
ABSTRACT
The COVID-19 pandemic impact on the global supply systems is continuously on the rise creating an increasing ripple effect across the automotive supply chain network. In this disruptive setting, Additive manufacturing (AM) is perceived by many supply chain professionals as well as by many global automakers amongst best options to handle the disruptions and boost the automotive supply chain resilience. This research is dedicated to analysis up to which extent Additive manufacturing (AM) is a miraculous remedy to automotive supply chain disruptions. To this end, we use the Indian automotive industry as case-model to identify major barriers towards AM wide deployment and derive recommendations on how AM can be successfully used to cope with automotive supply chain disruptions.
Introduction
The COVID-19 pandemic impact on the global supply systems is continuously on the rise; this is due to the increasing ripple effect across the supply chain network. The automotive industry is one of the most affected sectors, as it has a globally connected upstream supply chain network. As reported by the European Automobile Manufacturers’ Association (ACEA), around 1.1 million employees in Europe lost their jobs when numerous automobile manufacturing plants closed down due to the COVID-19 crisis (ACEA report Citation2020). There was a similar situation worldwide as countless automobile manufacturing operations got suspended because of the ongoing pandemic. The leading causes for cessation of production activities were shortages in the supply of auto components, high absenteeism of autoworkers, and low demand for new vehicles. The increase in the lack of supply of auto components, in the global automotive industry during the COVID-19 pandemic, results from a complex automotive upstream supply chain network (Najar and Amami Citation2012). A typical automotive supply chain network is depicted in .
Figure 1. Typical automotive supply chain network.
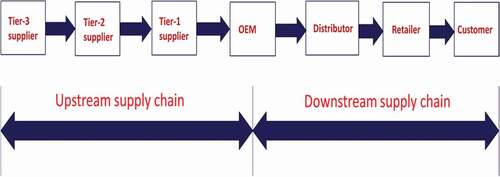
The automotive upstream supply chain is lengthy, complicated, and consists of various levels of suppliers spread throughout the globe, as shown in . A new study by Dun and Bradstreet (2020), a corporate data analytics firm, approximated that around 163 Fortune 1000 companies use several tier-1 suppliers in Wuhan, and 938 Fortune 1000 companies possess tier-2 suppliers that feed these first tiers; they are also located in the same region. Dun and Bradstreet (2020) also calculated that some 51,000 global companies have direct suppliers in Wuhan, and not less than 5 million companies worldwide possess tier-2 suppliers in the same city. Although the Fortune 1000 companies are likely aware of their tier-1 suppliers’ status, they have little interaction with their tier-2 suppliers, which happen to be located in the same region, in China. Globally, about 5 million other companies are estimated to be in the same situation (Dun and Bradstreet report Citation2020). Due to the complex nature of the automotive upstream supply chain (Couzin et al. Citation2001), the global automotive industry is more vulnerable to any disruptions caused by natural disasters, geopolitical crises, and infectious diseases, such as SARS and COVID-19.
Consequently, global automakers are under severe pressure to formulate effective methods to transform their supply chains for quick business recovery in the post-COVID-19 unusual scenario. Companies all over the world acknowledge that they need to develop new technology and methods for appropriate supply chain transformations. Recently, this has generated considerable interest in adopting various Industry 4.0 technologies for digital supply chain transformations within the community.
Industry 4.0 and Procurement 4.0
The prevailing uncertainty due to the COVID-19 pandemic has accelerated the research community’s interest in Industry 4.0 technologies, for developing digital supply chain transformations. The term Industry 4.0 refers to the fourth industrial revolution, which was first introduced in 2011 by the association of academicians, industrialists, and politicians to improve German manufacturing competitiveness (Schwab Citation2017). Bitkom, Germany’s digital association, has defined Industry 4.0 by stating ‘Central to Industry 4.0 is the possibility to connect people, machines, objects, and ICT-systems intelligently and in real-time to manage complex systems dynamically’ (Bauer and Horvath Citation2015). Several studies examining the impact of Industry 4.0 technologies on the automotive industry have been published, and they will be discussed in Section 2. All those previous studies share a common limitation: they considered the application of Industry 4.0 technologies only from the shop floor perspective. However, the ongoing COVID-19 pandemic has exposed the complex automotive upstream supply chain’s weaknesses, particularly in procurement. Global automakers started experiencing interruptions in the supply of auto components immediately after the outbreak of COVID-19 in Wuhan, and on account of that, they experienced disruptions in production at various manufacturing plants. The main reason behind this impact was over-dependence of the automotive industry on global outsourcing services for production, accounting for almost 80% of the total auto components (Comarch Citation2018).
Given the rising prevalence of risk and uncertainty in the automotive upstream supply chain due to the ongoing COVID-19 pandemic, there is an essential need to concentrate on the digitalisation of procurement activities in the global automotive industry. This motivation has led to the introduction of a lesser-explored area of future supply chains known as Procurement 4.0, a digital extension of the Industry 4.0 concept. Procurement 4.0 is defined as the digital transformation of purchasing processes through the integration of information and communication technologies (ICT) and internet-based automated decision-making systems to improve the added value for the customer and entire organisation (Nicoletti Citation2020).
Need of Procurement 4.0 in the Indian automotive supply chain
With the increase in the supply chain’s disruption due to various disasters and other uncertain events, such as infectious diseases, terrorism, and geopolitical crises, a key requirement for adopting Procurement 4.0 is to create a resilient automotive supply chain network. The populous Asian country India, which has been severely affected by COVID-19 and the geopolitical crisis with China, is being examined in this study to analyse the impact of Procurement 4.0 technologies in creating a resilient automotive supply chain.
Since India is the second most affected country from COVID-19 after the US, the Indian automotive industry experienced severe production disruptions at various manufacturing plants. The leading cause behind this impact was India’s overdependence on China in getting the auto components during the procurement stage. The ongoing border crisis between India and China has worsened the relations between the two countries and has ultimately created a significant interruption in the supply of auto components to the Indian automotive industry (Sharma, Sahay, and Sardana Citation2008).
India’s government has halted the Chinese projects, amounting to over 1,000 million USD, in the automotive sector, including the investments from China’s Great Wall Motors, and mentioned that no further agreements would be signed with any Chinese company (Gupta Citation2020). Through the ‘Boycott China’ movement, Indian people have started boycotting Chinese products. The companies that have already ordered from Chinese suppliers face several issues in receiving their needed products. For instance, as per the Automotive Component Manufacturers Association of India (ACMA), there may be excessive delay in the clearance of auto components from Chinese consignments, as all of them undergo a thorough manual inspection (Chaliawala Citation2020). The ACMA has also mentioned that some Chinese auto components include necessary items such as parts of engines and electronic items, for which no competent domestic substitute is present so far. They also feared that a lack in supply of these critical components might halt India’s vehicle manufacturing.
The Indian government has also announced motivational schemes such as ‘vocal for local’, ‘make in India’, and ‘self-reliant India’ to discourage importing products from other countries and increasing interest in localised manufacturing. These schemes can be easily implemented if localisation is considered from any supply chain network’s procurement stage.
Suppose we analyse the impact of the ongoing COVID-19 pandemic and the geopolitical crisis between India and China on the entire Indian automotive supply chain network. In that case, we will find that the production operations at various manufacturing plants got affected due to the disruption created in the complex upstream supply chain. The solution is to consider appropriate Procurement 4.0 technologies, which guarantee that there will be no shortage of auto components in the automotive upstream supply chain. Here, we aim to address this issue using Additive manufacturing (AM), one of the emerging Procurement 4.0 technologies. Since the impact of COVID‑19 is still prevalent, and the border crisis between India and China is yet unsolved, there is an urgent need to apply new procedures, to implement AM at the procurement stage of the Indian automotive supply chain so that future disruptions in production can be avoided.
AM and its supply chain implications
Global automakers such as GM, BMW, Ford, Daimler, and Volkswagen have been utilising AM for several years, to manufacture specific auto components or parts. A considerable amount of research has been conducted on AM’s manufacturing and technological aspects in the automotive industry, as shown by the literature (Ford Citation2014; Giffi, Gangula, and Illinda Citation2014; Holmström et al. Citation2016; Dwivedi, Srivastava, and Srivastava Citation2017; Shukla, Todorov, and Kapletia Citation2018; Thomas-Seale et al. Citation2018). However, there are fewer attempts to consider AM in context of the automotive supply chain (Savastano et al. Citation2016; Beiderberk, Deradjat, and Minshall Citation2018; Zijm, Knofius, and van der Heijden Citation2019).
