
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
In this paper, a bi-objective optimization model is developed to integrate the cell formation and inter/intra-cell layouts in continuous space by considering fuzzy conditions to minimize the total cost of parts relocations as well as cells reconfigurations. The intra- and inter-cell movements for both parts and machines using batch sizes for transferring parts are related to the distance traveled through a rectilinear distance in a fuzzy environment. To solve the proposed problem as a bi-objective mixed-integer non-linear programming model is NP-hard, four meta-heuristic algorithms based on a multi-objective optimization structure are tackled to address the problem. In this regard, not only Genetic Algorithm (GA), Keshtel Algorithm (KA) and Red Deer Algorithm (RDA) are employed to solve the problem, but also a novel hybrid meta-heuristic algorithm based on the benefits of aforementioned algorithms is developed. Finally, by considering some efficient assessment metrics of Pareto-based algorithms, the results indicate that the proposed hybrid algorithm not only is more appropriate than the exact solver but it also outperforms the performance of individual ones particularly in medium- and large-sized problems.
1. Introduction and Literature Review
The facility design is a significant requirement in the field of manufacturing systems engineering. Approximately, $250 billion is spent annually in the U.S for the facility designing, planning, and re-planning [Citation1–3]. Also, it is estimated that around 20–50% of the total cost of manufacturing systems is attributed to material handling. The same source also reports that effective planning can reduce such costs by over 10–30% [Citation4–7]. Minimizing material movements may be among the initial reasons for developing a Cellular Manufacturing System (CMS) [Citation5–8]. In general, the CMS based on Group Technology (GT) is an approach to apply the advantages of both flexible and mass production properties. The main role of the CMS is to assign a number of parts and machines to each other to produce some cells on the basis of their similarities in the production process, design and geometrical characteristics comprehensively [Citation1,Citation7–9].
Recent decades have seen a great deal of interest in employing different applications of CMSs. There are numerous advantages of using the CMS included but not limited to reduce the material transferring cost, the setup time, the delivery time, the lot size and the amount of the Work-In-Process (WIP) inventory. Another main benefit is to better cause the supervisory control and the improvement of the product quality and productivity [Citation9–11]. These benefits can be accrued only if a cell configuration and a scheduling system of a CMS are effectively designed. One of the crucial steps in designing a CMS is the Cell Formation (CF) problem as a well-known work extensively studied in the literature [Citation10–13]. Given a definition of a CF, it involves two fundamental tasks (i.e. part-family formation and machine-cell formation) to minimize some objectives, such as the inter- and intra-cell movements. As indicated by these factors, the Exceptional Elements (EEs) are a common issue in a CMS of manufacturing environments recognized as the major obstacle in the cell formation and its scheduling processes [Citation12–15]. An EE can be defined generally as a product that needs to be produced in more than one cell and causes inter-cell transfer of materials. In conclusion, a well-known objective in a CF problem is to minimize the number of EEs. There are also other common objectives involving the minimization of the inter-cell material handling cost as well as the materials flow.
The facility layout is also a key element in designing a CMS considering the layout of machines within cells (intra-cell layout) and the layout of cells (inter-cell Layout) on the shop floor. An efficient facility layout can reduce the material handling cost, work-in-process, and throughput rate [Citation13–17]. A competent layout not only enhances the system performance but also minimizes around 40–50% of the production costs on average [Citation16–19]. Although minimizing the number of EEs or other common objectives (e.g. minimization of inter-cell movement cost) may reduce flows between cells, they do not necessarily lead to a minimum of the material handling cost since the real parameters related to the facility layout problem are ignored in the calculation of these objectives. Hence, incorporating the facility layout problem in the CMS design process is of high significance. However, the layout design in a CMS has not paid much attention since most of the relevant research only investigates the CFP [Citation20–24]. As stated in Alfa et al. [Citation2], facility layout and CF decisions are interrelated and tellingly addressing them simultaneously is important for the successful CMS design. However, each of these decisions is proven to be complex [Citation21–25]. As a result, the simultaneous addressing of these decisions is a difficult issue.
There are some new trends (e.g. the reliability of CMS) in recent studies. Most of them either investigate some of these decisions or handle all of them, but in a sequential fashion [Citation24–28]. On the other hand, a majority of approaches in the area of facility layout and CF problems to ease of making mathematical formulation usually consider the minimization of the number of inter- or intra-cell movements or both [Citation26–29]. Accordingly, to minimize the material handling cost, the exact information about the facility layout design in addition to the notion of distance must be considered. Moreover, those approaches that aim at minimizing the material handling cost usually apply unrealistic assumptions, such as the fixed cells and machines locations in the layout problem. Based on this drawback, the layout may be inefficient. As such, for locating the machines in the manufacturing cell space, the line formed locations are the only consideration and the machines are assigned to these positions in the majority of previous studies. As it may be evident, if assigning the number of machines to a cell cannot be a line formed, it turns into a U-form imposing additional costs to the system [Citation29–35].
