean square error of non-linear regression analysis, respectively. The higher the R2, lower the P, χ2 and RMSE, the better is the goodness of fit. show that among the selected models, the Midilli & Kucuk model gave the highest R2 with an average value of 0.9996 and the lowest P, χ2, and RMSE with average values of 1.3075, 0.000026, and 0.026025, respectively, considering all the treatments. Therefore, the Midilli & Kucuk model was selected as a suitable drying model to represent the drying behavior of apricot in hot-air dryer within the experimental range. In the predicted MR versus experimental MR is given for the Midilli & Kucuk model. Since the data plotted is very near the straight line, it can be said that experimental data and predicated data are in good agreement.
Table 2. Statistical results obtained from the selected drying models for SMB samples
Table 3. Statistical results obtained from the selected drying models for control samples
Figure 4. Experimental and predicted moisture ratio from the Midilli & Kucuk model distributions of apricots at different temperature
Effective Moisture Diffusivity
The effective moisture diffusivity (Deff) values of apricot samples calculated from EquationEq. (9(9)
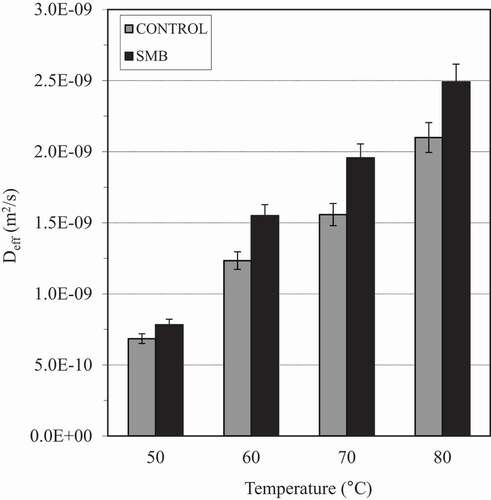
(9) ), are given in and ranged from 6.85 × 10−10 to 2.49 × 10−9 m2/s. It can be seen that Deff values increased greatly with increasing air temperature. A similar result of the influence of drying temperature on moisture diffusivity during air drying has been found in apricot, peach, and plum (Doymaz, Citation2004; Goyal et al., Citation2007; Kingsly et al., Citation2007). The experimental results demonstrate the importance of the pretreatment in reducing the mass transfer resistance of the apricot skin. A similar effect of pretreatment has been found in the other drying studies for apricot (Doymaz, Citation2004; Mahmutoglu et al., Citation1996). Drying at 80°C has the highest value of effective moisture diffusivity and the lowest value was obtained for 50°C. Several investigations, carried out on apricots under similar temperature and velocity conditions showed Deff values to lie between 4.86 and 8.32 × 10−9 m2/s for apricots (Togrul and Pehlivan, Citation2003), 2.49–5.74 × 10−9 m2/s (Ubeyitogullari and Cekmecelioglu, Citation2016); 1.70–1.15 × 10−9 m2/s (Mirzaee et al., Citation2009), and 0.83–1.38 × 10−9 m2/s (Xiao et al., Citation2010). Generally, the values of effective moisture diffusivity fall within the range of 10−12 to 10−8 for all agricultural and food products (Zogzas et al., Citation1996).
Figure 5. Effective moisture diffusivity versus temperature
Activation Energy
The activation energy can be determined from the slope of Arrhenius plot, ln (Deff) versus 1/(T + 273.15) (EquationEq. 10)(10)
(10) . The ln (Deff) as a function of air temperature is plotted in . The slope of the line is (-Ea/R) and the intercept equals to ln (D0). The results show a linear relationship due to Arrhenius type dependence. EquationEqs. (13
(13)
(13) and Equation14
(14)
(14) ) shows the effect of temperature on Deff of samples with the following coefficients:
Figure 6. Arrhenius-type relationship between effective moisture diffusivity and temperature
For SMB samples:
For control samples:
It was estimated that the values of activation energy (Ea) were 34.24 and 35.39 kJ/mol, with an Arrhenius factor (D0) of 2.549 × 10−4 m2/s and 4.640 × 10−4 m2/s control and SMB samples, respectively. Similar studies are available in the literature. The activation energy was determined as 29.35–33.78 kJ/mol for temperatures of 40–80°C and air velocity of 1–2 m/s for apricot drying in the study of Mirzaee et al. (Citation2009). Bon et al. (Citation2007) reported activation energies ranged at 32.8–46.3 kJ/mol for the temperature range of 50–90°C during apricot drying. Ubeyitogullari and Cekmecioglu (Citation2016) found that activation energy is 40.52 kJ/mol for the temperature range of 60–80°C.
