
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
Ceramic-based absorbing composite is irreplaceable in high-temperature conditions. This work has fabricated a novel biomass–derived porous SiCnw/SiC composite for structure–function integrated electromagnetic wave (EMW) absorption through selective laser sintering (SLS) 3D printing and carbothermal reduction. SLS processed the biomass-derived wood precursor with unique porous microstructures. The structure–function properties were controlled by changing the SiO carbothermal reduction temperatures, which facilitated the growth of SiC nanowires for effective EMW absorption. The 3D printed porous SiCnw/SiC composite shows efficient EMW absorption abilities with a minimum reflection loss of −49.01 dB and an effective absorption bandwidth of 5.1 GHz. The bulk density and flexural strength of porous SiCnw/SiC composite are respectively 0.73 ± 0.001 g/cm3 and 6.21 ± 0.66 MPa. Despite a high open porosity of 75.58 ± 0.31%, the porous SiCnw/SiC composite demonstrates excellent thermal conductivities of 3.21∼4.99 W/(m·K) and superior fire-resistant ability. The 3D printed SiCnw/SiC composite integrates structure and functions, indicating wide applications in specific harsh environments.
1. Introduction
EMW absorption materials play a crucial part in civil and military fields owing to their vital function for ensuring human health and preventing information leakage (Yin et al. Citation2014; Liang et al. Citation2014; Wang, Cheng, and Zhang Citation2018). For better EMW absorbing ability, many studies have focused on controlling the impedance matching condition and attenuation characteristic to prepare efficient absorbing materials (Zhou et al. Citation2019; Cai et al. Citation2021; Javid et al. Citation2021; Li et al. Citation2021). Meanwhile, high-temperature structural absorbing materials, such as SiC matrix composites are irreplaceable in many harsh environments due to their high specific strength, temperature resistance, and chemical stability (Wang et al. Citation2018; Dong et al. Citation2019).
There are many traditional ways to apply SiC in EMW absorbing fields. Bio-inspired porous absorbers preparing methods have proven to be easily operated. Abundant microscopic pores facilitate the realisation of multiple reflections for EMW waves (Mei et al. Citation2021; Fan et al. Citation2021; Luo et al. Citation2019), beneficial to electromagnetic energy consumption. Liang et al. (Liang and Wang Citation2019) used the carbonised eggplants as templates to prepare lightweight and strong SiC aerogels by carbothermal reduction, obtaining the developed SiC aerogels with a RLmin of −43 dB. Cai et al. (Cai et al. Citation2021) prepared alternated ‘soft-and-stiff’ multilayered Si3N4/SiC aerogels, resulting in a ‘reflection−absorption−zigzag’ reflection absorbing pattern. The obtained N/C aerogel showed a RLmin of −45 dB. Another efficient way is the incorporation of one-dimensional SiC materials, including SiC fibre (SiCf), SiC whisker (SiCw), or SiC nanowire (SiCnw). SiO vapour carbothermal reduction is a desirable way to in-situ growing SiCnw (Zhu et al. Citation2016). Previous studies have demonstrated that SiCnw could serve as an efficient EMW absorbing agent attributed to its lattice defects, interfacial polarisation, and dielectric loss. Lan et al. (Lan and Wang Citation2020; Lan et al. Citation2020; Lan and Wang Citation2020) prepared binary porous SiC with pressed SiCw as the skeleton and introduced the secondary SiCnw via carbothermal reduction, and they obtained a minimum reflection loss (RLmin) of −51 dB. Ren et al. (Ren et al. Citation2020) reported a novel carbon nanowires (CNWs)/SiCnw hybrid networks reinforced silicon carbonitride (SiCN) composite, realising a RLmin of −21.6 dB at 2.35 mm thickness.
However, micro-morphology regulation has many limitations in improving EMW absorbing performance, especially for broadband absorbing. Sun et al. (Sun et al. Citation2022) developed a macro-metamaterials design that can achieve super broadband absorbing of 2.4∼40 GHz. Nevertheless, the manufacturing process was complicated and could not meet the actual demand. Based on the layer accumulation principle (Chen et al. Citation2019; Dong et al. Citation2021; Feng et al. Citation2021; Yang et al. Citation2021), 3D printing shows the great potential of realising the structural complexity of absorbers. For example, Mei and co-workers (Mei et al. Citation2019) combined 3D printing and chemical vapour infiltration to adjust the micro–macro structures of Al2O3/SiCw for the optimised wave absorbing properties. Further, they fabricated absorbers with unique twisted cross metamaterial structures and realised effective EMW absorbing of X band (Mei et al. Citation2021). Gong et al. (Gong et al. Citation2021) adopted selective laser sintering (SLS) 3D printing to fabricate carbon fibre/polyamide/carbonyl iron composite honeycomb structure with a RLmin of −47 dB at 16.2 GHz. However, as far as the authors’ knowledge, few works have been done on 3D printed biomass-derived SiC-based absorbing composite materials.
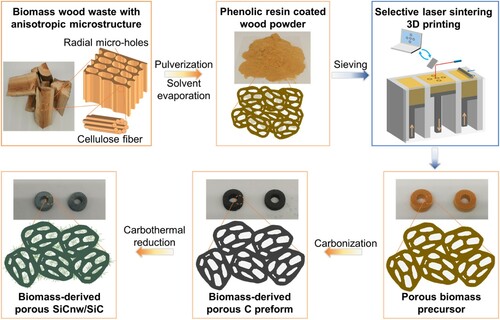
Wood is an abundant renewable biomass resource. The recycling and sustainability of wood waste have always been the focus of people's attention (Song et al. Citation2018; Guan et al. Citation2020). This work creatively pulverised wood waste into wood powder and prepared a highly adaptable phenolic resin coated cedarwood powder (PR/WP) by a solvent evaporation method. The PR/WP powder was used to build wood precursors by SLS. Then the wood precursor was treated by carbonisation and SiO vapour carbothermal reduction to obtain porous SiC with in-situ grown SiCnw. The growth of SiCnw could be adjusted by varying the carbothermal reduction temperatures. This work combined SLS 3D printing and carbothermal reduction processes to fabricate biomass-derived absorbing SiCnw/SiC composite, realising the structure–function integrated EMW absorption through a low-cost and environmental strategy.
2. Experimental section
2.1. Materials
The cedarwood waste blocks were obtained from a local wood factory. The phenolic resin was purchased from Henan Hengyuan New Material Co. Ltd. Ferrocene was purchased from Shanghai Aladdin Biochemical Technology Co. Ltd, Ltd. Ethyl alcohol and xylene were purchased from Sinopharm Chemical Reagent Co. Ltd., China. The PR/WP composite powder preparation for SLS is shown in Figure S1. Firstly, the cedarwood blocks with abundant micro holes were pulverised into wood powder below 100 mesh; then, the phenolic resin powder was entirely ultrasonic dissolved in the ethyl alcohol for 1 h; the wood powder was mechanically mixed in the solvent for 4 h at 900 rpm, the mass ratio of phenolic resin powder and wood powder was 1:1; after that, the mixture was vacuum dried for 24 h at 80°C; finally, the obtained PR/WP blocks were mechanically crushed and sieved to get the PR/WP powder below 160 mesh. The micro-morphologies of wood powder and PR/WP powder are illustrated in Figure S2(a, b). The holes of wood powder before and after coating are visible.
2.2. Manufacture of 3D printed biomass–derived SiCnw/SiC composite
The SLS 3D printing of wood biomass–derived green parts (SP) was conducted through the HK C250 with a CO2 laser (Wuhan Huake 3D Technology Co. Ltd., China). The SLS processing parameters were settled as follows: laser powder 7 W, scanning speed 2000mm/s, scanning spacing 0.1 mm, layer thickness 0.13 mm, preheating temperature 40°C.
The carbonised preform (CP) was obtained by heating the SP at 800°C for 2 h with Ar protection in a tube furnace. Then the CP part was impregnated in a ferrocene catalyst solution under vacuum for 15 min and subsequently dried at 100°C for 2 h. The carbonisation process adopted a step temperature heating procedure, clearly described in Figure S3a.