Since the automotive supply chain requires several thousands of auto components from multiple suppliers worldwide for manufacturing a single vehicle, it necessitates the continuous supply of those components to ensure uninterrupted operations, which has become questionable due to the prolonging COVID-19 scenario. With its innovative capability, AM technology can substitute the complex assemblies of various parts into a single integrated structure that comprises the various assemblies’ features (Zijm, Knofius, and van der Heijden Citation2019; Knofius et al. Citation2021). Thus, the design freedom provided by AM can reduce the number of required auto components through the option of a single integrated structure comprising the features of various auto component assemblies (Ford Citation2017). Furthermore, the single integrated structure can lead to weight reduction due to the exclusion of various fasteners like bolts, nuts, and screws, avoiding cracking or erosions of assembly joints, and reducing the stock inventory level of various auto components (Zijm, Knofius, and van der Heijden Citation2019). Therefore, AM can reduce the complexity of the upstream automotive supply chain that the ongoing COVID-19 pandemic has severely disrupted by replacing various auto components with the corresponding integrated structures. These replacements ultimately reduce the dependency on global automotive suppliers for various auto components supply that is always critical during uncertain events (Uffhausen Citation2020). Hence, AM has to be integrated into the automotive supply chain network to contribute to the design and manufacturing of the entire automotive vehicle for handling future supply disruptions.
Several authors have investigated the various impacts of AM on supply chain performance. An empirical case study, of several firms, has been conducted to identify the multifaceted factors associated with the adoption of AM (Oettmeier and Hofman, 2017). Through AM’s implementation, the study’s findings indicated that firms could achieve benefits concerning demand, compatibility, decentralised and customised production, higher quality of customer service, and responsiveness. (Özceylan et al. Citation2018) developed a simulation model to compare these traditional and AM-influenced healthcare companies’ supply chain networks. They identified that compared to the traditional supply chain networks, the AM-influenced supply chain networks lead to cost reduction and decreased lead-time.
Similarly, (Zanoni et al. Citation2019) conducted three industrial case studies and quantitative analyses, and they found that the integration of AM with the firm’s supply chain resulted in increased market responsiveness and the facilitation of the logistics network. Literature reviews were carried out to analyse AM’s impacts on a firm’s supply chain and its design (Varsha Shree et al. Citation2020; Verboeket and Krikke Citation2019). According to the literature, the other identified benefits of the AM-influenced supply chain were the increase in manufacturing and time-to-market speed, with reduced inventory, shipping, and capital expenditures in factories and warehouses (Niehues, Berger, and Henke Citation2018; Zijm, Knofius, and van der Heijden Citation2019).
Empirical research has been conducted to analyse AM’s influence on the production processes and the increase in automotive supply chain management performance. This research found that the adoption of AM directly influences the performance of the automotive supply chain and the firm, while supply chain integration indirectly assists in performance improvements (Delic, Eyers, and Mikulic Citation2019). Another empirical research conducted by (Delic and Eyers Citation2020) focused on analysing AM adoption’s impact on the production processes and automotive supply chain management’s flexibility and performance. It has been identified that the adoption of AM has a clear impact on the flexibility of the supply chain, and in succession, the flexibility of the supply chain directly influences its performance (Ramirez-Peña et al. Citation2020).
AM Implementation at the procurement stage
As procurement is the early stage in the product’s life cycle, it will be useful to begin integrating AM into the supply chain from this stage, to create a resilient automotive supply chain network. Although some progress has been made by researching the adoption of AM in the automotive supply chain, very few studies analyse AM adoption’s impact at the upstream automotive supply chain’s procurement stage (Niehues, Berger, and Henke Citation2018; Uffhausen Citation2020).
With AM’s implementation at the procurement stage, the supplier of components will share the design file with the manufacturer, and the components will be produced in the manufacturing plants, based on the demand for final products (Campbell et al. Citation2011). Since on-shoring is one of AM’s targets, the processes associated with supply logistics will be transformed into a new supply network by the adoption of AM at the procurement stage (Stucker Citation2011). The adoption of AM can rule out the downstream production processes and produce integrated components that combine different parts’ features (Wellar et al., 2015). A systematic literature review has been conducted by (Niehues, Berger, and Henke Citation2018) to provide an overview of AM’s impact on the procurement processes. They suggested that AM’s actual benefits can only be realised by applying AM features at the stage of designing components. The other benefits of implementing AM at the procurement stage were the minimisation of risks associated with the supply by enabling the in-house production of components, the decentralisation of production locations in areas that are close to the customer, the reduction of waste, transportation, inventory, the reduction of stocking locations, and the achievement of sustainable green environment (Niehues, Berger, and Henke Citation2018; Zijm, Knofius, and van der Heijden Citation2019; Uffhausen Citation2020).
Even though AM’s implementation at the procurement stage of the automotive supply chain possesses several advantages, it is still in progress on the global aspect. The cause behind this inadequacy is the presence of various barriers that affect AM’s implementation at the procurement stage. As the ongoing COVID-19 pandemic has pushed global automakers towards the digital transformation of their supply chain, the need for conducting barrier analysis on the implementation of AM at the procurement stage of the automotive supply chain is imperative. This research aims to analyse the barriers affecting the AM implementation in the procurement stage of the automotive supply chain using a questionnaire survey and provide managerial implications to the OEM’s management to overcome those barriers.
The rest of the paper is structured as follows. Section 2 reviews the literature on Industry 4.0 and Procurement 4.0 to address the importance of Procurement 4.0 in creating a resilient and responsive automotive supply chain network in the post-COVID-19 unusual scenario. Section 2 also identifies the research gaps in AM implementation at the automotive supply chain’s procurement stage, along with its impacting barriers. Section 3 explains the step-wise ISM methodology for the analysis of OEMs’ various AM implementation challenges in the procurement stages of the automotive supply chain, through a sample survey of Indian industrial decision-makers and academics. Section 4 discusses the managerial implications from the barrier analysis results. Section 5 provides the concluding remarks and the scope for future research.
Literature review
Industry 4.0
For some years, several research groups have been working to design the digital supply chain by using the Industry 4.0 concept from different perspectives. (Hermann, Pentek, and Otto Citation2016) classified the design principles of Industry 4.0, i.e., interconnection, information transparency, decentralised decisions, and technical assistance, and they provided a roadmap for the implementation of Industry 4.0 with a real case study. An empirical survey has been conducted in the Indian manufacturing industry to analyse the potential challenges involved in applying Industry 4.0 technologies while considering sustainability (Luthra and Mangla Citation2018). A review of the various Industry 4.0 technologies, based on the supply chain perspective, has been carried out by (Da Silva, Kovaleski, and Pagani Citation2019), and it is primarily focused on the stages of supply, manufacturing, and use by the final consumer.
(Ebrahimi, Baboli, and Rother Citation2019) classified the main characteristics of Industry 4.0 into six design principles: interoperability, real-time capability, decentralisation, virtualisation, modularity, and human aspects; these principles will guide the companies in implementing supply chain transformations. The implementation of certain principles has been illustrated with an automotive case study. A systematic literature review conducted by (Núñez-Merino et al. Citation2020) has exposed the interrelationships between Industry 4.0 technologies and lean supply chain management. A conceptual model is proposed for the practical application of Industry 4.0 in future supply chains, after analysing the barriers and driving forces with a system dynamics model (Ghadge et al. Citation2020).
(Ozkan-Ozen, Kazancoglua, and Mangla Citation2020) have conducted a barrier analysis for supply chain transformation by simultaneously considering Industry 4.0 and circular supply chain; synchronised barriers were prioritised by using fuzzy Analytical Network Process (ANP). (Yadav et al. Citation2020) has provided a framework to overcome the challenges in managing a sustainable supply chain with solution measures of Industry 4.0 and circular economy. They tested it by using the case study of the Indian automotive industry. Similarly, a survey has been conducted among Indian manufacturing industry professionals to test the developed theoretical framework, using institutional theory and dynamic capabilities (Gupta et al. Citation2020).
Procurement 4.0
The continuation of an uncertain business environment has made it mandatory to integrate external supply activities in alignment with the factory floor’s internal operations, to incorporate Industry 4.0 technologies in global supply chains successfully. This purpose can be easily fulfilled by adopting Procurement 4.0 in parallel with Industry 4.0. Procurement 4.0 aims to achieve an agile and responsive procurement process through the adoption of innovative digital technologies, by considering the integration of a firm’s strategic goals.
Stages leading to Procurement 4.0
The procurement process has experienced many successful transformations in the past several decades (Nicoletti Citation2020). The four main stages and the major innovative solutions determined in those periods are depicted in .
Figure 2. Main stages of procurement transformations.
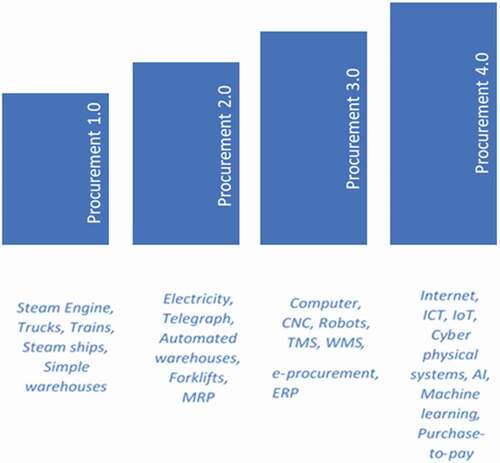
Before the First Industrial Revolution, local markets were only considered for their purchasing activities. After the invention of the steam engine in 1782, global procurement activities began; this was the result of developed modes of transportation, such as trucks, trains, and steamships during the Procurement 1.0 stage. Simple warehouses were used to store the purchased items for inventory during this stage (McNabb Citation2016).