Color Evaluation
Color is an important parameter related to the quality of the product and criteria to consumers of dried fruits. The average values for the color parameters of fresh apricots were as follows: L = 61.75, a = 9.08, and b = 34.47. The color parameters of fresh and dried samples are presented in . The color values of all dried samples are less than the fresh samples. As the drying temperature increased from 50°C to 70°C, the L, a, and b values of the dried samples were increased. In contrast, a decrease in the L, a and b values of the dried samples at 80°C was recorded.
Table 4. The color values of the fresh and dried samples at different temperatures
It can be seen that the entire-dried apricots had lower values of L than the fresh samples. The L values which show brightness of product were ranged between 41.29 and 46.65 for SMB samples, and 36.31 and 38.03 for control samples. The lowest L values were obtained at 50°C dried SMB and control apricots. As can be clearly seen from , a values increased as the drying temperature increased. On the other hand, the creation of brown pigments in the effect of non-enzymatic processes (Maillard reaction) during drying process might play an important role in the production of red color (Vega-Galvez et al., Citation2009). The values of b were increased with increasing of drying temperature, indicating dried samples with pre-treated SMB solution at high temperature were yellower.
The chroma is measure of chromaticity (C), which denotes the purity or saturation of the color. The chroma (C) values showed an increase during drying process. Chroma (C) values varied from 14.92 to 20.27 and 8.30 to 10.13 for SMB and control samples, respectively. Total color change (ΔE) gives the result of the change in color values. When the drying temperature increases from 50 to 80°C, ΔE was decreased from 32.46 to 27.18, and 41.52 to 39.71 for SMB and control samples, respectively.
Conclusions
In this study, the drying characteristics of apricot were investigated in cabinet dryer at different temperatures. Constant rate period was not observed and drying carried on in falling rate period. The drying and color characteristics were significantly influenced by temperature and pretreatment. The drying time decreased with the increase of temperature. To explain the drying behavior of apricot, 10 thin-layer drying models were applied. The Midilli & Kucuk model gave the best results and showed good agreement with experimental data obtained from the experiments for SMB and control samples. The effective moisture diffusivity was computed from Fick’s second law, the values of which varied between 6.85 × 10−10 m2/s and 2.15 × 10−9 m2/s for control and 7.82 × 10−10 m2/s and 2.51 × 10−9 m2/s for SMB samples. With the increase of temperature, the effective moisture diffusivity increased. Activation energy was estimated by an Arrhenius type equation and found to 35.04 kJ/mol and 35.68 kJ/mol for control and SMB samples, respectively.
Disclosure statement
The authors declare that they have no conflict of interest.
References
- Aghbashlo, M., M.H. Kianmehr, S. Khani, and M. Ghasemi. 2009. Mathematical modeling of carrot thin-layer drying using new model. Int. Agrophys. 23:313–317.
- Akin, E.B., I. Karabulut, and A. Topcu. 2008. Some compositional properties of main Malatya apricot (Prunus armeniaca L.) varieties. Food Chem. 107:939–948.
- Albanese, D., L. Cinquanta, G. Cuccurullo, and M. Di Matteo. 2013. Effects of microwave and hot air and drying methods on colour, β-carotene and radical scavenging activity of apricots. Int. J. Food Sci. Technol. 48:1327–1333.
- Alvarez, P.A., and J.I. Boye. 2012. Food production and processing considerations of allergenic food ingredients: A review. J. Allergy (Cairo). doi: https://doi.org/10.1155/2012/746125.
- AOAC. 1990. Official method of analysis. Association of Official Analytical Chemists, Arlington, VA.
- Bingol, G., J.S. Roberts, M.O. Balaban, and Y.O. Devres. 2012. Effect of dipping temperature and dipping time on drying rate and color change of grapes. Drying Technol. 30:597–606.
- Bon, J., C. Rosselló, A. Femenia, V. Eim, and S. Simal. 2007. Mathematical modeling of drying kinetics for apricots: Influence of the external resistance to mass transfer. Drying Technol. 25: 1829–1835.