In the carbothermal reduction process, the CP part was carefully placed on the mixed Si/SiO2 powder in a corundum boat covered by a corundum lid. The molar ratio of Si and SiO2 was 1:1, while the weight ratio of their mixing powder and CP part was 4.4:1. The carbothermal reducing process for CP parts was set at 1300°C, 1400°C, and 1500°C for 3 h with Ar protection. The obtained porous biomass-derived absorbing SiCnw/SiC parts were named SC1300, SC1400, and SC1500, respectively. The heating curve of carbothermal reduction is shown in Figure S3b.
2.3. Characterisation
The particle size distribution of the PR/WP powder was tested by a laser particle analyzer (Mastersizer 3000; Malvern Panalytical, UK). The chemical bonding information of materials was analyzed by a Fourier infrared Spectroscopy (FTIR) analyzer (Nicolet 6700; Thermo Scientific, USA). The weight retention of powder samples was obtained by a thermalgravimetric (TG) analyzer (Diamond; PerkinElmer, Germany) at 800°C with a heating rate of 20°C/min. The amorphous and in-situ formed SiC in the samples were analyzed by a Raman spectrometer (LabRAM HR800; Horiba Jobin Yvon, France). The phase composites of the samples were detected by X-ray diffraction (XRD-6100; Shimadzu, Japan). The apparent density, bulk density, and open porosity were tested and calculated using the Archimedes method. The dimensional accuracy (DA) of the samples at different processing stages was calculated as the following equation:
(1)
(1) where D is the measured value by a calipre with an accuracy of 0.01 mm, D0 is the designed value of the CAD model. Rectangle blocks with a dimension of 30 mm (X) ×15 mm (Y) × 4 mm (Z) were used to evaluate the dimensional accuracy of samples. The flexural strength of specimens with a dimension of 22×6×4 mm3 was tested using an electronic dynamic and static fatigue testing machine (E1000; ITW, USA). The span spacing and crosshead speed were 18 mm and 0.5 mm/min, respectively. The microstructures of the samples were observed by a field emission scanning electron microscope (JSM-7600F; JEOL, Japan) and transmission electron microscopy (JEM2100; JEOL, Japan). The distribution and content of elements were analyzed by an electron probe microanalyzer (EPMA-8050G; Shimadzu, Japan) equipped with a wavelength dispersive spectrometer (WDS). The electromagnetic (EM) parameters within the 2∼18 GHz were measured by a vector network analyzer (E5071c; Agilent, USA) through a coaxial line method. The coaxial line samples were directly prepared by SLS, of which the inner diameter, external diameter, and thickness were respectively 3, 7, and 2.5 mm. The thermal conductivities of samples with a dimension of 10×10×2 mm3 were obtained by a laser thermal conductivity analyzer (LFA-427; NETZSCH, Germany) within a temperature range of 25∼900°C while the thermal conductivities at 25°C, 300°C, 600°C, 900°C and 1200°C were tested.
3. Results and discussion
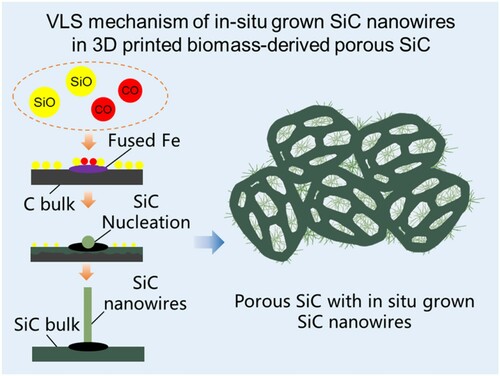
illustrates a schematic of 3D printed porous biomass–derived SiCnw/SiC composite. Before SLS 3D printing, a highly SLS adaptable PR/WP powder is prepared by a solvent evaporation method with timber waste as feedstocks. The reuse of timber waste would contribute to a sustainable manner of wood biomass material and the added value of wood. The waste cedarwood blocks have anisotropic structural characteristics while abundant straight holes with a diameter of 15∼30 μm distributed on the cross-section and the wood fibre structures could be observed from the vertical section (Figure S1). The straight holes and fibre structures could be reserved in the PR/WP powder, significantly affecting the mechanical and EMW absorbing porous SiC ceramics. Moreover, lots of isotropic pores would also form during the SLS process due to the loose stacking state among powders as the spreading roller only applies a weak pressure on the powder bed (Chen et al. Citation2019; Chen et al. Citation2019). After carbonisation, amorphous porous carbon preform is formed due to the pyrolysis of organics. In the carbothermal reduction process, SiO vapour can react with carbon to generate porous SiC with in-situ grown SiCnw. 3D printing can endow the absorbing biomass–derived SiCnw/SiC composite with customised macro-shapes for wide structural and functional applications.
Figure 1. Schematic of 3D printed porous biomass–derived SiCnw/SiC composite.
The PR/WP powder morphology is regular with good dispersibility (Figure S1) and a median particle size of approximately 103 μm (a), indicating that the solvent evaporation method is an excellent way to prepare feedstock adaptable for SLS 3D printing. The PF coated wood powder is easier to grow sintered neck among particles under the scanning laser. Hence a crosslinked wood network can be processed by SLS.
Figure 2. (a) Particle size distribution of PR/WP powder; (b) FTIR curves of wood powder, PF powder, PR/WP powder, and SP; (c) TG curves (in Ar) of wood powder, phenolic resin powder and PR/WP powder; (d) Raman, (e) XRD and (f) TG (in the air) curves of CP, SC1300, SC1400 and SC1500.
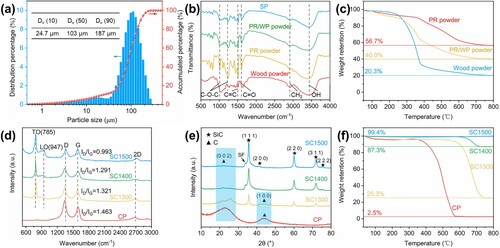
b illustrates the FTIR absorption curves of wood powder, phenolic resin, PR/WP powder, and SP, in which absorption peaks at 3424, 2926, 1636, 1510 and 1267 (&1057) cm−1 can be assigned to OH, CH2, C = O, C = C and C–O-C for wood powder, respectively. The absorption peaks of phenolic resin at around 1636, 1510, and 1267 cm−1 get sharp, which means the C = O, C = C, and C–O-C groups of phenolic resin increase. Compared to the FTIR curves, there are two combined characteristic peaks of wood powder and phenolic resin powder within the solvent evaporation prepared PR/WP powder and SLS processed SP. Therefore, in the processing procedures of material preparation and SLS processing processes, there is no disappearance of old groups or formation of new groups, indicating that only physical changes exist in the above two stages.
The TG curves of materials under an inert atmosphere are shown in c. The weight retention of wood powder, phenolic resin, and PR/WP are 20.3%, 56.7%, and 40.0%, respectively. It is known that the conversion of wood powder into amorphous carbon is a complicated process involving water loss, hydrocarbon formation, aromatic polynuclear structures generation, carbon network shrinkage, thermal reaction termination, and carbon structure formation (Qian et al. Citation2003). Significantly, the carbon yield of phenolic resin is much higher than wood powder owing to lots of aromatic nuclei in the phenolic molecular. The wood powder acts as the main body of the SP skeleton, while the phenolic resin can help maintain the stability of the skeleton. As illustrated in the TG curve of PR/WP, the weight drops tempestuously during 300∼400°C and gradually keeps stable during 750∼800°C, determining the heating routine of the carbonisation process (Figure S3a).