Considering different real-life constraints and practical assumptions make the model difficult to solve. Due to decisions of the proposed system as a type of tactical and operational levels, the computational cost is very important for the decision-makers of a CMS to be less. Therefore, efficient solution algorithms are needed to address this dilemma. Meta-heuristics are the popular feasible alternatives to solve this complicated problem form the literature [Citation33–39]. As one of the NP-hard problems, this chance even with low possibility always exists for a new meta-heuristic algorithm to better solve such a complicated model to get a near-optimal solution in less time [Citation35–40]. This reason motivates several researchers to employ different types of meta-heuristics in this research area [Citation37–43]. To cover the limitations of several meta-heuristics employed in the literature, this study not only uses Genetic Algorithm (GA) [Citation27] as a well-known in the field and two recent meta-heuristics, namely, Red Deer Algorithm (RDA) [Citation18] and Keshtel Algorithm (KA) [Citation29] but also develops a new hybrid meta-heuristic algorithm to consider the benefits of these individual algorithms.
Given a general view of other sections of this paper, its remaining is structured as follows. Problem definition and formulation is discussed in Section 2. The proposed solution approaches including GA, RDA, KA and the developed hybrid meta-heuristic algorithm are given in Section 3. Computational results and analyses of the algorithms are explored in Section 4. Finally, concluding remarks and future research directions are provided in Section 5.
2. Proposed Model
The aim of this model is to determine concurrently the formation of cells, the layout of machines inside cells and the layout of cells on the shop floor in dynamic conditions in a way that the total transportation cost of parts and reconfiguration cost of cells and the number of EES are minimized. The proposed mixed-integer non-linear programming model with a number of assumptions, parameters, and decision variables are discussed below.
2.1 Assumptions
The flow between machines in each period is determined. This number is obtained from the parts demand and parts operational paths as well as the batch size of parts transportation.
The parts are moved within the batches, in which the largeness of the batches per product is known and constant for all periods. In addition, the size of the part batches is assumed the same for both inter and intra-cell relocations.
The material handling cost is calculated according to center-to-center distance between machines through a rectilinear distance.
The material handling cost of inter and intra-cell movements for both parts and machines is related to the distance traveled.
The unit cost of inter and intra-cell movements for each part type is predetermined and remain the same planning horizon.
The unit cost of machine relocation during the periods is constant and predetermined for each machine type. This cost includes opening, transferring, and resetting the machine.
The number of cells to be formed in each period is determined in advance. This predetermined number of cells in the system is on the basis of the expected workload in each cell. However, the shape of the cells is not predetermined and cells are flexibly configured during the planning horizon.
There is only one number of each machine type.
The maximum capacity of cells is known and remains the same planning horizon.
Machines are considered as squares of equal area and hence supposed to have a unit dimension. It is examined that the proposed considerations provide a suitable approximation to the real-world conditions where machines are not exact squares or rectangles [Citation41–47]. The cells are considered in a rectangular shape.
There is no excess inventory between the periods, delayed orders are not allowed and demands per period must be supplied in that period.
The efficiency of machines and production is assumed to be 100%.
In the following section, the sets, parameters and decision variables of the proposed model are presented. It should be noted that the tilde sign (∼) is utilized for fuzzy parameters as one of the main innovations of this study in this field.
Sets:
| = | Index set of machines | |
| = | Index of parts | |
| = | Index set of cells | |
| = | Index set for time periods |
| = | Demand for part type j in period h | |
| = | Largeness of batch for the transportation of part type j | |
| = | Intra-cell material handling cost for transporting part j per unit distance ($/unit) | |
| = | Inter-cell material handling cost for transporting part j per unit distance ($/unit) | |
| = | Relocation cost of machine | |
| = | Operation number done on part j using machine i | |
| = | Horizontal length of the shop floor (i.e. length of the shop floor) | |
| = | Vertical length of the job shop (the width of the shop floor) | |
| = | Set of pairs | |
| = | Maximum number of machines relocated in each cell per period. | |
| = | Appropriate large positive number | |
| = | Zero and one random variables | |
| = | Zero and one random variables | |
| = | Number of trips for moving part type j between machines |
| = | If machine i is assigned to cell k in period h |
If part j is assigned to cell k in period h
Otherwise
If machine i relocates during periods h and (h + 1)
Otherwise
If
and
Otherwise
If
and
Otherwise
| = | Horizontal coordinate of the center of machine | |
| = | Vertical coordinate of the center of machine | |
| = | Horizontal coordinate of the left side of cell | |
| = | Horizontal coordinate of the right side of cell | |
| = | Vertical coordinate of the bottom side of cell | |
| = | Vertical coordinate of the top side of cell |
If , this cost equals to Equation (2) as follows:
(2)
(2)
If , this cost equals to Equation (3) as follows:
(3)
(3)
2.2. Mathematical Formulation
With respect to input parameters and variables, the presented nonlinear model for this problem is as follows:
(4)
(4)
(5)
(5)
s.t.