In the 1870s, electricity and the telegraph were significant innovations; they played an essential role in the Second Industrial Revolution (Schwab Citation2017). Warehouses became semi-automated, with forklifts that were using electricity for the handling of material during the Procurement 2.0 stage. Material requirement planning (MRP) was used to plan and schedule the purchasing of required items, based on the inventory availability in the Procurement 2.0 stage.
The Third Industrial Revolution started in 1969, with the evolution of computer and computer-based machines and equipment, such as CNC and robots (Rifkin Citation2011). During the Procurement 3.0 stage, a software-based application called the warehouse management system (WMS) was launched to plan and effectively optimise warehousing operations. Similarly, software-based supply chain applications, such as enterprise resource planning (ERP) and one of its subsets referred to as the transport management system (TMS), evolved in Procurement 3.0. While the purpose of ERP was to ensure integrated real-time management of business processes, the TMS optimised the transport operations involved in the procurement stage. Another substantial evolution in the Procurement 3.0 stage was e-procurement, which was used to manage purchases and transactions with suppliers through the internet, electronic data interchange (EDI), and ERP.
In the early 21st century, the Fourth Industrial Revolution (Industry 4.0) was initiated with the evolution of the internet and internet-enabled digital technologies, such as artificial intelligence (AI), information and communication technology (ICT), big data analytics (BDA), blockchain technology (BT), internet of things (IoT), and purchase-to-pay (P2P) (Tham and Luo Citation2013). For instance, BDA, with the integration of AI and machine learning (ML), may be used to create automated decision-making systems for supplier contract negotiations and supplier risk management in the Procurement 4.0 stage. Similarly, with the adoption of Procurement 4.0, BT and P2P can be used to automate and record all the purchases and transactions. Automatic guided vehicles (AGVs) and robots may be used to handle the materials and products inside the warehouse, ultimately reducing the human effort required for those activities. All the above information reveals that the implementation of Procurement 4.0 can improve the communication of humans, machines, and various digital purchasing applications in real-time; this is achieved through the wireless network necessary for creating an agile and resilient supply chain in any industry.
Model of Procurement 4.0
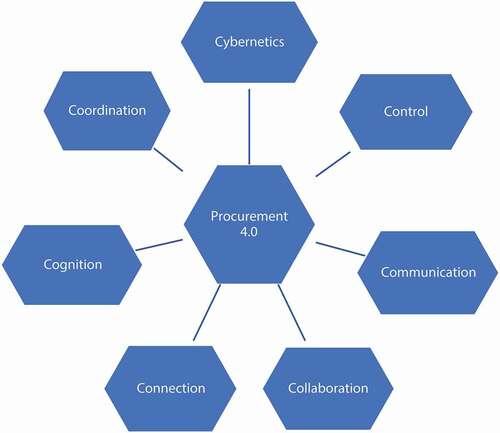
The various characteristics of Procurement 4.0 (Nicoletti Citation2020) have been explained with a pictorial model, as shown in . This model contains several Cs with the model of Industry 4.0, which are discussed in this section.
Figure 3. Characteristics of Procurement 4.0.
Cybernetics
Since more stakeholders are involved in the procurement process, large amounts of data will be shared. This complexity necessitates a system for protecting real-time information-sharing among the various stakeholders during the procurement activities. Cybernetics will play an essential role in maintaining data security on cloud and creating a security system for universal access of the stakeholders to the data during the procurement process (Fostec Citation2018).
Control
Procurement 4.0 technologies may impact the current procurement system and lead to considerable changes. For example, Asian and Eastern European countries were preferred for low-cost procurement in the earlier days (Nicoletti Citation2020). However, the Procurement 4.0 model may shift the procurement control from the firm’s main office to the competitive procurement markets located in areas with more buyers in the future.
Communication
ICT-enabled smart systems are required to achieve the automation of end-to-end procurement processes. With smart systems’ help, the demand for an item or material can be recognised by Procurement 4.0 solutions, and subsequently, an order can be generated to meet this requirement (Nicoletti Citation2020). The information about the order generated will be communicated to the corresponding stakeholder without any human being interference.
Collaboration
The collaborative productivity of Industry 4.0 can be achieved with improvements in procurement, production, and engineering. The reduction of steps in the process and transaction costs are the significant benefits of e-procurement (Essig Citation2006), while the increased product output, resilience, and accomplishment that meet the customer’s preferred needs are the objectives of Procurement 4.0. AM may be used to design and manufacture the products according to customer preferences.
Connection
Optimising an industrial firm’s external supply activities and internal handling processes can reduce the procurement costs. The Procurement 4.0 version may replace the forklifts with AGVs and robots for the internal transport of products or items in a workstation or warehouse (Tsolakis, Bechtsis, and Srai Citation2019). Automatic paths must be created between workstations and warehouses for achieving the complete automation of internal logistics. The partial automation of internal logistics itself can significantly impact procurement costs since it reduces the cost of employing truck drivers.
Cognition
BDA plays a significant role in Procurement 4.0 by optimising its supply activities. Predictive analytics, one of BDA’s features, predicts the forthcoming disruptions in the supply of components and assists in making preventive managerial decisions at the procurement stage. BDA collects a large volume of information from various sources, such as suppliers, manufacturers, distributors, retailers, and customers, and it processes the collected data to predict market trends and launch the necessary actions for process improvement. In addition to this, BDA can spontaneously make practical resolutions related to procurement (Nicoletti Citation2014).
Coordination
Procurement 4.0 possesses a higher degree of integration and a higher level of automation when compared to e-procurement. Procurement 4.0 also requires changes in an organisation’s working process and the synergistic way of redesigning organisations and skills (Geissbauer, Weissbarth, and Wetzstein Citation2016). For example, AM can be adopted at the procurement stage if there is proper coordination between suppliers during the transformation of the existing sourcing strategies.
Procurement 4.0 technologies
The various kinds of technology associated with Procurement 4.0 are depicted as a framework in .
Figure 4. Technology areas of Procurement 4.0 (Fostec Citation2018).
Most of these technologies have been discussed in the previous section under the model of Procurement 4.0. This study focuses on implementing manufacturing technologies to create a resilient automotive supply chain network, and AM is considered to fulfill the objective.
Barrier analysis on the AM implementation in industries
Several authors have conducted a barrier analysis on the implementation of AM in various industries for different objectives. (Dwivedi, Srivastava, and Srivastava Citation2017) examined the various barriers affecting AM’s adoption in the Indian automotive industry. They used a modified fuzzy interpretive structural modelling (Fuzzy-ISM) to create the hierarchy of barriers and find the interrelationship between them. A case study was conducted with companies belonging to various UK industrial sectors, to identify the various barriers influencing the AM’s adoption of end-use products (Thomas-Seale et al. Citation2018). Logic models were developed to analyse the impact of identified barriers on AM adoption in various industries.
Similarly, a multistage survey was conducted among a panel of experts from the manufacturing industry to identify the barriers that influence AM’s adoption and its implications on the supply chain. A methodology similar to the Delphi technique was used for this purpose (Durach, Kurpjuweit, and Wagner Citation2017). A barrier analysis has been conducted to diagnose and overcome the most commanding barriers influencing AM’s application for mass customisation (Shukla, Todorov, and Kapletia Citation2018). The ISM method was used to classify the various driving and dependence power barriers.
Research work similar to the above has been carried out to analyse the barriers to AM in various industries, to satisfy specific objectives. To the best of our knowledge, no previous study has investigated AM implementation barriers at the automotive supply chain’s procurement stage. This study, however, proceeds to fill this research gap by conducting barrier analysis in the Indian automotive industry, to guide the digital supply chain transformation through Procurement 4.0.
Impact of AM barriers in the procurement stage
The AM barriers considered by the various authors are discussed below, along with their impact on the AM implementation in the automotive supply chain’s procurement stage.
Less availability of skilled technicians
Since the auto components required in the automotive supply chain’s procurement stage consist of various complicated design features, more skilled technicians should be available to implement AM in the automotive supply chain’s procurement stage. While considering developing countries like India, the shortage of skilled AM technicians (Weller, Kleer, and Piller Citation2015; Baumers et al. Citation2016; Dwivedi, Srivastava, and Srivastava Citation2017; Shukla, Todorov, and Kapletia Citation2018) is a common and unavoidable problem.
Limited management support
The AM implementation in the procurement stage of the automotive supply chain needs various strategic decisions. The adoption of new sourcing strategies, initiating new relationships with AM material suppliers, managing the existing relationships with auto component suppliers, educating workers on AM implementation by arranging training programmes, purchasing new AM printers, and sourcing AM service providers are some of the strategic decisions. All these decisions have to be taken care of by the OEM’s management. Hence, the limited management support (Mendes and Machado Citation2015; Chaudhuri et al. Citation2017; Dwivedi, Srivastava, and Srivastava Citation2017) can be a significant barrier to AM implementation in the procurement stage.