As described in the 2.2 section, the SP samples would experience carbonisation and carbothermal reduction along with phase and microstructure evolutions. In d, the Raman spectra of CP, SC1300, SC1400, and SC1500 are given to show the composition evolution with changed reaction conditions. There are two peaks at 785 and 947 cm−1 representing the Si–C vibrations of the transversal optic (TO) and longitudinal optic (LO), while no Si–C vibration appears in the CP characteristic peaks (Xiao et al. Citation2020; Zhang et al. Citation2015). Moreover, the LO mode becomes sharper as the reduction temperature increases, attributed to the increased distance among stacking faults (SF) (Xiao et al. Citation2015). Besides, additional three peaks at around 1360, 1590, and 2700 cm−1 are assigned to carbon characteristic peaks of D-band, G-band, and 2D-band. The intensity ratio of D peak and G peak (ID/IG) reveals the defects and degrees of crystal structure disorder in carbon material (Du et al. Citation2020). For CP samples without carbothermal reduction, the ID/IG ratio is 1.463 as vacancies dominate as primary defects. Further, the ID/IG ratio decreases with the carbothermal reduction temperature, indicating the increase of crystallization of carbon, and the sp3 defects mainly exist in the SC1500 samples with an ID/IG ratio of 0.993 (Lan, Li, and Wang Citation2020). Meanwhile, the slight fluctuation of 2D bands reflects phases with higher graphitisation presenting all samples (Ma et al. Citation2020; Xiao et al. Citation2020).
For a further qualitative explanation of phase evolutions, the XRD spectra of CP, SC1300, SC1400, and SC1500 are described in e. The CP sample has two broad peaks at around 22.0° and 44.1°, corresponding to the (0 0 2) and (1 0 0) planes of amorphous carbon (Ye et al. Citation2019). After carbothermal reduction at different temperatures, the (0 0 2) peak becomes sharper but smaller as the temperature increases, which can be ascribed to the higher crystallinity, as the Raman results revealed. However, the (1 0 0) peak can hardly be detected in SC1300 and disappears in SC1400 and SC1500, suggesting more transformation from carbon to β-SiC through carbothermal reduction at higher temperatures. Clearly, in the SC samples, the peaks located at 35.7°, 41.2°, 60.1°, 71.8°, and 75.4° can be attributed to the (1 1 1), (2 0 0), (2 2 0), (3 1 1), and (2 2 2) planes of the β-SiC (JCPDS PDF#75-0254) (Liang and Wang Citation2019; Ye et al. Citation2019). In addition, another small peak at 33.8° is marked as SF in SiC crystals, as previous research reported (Jiang et al. Citation2018; Yan et al. Citation2017).
f shows the weight retention of CP and SC samples under air with temperature changing from room temperature (25°C) to 800°C, from which it can be found that the weight retention ratio of CP, SC1300, SC1400, and SC1500 are respectively 2.5%, 25.3%, 87.3%, and 99.4%. The residue of CP is mainly metallic oxide impurity while the other SC samples left SiC and the rest carbon is entirely oxidised with temperature increase in air. Thus, we can conclude that 1500°C is more suitable for carbothermal reduction due to almost complete C-SiC transformation, and purer SiC would facilitate high-temperature applications of SLS fabricated components.
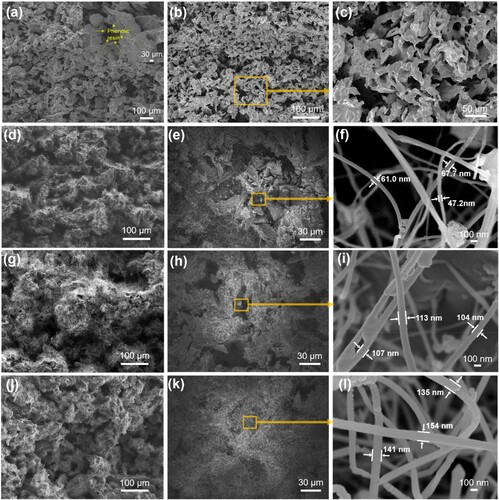
shows microstructure evolutions in wood biomimetic SiC ceramic processing. a shows the surface morphology of SP. By the synergistic effect of both laser and powder spreading roller, the phenolic resin wraps evenly on the powder and is fully cured to connect the wood powder (Zhu et al. Citation2018) for constructing a 3D crosslinked biomimetic porous structure. After carbonisation, abundant micropores are observed in b, including natural holes of wood powder and SLS acquired pores evenly distributed in the CP fracture surface. Furthermore, the SLS-developed pores are similar to the natural wood pores viewed from surface morphology shown in c. During the carbonisation process, the wood powder would transform into soft amorphous carbon while phenolic resin tends to change into hard glassy carbon that seems like a ‘bridge’ to strengthen the bonding between wood powder, thus here forming a relatively solid biomimetic porous carbon network (Qian, Jin, and Wang Citation2004). All the pyrolytic carbon would serve as the carbon source to react with silicon sources to generate SiC bulks and SiC nanowires. The dense SiCnw arrays uniformly embed on the SiC bulks (Yan et al. Citation2017) viewed from the fracture surface of SC1300, SC1400, and SC1500 related with e, h, and k, respectively. By further observation of the SC1300 (f), SC1400 (i), and SC1500 (l) surfaces, the SiCnw becomes denser as the sintering temperature increases. More prominently seen from the local magnified micrographs, the diameter of SiCnw gets larger with increasing sintering temperatures. Purer SiC bulks aligned with denser and larger SiCnw can positively influence mechanical and EMW absorbing, which will be elucidated after this.
Figure 3. Illustrations of morphology evolutions in the processing of wood biomimetic SiC ceramic: (a) 3D printed wood precursor; (b) and (c) carbonised preform; fracture morphologies of (d) SC1300, (g) SC1400 and (j) SC1500; surface morphologies of (e) SC1300, (h) SC1400 and (k) SC1500; SiCnw morphologies of (f) SC1300, (i) SC1400 and (l) SC1500.
In order to verify the element compositions, contents, and distributions of the newly grown porous SiC, taken SC1500 as an EPMA testing object, there are four elements: C, Si, O, and Fe detected by a mapping scanning the surface. In a, the morphology of the SiCnw seems like a tadpole with a globular crystal nucleus on the top. The element distributions display accumulation conditions due to different surface depths of the focus field. By comparing the distribution and content of C (b) and Si (c), it is clear that C and Si distribute roughly in the same area with a similar mass ratio to SiC molecular. Combined with the XRD characteristic peaks of SC1500, it can be preliminarily determined the generation of high purity SiC. In d, a small amount of O shows a different distribution surrounding C and Si, which could be ascribed to SiO2 in a silicon source. Fe element sporadically distributes in the place of the globular crystal nucleus as exhibited in e, related to a vapour–liquid-solid (VLS) mechanism (Cao et al. Citation2017), which could be explained by the following chemical equations (Zhu et al. Citation2016; Zhu et al. Citation2020):
(2)
(2)
(3)
(3)
(4)
(4)
(5)
(5)
Figure 4. EPMA mapping results of (a) scanning area morphology, the distribution, and contents of (b) C, (c) Si, (d) O, and (e) Fe.
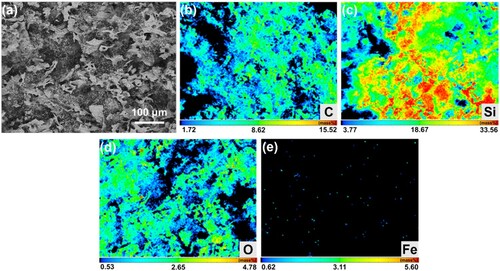
According to Equation 2, the mixed Si and SiO2 react to generate SiO vapour in the initial stage. Then SiO vapour infiltrates the porous carbon preform and reacts to grow SiC bulks with a few SiC nanowires, considered a vapour–solid (VS) mechanism (Equation 3). However, the VS mechanism cannot produce a considerable number of nanowires. Thus, it is vital to employ ferrocene as a catalyst to form Fe molten droplets, which would act as nucleation sites at high temperatures (Lan and Wang Citation2020). As described in Equation 4, SiO and CO vapour can dissolve in liquid Fe to form a SiC nucleus. Once the sedimentary SiC approaches saturation point, the extra SiC crystals would precipitate and grow into desired nanowires (Mohammad Citation2008; Xiao et al. Citation2017). The rest of CO2 would also consume carbon to provide CO for SiCnw growth according to Equation 5. As illustrated in , this recyclable VLS mechanism plays an essential role in preparing porous biomass-derived SiCnw/SiC composite with superior absorbing ability.