(6)
(6)
(7)
(7)
(8)
(8)
(9)
(9)
(10)
(10)
(11)
(11)
(12)
(12)
(13)
(13)
(14)
(14)
(15)
(15)
The first objective function represents the intra- and inter-cellular material transferring costs. The following term denotes the cells reconfiguration cost that may vary from period to period. The second objective function correlates with minimizing the number of exceptional parts. The coefficient of 1∖2 in this relationship is due to the double calculation of decision variables when there are equal to 1. Constraint (6) guarantees that each machine allocated to only one cell. Constraint (7) shows that each part is allocated to a part family. The number of machines in a single cell is limited by Constraint (8). Constraint (9) shows that by relocating machine type
during periods h and
, variable Zih equals 1. Constraint (10) according to the machine dimension is assumed to be 1×1, causes the machines do not overlap. Constraint (11) makes that each machine will be inside its corresponding cell space. Constraint (12) shows that the cells are placed inside the job shop space. Constraint (13) shows that the cells do not overlap. Constraints (14) and (15) determine the type of problem variables.
2.3. Proposed Fuzzy Circumstances
In this section, the mathematical model presented in this paper is a mixed-integer programming model. Since an inevitable factor is inevitable in the real world of uncertainty, most of the parameters used are considered triangular fuzzy numbers because of their uncertain nature. In general, the fuzzy programming problem must first be transformed into a definite equivalent problem and then solved with standard methods and the optimal answer is obtained. As a result, the final solution to the problem is obtained with respect to the fuzzy structure of the problem.
In the following section, a two-step approach is used to solve the model. In the first step, the proposed model with fuzzy parameters is transformed into a certain auxiliary model by a method proposed by Khimens et al. [Citation48]. In the second stage, we solve the multi-objective certain model by using the Torabi-Hosseini method [Citation49], which was obtained in the first stage. Khimens et al. [Citation48] presented a method for ranking fuzzy numbers. In this method, defining the fuzzy parameters of the objective functions is calculated based on the concepts of the expected distance and the expected value for triangular fuzzy numbers based on the following relations.
(16)
(16)
(17)
(17)
Based on Khaminz’s method, we consider Equation (19) for Constraint
.
(18)
(18)
For equal constraints
, we convert into the certain equivalent constraints as represented by:
(19)
(19)
(20)
(20)
After defuzzifying by the help of Equation Equation(17)
(22)
(22) , the membership function for the minimization objective function is obtained using Torabi-Hessian’s method of Equation (21).
(21)
(21)
Then, the membership function for the maximization objective function is obtained by:
(22)
(22)
where the positive ideal solution
and the negative ideal solution
for each objective function and at the level of feasibility
. In the following section, we aim to present the proposed solution algorithms for solving the developed model.
3. Proposed Solution Algorithm
As stated in [Citation36], the CMS scheduling models are non-polynomial time hard (NP-hard) problems that are difficult to solve using different types of exact methods. In addition to its natural complexity, considering dynamic conditions increase its difficulty and combinatorial nature. Hence, meta-heuristic approaches should be employed to obtain a satisfying solution in a reasonable time. Several algorithms have been applied in the context of the DCMS design. One of the most popular algorithms is the Genetic Algorithm (GA). This motivates us to use the GA in this study based on the previous studies in the literature [Citation50–55]. Due to a No Free Lunch theory, this chance for a new meta-heuristic algorithm always exists to reveal a better output in comparison with other existing algorithms [Citation23]. In regards to this theory, this study employs two recent nature-inspired meta-heuristics including Keshtel Algorithm (KA) and Red Deer Algorithm (RDA) [Citation56, Citation57]. At last but not least, the main innovation of this study is to propose a novel hybrid metaheuristic based on the advantages of the aforementioned algorithms. Here, first of all, due to the proposed multi-objective model, the structure of multi-objective optimization to be used in all algorithms is described. The next is the encoding plan of meta-heuristics and after that, the procedures of the proposed hybrid meta-heuristic algorithm are addressed in the following sub-sections. Note that since there is no innovation in the procedures of the GA, KA and RDA, individually, more explanation and details about these three algorithms are referred to their main papers [Citation53–55,Citation58–61].
3.1. Multi-objective Optimization
The proposed problem requires a trade-off between the objectives. In this case, the answer is a set of solutions, called Pareto-optimal solutions set. This set includes Pareto-optimal solutions, which explains the best trade-offs between the objectives. A solution dominates the other solution when it had better than in all objective functions [Citation59–65]. Furthermore, the selection of the best solution in the first front of solutions is considered by calculating the crowding distance between solutions. To get the Pareto-optimal solutions, we set a normal constraint method presented by [Citation21].
3.2. Solution Representation
To show that how the constraints of the model will be handled by the presented solution algorithms, an encoding procedure is used to consider the solution representation in the format of a string-based presentation [Citation64–66]. The solution can be a set of binary and integer numbers, matrices, or the combination of characters [Citation67–69]. These ways are viewed to determine how a problem is formulated in the form of an algorithm and what operators of meta-heuristics are applied.
The first step of the proposed encoding procedure includes a matrix with H rows and M columns, which can be divided into the following sub-matrices.
Sub-matrix of Z is related to the assignment of machines for manufacturing cells. This sub-matrix consists of H (i.e. the number of periods) rows and M (i.e. the number of machines) columns. Each element of this matrix is a number between 1 and C (i.e. the number of cells) and element
represents the number of cells including machine type i in period h.