Limited varieties of raw material
As the automotive supply chain’s procurement stage involves several different auto components, each one may require a specific variety of raw materials to be manufactured through AM technology. Even though there has been significant progress in the evolution of new raw materials, they are not available for manufacturing several auto components through AM technology (Rylands et al. Citation2015; Niaki and Nonino Citation2017; Shukla, Todorov, and Kapletia Citation2018).
Expensive AM printers
Most global automakers are sourcing AM service providers to manufacture specific auto components through AM technology, since they are still hesitating to purchase AM printers due to their high cost (Baumers et al. Citation2016; Dwivedi, Srivastava, and Srivastava Citation2017; Shukla, Todorov, and Kapletia Citation2018). However, for the implementation of AM in the procurement stage, the automakers have to purchase AM printers for adopting in-house AM production and avoid losing competitive advantage due to excessive sourcing of AM service providers. AM implementation at the procurement stage may require several different AM printers for manufacturing auto components with various design complexities, which may further increase AM printers’ purchasing cost.
Worker’s restrictions
Since the AM implementation in the procurement stage may replace the complex subassemblies of various parts into a single integrated structure that comprises various features of subassemblies, the amount of labour work required in the assembly line may get reduced. Due to this change in the workload, workers may think that they will lose the job, and they may gather together and try to put restrictions (Mellor, Hao, and Zhang Citation2014; Dwivedi, Srivastava, and Srivastava Citation2017) on AM implementation in the procurement stage. The workers may not be interested in learning new technologies like AM since they have practiced and are accustomed their old routine work. Apart from that, the influence and number of workers’ unions is more in developing countries like India; they may not easily cooperate with any firm transformation.
Lack of government legislation
The auto component suppliers have to transfer the digital auto component design files to the OEM to avail in-house AM production or production through sourcing AM service providers. Since there is a lack of government legislation (Rogers, Baricz, and Pawar Citation2016; Widmer and Rajan Citation2016; Dwivedi, Srivastava, and Srivastava Citation2017; Shukla, Todorov, and Kapletia Citation2018), suppliers and OEMs are hesitant to have a digital inventory of auto components, which is the main requirement for AM implementation in the automotive supply chain. The need for proper government legislation is mandatory to prevent intellectual property rights’ (IPR) theft and protect design secrecy of OEMs.
Low accuracy and quality of the AM process
The quality of various auto components involved in vehicle manufacturing decides the quality of the final manufactured vehicle. As the procurement stage requires more auto components, the AM process’s low accuracy and quality (Holmström, Liotta, and Chaudhuri Citation2017; Niaki and Nonino Citation2017; Dwivedi, Srivastava, and Srivastava Citation2017; Shukla, Todorov, and Kapletia Citation2018) may act as one of the significant barriers for AM adoption in the upstream automotive supply chain.
Limited product sizes and volume
Although large-sized AM printers are being developed further for more efficiency, which may produce large-size objects, it seems highly expensive. Since the procurement stage requires high production volume, the AM process’s less volume capacity may be an essential obstacle for AM implementation (Baumers et al. Citation2016; Dwivedi, Srivastava, and Srivastava Citation2017; Shukla, Todorov, and Kapletia Citation2018).
Methodology
The procurement section of an auto firm plays a significant role in creating a resilient upstream supply chain network. The incorporation of AM right from the procurement stage might ease its implementation throughout the supply chain network. Since several challenges present themselves in the post-COVID-19 unusual scenario, a structured analysis of various barriers affecting AM’s application in the upstream supply chain is necessary.
A theory-based graph ISM method was suitable for this purpose (Malone Citation1975). ISM constructs a graphical model by analysing the number of variables influencing any physical system. Initially, this technique establishes a contextual relationship among various variables after obtaining experts’ opinions (Dwivedi, Srivastava, and Srivastava Citation2017; Shukla, Todorov, and Kapletia Citation2018). Following this, an ISM-based model is generated from this contextual relationship by applying specific predefined steps of this technique, which will be discussed in this section. The method attempts to solve the problem following several steps depicted in ; it is then explained with a practical illustration.
Figure 5. Basic steps of ISM methodology.
Identification of barriers from literature review
The identification of barriers was carried out through the systematic literature review (SLR). The systematic literature review (SLR) is an appropriate methodical way of reviewing that provides clarity to readers (Briner and Denyer Citation2012) and incorporates the results depending on their robust proved approach (Tranfield, Denyer, and Smart Citation2003; Denyer and Tranfield Citation2009). As per the initial step of SLR, the search databases such as Scopus, Ebscohost, Science Direct, Emerald Insight, Taylor & Francis, and Springer were selected to search the relevant literature on the AM implementation barriers in the automotive supply chain. The bibliometric search through various databases yielded 44 articles, which underwent a sorting process subject to the exclusion criteria based on the review objective. Finally, 11 articles were selected for conducting a thorough analysis as per the review objective.
After conducting a systematic literature review, a few critical barriers affecting AM’s implementation in the procurement stage of the automotive upstream supply chain were identified. The significant barriers identified were subjected to verification by two experts (one from academia and one from industry). Both experts have proficient expertise in AM applications in the automotive industry. After confirmation, 12 critical barriers were listed, including some additional barriers recommended by the experts. The details are summarised in .
Table 1. Details of critical barriers identification
Impact of experts’ additional AM barriers in the procurement stage
The experts’ additional barriers are discussed below, with their impact on the AM adoption in the procurement stage.
Insufficient AM material suppliers
Concerning developing countries like India, there are significantly fewer AM material suppliers (Uffhausen Citation2020). Even though foreign AM material suppliers’ recent arrivals inside India may help solve this problem, the insufficiency of AM material suppliers can act as an essential barrier for AM adoption in the procurement stage.
Inadequate supplier’s cooperation
A supplier’s cooperation with an OEM is essential for maintaining a digital inventory of various auto components belonging to an OEM (Thomas-Seale et al. Citation2018). For this purpose, suppliers of different levels have to be made aware about the mutual benefits of AM implementation in the upstream automotive supply chain. They have to cooperate with the OEMs in adopting new sourcing strategies for AM implementation. Inadequate supplier’s cooperation may lead to difficulty in AM implementation.
Difficulty in adopting new sourcing strategies
The OEM’s management has to make changes in the existing sourcing strategies and adopt new sourcing strategies for effective AM implementation in the procurement stage. After making a thorough analysis, OEM’s management must identify appropriate sourcing strategies that can lead to easy AM adoption. The management should discuss plans with auto component suppliers, AM service providers, and their employees to develop new sourcing strategies. Even after developing appropriate sourcing strategies for AM adoption, the OEM’s management may find several difficulties in shifting from existing to new sourcing strategies (Pellengahr et al. Citation2018).
Difficulty in changing the production schedule
Since the AM process may replace the various subassemblies into a single integrated set comprising the features of various subassemblies, it will create a significant impact on the assembly line’s existing production schedule. Hence, the OEM’s management must make numerous changes in the existing production schedule to pave way for effective AM implementation. For this purpose, the OEM’s management may be forced to change the entire assembly layout of the manufacturing plant, which presents many difficulties.
Questionnaire survey conducted in India
The Indian automotive industry was selected as the target industry for a questionnaire survey. The study population was quite diverse, making it an excellent choice for real-time surveys of renowned Indian auto firms during the COVID-19 pandemic period. The participants were asked to share their views on the barriers affecting AM implementation in the procurement stage.
A detailed profile of the survey participants is provided in . The participants of the survey were categorised into two groups. The first group comprised professionals working in various departments of key firms at different roles. The alumni contact database from a university was used as a primary source to contact the professionals in various auto firms. As this research focuses on the digital transformation of the upstream supply chain, more procurement professionals were selected to obtain their AM implementation views in the upstream automotive supply chain. Similarly, the second group comprised professionals working in supplier firms at different levels. The contact details of various auto component suppliers were obtained from the first group participants, and they acted as a secondary contact source of the targeted population. Most of the professionals who participated in this survey have adequate knowledge and experience in AM applications.
Table 2. Details of survey participants
Forty industry professionals from different firms and their major suppliers were contacted, and survey questionnaires were provided to them through online sources. Responses to the questions were provided on a 5-point Likert scale. From this survey, 24 valid responses were received after follow-up. The sample size of the research population is 24, and the targeted research population’s response rate is 0.6.
Development of research hypotheses
The survey questionnaire was finalised based on the research hypotheses. The development of the research hypotheses started with defining the research objective. This research aims to analyse the barriers affecting AM implementation in the procurement stage of the automotive supply chain through a real-time industrial survey. The critical barriers affecting AM’s implementation in the upstream automotive supply chain were identified from the literature review as explained in section 3.1. The final barrier’s list was prepared after adding some barriers from the industrial expert’s suggestions. Then, the research hypotheses were developed from the final barrier list, as shown below.