Figure 5. VLS mechanism of 3D printed porous biomass–derived SiCnw/SiC composite.
exhibits the TEM images of SC1500 powder, which gives the exact information of newly formed SiC. As shown in a, SiC nanowires have straight bamboo-like shapes with parallel stripes related to close-packed SF arrays (Zhu et al. Citation2016) according to the Raman and XRD analysis (also seen in c). In b, the marked SiC nucleus confirms the SiCnw's VLS growing mechanism. By HRTEM analysis for a local region of SiC bulks circled in b, the interplanar spacing is 0.25 nm according to the distance among β-SiC (1 1 1) planes. The red dotted line limited region in the HRTEM can be identified as amorphous SiO2 that grew due to side reaction during carbothermal reduction based on Equation 6 (Cao et al. Citation2017):
(6)
(6)
Figure 6. Typical TEM pictures of (a, b) porous SiC (SC1500) and (c) the magnified SiCnw; HRTEM picture of (d) SiCnw.
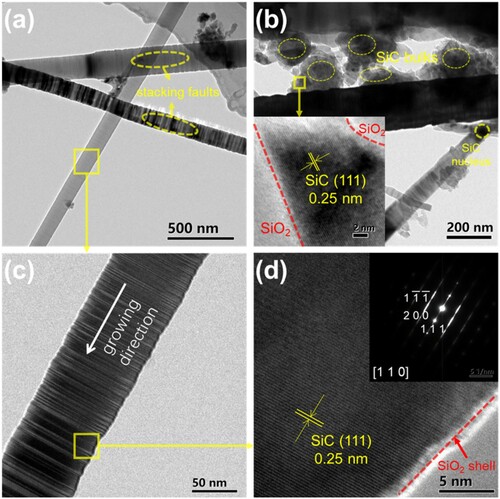
In d, the interplanar spacing of the SiCnw is also 0.25 nm, and a thin nano-silica layer enfolds the single SiC crystal. The formed SiO2 layers in both SiC bulks, and SiC nanowires would form SiO2/SiC interfaces and improve the impedance matching ability of newly formed SiC (Liang et al. Citation2016) due to the wave transparent performance of SiO2 (Su et al. Citation2018). Accompanied by the selected area electron diffraction (SAED) in d, a typical SiC crystalline structure with crystal defects is observed, in which the characteristic bright line can also suggest the crystalline growing direction along [1 1 1] direction due to the lowest surface energy in reduction processing (Ren et al. Citation2021; Zhu et al. Citation2020).
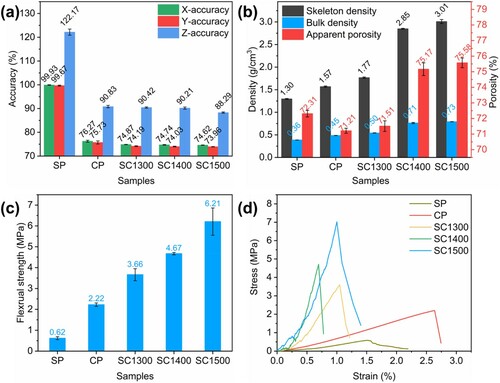
Accuracy and mechanical strength are fundamental indicators achieving the synergetic shape-performance control of 3D printed components, playing a decisive role in the practical application. a shows the forming accuracy in the whole process of biomimetic porous SiC. In the SLS process, laser energy input is critical for SP's size and shape (Zhu et al. Citation2018). The laser selective scanned plane has a higher temperature than the surrounding loose powder. Therefore, thermal energy would transfer into uncured powder and cause secondary size growth (Yan et al. Citation2009). In general, the secondary size growth of the X-Y plane can be solved by a laser offset setting. However, for PR/WP powder, considerable size growth in Z-direction is hard to eliminate due to the laser's penetration and low curing point of phenolic resin (shown in a). After carbonisation, the SP's volume shrinks owing to the pyrolysis of wood powder and phenolic resin. Only slight volume shrinkage occurs during the reaction for the SC samples, and the sizes decrease slightly as temperature increases. In order to fabricate parts with the required sizes, size amplification is usually necessary for model designing. In b, the skeleton density, bulk density, and open porosity are calculated according to Archimedes’ test results. The skeleton density goes up as the processing steps proceed and is proportional to the reduction temperature. Significantly, the skeleton density of SC1500 is 3.01 g/cm3, close to the theoretical density of SiC (3.2 g/cm3; JCPDS PDF#75-0254) for the remaining unreacted carbon and inner formed closed pores. The bulk density also shows an upward trend in skeleton density and open pores. The open porosity decreases during carbonisation and increases modestly with increasing carbothermal reduction temperatures. It is worth noting that the flexural strength of samples increases in the whole process, though there are more open pores (c), which can be ascribed to phase compositions and micromorphology evolutions elucidated in and . Meanwhile, the stress–strain curves of samples are drawn in d, and all the samples show typical brittleness characteristics. As cracks expand straightly in the porous samples, the stress-train curve decreases linearly when the stress value increases to the fracture load (Xia et al. Citation2019). The bulk density, open porosity, and flexural strength of SC1500 are 0.73 ± 0.001 g/cm3, 75.58 ± 0.31%, and 6.21 ± 0.66 MPa, respectively.
Figure 7. (a) Forming accuracy, (b) density and apparent porosity, (c) flexural strength, and (d) stress-strain curves of the samples at different fabrication stages.
It is well known that EMW absorbing abilities of absorption materials are mainly determined by the relative complex permittivity ϵr and permeability ur as expressed by the following equations (Liu et al. Citation2016):
(7)
(7)
(8)
(8) where ϵ′ and ϵ′′ are respectively the real and imaginary part of relative complex permittivity; u′ and u′′ are respectively the real and imaginary part of permeability. As a typical dielectric absorbing material, the magnetic loss ability of SiC is close to 0, and thus we only focus on the relative complex permittivity ϵr, of which ϵ′ and ϵ′′ represent the storage and loss performance of EMW absorbing abilities (Wang et al. Citation2020). The required concentric bulk samples are directly printed by SLS 3D printing, as illustrated, so the performance can reflect 3D printing characteristics such as SLS acquired pores. a shows the real part (ϵ′) values of CP, SC1300, SC1400, and SC1500 dependent on the frequency among 2–18 GHz, in which the ϵ′ values of CP and SC1300 show strong frequency-dependent phenomenon while SC1500 has the lowest ϵ′ values between 5.8∼11.3. As is well known to all, the real permittivity ϵ′ can be related to material's polarisation ability resulting from the dipolar and interface polarizability microwave frequency (Watts et al. Citation2003; Liu, Zhang, and Fan Citation2008; Yan et al. Citation2010). The carbon content of SC1500 is much lower than other samples, and thus fewer SiC/C interfaces are introduced, and weaker interface polarizability leads to a lower real permittivity. In b, the ϵ′′ values of CP and SC1300 respectively display two prominent peaks at 9.5 and 5.5 GHz, as well as there is a small peak at 14.4 GHz of the SC1500’s ϵ′′ curve, the reason for these peaks can be ascribed to the interfacial relaxation (Yan et al. Citation2010; Mei et al. Citation2019). The Cole–Cole semicircle curves of CP, SC1300, SC1400, and SC1500 are shown in Figure S4a∼d. Each arrow-pointed semicircle represents a Debye dipolar relaxation process critical to the EMW absorption mechanism. The SC1500 samples have the most semicircles related to dielectric polarisation and relaxation behaviour (Yan et al. Citation2017). For SC1500 samples, there are abundant SiCnw within SiC networks, which favours the interfacial polarisation between different SiC surface junctions as they have distinguished microstructures. Meanwhile, many SF in SiCnw will generate heterojunctions, facilitating diploes polarisation when the material is exposed to an electromagnetic field (Liang and Wang Citation2019; Chen et al. Citation2021).