- Cemeroglu, B.. 2007. Food Analysis. Society of Food Technology Publications, Ankara.
- Corzo, O., N. Bracho, A. Pereira, and A. Vásquez. 2008. Weibull distribution for modelling air drying of coroba slices. LWT Food Sci. Technol. 41:2023–2028.
- Crank, J. 1975. The Mathematics of Diffusion. Oxford University Press, London.
- Doymaz, I. 2004. Effect of pre-treatments using potassium metabisulphide and alkaline ethyl oleate on the drying kinetics of apricots. Biosyst. Eng. 89:281–287.
- Faal, S., T. Tavakoli, and B. Ghobadian. 2015. Mathematical modelling of thin layer hot air drying of apricot with combined heat and power dryer. J. Food Sci. Technol. 52:2950–2957.
- Fahloul, D., M. Lahbari, H. Benmoussa, and S. Mezdour. 2009. Effect of osmotic dehydration on the freeze drying kinetics of apricots. Journal of Food, J. Food Agric. Environ. 7:117–121.
- FAO. (2017). FaoStat: Agriculture data. December 15 http://www.fao.org/faostat/en/#data/QC
- Garcia-Martinez, E., M. Igual, M.E. Martin-Esparza, and N. Martinez-Navarrete. 2013. Assessment of the bioactive compounds, color, and mechanical properties of apricots as affected by drying treatment. Food Bioprocess Technol. 6:3247–3255.
- Gogus, F., M.Z. Ozel, and A.C. Lewis. 2007. The effect of various drying techniques on apricot volatiles analysed using direct thermal desorption-GC-TOF/MS. Talanta 73:321–325.
- Gokbulut, I., and I. Karabulut. 2012. SPME–GC–MS detection of volatile compounds in apricot varieties. Food Chem. 132:1098–1102.
- Goyal, R.K., A.R.P. Kingsly, M.R. Manikantan, and S.M. Ilyas. 2007. Mathematical modelling of thin layer drying kinetics of plum in a tunnel dryer. J. Food Eng. 79:176–180.
- Haciseferogullari, H., I. Gezer, M.M. Ozcan, and B.M. Asma. 2007. Post-harvest chemical and physical-mechanical properties of some apricot varieties cultivated in Turkey. J. Food Eng. 79:364–373.
- Henderson, S.M., and S. Pabis. 1961. Grain drying theory II. Temperature effect on drying coefficient. J. Agric. Eng. Res 6:169–174.
- Horuz, E., H. Bozkurt, H. Karatas, and M. Maskan. 2017. Drying kinetics of apricot halves in a microwave-hot air hybrid oven. Heat Mass Transfer 53:2117–2127.
- Ihns, R., L.M. Diamante, G.P. Savage, and L. Vanhanen. 2011. Effect of temperature on the drying characteristics, colour, antioxidant and beta-carotene contents of two apricot varieties. Int. J. Food Sci. Technol. 46:275–283.
- Inserra, L., T. Cabaroglu, K. Sen, E. Arena, G. Ballistreri, and B. Fallico. 2017. Effect of sulphuring on physicochemical characteristics and aroma of dried Alkaya apricot: A new Turkish variety. Turk. J. Agric. For. 41:59–68.
- Izli, N. 2016. Convective, microwave and microwave-convective drying and mathematical modeling of apricot (Prunus armeniaca L.). Anadolu Tarim Bilimleri Dergisi 31:375–384.
- Izli, N., G. Yildiz, H. Unal, E. Isik, and V. Uylaser. 2014. Effect of different drying methods on drying characteristics, colour, total phenolic content and antioxidant capacity of Goldenberry (Physalis peruviana L.). Int. J. Food Sci. Technol. 49:9–17.
- JafariNaeimi, K., R. Ahmadi, and M. DavariShamsabadi. 2016. Influence of pre-treatment on the drying process of apricots. Iran Agric. Res. 35:71–78.
- Karabulut, I., A. Topcu, A. Duran, S. Turan, and B. Öztürk. 2007. Effect of hot air drying and sun drying on color values and β-carotene content of apricot (Prunus armenica L.). LWT Food Sci. Technol. 40:753–758.
- Kayran, S., and I. Doymaz. 2017. Infrared drying and effective moisture diffusivity of apricot halves: Influence of pretreatment and infrared power. J. Food Process. Preserv. 41:e12827.