H1: Less availability of skilled technicians affects the AM implementation in procurement stage
H2: Limited management support challenges AM implementation in procurement stage
H3: Limited varieties of raw material restrict the adoption of AM in procurement stage
H4: Expensive AM printers become an obstacle for AM implementation in procurement stage
H5: Worker’s restrictions act as a major challenge for AM implementation in procurement stage
H6: Insufficient AM material suppliers restrict the adoption of AM in procurement stage
H7: Inadequate supplier’s cooperation challenges AM implementation in procurement stage
H8: Lack of government legislation restricts the AM implementation in procurement stage
H9: Low accuracy and quality of AM process challenges AM implementation in procurement stage
H10: Limited product sizes and volume affect the adoption of AM in procurement stage
H11: Difficulty in adopting new sourcing strategies challenges AM implementation in procurement stage
H12: Difficulty in changing the production schedule restricts AM implementation in procurement stage
Validation of final barriers
As the sample size is small and the test statistic follows a normal distribution, a one-sample t-test was used to interpret the survey responses.
A one-sample two-tailed t-test was conducted by fixing α = 0.05, tc* = t1-α/2, ν = t0.975,23 = 2.069 (from Critical values of student’s t-distribution table) for 95% confidence interval with 24–1 = 23 degrees of freedom (v) to test the null hypotheses. shows the hypotheses results obtained by using a one-sample two-tailed t-test in SPSS. Since the actual ‘t’ value (ti) of all individual hypothesis is greater than the critical ‘t’ value (tc*), all the null hypotheses were rejected. From this result, it is clear that all the developed research hypotheses were found acceptable, and all the identified critical barriers have a significant impact on the AM implementation in the procurement stage of the automotive supply chain. Two experts (one from academia and one from industry) were then asked to verify the hypotheses results and validate the final critical barriers list.
Table 3. Hypotheses test result
Structural self-interaction matrix (SSIM) formulation
The structural self-interaction matrix (SSIM) was used to develop contextual relationships between different barriers, one of the significant steps in the ISM methodology (Shukla, Todorov, and Kapletia Citation2018). In most cases, a modest group of experts is adopted to establish contextual relationships between different elements. In this research, two experts pointed out credible relationships between the validated barriers (Tiwari, Shukla, and Khan Citation2020). Several researchers have practiced the correlation matrix as a decision support tool for experts while deciding contextual relationships between barriers (Agarwal, Shankar, and Tiwari Citation2007; Luthra, Garg, and Haleem Citation2015). Similarly, as shown in , Pearson’s correlation test results were also provided to two experts for decision support.
Table 4. Pearson’s correlation test matrix
The contextual relationships between barriers are usually depicted by using predefined rules of assignment (Shukla, Todorov, and Kapletia Citation2018). The predefined rules specify four symbols representing the type of relationship among barriers, as shown in .
Table 5. Predefined rules of assignment
The SSIM was formulated by adopting the assignment rules (), as shown in .
Table 6. Structural self-interaction matrix formulation
Creation of initial reachability matrix
The following binary conversion rules () were adopted to transform SSIM as an initial reachability matrix, as shown in .
Table 7. Binary conversion rules
Table 8. Initial reachability matrix
Formation of final reachability matrix
The final reachability matrix (Senthil Kumar and Vinodh Citation2020) was formed after applying the transitivity rule on the initial reachability matrix, as shown in .
Table 9. Final reachability matrix
The transitivity rule specifies that if a barrier ‘c’ is connected with barrier ‘d’, and ‘d’ is connected to ‘e’, then ‘c’ is also connected to ‘e’.
Level assignment of barriers
shows the consolidated results of the level partitioning process (Sindhu, Nehra, and Luthra Citation2016). The level assignment of barriers begins with the description of the reachability and antecedent set of each barrier. Every column with ‘1ʹ in the specified row of barriers constitutes that barrier’s reachability set. Similarly, every row with ‘1ʹ in the specified column of barriers constitutes that barrier’s antecedent set (Agrawal, Narain, and Ullah Citation2019). The intersection set of a barrier represents the common barriers extracted from both the reachability and antecedent sets. The level assignment process begins by assigning the first level to the barriers with similar reachability and intersection sets. The first-level barriers were eliminated in the next iterations. This iteration was replicated till all the barriers were assigned a level of the hierarchy.
Table 10. Consolidated results of the level partitioning process
Discussion
As the Procurement 4.0 perspective of AM implementation in the automotive supply chain offers several merits in the resiliency aspect, a barrier analysis was conducted using a survey of the Indian automotive industry to overcome the leading barriers to AM implementation in the upstream automotive supply chain. This section summarises the results and findings of the conducted barrier analysis in a detailed manner and also discusses the implications.
ISM-based model – Managerial implications
Based on the consolidated results of the level partitioning process, the barriers at different levels are represented as nodes, and the relationship among them is represented as a link. The final ISM-based model was constructed following the representation illustrated in .
Figure 6. ISM-based graphic model.
When analysing the ISM-based model, it is observed that different barriers are positioned at different levels. Among all the barriers, the ‘lack of government legislation’ has been positioned at the bottom-most level. This position implies that it is a significant barrier affecting AM implementation in the automotive supply chain’s procurement stage. If an auto firm has to adopt AM in the procurement stage and produce auto components using an AM machine in its manufacturing plant, it must obtain a digital design file from its auto components’ suppliers. Hence, the government has to increase the OEM management’s confidence in sharing the digital design file with other stakeholders by legislating substantial IPR rules and regulations to avoid IPR theft.
The barriers present at the next level are ‘limited management support’ and ‘limited raw material varieties’. Both these barriers are interrelated and have a direct relationship with the barrier at the bottom-most level. These relations reveal that the management support level for AM implementation in the procurement stage is directly proportional to government legislation and the number of raw material varieties. If there are proper government legislation and more raw material varieties for the AM process, there will be adequate management support, and vice versa.
The barrier ‘worker’s restrictions’, which is positioned at the next level, directly relates to the barrier ‘limited management support’. It has been observed that workers’ restrictions are inversely proportional to the level of management support available. If the management addresses the fear of job insecurity by instilling confidence among workers, worker restrictions will be reduced. A feeling of confidence among workers can be generated by direct management involvement in elaborating AM adoption’s overall benefits in the procurement stage, conducting training programmes and workshops to develop their digital competency, and arranging for appropriate alternate jobs, if required. Similarly, the barriers at other levels that have different types of relationships will be discussed in the next section.
MICMAC analysis – managerial implications
A MICMAC analysis (Shukla, Todorov, and Kapletia Citation2018) was employed to assess each barrier’s driving and dependence power. A graph was drawn using the driving and depending power of the barriers ().
Figure 7. MICMAC analysis output.
The MICMAC analysis evaluates each barrier’s driving and dependence powers and classifies it into different categories. This evaluation may help understand the influence of each barrier on the others and the entire model.
There are four quadrants specified in the graph. Each category of barriers is discussed in this section. The first quadrant consists of those barriers with low driving and dependent powers, which are also known as ‘autonomous barriers’. illustrates that only one autonomous barrier is present in the model, which is ‘limited product sizes and volume’.
This barrier does not impact other barriers; however, it may significantly impact the entire system. Since the upstream automotive supply chain requires more varieties in product sizes and more volume of components for its efficient operation, the barrier mentioned above may be one of the critical barriers restricting AM implementation in the procurement stage.
The barriers with high dependence and low driving powers occupy the second quadrant and are termed ‘dependent barriers’. ‘Less availability of skilled technicians’, ‘expensive AM printers’, ‘low accuracy and quality of AM process’, ‘difficulty in adopting new sourcing strategies’, and ‘difficulty in changing the production schedule’ were found to be dependent barriers. Since these barriers are dependent on other driving barriers, they cannot be easily abolished. For example, if the government enacts stringent legislation to prevent IPR theft, the management can quickly adopt new sourcing strategies. Similarly, if there is strong management support, the investment made to purchase expensive AM printers and hire skilled technicians can opt for low payback periods through AM implementation in the procurement stage. Hence, these barriers can be tackled by adjusting the corresponding driving barriers.
The third quadrant consists of ‘linkage barriers’, which possess high driving and high dependent powers (Khan, Talib, and Faisal Citation2015). These barriers have a strong relationship with most of the other barriers, such that they may influence some other barriers and may themselves be influenced by some. Any change in these barriers may significantly impacts the entire model. ‘Insufficient AM material suppliers’ and ‘inadequate supplier’s cooperation’ were found to be two linkage barriers. For example, if there are sufficient AM material suppliers and proper suppliers’ cooperation in transferring the digital design files of auto components, adopting new sourcing strategies in the automotive supply chain can become relatively easy.
The barriers with high driving and low dependent powers present in the fourth quadrant are ‘driving barriers’. The four driving barriers identified were as follows: ‘lack of government legislation’, ‘limited management support’, ‘low varieties of raw material’, and ‘workers’ restrictions’. These barriers strongly influence other barriers, and any change in them will significantly impact the entire model. The management must take immediate steps to overcome these barriers to successfully implement AM.