Figure 8. (a) and (d) Real permittivity ϵ′, (b) and (e) imaginary permittivity ϵ″, (c) and (f) dielectric loss angle tangent tan of CP, SC1300, SC1400, SC1500 bulks and SC1500 powder.
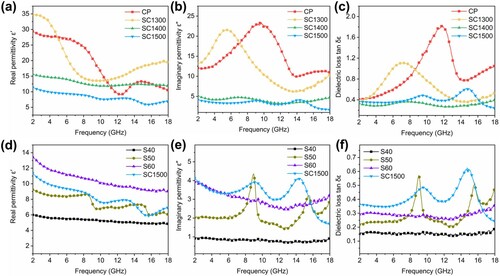
The ϵ′ and ϵ′′ values together determine the dielectric loss ability that is considered as the main attenuation characteristic of nonmagnetic SiC material, which is dielectric loss angle tangent (tanδϵ = ϵ′/ϵ′′) (Yan et al. Citation2017). As pictured in c, the CP samples possess the highest tanδϵ, and the SC1300 samples possess the second place. According to Debye's theory, the heterogeneous carbon (glassy carbon and soft carbon) containing internal defects contributes to dipolar polarisation, while the multiple interfaces between SiC and C facilitate interfacial polarisation (Liang and Wang Citation2017). However, high dielectric loss ability usually means high EMW reflection owing to impedance mismatching between absorbing medium and air (ϵr = 1−0 j). In a word, the EMW absorbing ability is not only affected by the dielectric loss ability but also the impedance matching. The reflection loss (RL) is calculated based on transmission line theory by Equations 9 and 10 (Mei et al. Citation2021; Chen et al. Citation2021):
(9)
(9)
(10)
(10) Where
and
respectively represent the input impedance of the absorber and the impedance of air;
is the EMW frequency;
is the thickness of the absorber;
is the speed of light.
exhibits the RL values varying with the EMW frequency and the thickness of absorbers computed by tested electromagnetic parameter. CP and SC1300 do not have effective absorption bandwidth (RL<−10 dB, EAB), and their absorbing abilities are much lower than the other two samples due to their impedance mismatching with air. However, they have high relative complex permittivity. For SC1400 and SC1500 samples, the dielectric loss ability tanδϵ of SC1500 is close to the SC1400s, but a little higher (c), and the SC1500 sample has the best EMW absorbing ability (d&d’). As for SC1500, the minimum RL value is −49.01 dB at 9.8 GHz with a thickness of 2.8 mm, while its EAB value is 3.3 GHz (8.2∼11.5 GHz). The largest EAB value of SC1500 is 5.1 GHz of 11.1∼16.3 GHz when the thickness is 2.2 mm. As for SC1400, the minimum RL value and largest EAB are −24.7 dB at 4.9 GHz with a thickness of 4.0 mm and 2.8 GHz of 9.3∼12.1 GHz at a thickness of 2.0 mm, respectively. In order to study the influence of SLS formed pores on the EMW absorbing ability, the SC1500 powder (e) is made into three paraffin bonded comparison groups with SC1500 powder content of 40 wt% (e1), 50 wt% (e2), and 60 wt% (e3), respectively. There are SiC nanowires and porous SiC bulks in the SC1500 powder as the initial feedstock for SLS is the PR/WP powder. By comparison, it can be concluded that SLS-formed pores have achieved a positive effect on the EMW absorbing ability, while the minimum RL value is −31.48 dB at 10.5 GHz, lower than SC1500. Indeed, the wood biomass-derived morphology is also reserved in SC1500 through the whole processing procedures, including SLS, carbonisation, and carbothermal reduction. As illustrated in d (SC1500), the EMW absorbing peak corresponding frequency increases with the decrease in thickness, according to the law of quarter-wavelength attenuation as Equation 11(Han et al. Citation2017; Chen et al. Citation2021):
(11)
(11) where dm is the thickness of the sample, λ is the wavelength of microwaves, c is the light velocity in air, fm is the frequency of the RLmin value.
Figure 9. The reflection loss at 2∼18 GHz of (a) and (a’) CP, (b) and (b’) SC1300, (c) and (c’) SC1400, (d) and (d’) SC1500. The comparison group of (a) the morphology of SC1500 powder, the reflection loss of (e1) SC40, (e2) SC50 and (e3) SC60.
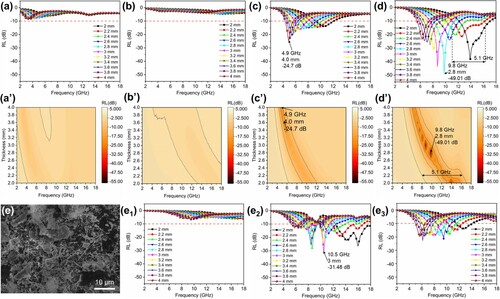
Combining the above analysis, the increasing temperature between 1300∼1500°C contributes to C-SiC conversion. The suitable temperature of carbothermal reduction is 1500°C as the porous SiCnw/SiC composite can obtain the best EMW absorbing ability. Wood morphology is preserved throughout the process, including powder preparation, SLS 3D printing, carbonisation, and carbothermal reduction. Besides, SiC nanowires serve as effective EMW energy consumption agents associated with abundant SF. Moreover, a exhibits the EMW absorption mechanism of SLS 3D printed porous biomass-derived SiCnw/SiC composite, as explained above. The SLS process facilitates porous structure for multiple reflection-absorption and can fabricate heteromorphic three-dimensional components as described in b∼e. In order to make a direct comparison between our work and traditional methods, shows the EMW absorption properties of relevant SiC-based materials reported in recent literature. In our work, the 3D printed porous SiCnw/SiC composite shows more outstanding absorption abilities, realising an RLmin of −49.01 dB at 2.8 mm thickness and an EAB of 5.1 GHz. Further, the timber waste is recycled and reused through our sustainable 3D printing strategy with the advantages of low cost and environmental protection.
Figure 10. (a) The EMW absorbing mechanism of 3D printed porous SiC with SiC nanowires; the pictures of SLS 3D printed components: (b) gear, (c) mirror blank, (d) honeycomb, and (e) carbothermal reduced honeycomb.
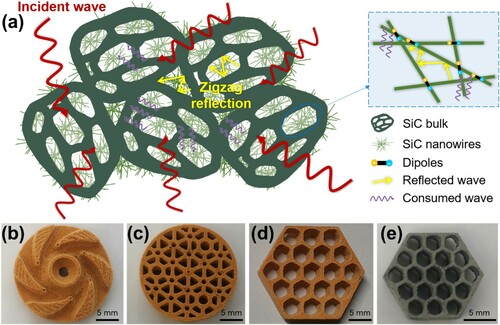
Table 1. The comparison of EMW absorption properties of relevant SiC-based materials.
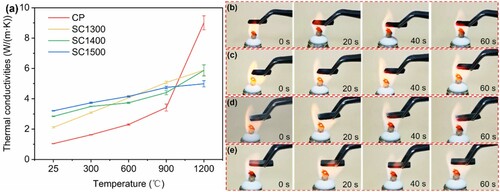
In a, the thermal conductivity of carbonised preform increases rapidly as the temperature increases. The thermal conductivity of the porous SiC parts flattens from 25°C to 1200°C with the increasing sintering temperature. Despite a high porosity of 75.58%, the SC1500 sample still demonstrates excellent thermal conductivity of 3.21∼4.99 W/(m·K) (listed in Table S1) since its skeleton is nearly dense crosslinked three-dimensional structure provides a pathway for heat transfer. With efficient EMW absorption performance, 3D printed porous biomass-derived SiC is a dual-functional material with heat conductive and EMW absorbing functions. In order to further compare the thermal management properties of samples, a simple fire resistance test was conducted to evaluate the fire resistance abilities of CP, SC1300, SC1400, and SC1500 samples (b∼d). As the burning time prolongs, the CP and SC1300 samples have severe redness or even burning due to high carbon mass fraction. The SC1400 has slight redness while the burning time is 60 s. In stark contrast to the above, the SC1500 maintains a steady state during the burning process, indicating outstanding thermal stability.