Sub-matrix X is related to the horizontal component of the machines’ location. This sub-matrix also consists of H rows and M columns. With respect to the machines’ dimension (1×1), one integer is sufficient to represent per horizontal and vertical components of the machines. Each element of this matrix is a number between 1 and E (i.e. the length of the job shop) and element
Sub-matrix Y is related to the vertical component of the machines’ location. This sub-matrix also consists of H rows and M columns. Each element of this matrix is a number between 1 and F (i.e. the width of the job shop) and element
Figures and illustrate the general and detailed views of the solution presentation of the algorithms related to the machines alignment for the manufacturing cells, respectively.
Figure 1. General view of the solution representation.

Figure 2. Detailed view of solution representation in the first step.

The considered solution for the second step of this problem includes a matrix with H rows and N columns. Its detailed structure related to parts alignment to part families is shown in Figure .
Figure 3. Detailed view of the solution representation in the second step
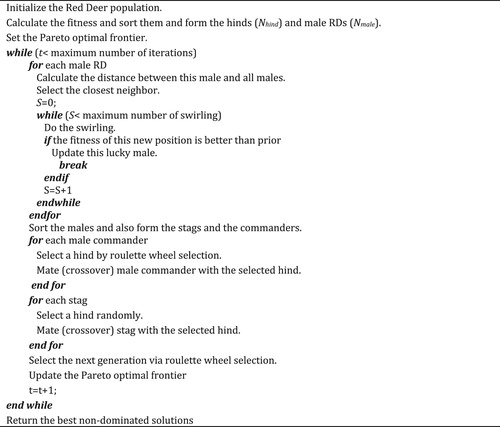
3.3. Proposed Novel Hybrid Meta-heuristic Algorithm (H-RDKGA)
As indicated from literature, the KA is very good at doing the exploitation action [Citation56,Citation70]. It seems that the swirling process can be done instead of two processes including roaring and fighting in RDA. Accordingly, for each male, the closest neighbor is specified and the swirling action is done. Due to the mating process, the GA mechanism is considered in this regard. Having a brief illustration, the KA is chosen as the intensification properties as well as the GA is measured the diversification phase. This opinion is employed to examine the proposed method with their individual methods and also other feasible alternatives for combinations. Given more details of proposed H-RDKGA, a pseudo-code is provided as seen in Figure .
Figure 4. Pseudo-code of the H-RDKGA.
4. Computational Results
A comparative study is presented in this section. First of all, to enhance the performance of employed metaheuristics and having a fair comparison, a full factorial design method is applied to tune the algorithms’ parameters properly. After that, an extensive comparison among meta-heuristics based on different criteria is presented in the following sub-sections.
4.1. Tuning the Meta-heuristics
For tuning the parameters of the meta-heuristics, we use the Design of Experiment (DOE) method discussed in Montgomery [Citation46]. The reason why we use this method compared to more efficient calibration techniques is that the method is simple and coarse [Citation51–55,Citation58,Citation59] and hence, the direct impact of the algorithms on the problem solutions can be understood without the presence of a good calibration technique.
As given in the solution algorithm, the main parameters under consideration for the GA are the population size, maximum number of iterations, mutation and crossover rates. In the proposed KA, the population size, maximum number of iterations, the percentage of N1 and N2, maximum number of swirling are the key parameters. As such, the main parameters of the RDA are the population size, maximum number of iterations, number of males, and the rate of alpha, beta and gamma. At the last, the proposed parameters of the H-RDKGA are only the population size, maximum number of iterations, the number of males and the maximum number of swirling. We use the full factorial design to evaluate the different sets of values considered for conducting the DOE (given in Table ). These ranges of values are decided based on the parameter settings provided in the literature [Citation59–69].
Table 1. Tuning the meta-heuristics.
4.2. Comparison among Employed Metaheuristics
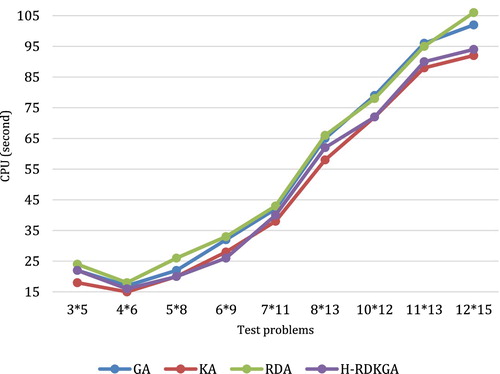
This sub-section aims to probe the effectiveness and efficiency of the presented algorithms. Due to it, each meta-heuristic algorithm is performed in all the test problems for 30 times runs. In this case, the behavior of the algorithms in the two objective functions during 30 run times is considered. The behavior of the algorithms in terms of computational time is presented in Figure . As shown in this figure, the behavior of the algorithms is as the same overall. The proposed hybrid algorithm and KA show competitive results in this item. In general, the best algorithm in this criterion is KA. However, the worst behavior can be concluded from the RDA in most of the testes.
Figure 5. Behavior of algorithms in terms of computational time.
Finally, the average of outputs is saved and utilized to be evaluated by the assessment metrics of Prato-based algorithms. In this regard, Diversification Metric (DM), Spread of Non-dominance Solutions (SNS), Data Evolvement Analysis (DEA) and Percentage of Dominance (POD) are utilized. In all of them, a higher value brings a better capability of algorithms. The details about the evaluation metrics can be referred to some recent studies such as [Citation65–69] Based on the calculation of these metrics, the outputs of the algorithms for test problems in medium and large sizes are noted in Table .