Conclusion
The current COVID-19 pandemic has disrupted global supply chains drastically since its onset in December 2019. Since the automotive supply chain is globally connected and most auto components are sourced from China, it was one of the earliest supply chains to be disrupted when COVID-19 spread in Wuhan. The leading cause of this severe impact is the continuing complexity of the global automotive upstream supply chain. This specific complexity has to be overcome to avoid similar impacts during future uncertain events.
The current business situation has pushed global automotive makers to turn to digital supply chain transformations in the post-COVID-19 unusual scenario, to create a resilient and agile automotive supply chain network. Following the literature review, Procurement 4.0 was a suitable platform for reducing the complexity of the upstream supply chain of global automotive makers. In this regard, AM, one of the emerging Procurement 4.0 technology, has been chosen to analyse its implementation in the procurement stage of the automotive upstream supply chain. A barrier analysis was conducted about the Indian automotive industry through a questionnaire survey to identify and prioritise barriers that restrict AM’s implementation in the procurement stage.
The ISM method was used to classify the barriers into their driving and dependent powers. This method consists of sequential steps, which are explained as follows. Initially, the significant barriers affecting AM’s implementation in the automotive supply chain’s procurement stage were shortlisted from the literature, and an academic expert verified the same. Then, some relevant barriers were added as per experts’ suggestions.
A questionnaire was prepared based on the verified final list of barriers and provided to the selected professionals from key automotive firms and their supplier firms located in India. After validating the barriers’ list through the statistical hypothesis test, the initial reachability matrix was prepared by checking the contextual relationship. Then, the final reachability matrix was obtained by analysing the transitivity relationship. The level partitioning process categorised each barrier’s levels, and the ISM-based model was constructed based on those levels. Finally, MICMAC analysis was conducted to assess the driving and dependent powers of each barrier.
The significant managerial implications derived from the study are described as follows. The barrier analysis results found that ‘lack of government legislation’, ‘limited management support’, ‘limited varieties of raw material’, and ‘workers’ restrictions’ were the significant driving factors. Initial steps have to be taken by the Indian government to motivate the OEM’s management towards AM implementation. For this purpose, the Indian government must create effective rules and regulations to protect IPR security while the stakeholders of the automotive supply chain maintain a digital inventory. The Indian government can develop AM-oriented training centres to increase the number of skilled AM technicians in India. Then, the OEM’s management must address job security concerns among workers through direct interaction with the workers, explain the overall benefits of AM implementation in the procurement stage via workshops, arrange AM training programmes to improve the digital competency of workers, and assure transfers to alternative positions if necessary. Apart from this, OEM’s management should conduct workshops and seminars for their suppliers through virtual means to make them aware of AM implementation’s merits in the upstream automotive supply chain. In addition to this, the OEM’s management must purchase AM machines and hire skilled AM technicians to compensate for the expenditure due to excess inventory storage, long-distance transportation, and to achieve a resilient and agile automotive supply chain network in the post-COVID-19 unusual scenario.
This study has focused on AM implementation in the automotive supply chain’s procurement stage to produce auto components in the auto firm’s manufacturing location, i.e., AM implementation through on-shoring, since the post-COVID-19 unusual scenario has forced global automakers to adopt on-shoring. Future studies should consider the impact of AM service providers’ collaboration in the automotive supply chain to analyse AM implementation in such scenarios.
Acknowledgment(s)
Open Access funding provided by the Qatar National Library.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Notes on contributors
Adel Elomri
Dr. Mahaboob Sheriff K M is currently working as a Postdoctoral Researcher in the Engineering Management and Decision Sciences Division at the College of Science of Engineering (CSE), Hamad Bin Khalifa University in Doha, Qatar. He has worked as Mechanical Engineering teaching faculty in India’s various academic institutions for the past twelve years. His field of interest is Logistics and Supply Chain Management. He has published more than fifteen papers in various renowned international journals and conferences. He earned his Ph.D. and M.E degree in Reverse Logistics and Production Engineering from Anna University, Chennai, India.
Dr. Laoucine Kerbache is currently serving as a Professor and a Founding Faculty Member of the Logistics and Supply Chain Management Programme within the Engineering Management and Decision Sciences Division at HBKU and affiliated with HEC Paris, Qatar. For over thirty-five years of academic, research, and consulting activities, he has been very active in his areas of expertise, focusing on modelling and optimisation in Operations and Supply Chain Management. He has published over one hundred papers in international journals. He has a PhD, MSc, and BSc in Industrial Engineering and Operations Research from the Mechanical and Industrial Engineering Department, University of Massachusetts, Amherst, USA.
Dr. Adel Elomri, is an Assistant Professor in the division of engineering management and decision sciences at the college of science and engineering at Hamad Bin Khalifa University (Qatar). Dr. Elomri has a wide international experience as researcher, lecturer, and consultant in the field of Logistics and Supply Chain Management. His research lies at the interface of operations research, economics, and engineering, with a special focus in modelling and optimising supply chains. He has written several teaching materials and cases and has published research papers in several academic international journals. He holds a PhD. and MSc. degrees in industrial engineering from Ecole Centrale Paris (France).
References
- ACEA report. (2020), “ACEA: COVID-19: Jobs of over 1.1 Million EU Automobile Workers Affected so Far, Data Shows”, available at: https://www.automotiveworld.com/news-releases/acea-covid-19-jobs-of-over-1-1-million-eu-automobile-workers-affected-so-far-data-shows/(accessed 21 October 2020).
- Agarwal, A., R. Shankar, and M. K. Tiwari. 2007. “Modeling Agility of Supply Chain.” Industrial Marketing Management 36 (4): 443–457. doi:https://doi.org/10.1016/j.indmarman.2005.12.004.
- Agrawal, P., R. Narain, and I. Ullah. 2019. “Analysis of Barriers in Implementation of Digital Transformation of Supply Chain Using Interpretive Structural Modelling Approach.” Journal of Modelling in Management 15 (1): 297–317. doi:https://doi.org/10.1108/JM2-03-2019-0066.
- Bauer, W., and P. Horvath. 2015. “Industry 4.0-Economic Potential for Germany.” Controlling 27 (8–9): 515–517. doi:https://doi.org/10.15358/0935-0381-2015-8-9-515.
- Baumers, M., P. Dickens, C. Tuck, and R. Hague. 2016. “The Cost of Additive Manufacturing: Machine Productivity, Economies of Scale and Technology-push.” Technological Forecasting and Social Change 102: 193–201. doi:https://doi.org/10.1016/j.techfore.2015.02.015. (accessed January 2016).
- Beiderberk, D., D. Deradjat, and T. Minshall (2018). “The Impact of Additive Manufacturing Technologies on Industrial Spare Parts Strategies”, Centre for Technology Management working paper series, 2058-8887, No. 1, March 2018, doi:https://doi.org/10.17863/CAM.21296.
- Briner, R. B., and D. Denyer. 2012. “Systematic Review and Evidence Synthesis as a Practice and Scholarship Tool.” In The Oxford Handbook of Evidence-Based Management: Companies, Classrooms, and Research, edited by Rousseau, D., 112–129. New York, U. S. A.: Oxford Library of Psychology, Oxford University Press.
- Campbell, T., C. Williams, O. Ivanova, and B. Garrett (2011), “Could 3D Printing Change the World? Technologies, Potential, and Implications of Additive Manufacturing”, available at: https://www.atlanticcouncil.org/in-depth-research-reports/report/could-3d-printing-change-the-world/, (accessed at 21 October 2020).
- Chaliawala, N., (2020), “Auto Industry Lobbies Appeal against 100% Inspection of Chinese Imports”, ET Bureau, The Economic Times, E-paper,June.29, available at: https://economictimes.indiatimes.com/industry/auto/auto-components/auto-components-makers-fear-delay-in-imports-clearance-may-impact-vehicle-production/articleshow/76690118.cms?utm_source=contentofinterest&utm_medium=text&utm_campaign=cppst (accessed 15 December 2020).
- Chaudhuri, A., H. Rogers, P. Søberg, N. Baricz, and K. Pawar (2017), “Identifying Future 3D Printing Related Services: Insights from Denmark and German”, in Pawar, K. S., A. Potter, and A. Lisec. (Eds), Proceedings of 22nd International Symposium on Logistics (ISL2017), Ljubljana, Slovenia, pp.321–328.
- Comarch. (2018), “Direction: Outsourcing. Can the IT and Automotive Industries Entwine?”, available at: https://www.sdcexec.com/software-technology/article/21032238/comarch-direction-outsourcing-can-the-it-and-automotive-industries-entwine#:~:text=Organizations%20engaged%20in%20automotive%20manufacturing,suppliers%20and%20third%2Dparty%20companies (accessed 21 October 2020).
- Couzin, T., F. Dumesnil, I. Imaz, I. Pélicart, S. Wegmann, S. Gannac, S. Hobbs, and D. Estampe. 2001. “Analysis of the Automotive Sector’s Inbound Supply Chain.” Supply Chain Forum: An International Journal 2 (1): 14–21. doi:https://doi.org/10.1080/16258312.2001.11517077.