Figure 11. (a) Thermal conductivities of CP, SC1300, SC1400, and SC1500 samples; Fire resistance abilities of (b) CP, (c) SC1300, (d) SC1400, and (e) SC1500 samples.
4. Conclusions
In summary, porous biomass-derived SiCnw/SiC composites were successfully fabricated using SLS 3D printing and carbothermal reduction. Originated from SLS 3D printing, the synthesised SiCnw/SiC composite integrates structure and functions consisting of mechanical, EMW absorption, and heat management properties. The bulk density, open porosity, and flexural strength of porous SiC ceramic are respectively 0.73 ± 0.001 g/cm3, 75.58 ± 0.31%, and 6.21 ± 0.66 MPa. As for EMW absorption performance, the porous SiCnw/SiC composite has a minimum reflection loss of −49.01 dB at 9.8 GHz with 2.8 mm thickness and an effective absorption bandwidth of 5.1 GHz (11.1∼16.3 GHz) with 2.2 mm thickness. Meanwhile, the porous SiC demonstrated excellent thermal conductivities of 3.21∼4.99 W/(m·K) and superior fire resistance ability. Complex structural absorbing SiC components would be 3D printed and applied in harsh environments. The dual-functions of heat conduction and absorbing would solve the heat conduction problem and restrain unnecessary electromagnetic energy coupling, resonance, and surface current generated by electromagnetic interference, suitable for applying in electronic components and equipment. In the future, the influence of macrostructure design will be further studied to explore the effect of structural change on the EMW absorption performance.
Declaration of competing interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgment
We are grateful for Prof. Xian Wang's help in the electromagnetic parameter test for this paper.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
Notes on contributors
Changshun Wang
Changshun Wang received his BS in 2020 from Northeast Forestry University (Harbin, China). He is currently a Ph.D. candidate at the School of Materials Science and Engineering at Huazhong University of Science and Technology of Prof. Chunze Yan. His research direction is laser additive manufacturing of structure and function integrated SiC composites.
Siqi Wu
Siqi Wu received her BS in Engineering in 2018 from Wuhan University of Technology (Wuhan, China). She is currently a Ph.D. candidate at the School of Materials Science and Engineering at Huazhong University of Science and Technology under the supervision of Prof. Chunze Yan. Her research interests focus on structural design and mechanical properties of additive-manufactured silicon carbide ceramic structures.
Zhaoqing Li
Zhaoqing Li is an associate researcher of Huazhong University of Science and Technology mainly engaged in additive manufacturing and performance research of ceramics. Before working in HUST, he received his Ph.D. from Lanzhou University. His research interest is 3D printing of ceramics. Currently, as the first author and corresponding author, he has published 6 SCI papers.
Shuang Chen
Shuang Chen received his BS in 2017 from Huazhong University of Science and Technology (Wuhan, China). He is currently a Ph.D. candidate at the School of Materials Science and Engineering at Huazhong University of Science and Technology of Prof. Chunze Yan. His research interest is laser additive manufacturing of structural ceramic materials and their composites.
Annan Chen
Annan Chen is currently an Associate Researcher at the School of Materials Science and Engineering at Huazhong University of Science and Technology. He is mainly engaged in additive manufacturing and performance research of bioceramics. Currently, as the first author and corresponding author, he has published 18 SCI papers in J. Eur. Ceram. Soc., J. Am. Ceram. Soc. and other well-known journals in the field of materials, with a total of more than 380 citations. He is currently the subject editor of Materials journals and reviewers of journals such as Addit. Manuf., J. Eur. Ceram. Soc., J. Alloy. Compd., etc.
Chunze Yan
Chunze Yan is a professor in the School of Materials Science and Engineering at Huazhong University of Science and Technology, Wuhan China. He is currently the Changjiang Distinguished Professor of the Ministry of Education, China. Before joining HUST in 2013, he worked as a research fellow at the College of Engineering, Mathematics and Physical Sciences of the University of Exeter. His research interests focus on 3D/4D printing of polymer and its composite material, 4D printing of piezoelectric ceramic and 3D printing silicon carbide composite for structure-functional applications.
Yusheng Shi
Yusheng Shi Male, born in 1962, Ph.D., Scholar Leading Distinguished Professor of Huazhong University of Science and Technology. He is currently the Vice Director Member of the Special Materials Group of the National Additive Manufacturing Standardization Technical Committee, the Director of the Expert Committee of the Additive Manufacturing Process Technology Center of China Aerospace Science and Technology Corporation, the Director of the National and Local Joint Engineering Laboratory of Digital Material Processing Technology and Equipment (Hubei), the Member of the Expert Committee of China Additive Manufacturing Industry Alliance, the Vice Director Member of the Additive Manufacturing Branch of the Chinese Mechanical Engineering Society, and the Chairman of the Hubei 3D Printing Alliance. He has won one of China's Top Ten Scientific and Technological Advancements, one Second Prize of National Technological Invention, two Second Prizes of National Science and Technological Progress, and seven provincial and ministerial first prizes. He has won the Special Prize of China Invention and Entrepreneurship Award and Contemporary Inventor, Top Ten Outstanding Innovators of Chinese Science, Top Ten National Outstanding Scientific and Technological Worker Nomination Award, Special Government Allowance of the State Council, Individual Award for Major Contributions to Science and Technology in Wuhan City, and Wuyi Labor Medals in Hubei Province. His team was selected as the Innovation Team of Hubei Province and the Ministry of Education.
Haibo Zhang
Haibo Zhang is a professor in the School of Materials Science and Engineering at Huazhong University of Science and Technology, Wuhan China. Before joining HUST in 2011, he worked as a postdoctoral researcher at Kochi University Japan and Humboldt Research Fellow in Technique University of Darmstadt Germany. His research interests include lead-free piezoelectric ceramics and piezoelectric devices, dielectric materials for energy storage applications.
Pengyuan Fan
Pengyuan Fan is currently working in SMOORE International Holding Limited as a Senior Material Engineer. He received his Ph.D. degree in materials science from Huazhong University of Science and Technology in 2018. His research interests f
References
- Cai, Zhixin, Lei Su, Hongjie Wang, Min Niu, Liting Tao, De Lu, Liang Xu, Mingzhu Li, and Hongfei Gao. 2021. “Alternating Multilayered Si3N4/SiC Aerogels for Broadband and High-Temperature Electromagnetic Wave Absorption up to 1000 °C.” Acs Applied Materials & Interfaces 13 (14): 16704–16712. doi: https://doi.org/10.1021/acsami.1c02906.
- Cao, Yue, Daoping Xiang, Hui Li, Rong Ren, and Zhiheng Xing. 2017. “Growth of SiC Whiskers Onto Carbonizing Coir Fibers by Using Silicon Slurry Waste.” Acs Sustainable Chemistry & Engineering 5 (11): 10563–10569. doi: https://doi.org/10.1021/acssuschemeng.7b02558.
- Chen, An-Nan, Jing-Yan Chen, Jia-Min Wu, Li-Jin Cheng, Rong-Zhen Liu, Jie Liu, Ying Chen, Chen-Hui Li, Shi-Feng Wen, and Yu-Sheng Shi. 2019. “Porous Mullite Ceramics with Enhanced Mechanical Properties Prepared by SLS Using MnO2 and Phenolic Resin Coated Double-Shell Powders.” Ceramics International 45 (17): 21136–21143. doi: https://doi.org/10.1016/j.ceramint.2019.07.090.
- Chen, Jing-Peng, Yi-Feng Du, Zhe-Fan Wang, Lei-Lei Liang, Hui Jia, Zhuo Liu, Li-Jing Xie, Shou-Chun Zhang, and Cheng-Meng Chen. 2021. “Anchoring of SiC Whiskers on the Hollow Carbon Microspheres Inducing Interfacial Polarization to Promote Electromagnetic Wave Attenuation Capability.” Carbon 175: 11–19. doi: https://doi.org/10.1016/j.carbon.2020.12.073.