Table 2. Evaluation metrics (i.e. DM, SNS, DEA and POD) to the performance of the algorithms.
Later, the obtained results for each problem are converted to the Relative Percentage Deviation (RPD) computed by:
(23)
(23)
where
is the output of algorithm and
is the best value ever found in the problem size. It should be noted that the lower value for the RPD is preferred.
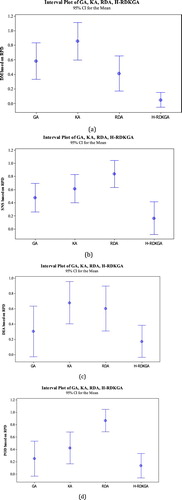
In the end, to verify the statistical validity of the results, we perform an analysis of variance (ANOVA) method to accurately analyze the results (as seen in Table based on the RPD). The results demonstrate that there is a clear statistically significant difference between the performances of the algorithms. The means plot and LSD intervals (at the 95% confidence level) for all methods are shown in Figure . The results show the superiority of the proposed hybrid algorithm in all assessment metrics in this study.
Figure 6. Means plot and LSD intervals to specify the RPD for the evaluation metrics (i.e. DM(a), SNS(b), DEA(c) and POD(d)).to compare the algorithms.
5. Conclusion
The dynamic cell formation decision-making seeks to optimize the layouts of machines and the right allocations of products flow using a simplified objective function to formulate the manufacturing system. In many contexts, however, and perhaps most especially in developing countries such as Iran where the management of manufacturing system is of particular concern, such a simplified approach to dynamic cell formation is failing to deliver satisfactory all outcomes under the recent advances of the supply chain and manufacturing technologies. To this end, a practical cell formation decision-making model in a fuzzy environment was introduced by this study. More practicality and efficiency need capable algorithms for this complicated optimization problem, which are robust and computationally manageable. Hence, a novel hybrid meta-heuristic algorithm based on the advantages of GA, KA and RDA simultaneously, is proposed to compare with the general ones.
In this paper, a new bi-objective mixed-integer non-linear programming model was presented to consider the dynamic cell formation and inter/intra-cell layouts in the continuous space simultaneously. The purpose of the model was to determine concurrently the formation of cells and the intra- and inter-cellular layouts in a way that the total transportation cost of parts, the reconfiguration cost of cells, and the number of exceptional elements (EEs) were minimized. One of the main contributions of the presented model was the fuzzy conditions related to some parameters. In this regard, a Khimens’ method was utilized to de-fuzzify the uncertain parameters. As a complicated optimization problem with several real-life constraints and operational decisions that should be taken in less time, four different meta-heuristics were employed to tackle the problem. Another innovation of this study was to propose a novel hybrid meta-heuristic algorithm based on the advantages of GA, KA and RDA simultaneously. The results showed that the proposed hybrid algorithm, called H-RDKGA, showed a better performance in comparison with its main individual algorithms. There are several recommendations for future directions of this study. For example, it is interesting to integrate the proposed model with a scheduling problem. The other approach is to use a two-stage or multi-stage stochastic programming method to tackle the uncertainty. From the aspect of the novel proposed hybrid algorithm, more in-depth analyses by other large-scale optimization problems may be considered. At last but not least, new meta-heuristics can be suggested to compare the results of the proposed algorithms.
Disclosure statement
The authors of this research certify that there is no any affiliation with or involvement in any organization or entity with financial and non-financial interests in the subject matter or materials discussed in this paper.
Additional information
Notes on contributors
Amir-Mohammad Golmohammadi
Amir-Mohammad Golmohammadi is received his BSc, MSc, and PhD degrees in Industrial Engineering from University of Kurdistan, Islamic Azad University, and Yazd University in Iran, respectively. His has worked for few years in industry and presented his research in several international journals and conferences. His current research interests include Facility Design & Planning, Cellular Manufacturing Systems and Meta-heuristic Algorithms.
Mahnoobeh Honarvar
Mahboobeh Honarvar is the assistance professor in Department of Industrial Engineering at Yazd University. She received BSc, MSc, and PhD degrees in Industrial Engineering from Sharif University of Technology, University of Tehran, and Tarbiat Modarres University in Iran, respectively. Her research interests include Her main research interests include Revenue Management and Dynamic Pricing, Supply Chain Management, Production Management and Meta-Heuristics. She has published several articles in journals, such as Computers and Industrial Engineering, Scientia Iranica, International Journal of Engineering, Computational and Applied Mathematics, Energy, Journal of Industrial Engineering International, International Journal of Industrial and Systems Engineering, Journal of Industrial and Systems Engineering, International Journal of Industrial Engineering & Production Research.
Hassan Hosseini-Nasab
Hassan Hosseini-Nasab is a Professor in Industrial Engineering from Yazd University. His main research interests are in the area of Supply Chain Management, Green Logistics and Sustainable Operations Management, Inventory Management, Combinatorial optimization and heuristics/metaheuristics. He is also a peer reviewer in top journals (e.g., ASOC, NCAA, CAIE, IJSS, ESWA and JCLP). He has published more than 60 scientific papers in high-ranked journals (e.g., ASOC, CAIE and IJAMT) and international conferences (e.g., IE and IEEE).