- Da Silva, V. L., J. L. Kovaleski, and R. N. Pagani. 2019. “Technology Transfer in the Supply Chain Oriented to Industry 4.0: A Literature Review.” Technology Analysis & Strategic Management 31 (5): 546–562. doi:https://doi.org/10.1080/09537325.2018.1524135.
- Delic, M., and D. R. Eyers. 2020. “The Effect of Additive Manufacturing Adoption on Supply Chain Flexibility and Performance: An Empirical Analysis from the Automotive Industry.” International Journal of Production Economics 228: 107689. doi:https://doi.org/10.1016/j.ijpe.2020.107689. October 2020.
- Delic, M., D. R. Eyers, and J. Mikulic. 2019. “Additive Manufacturing: Empirical Evidence for Supply Chain Integration and Performance from the Automotive Industry.” Supply Chain Management: An International Journal 24 (5): 604–621. doi:https://doi.org/10.1108/SCM-12-2017-0406.
- Denyer, D., and D. Tranfield. 2009. “Producing a Systematic Review.” In The Sage Handbook of Organizational Research Methods, edited by Buchanan, D. and A. Bryman, 671–689. London: Sage.
- Dun and Bradstreet report. (2020), “Business Impact of the Coronavirus, Business and Supply Chain Analysis Due to the Coronavirus Outbreak”, available at: https://www.dnb.com/content/dam/english/economic-and-industry-insight/DNB_Business_Impact_of_the_Coronavirus_US.pdf, (accessed 21 October 2020).
- Durach, C. F., S. Kurpjuweit, and S. M. Wagner. 2017. “The Impact of Additive Manufacturing on Supply Chains.” International Journal of Physical Distribution & Logistics Management 47 (10): 954–971. doi:https://doi.org/10.1108/IJPDLM-11-2016-0332.
- Dwivedi, G., S. K. Srivastava, and R. K. Srivastava. 2017. “Analysis of Barriers to Implement Additive Manufacturing Technology in the Indian Automotive Sector.” International Journal of Physical Distribution & Logistics Management 47 (10): 972–991. doi:https://doi.org/10.1108/IJPDLM-07-2017-0222.
- Ebrahimi, M., A. Baboli, and E. Rother. 2019. “The Evolution of World Class Manufacturing toward Industry 4.0: A Case Study in the Automotive Industry.” IFAC-PapersOnLine 52 (10): 188–194. doi:https://doi.org/10.1016/j.ifacol.2019.10.021.
- Ford (2017) “Ford Tests Large-scale 3D Printing with Light-weighting and Personalization in Mind”. https://media.ford.com/content/fordmedia/fna/us/en/news/2017/03/06/ford-tests-large-scale-3d-printing.html (accessed 28 July 2021)
- Ford, S. L. N. (2014). “Additive Manufacturing Technology: Potential Implications for U.S. Manufacturing Competitiveness”, Journal of International Commerce and Economics, September 2014, pp. 40–74, Available at SSRN: https://ssrn.com/abstract=2501065.
- Fostec(2018), “Industrie4.0”, available at:https://www.fostec.com/de/kompetenzen/digitalisierungs-strategie/industrie-4-0/(accessed 7 December 2018).
- Geissbauer, R., R. Weissbarth, and J. Wetzstein (2016), “Procurement 4.0: Are the Organization Ready for the Digital Revolution?”, available at: http://www.strategyand.pwc.com/reports/procurement-4-digital-revolution (accessed 18 December 2018).
- Ghadge, A., M. Er Kara, H. Moradlou, and M. Goswami. 2020. “The Impact of Industry 4.0 Implementation on Supply Chains.” Journal of Manufacturing Technology Management 31 (4): 669–686. doi:https://doi.org/10.1108/JMTM-10-2019-0368.
- Giffi, C. A., B. Gangula, and P. Illinda. 2014. 3D Opportunity for the Automotive Industry, 28. Deloitte Univ. Press. available at: https://www2.deloitte.com/content/dam/insights/us/articles/additive-manufacturing-3d-opportunity-in-automotive/DUP_707-3D-Opportunity-Auto-Industry_MASTER.pdf
- Gupta, R., 2020, “The after Effects of “Boycott China” in the Automotive Sector”, GoMechanic Informative, July.25, available at: https://gomechanic.in/blog/automotive-industry-and-boycott-china/ (accessed 15 December 2020).
- Gupta, S., S. Modgil, A. Gunasekaran, and S. Bag. 2020. “Dynamic Capabilities and Institutional Theories for Industry 4.0 And Digital Supply Chain.” Supply Chain Forum: An International Journal 21 (3): 139–157. doi:https://doi.org/10.1080/16258312.2020.1757369.
- Hermann, M., T. Pentek, and B. Otto (2016), “Design Principles for Industrie 4.0 Scenarios: A Literature Review”, Proceedings of 49th Hawaii International Conference on System Sciences, pp.3928–3937, Koloa, 5-8 January 2016. https://doi.org/https://doi.org/10.1109/HICSS.2016.488.
- Holmström, J., M. Holweg, S. H. Khajavi, and J. Partanen. 2016. “The Direct Digital Manufacturing (R)evolution: Definition of a Research Agenda.” Operations Management Research 9 (1–2): 1–10. doi:https://doi.org/10.1007/s12063-016-0106-z.
- Holmström, J., G. Liotta, and A. Chaudhuri. 2017. “Sustainability Outcomes through Direct Digital Manufacturing-based Operational Practices: A Design Theory Approach.” Journal of Cleaner Production 167: 951–961. doi:https://doi.org/10.1016/j.jclepro.2017.03.092. (accessed 20 November 2017).
- Khan, H., F. Talib, and M. N. Faisal. 2015. “An Analysis of the Barriers to the Proliferation of M-commerce in Qatar.” Journal of Systems and Information Technology 17 (1): 54–81. doi:https://doi.org/10.1108/JSIT-12-2014-0073.
- Knofius, N., M. C. van der Heijden, A. Sleptchenko, and W. H. M. Zijm. 2021. “Improving Effectiveness of Spare Parts Supply by Additive Manufacturing as Dual Sourcing Option”. OR Spectrum, Heidelberg. 43(1), March 2021. 189–221. https://doi.org/10.1007/s00291-020-00608-7.
- Luthra, S., D. Garg, and A. Haleem. 2015. “Critical Success Factors of Green Supply Chain Management for Achieving Sustainability in Indian Automobile Industry.” Production Planning & Control 26 (5): 339–362.
- Luthra, S., and S. K. Mangla. 2018. “Evaluating Challenges to Industry 4.0 Initiatives for Supply Chain Sustainability in Emerging Economies.” Process Safety and Environmental Protection 117: 168–179. doi:https://doi.org/10.1016/j.psep.2018.04.018. (accessed July 2018).
- Malone, D. W. 1975. “An Introduction to the Application of Interpretive Structural modeling.” Proceedings of the IEEE 63 (3): 397–404. doi:https://doi.org/10.1109/PROC.1975.9765.
- McNabb D.E. (2016) Early Industrialization in England and Wales, 1760–1814. In: A Comparative History of Commerce and Industry, Volume I. New York: Palgrave Macmillan. https://doi.org/https://doi.org/10.1057/9781137503268_.
- Mellor, S., L. Hao, and D. Zhang. 2014. “Additive Manufacturing: A Framework for Implementation.” International Journal of Production Economics 149: 194–201. doi:https://doi.org/10.1016/j.ijpe.2013.07.008.
- Mendes, L., and J. Machado. 2015. “Employees’ Skills, Manufacturing Flexibility and Performance: A Structural Equation Modelling Applied to the Automotive Industry.” International Journal of Production Research 53 (13): 4087–4101. doi:https://doi.org/10.1080/00207543.2014.993772.
- Najar, T., and M. Amami. 2012. “Interorganizational Information Systems Advantages: A Case in the Tunisian Automotive Components Supply Chain.” Supply Chain Forum: An International Journal 13 (3): 4–25. doi:https://doi.org/10.1080/16258312.2012.11517295.
- Niaki, K. M., and F. Nonino. 2017. “Impact of Additive Manufacturing on Business Competitiveness: A Multiple Case Study.” Journal of Manufacturing Technology Management 28 (1): 56–74. doi:https://doi.org/10.1108/JMTM-01-2016-0001.
- Nicoletti, B. 2014 “Using Operational Analytics to Achieve a Digitized, Visible Supply Chain.” Inbound Logistics available at: https://www.inboundlogistics.com/cms/article/using-operational-analytics-to-achieve-a-digitized-visible-supply-chain/.
- Nicoletti, B. 2020. Procurement 4.0 And the Fourth Industrial Revolution: The Opportunities and Challenges of the Digital World.First ed. Palgrave Macmillan, Cham: Springer International Publishing. doi:https://doi.org/10.1007/978-3-030-35979-9.