- Chen, An-Nan, Feng Gao, Meng Li, Jia-Min Wu, Li-Jin Cheng, Rong-Zhen Liu, Ying Chen, Shi-Feng Wen, Chen-Hui Li, and Yu-Sheng Shi. 2019. “Mullite Ceramic Foams with Controlled Pore Structures and low Thermal Conductivity Prepared by SLS Using Core-Shell Structured polyamide12/FAHSs Composites.” Ceramics International 45 (12): 15538–15546. doi: https://doi.org/10.1016/j.ceramint.2019.05.059.
- Chen, Qingqing, Daxin Li, Zhihua Yang, Dechang Jia, Yu Zhou, Ralf Riedel, Tao Zhang, and Chenguang Gao. 2021. “SiBCN-reduced Graphene Oxide (rGO) Ceramic Composites Derived from Single-Source-Precursor with Enhanced and Tunable Microwave Absorption Performance.” Carbon 179: 180–189. doi: https://doi.org/10.1016/j.carbon.2021.03.057.
- Dong, Ye, Hongyi Jiang, Annan Chen, Ting Yang, Shuai Gao, and Shuning Liu. 2021. “Near-zero-shrinkage Al2O3 Ceramic Foams with Coral-Like and Hollow-Sphere Structures via Selective Laser Sintering and Reaction Bonding.” Journal of the European Ceramic Society 41 (16): 239–246. doi: https://doi.org/10.1016/j.jeurceramsoc.2021.09.023.
- Dong, Shun, Xinghong Zhang, Peitao Hu, Wenzheng Zhang, Jiecai Han, and Ping Hu. 2019. “Biomass-derived Carbon and Polypyrrole Addition on SiC Whiskers for Enhancement of Electromagnetic Wave Absorption.” Chemical Engineering Journal 359: 882–893. doi: https://doi.org/10.1016/j.cej.2018.11.101.
- Du, Bin, Junjie Qian, Ping Hu, Chao He, Mei Cai, Xuan Wang, and Anze Shui. 2020. “Fabrication of C-Doped SiC Nanocomposites with Tailoring Dielectric Properties for the Enhanced Electromagnetic Wave Absorption.” Carbon 157: 788–795. doi: https://doi.org/10.1016/j.carbon.2019.10.029.
- Fan, Junxiang, Lei Zhang, Shuaishuai Wei, Zhi Zhang, Seung-Kyum Choi, Bo Song, and Yusheng Shi. 2021. “A Review of Additive Manufacturing of Metamaterials and Developing Trends.” Materials Today 50: 303–328. doi:https://doi.org/10.1016/j.mattod.2021.04.019.
- Feng, Yurun, Xue Guo, Kai Huang, Hamada Elsayed, Giorgia Franchin, Hongyu Gong, and Paolo Colombo. 2021. “Enhanced Electromagnetic Microwave Absorption of SiOC Ceramics Targeting the Integration of Structure and Function.” Journal of the European Ceramic Society 41 (13): 6393–6405. doi: https://doi.org/10.1016/j.jeurceramsoc.2021.06.007.
- Gong, Ping, Liang Hao, Yan Li, Zheng Li, and Wei Xiong. 2021. “3D-printed Carbon Fiber/Polyamide-Based Flexible Honeycomb Structural Absorber for Multifunctional Broadband Microwave Absorption.” Carbon 185: 272–281. doi: https://doi.org/10.1016/j.carbon.2021.09.014.
- Guan, Qing-Fang, Zi-Meng Han, Huai-Bin Yang, Zhang-Chi Ling, and Shu-Hong Yu. 2020. “Regenerated Isotropic Wood.” National Science Review 8 (7): 1–9. doi: https://doi.org/10.1093/nsr/nwaa230.
- Han, Meikang, Xiaowei Yin, Zexin Hou, Changqing Song, Xinliang Li, Litong Zhang, and Laifei Cheng. 2017. “Flexible and Thermostable Graphene/SiC Nanowire Foam Composites with Tunable Electromagnetic Wave Absorption Properties.” Acs Applied Materials & Interfaces 9 (13): 11803–11810. doi: https://doi.org/10.1021/acsami.7b00951.
- Javid, Muhammad, Xinghao Qu, Feirong Huang, Xiyang Li, Amjad Farid, Asif Shah, Yuping Duan, Zhidong Zhang, Xinglong Dong, and Lujun Pan. 2021. “In-situ Synthesis of SiC/Fe Nanowires Coated with Thin Amorphous Carbon Layers for Excellent Electromagnetic Wave Absorption in GHz Range.” Carbon 171: 785–797. doi: https://doi.org/10.1016/j.carbon.2020.09.066.
- Jiang, Yue, Yu Chen, Yu-Jing Liu, and Guo-Xin Sui. 2018. “Lightweight Spongy Bone-Like Graphene@SiC Aerogel Composites for High-Performance Microwave Absorption.” Chemical Engineering Journal 337: 522–531. doi: https://doi.org/10.1016/j.cej.2017.12.131.
- Lan, Xiaolin, Yibin Li, and Zhijiang Wang. 2020. “High -temperature Electromagnetic Wave Absorption, Mechanical and Thermal Insulation Properties of in -Situ Grown SiC on Porous SiC Skeleton.” Chemical Engineering Journal 397: 1–9. doi: https://doi.org/10.1016/j.cej.2020.125250.
- Lan, Xiaolin, Zechao Qiu, Bing Yan, Yongjun Xu, Zhanwei Cao, Xiaochen Zhang, Zifa Chen, and Zhijiang Wang. 2020. “Growing Dendritic SiC on 1D SiC Nanowire: Enhancement of Electromagnetic Wave Absorption Performance.” Journal of Physics and Chemistry of Solids 136: 1–7. doi: https://doi.org/10.1016/j.jpcs.2019.109124.
- Lan, Xiaolin, and Zhijiang Wang. 2020. “Efficient High-Temperature Electromagnetic Wave Absorption Enabled by Structuring Binary Porous SiC with Multiple Interfaces.” Carbon 170: 517–526. doi: https://doi.org/10.1016/j.carbon.2020.08.052.
- Li, Xin, Minghang Li, Xiaoke Lu, Wenjie Zhu, Hailong Xu, Jimei Xue, Fang Ye, Yongsheng Liu, Xiaomeng Fan, and Laifei Cheng. 2021. “A Sheath-Core Shaped ZrO2-SiC/SiO2 Fiber Felt with Continuously Distributed SiC for Broadband Electromagnetic Absorption.” Chemical Engineering Journal 419: 1–9. doi: https://doi.org/10.1016/j.cej.2021.129414.
- Liang, C. Y., Y. J. Gou, L. N. Wu, J. G. Zhou, Z. Y. Kang, B. Z. Shen, and Z. J. Wang. 2016. “Nature of Electromagnetic-Transparent SiO2 Shell in Hybrid Nanostructure Enhancing Electromagnetic Attenuation.” The Journal of Physical Chemistry C 120 (24): 12967–12973. doi: https://doi.org/10.1021/acs.jpcc.6b04721.
- Liang, Caiyun, Chenyu Liu, Huan Wang, Lina Wu, Zhaohua Jiang, Yongjun Xu, Baozhong Shen, and Zhijiang Wang. 2014. “SiC–Fe3O4 Dielectric–Magnetic Hybrid Nanowires: Controllable Fabrication, Characterization and Electromagnetic Wave Absorption.” Journal of Materials Chemistry A 2 (39): 16397–16402. doi: https://doi.org/10.1039/c4ta02907k.
- Liang, Caiyun, and Zhijiang Wang. 2017. “Controllable Fabricating Dielectric-Dielectric SiC@C Core-Shell Nanowires for High-Performance Electromagnetic Wave Attenuation.” Acs Applied Materials & Interfaces 9 (46): 40690–40696. doi: https://doi.org/10.1021/acsami.7b13063.
- Liang, Caiyun, and Zhijiang Wang. 2019. “Eggplant-derived SiC Aerogels with High-Performance Electromagnetic Wave Absorption and Thermal Insulation Properties.” Chemical Engineering Journal 373: 598–605. doi: https://doi.org/10.1016/j.cej.2019.05.076.