Reza Tavakkoli-Moghaddam
Reza Tavakkoli-Moghaddamis the professor of Industrial Engineering at College of Engineering, University of Tehran in Iran. He obtained his BSc, MSc, and PhD from Iran University of Science and Technology in Tehran (1989), University of Melbourne in Melbourne (1994) and Swinburne University of Technology in Melbourne (1998), respectively. He serves as the Editor-in-Chief of one journal and the Editorial Board of 10 journals. He was the recipient of the 2009 and 2011 Distinguished Researcher Awards as well as the 2010 and 2014 Distinguished Applied Research Awards by University of Tehran in Iran. He was also selected as National Iranian Distinguished Researcher in 2008 and 2010 by the Ministry of Science, Research and Technology in Iran. He has obtained the outstanding rank as the top 1% scientist and researcher in the world elite group since 2014, reported by Thomson Reuters. Also, he received the Order of Academic Palms Award as a distinguished educator and scholar for the insignia of Chevalier dans l'Ordre des Palmes Academiques by the Ministry of National Education of France in 2019. Professor Tavakkoli-Moghaddam has published 5 books, 25 book chapters, more than 1000 papers in reputable academic journals and conferences.
References
- Ah kioon S, Bulgak AA, Bektas T. Integrated cellular manufacturing systems design with production planning and dynamic system reconfiguration. Eur J Oper Res. 2009;192(2):414–428.
- Afrouzy ZA, Nasseri SH, Mahdavi I, et al. A fuzzy stochastic multi-objective optimization model to configure a supply chain considering new product development. Appl Math Model. 2016;40(17-18):7545–7570.
- Arkat J, Farahani MH, Ahmadizar F. Multi-objective genetic algorithm for cell formation problem considering cellular layout and operations scheduling. Int J Computer Integr Manuf. 2012;25(7):625–635.
- Bagheri M, Bashiri M. A new mathematical model towards the integration of cell formation with operator assignment and inter-cell layout problems in a dynamic environment. Appl Math Model. 2014;38(4):1237–1254.
- Balakrishnan J, Cheng CH. Multi-period planning and uncertainty issues in cellular manufacturing: a review and future directions. Eur J Oper Res. 2007;177(1):281–309.
- Balakrishnan J, Cheng CH. The dynamic plant layout problem: incorporating rolling horizons and forecast uncertainty. Omega (Westport). 2009;37(1):165–177.
- Bayram H, Şahin R. A comprehensive mathematical model for dynamic cellular manufacturing system design and linear programming embedded hybrid solution techniques. Comput Ind Eng. 2016;91:10–29.
- Bahadori-Chinibelagh S, Fathollahi-Fard AM, Hajiaghaei-Keshteli M. Two constructive algorithms to address a multi-depot home healthcare routing problem. IETE J Res. 2019: 1–7. doi: 10.1080/03772063.2019.1642802
- Benjaafar S. Modeling and analysis of congestion in the design of facility layouts. Manage Sci. 2002;48(5):679–704.
- Chan F, Lau K, Chan L, et al. Cell formation problem with consideration of both intracellular and intercellular movements. Int J Prod Res. 2008;46(10):2589–2620.
- Chan FT, Lau KW, Chan PL, et al. Two-stage approach for machine-part grouping and cell layout problems. Robot Comput Integr Manuf. 2006;22(3):217–238.
- Chang C-C, Wu T-H, Wu C-W. An efficient approach to determine cell formation, cell layout and intracellular machine sequence in cellular manufacturing systems. Comput Ind Eng. 2013;66(2):438–450.
- Chen M. A mathematical programming model for system reconfiguration in a dynamic cellular manufacturing environment. Ann Oper Res. 1998;77:109–128.
- Deep K, Singh PK. Dynamic cellular manufacturing system design considering alternative routing and part operation tradeoff using simulated annealing based genetic algorithm. Sādhanā. 2016;41(9):1063–1079.
- Delgoshaei A, Ali A, Ariffin MKA, et al. A multi-period scheduling of dynamic cellular manufacturing systems in the presence of cost uncertainty. Comput Ind Eng. 2016;100:110–132.
- Delgoshaei A, Ariffin MKAM, Leman Z, et al. Review of evolution of cellular manufacturing system’s approaches: material transferring models. Int J Prec Eng Manuf . 2016;17(1):131–149.
- Drolet J, Marcoux Y, Abdulnour G. Simulation-based performance comparison between dynamic cells, classical cells and job shops: a case study. Int J Prod Res. 2008;46(2):509–536.
- Fard AMF, Hajiaghaei-Keshteli M. Red Deer algorithm (RDA); a new optimization algorithm inspired by Red Deers’ mating. In: International Conference on Industrial Engineering. IEEE. 2016;2016:33–34.
- Fathollahi-Fard AM, Ranjbar-Bourani M, Cheikhrouhou N, et al. Novel modifications of social engineering optimizer to solve a truck scheduling problem in a cross-docking system. Comput Ind Eng. 2019;137:106103.