- Niehues, S., L. Berger, and M. Henke (2018), “Additive Manufacturing in Supply Chains - the Future of Purchasing Processes,” in Kersten, W., T. Blecker, and C. M. Ringle. (Ed.s), The Road to a Digitalized Supply Chain Management: Smart and Digital Solutions for Supply Chain Management. Proceedings of the Hamburg International Conference on Logistics (HICL), Vol.25, epubli GmbH, Berlin, pp. 79–95.
- Núñez-Merino, M., J. M. Maqueira-Marín, J. Moyano-Fuentes, and P. J. Martínez-Jurado. 2020. “Information and Digital Technologies of Industry 4.0 And Lean Supply Chain Management: A Systematic Literature Review.” International Journal of Production Research 58 (16): 5034–5061. doi:https://doi.org/10.1080/00207543.2020.1743896.
- Özceylan, E., C. Çetinkaya, N. Demirel, and O. Sabırlıoglu. 2018. “Impacts of Additive Manufacturing on Supply Chain Flow: A Simulation Approach in Healthcare Industry.” Logistics 2 (1): 1–20. doi:https://doi.org/10.3390/logistics2010001.
- Ozkan-Ozen, Y. D., Y. Kazancoglua, and S. K. Mangla. 2020. “Synchronized Barriers for Circular Supply Chains in Industry 3.5/Industry 4.0 Transition for Sustainable Resource Management.” Resources, Conservation & Recycling 161: 104986. doi:https://doi.org/10.1016/j.resconrec.2020.104986. (accessed October 2020).
- Pellengahr, K., A. Schulte, J. Richard, and M. Berg (2018). “Pilot Study Procurement 4.0. The Digitalization of Procurement”, Fraunhofer In-stitute for Material Flow and Logistics.
- Ramirez-Peña, M., P. F. Mayuet, J. M. Vazquez-Martinez, and M. Batista. 2020. “Sustainability in the Aerospace, Naval, and Automotive Supply Chain 4.0: Descriptive Review.” Materials 13 (24): 5625. doi:https://doi.org/10.3390/ma13245625.
- Rifkin, J. 2011. The Third Industrial Revolution: How Lateral Power Is Transforming Energy, the Economy, and the World. New York, NY: Palgrave Macmillan.
- Rogers, H., N. Baricz, and K. S. Pawar. 2016. “3D Printing Services: Classification, Supply Chain Implications and Research Agenda.” International Journal of Physical Distribution & Logistics Management 46 (10): 886–907. doi:https://doi.org/10.1108/IJPDLM-07-2016-0210.
- Rylands, B., T. Bohme, R. A. Gorkin III, J. P. Fan, and T. Birtchnell. 2015. “3D Printing - to Print or Not to Print? Aspects to Consider before Adoption - a Supply Chain Perspective.” Australian Institute for Innovative Materials – Papers, 1761. https://ro.uow.edu.au/aiimpapers/1761
- Savastano, M., C. Amendola, F. D′Ascenzo, and E. Massaroni. 2016. “3-D Printing in the Spare Parts Supply Chain: An Explorative Study in the Automotive Industry”, Digitally Supported Innovation, Lecture Notes in Information Systems and Organization 18, edited by Caporarello, L. et al Switzerland: Springer International Publishing doi:https://doi.org/10.1007/978-3-319-40265-9_1.
- Schwab, K. 2017. The Fourth Industrial Revolution. London, UK: Currency.
- Senthil Kumar, D., and S. Vinodh. 2020. “TISM for Analysis of Barriers Affecting the Adoption of Lean Concepts to Electronics Component Manufacture.” International Journal of Lean Six Sigma 11 (6): 1141–1173.
- Sharma, V., B. S. Sahay, and G. D. Sardana. 2008. “An Empirical Assessment of the Impact of SCM Practices on Quality Performance: A Case in the Indian Automobile Industry.” Supply Chain Forum: An International Journal 9 (1): 28–40. doi:https://doi.org/10.1080/16258312.2008.11517188.
- Shukla, M., I. Todorov, and D. Kapletia. 2018. “Application of Additive Manufacturing for Mass Customisation: Understanding the Interaction of Critical Barriers.” Production Planning & Control 29 (10): 814–825. doi:https://doi.org/10.1080/09537287.2018.1474395.
- Sindhu, S., V. Nehra, and S. Luthra. 2016. “Identification and Analysis of Barriers in Implementation of Solar Energy in Indian Rural Sector Using Integrated ISM and Fuzzy MICMAC Approach.” Renewable & Sustainable Energy Reviews 62: 70–88. doi:https://doi.org/10.1016/j.rser.2016.04.033.
- Stucker, B. (2011) “Additive Manufacturing Technologies: Technology Introduction and Business Implications”, In: Frontiers of Engineering, Reports on Leading-Edge Engineering from the 2011 Symposium (2012), national academies press, Washington, D.C., pp.5–14.
- Tham, C., and T. Luo. 2013. “Sensing-Driven Energy Purchasing in Smart Grid Cyber-Physical System.” IEEE Transactions on Systems, Man, and Cybernetics: Systems 43 (4): 773–784. doi:https://doi.org/10.1109/TSMCA.2012.2224337.
- Thomas-Seale, L. E. J., J. C. Kirkman-Brown, M. M. Attaullah, D. M. Espino, and D. E. T. Shepherd. 2018. “The Barriers to the Progression of Additive Manufacture: Perspectives from UK Industry.” International Journal of Production Economics 198: 104–118. doi:https://doi.org/10.1016/j.ijpe.2018.02.003. (accessed April 2018).
- Tiwari, D., K. K. Shukla, and U. A. Khan (2020), “To Find the Effectiveness of Barriers in Reverse Logistics by Using ISM”, “Advances in Intelligent Manufacturing”, Select Proceedings of ICFMMP 2019, Book series: Lecture Notes in Mechanical Engineering, pp 81–91.
- Tranfield, D., D. Denyer, and P. Smart. 2003. “Towards a Methodology for Developing Evidence-Informed Management Knowledge by Means of Systematic Review.” British Journal of Management 14 (3): 207–222. doi:https://doi.org/10.1111/1467-8551.00375.
- Tsolakis, N., D. Bechtsis, and J. S. Srai. 2019. “Intelligent Autonomous Vehicles in Digital Supply Chains.” Business Process Management Journal 25 (3): 414–437. doi:https://doi.org/10.1108/BPMJ-11-2017-0330.
- Uffhausen, L. (2020). “Additive Manufacturing Will Change Procurement as You Know It”, Supply & Demand Chain (SDC) Executive Magazine, 19 April 2020, https://www.sdcexec.com/sourcing-procurement/article/21122721/essentium-additive-manufacturing-will-change-procurement-as-you-know-it
- Varsha Shree, M., V. Dhinakaran, V. Rajkumar, P. M. Bupathi Ram, M. D. Vijayakumar, and T. And Sathish. 2020. “Effect of 3D Printing on Supply Chain Management.” Materials Today: Proceedings 21 (1): 958–963.
- Verboeket, V., and H. Krikke. 2019. “The Disruptive Impact of Additive Manufacturing on Supply Chains: A Literature Study, Conceptual Framework and Research Agenda.” Computers in Industry 111: 91–107. doi:https://doi.org/10.1016/j.compind.2019.07.003. (accessed October 2019).
- Weller, C., R. Kleer, and F. T. Piller. 2015. “Economic Implications of 3D Printing: Market Structure Models in Light of Additive Manufacturing Revisited.” International Journal of Production Economics 164: 43–56. doi:https://doi.org/10.1016/j.ijpe.2015.02.020. (accessed June 2015).
- Widmer, M., and V. Rajan (2016), “3D Opportunity and Intellectual Property”, Deloitte University Press,22 January, available at: http://dupress.com/articles/3d-printing-intellectual-property-risks (accessed 27 April 2016).
- Yadav, G., S. Luthra, S. K. Jakhar, S. K. Mangla, and D. P. Rai. 2020. “A Framework to Overcome Sustainable Supply Chain Challenges through Solution Measures of Industry 4.0 And Circular Economy: An Automotive Case.” Journal of Cleaner Production 254: 120112. doi:https://doi.org/10.1016/j.jclepro.2020.120112. (accessed May 2020).
- Zanoni, S., M. Ashourpour, A. Bacchetti, M. Zanardini, and M. Perona. 2019. “Supply Chain Implications of Additive Manufacturing: A Holistic Synopsis through a Collection of Case Studies.” International Journal of Advanced Manufacturing Technology 102 (9–12): 3325–3340. doi:https://doi.org/10.1007/s00170-019-03430-w.
- Zijm, H., N. Knofius, and M. van der Heijden. 2019. “Additive Manufacturing and Its Impact on the Supply Chain.” In Operations, Logistics and Supply Chain Management, edited by Zijm, J., M. Klumpp, A. Regattieri, and S. Heragu, 521–543. Springer, Cham: Lecture Notes in Logistics. doi:https://doi.org/10.1007/978-3-319-92447-2_23.