- Kingsly, A.R.P., R.K. Goyal, M.R. Manikantan, and S.M. Ilyas. 2007. Effects of pretreatments and drying air temperature on drying behaviour of peach slice. Int. J. Food Sci. Technol. 42:65–69.
- Mahmutoglu, T., Y.B. Saygi, M. Borcakli, and G. Özay. 1996. Effect of the pre-treatment-drying method combinations on the drying rates, quality and storage stability of apricots. LWT Food Sci. Technol. 29:418–424.
- McMinn, W.A., and T.R.A. Magee. 1999. Principles, methods and applications of the convective drying of foodstuffs. Food Bioprod. Process. 77:175–193.
- Midilli, A., and H. Kucuk. 2003. Mathematical modeling of thin layer drying of pistachio by using solar energy. Energy Convers. Manage. 44:1111–1122.
- Mirzaee, E., S. Rafiee, A. Keyhani, and Z. Emam-Djomeh. 2009. Determining of moisture diffusivity and activation energy in drying of apricots. Res. Agric. Eng. 55:114–120.
- Roberts, J.S., D.R. Kidd, and O. Padilla-Zakour. 2008. Drying kinetics of grape seeds. J. Food Eng. 89:460–465.
- Sahni, E.K., and B. Chaudhuri. 2012. Contact drying: A review of experimental and mechanistic modeling approaches. Int. J. Pharm. 434:334–348.
- Senadeera, W., G. Adiletta, M. Di Matteo, and P. Russo. 2014. Drying kinetics, quality changes and shrinkage of two grape varieties of Italy. Appl. Mech. Mater. 553:362–366.
- Sharma, G.P., and S. Prasad. 2004. Effective moisture diffusivity of garlic cloves undergoing microwave-convective drying. J. Food Eng. 65:609–617.
- Stegou-Sagia, A., and D.V. Fragkou. 2018. Thin layer drying modeling of apples and apricots in a solar-assisted drying system. J. Therm. Eng. 4:1680–1691.
- Tiwari, S., and G.N. Tiwari. 2018. Grapes (Vitis vinifera) drying by semitransparent photovoltaic module (SPYM) integrated solar dryer: An experimental study. Heat Mass Transfer 54:1637–1651.
- Togrul, I.T., and D. Pehlivan. 2003. Modelling of drying kinetics of single apricot. J. Food Eng. 58:23–32.
- Togrul, I.T., and D. Pehlivan. 2004. Modelling of thin layer drying kinetics of some fruits under open-air sun drying process. J. Food Eng. 65:413–425.
- Ubeyitogullari, A., and D. Cekmecelioglu. 2016. Optimization of hemicellulose coating as applied to apricot drying and comparison with chitosan coating and sulfite treatment. J .Food Process Eng. 39:542–552.
- Vásquez-Parra, J.E., C.I. Ochoa-Martínez, and M. Bustos-Parra. 2013. Effect of chemical and physical pretreatments on the convective drying of cape gooseberry fruits (Physalis peruviana). J. Food Eng. 119:648–654.
- Vega-Galvez, A., K.D. Scala, K. Rodriguez, R. Lemus-Mondaca, M. Miranda, J. Lopez, and M. Perez-Won. 2009. Effect of air-drying temperature on physico-chemical properties, antioxidant capacity, color and total phenolic content of red pepper (Capsicum annuum L. var. Hungarian). Food Chem. 117:647–653.
- Wang, Z., J. Sun, X. Liao, F. Chen, G. Zhao, J. Wu, and X. Hu. 2017. Mathematical modeling on hot air drying of thin layer apple pomace. Food Res. Int. 40:39–46.
- Xiao, H.W., S.X. Zhang, J.W. Bai, X.M. Fang, Z.J. Zhang, and Z.J. Gao. 2010. Air impingement drying characteristics of apricot. Trans. Chin. Soc. Agric. Eng. 26:318–323.
- Zhu, A., and X. Shen. 2014. The model and mass transfer characteristics of convection drying of peach slices. Int. J. Heat Mass Transf. 72:347–351.
- Zogzas, N.P., Z.B. Maroulis, and D. Marinos-Kouris. 1996. Moisture diffusivity data compilation in foodstuffs. Drying Technol. 14:2225–2253.