- Fathollahi-Fard AM, Hajiaghaei-Keshteli M, Tavakkoli-Moghaddam R. A bi-objective green home health care routing problem. J Clean Prod. 2018a;200:423–443.
- Fathollahi-Fard AM, Hajiaghaei-Keshteli M, Mirjalili S. Multi-objective stochastic closed-loop supply chain network design with social considerations. Appl Soft Comput. 2018b;71:505–525.
- Fathollahi-Fard AM, Hajiaghaei-Keshteli M, Mirjalili S. A set of efficient heuristics for a home healthcare problem. Neural Comput Appl. 2019: 1–21. doi: 10.1007/s00521-019-04126-8
- Forghani K, Mohammadi M, Ghezavati V. Integrated cell formation and layout problem considering multi-row machine arrangement and continuous cell layout with aisle distance. Int J Adv Manuf Technol. 2015;78(5–8):687–705.
- Fry T, Wilson M, Breen M. A successful implementation of group technology and cell manufacturing. Prod Inventory Manage. 1987;28(3):4–6.
- Fu Y, Tian G, Fathollahi-Fard AM, et al. Stochastic multi-objective modelling and optimization of an energy-conscious distributed permutation flow shop scheduling problem with the total tardiness constraint. J Clean Prod. 2019;226:515–525.
- Ghosh T, Doloi B, Dan PK. An Immune Genetic algorithm for inter-cell layout problem in cellular manufacturing system. Prod Eng. 2016;10(2):157–174.
- Golberg DE. Genetic algorithms in search, optimization, and machine learning. Addion Wesley. 1989;1989:102.
- Golmohamadi S, Tavakkoli-Moghaddam R, Hajiaghaei-Keshteli M. Solving a fuzzy fixed charge solid transportation problem using batch transferring by new approaches in meta-heuristic. Electron Notes Discrete Math. 2017;58:143–150.
- Hajiaghaei-Keshteli M, Aminnayeri M. Keshtel algorithm (KA); a new optimization algorithm inspired by Keshtels’ feeding. Proceeding IEEE Conf Ind Eng Manag Syst., Rabat, Morocco, 2013: 2249–2253.
- Hajiaghaei-Keshteli M, Abdallah KS, Fathollahi-Fard AM. A Collaborative stochastic Closed-loop supply chain Network design for Tire Industry. Int J Eng. 2018;31(10):1715–1722.
- Hajiaghaei-Keshteli M, Fathollahi-Fard AM. A set of efficient heuristics and metaheuristics to solve a two-stage stochastic bi-level decision-making model for the distribution network problem. Comput Ind Eng. 2018;123:378–395.
- Hassan MMD. Layout design in group technology manufacturing. Int J Prod Econ. 1995;38(2):173–188.
- Heragu SS. Facility design. Boston: PWS Publishing Company; 1997.
- Jolai F, Tavakkoli-Moghaddam R, Golmohammadi A, et al. An electromagnetism-like algorithm for cell formation and layout problem. Expert Syst Appl. 2012;39(2):2172–2182.
- Bootaki B, Mahdavi I, Paydar MM. A hybrid GA-AUGMECON method to solve a cubic cell formation problem considering different worker skills. Comput Ind Eng. 2014;75:31–40.
- Kia R, Baboli A, Javadian N, et al. Solving a group layout design model of a dynamic cellular manufacturing system with alternative process routings, lot splitting and flexible reconfiguration by simulated annealing. Comput Oper Res. 2012;39(11):2642–2658.
- Krishnan KK, Mirzaei S, Venkatasamy V, et al. A comprehensive approach to facility layout design and cell formation. Int J Adv Manuf Technol. 2012;59(5-8):737–753.
- Lee S-D, Chiang C-P. A cut-tree-based approach for clustering machine cells in the bidirectional linear flow layout. Int J Prod Res. 2001;39(15):3491–3512.
- Leung MT, Quintana R, Chen A-S. A paradigm for Group Technology cellular layout planning in JIT facility. Proceeding IEEE Conf Ind Eng Eng Manag. 2008: 1174–1178. IEEE.
- Mahdavi I, Mahadevan B. CLASS: An algorithm for cellular manufacturing system and layout design using sequence data. Robot Comput Integr Manuf. 2008;24(3):488–497.
- Mahdavi I, Paydar MM, Solimanpur M, et al. Genetic algorithm approach for solving a cell formation problem in cellular manufacturing. Expert Syst Appl. 2009;36(3, Part 2):6598–6604.
- Mahdavi I, Teymourian E, Baher NT, et al. An integrated model for solving cell formation and cell layout problem simultaneously considering new situations. J Manuf Syst. 2013;32(4):655–663.
- Afrouzy ZA, Paydar MM, Nasseri SH, et al. A meta-heuristic approach supported by NSGA-II for the design and plan of supply chain networks considering new product development. J Ind Eng Int. 2018;14(1):95–109.
- Mohammadi M, Forghani K. A novel approach for considering layout problem in cellular manufacturing systems with alternative processing routings and subcontracting approach. Appl Math Model. 2014;38(14):3624–3640.
- Mohammadi M, Forghani K. Designing cellular manufacturing systems considering S-shaped layout. Comput Ind Eng. 2016;98:221–236.
- Montgomery DC. Introduction to statistical quality control. 7th Edition. Hoboken, NJ: John Wiley & Sons; 2012.
- Moradgholi M, Paydar MM, Mahdavi I, et al. A genetic algorithm for a bi-objective mathematical model for dynamic virtual cell formation problem. J Ind Eng Int 2016;12(3):343–359.
- Jiménez M, Arenas M, Bilbao A, et al. Linear programming with fuzzy parameters: an interactive method resolution. Eur J Oper Res. 2007;177(3):1599–1609.
- Papaioannou G, Wilson JM. The evolution of cell formation problem methodologies based on recent studies (1997–2008): Review and directions for future research. Eur J Oper Res. 2010;206(3):509–521.
- Rafiee K, Rabbani M, Rafiei H, et al. A new approach towards integrated cell formation and inventory lot sizing in an unreliable cellular manufacturing system. Appl Math Model. 2011;35(4):1810–1819.
- Rheault M, Drolet JR, Abdulnour G. Physically reconfigurable virtual cells: a dynamic model for a highly dynamic environment. Comput Ind Eng. 1995;29(1):221–225.
- Safaei N, Saidi-Mehrabad M, Jabal-Ameli M. A hybrid simulated annealing for solving an extended model of dynamic cellular manufacturing system. Eur J Oper Res. 2008;185(2):563–592.
- Safaei N, Tavakkoli-Moghaddam R. Integrated multi-period cell formation and subcontracting production planning in dynamic cellular manufacturing systems. Int J Prod Econ. 2009;120(2):301–314.
- Samadi A, Mehranfar N, Fathollahi Fard AM, et al. Heuristic-based metaheuristics to address a sustainable supply chain network design problem. J Ind Prod Eng. 2018;35(2):102–117.
- Schaller J. Designing and redesigning cellular manufacturing systems to handle demand changes. Comput Ind Eng. 2007;53(3):478–490.
- Fathollahi-Fard AM, Hajiaghaei-Keshteli M, Tavakkoli-Moghaddam R. Red deer algorithm (RDA): a new nature-inspired meta-heuristic. Soft comput. 2020. doi: 10.1007/s00500-020-04812-z
- Fathollahi-Fard AM, Hajiaghaei-Keshteli M, Tavakkoli-Moghaddam R. The social engineering optimizer (SEO). Eng Appl Artif Intell. 2018b;72:267–293.
- Tavakkoli-Moghaddam R, Javadian N, Javadi B, et al. Design of a facility layout problem in cellular manufacturing systems with stochastic demands. Appl Math Comput. 2007;184(2):721–728.
- Tavakkoli-Moghaddam R, Javadian N, Khorrami A, et al. Design of a scatter search method for a novel multi-criteria group scheduling problem in a cellular manufacturing system. Expert Syst Appl. 2010;37(3):2661–2669.
- Bootaki B, Mahdavi I, Paydar MM. New bi-objective robust design-based utilisation towards dynamic cell formation problem with fuzzy random demands. Int J Computer Integr Manuf. 2015;28(6):577–592.
- Yadollahi MS, Mahdavi I, Paydar MM, et al. Design a bi-objective mathematical model for cellular manufacturing systems considering variable failure rate of machines. Int J Prod Res. 2014;52(24):7401–7415.
- Wang X, Tang J, Yung K-L. Optimization of the multi-objective dynamic cell formation problem using a scatter search approach. Int J Adv Manuf Technol. 2009;44(3-4):318–329.
- Wicks EM, Reasor RJ. Designing cellular manufacturing systems with dynamic part populations. IIE Trans. 1999;31(1):11–20.
- Wu X, Chu C-H, Wang Y, et al. A genetic algorithm for cellular manufacturing design and layout. Eur J Oper Res. 2007;181(1):156–167.
- Paydar MM, Saidi-Mehrabad M. Revised multi-choice goal programming for integrated supply chain design and dynamic virtual cell formation with fuzzy parameters. Int J Computer Integr Manuf. 2015;28(3):251–265.
- Zohrevand AM, Rafiei H, Zohrevand AH. Multi-objective dynamic cell formation problem: A stochastic programming approach. Comput Ind Eng. 2016;98:323–332.
- Fathollahi-Fard AM, Govindan K, Hajiaghaei-Keshteli M, et al. A green home health care supply chain: New modified simulated annealing algorithms. J Clean Prod. 2019;240. Article no. 118200.
- Zhang B, Pan QK, Gao L, et al. A multiobjective evolutionary algorithm based on decomposition for hybrid flowshop green scheduling problem. Comput Ind Eng. 2019;136:325–344.
- Fathollahi-Fard AM, Hajiaghaei-Keshteli M, Tian G, et al. An adaptive Lagrangian relaxation-based algorithm for a coordinated water supply and wastewater collection network design problem. Inf Sci (Ny). 2020;512:1335–1359.
- Liu X, Tian G, Fathollahi-Fard AM, et al. Evaluation of ship’s green degree using a novel hybrid approach combining group fuzzy entropy and cloud technique for the order of preference by similarity to the ideal solution theory. Clean Technol Environ Policy. 2020;22:493–512.