- Liu, Chenyu, Dawei Yu, Donald W. Kirk, and Yongjun Xu. 2016. “Porous Silicon Carbide Derived from Apple Fruit with High Electromagnetic Absorption Performance.” Journal of Materials Chemistry C 4 (23): 5349–5356. doi: https://doi.org/10.1039/c6tc01319h.
- Liu, Qinglei, Di Zhang, and Tongxiang Fan. 2008. “Electromagnetic Wave Absorption Properties of Porous Carbon/Co Nanocomposites.” Applied Physics Letters 93 (1): 013110. doi: https://doi.org/10.1063/1.2957035.
- Luo, Hui, Fu Chen, Xian Wang, Weiyong Dai, Ying Xiong, Jiaji Yang, and Rongzhou Gong. 2019. “A Novel two-Layer Honeycomb Sandwich Structure Absorber with High-Performance Microwave Absorption.” Composites Part A: Applied Science and Manufacturing 119: 1–7. doi:https://doi.org/10.1016/j.compositesa.2019.01.015.
- Ma, Xiaokang, Xiaowei Yin, Xiaomeng Fan, Min Zhang, and Laifei Cheng. 2020. “Evolution of Mechanical and Electromagnetic Interference Shielding Properties of C/SiC During Oxidation at 700 °C.” Carbon 157: 1–11. doi: https://doi.org/10.1016/j.carbon.2019.09.088.
- Mei, Hui, Dou Yang, Wenqiang Yang, Li Yao, Yongtao Yao, Laifei Cheng, and Litong Zhang. 2021. “3D-printed Impedance Gradient Al2O3 Ceramic with in-Situ Growing Needle-Like SiC Nanowires for Electromagnetic Wave Absorption.” Ceramics International 47 (22): 31990–31999. doi: https://doi.org/10.1016/j.ceramint.2021.08.085.
- Mei, Hui, Wenqiang Yang, Xing Zhao, Li Yao, Yongtao Yao, Chao Chen, and Laifei Cheng. 2021. “In-situ Growth of SiC Nanowires@Carbon Nanotubes on 3D Printed Metamaterial Structures to Enhance Electromagnetic Wave Absorption.” Materials & Design 197: 1–9. doi: https://doi.org/10.1016/j.matdes.2020.109271.
- Mei, Hui, Xing Zhao, Shixiang Zhou, Daoyang Han, Shanshan Xiao, and Laifei Cheng. 2019. “3D-printed Oblique Honeycomb Al2O3/SiCw Structure for Electromagnetic Wave Absorption.” Chemical Engineering Journal 372: 940–945. doi: https://doi.org/10.1016/j.cej.2019.05.011.
- Mohammad, S. N. 2008. “Analysis of the Vapor-Liquid-Solid Mechanism for Nanowire Growth and a Model for This Mechanism.” Nano Letters 8 (5): 1532–1538. doi: https://doi.org/10.1021/nl072974w.
- Qian, J. M., Z. H. Jin, and J. P. Wang. 2004. “Structure and Basic Properties of Woodceramics Made from Phenolic Resin-Basswood Powder Composite.” Materials Science and Engineering: A 368 (1-2): 71–79. doi: https://doi.org/10.1016/j.msea.2003.09.081.
- Qian, J. M., H. P. Wang, Z. H. Jin, and G. J. Qiao. 2003. “Preparation of Macroporous SiC from Si and Wood Powder Using Infiltration-Reaction Process.” Materials Science and Engineering: A 358 (1-2): 304–309. doi: https://doi.org/10.1016/s0921-5093(03)00281-8.
- Ren, Rong, Daoping Xiang, Yue Cao, and Yuhang Hu. 2021. “In-situ Growth and Relevant Mechanisms of Thick SiC Nanowhiskers from Hybrid Silicon Sources.” Journal of Alloys and Compounds 857: 1–6. doi: https://doi.org/10.1016/j.jallcom.2020.157577.
- Ren, Fangyuan, Jimei Xue, Xiaoling Liu, and Laifei Cheng. 2020. “In Situ Construction of CNWs/SiC-NWs Hybrid Network Reinforced SiCN with Excellent Electromagnetic Wave Absorption Properties in X Band.” Carbon 168: 278–289. doi: https://doi.org/10.1016/j.carbon.2020.06.081.
- Song, Jianwei, Chaoji Chen, Shuze Zhu, Mingwei Zhu, Jiaqi Dai, Upamanyu Ray, Yiju Li, et al. 2018. “Processing Bulk Natural Wood Into a High-Performance Structural Material.” Nature 554 (7691): 224–228. doi: https://doi.org/10.1038/nature25476.
- Su, Lei, Hongjie Wang, Min Niu, Xingyu Fan, Mingbo Ma, Zhongqi Shi, and Sheng-Wu Guo. 2018. “Ultralight, Recoverable, and High-Temperature-Resistant SiC Nanowire Aerogel.” ACS Nano 12 (4): 3103–3111. doi: https://doi.org/10.1021/acsnano.7b08577.
- Sun, Xianxian, Yibin Li, Yixing Huang, Yuanjing Cheng, Shasha Wang, and Weilong Yin. 2022. “Achieving Super Broadband Electromagnetic Absorption by Optimizing Impedance Match of rGO Sponge Metamaterials.” Advanced Functional Materials 32 (5): 2107508. doi:https://doi.org/10.1002/adfm.202107508.
- Wang, Peng, Laifei Cheng, and Litong Zhang. 2018. “Lightweight, Flexible SiCN Ceramic Nanowires Applied as Effective Microwave Absorbers in High Frequency.” Chemical Engineering Journal 338: 248–260. doi: https://doi.org/10.1016/j.cej.2017.12.008.
- Wang, Peng, Laifei Cheng, Yani Zhang, Wenyu Yuan, Hongxing Pan, and Heng Wu. 2018. “Electrospinning of Graphite/SiC Hybrid Nanowires with Tunable Dielectric and Microwave Absorption Characteristics.” Composites Part A: Applied Science and Manufacturing 104: 68–80. doi: https://doi.org/10.1016/j.compositesa.2017.10.012.
- Wang, Peng, Zhaochen Li, Laifei Cheng, Fang Ye, and Litong Zhang. 2020. “SiC/rGO Core-Shell Nanowire as a Lightweight, Highly Efficient Gigahertz Electromagnetic Wave Absorber.” Acs Applied Electronic Materials 2 (2): 473–482. doi: https://doi.org/10.1021/acsaelm.9b00721.
- Watts, P. C. P., W. K. Hsu, A. Barnes, and B. Chambers. 2003. “High Permittivity from Defective Multiwalled Carbon Nanotubes in the X-Band.” Advanced Materials 15 (7-8): 600–603. doi:https://doi.org/10.1002/adma.200304485.
- Xia, Yuanlin, Zhongliang Lu, Jiwei Cao, Kai Miao, Jian Li, and Dichen Li. 2019. “Microstructure and Mechanical Property of Cf/SiC Core/Shell Composite Fabricated by Direct ink Writing.” Scripta Materialia 165: 84–88. doi: https://doi.org/10.1016/j.scriptamat.2019.02.016.
- Xiao, Shanshan, Hui Mei, Daoyang Han, and Laifei Cheng. 2020. “Sandwich-like SiCnw/C/Si3N4 Porous Layered Composite for Full X-Band Electromagnetic Wave Absorption at Elevated Temperature.” Composites Part B-Engineering 183: 1–10. doi: https://doi.org/10.1016/j.compositesb.2019.107629.
- Xiao, Shanshan, Hui Mei, Daoyang Han, Konstantinos G. Dassios, and Laifei Cheng. 2017. “Ultralight Lamellar Amorphous Carbon Foam Nanostructured by SiC Nanowires for Tunable Electromagnetic Wave Absorption.” Carbon 122: 718–725. doi: https://doi.org/10.1016/j.carbon.2017.07.023.
- Xiao, Zhiyuan, Yanqing Yang, Sheng Ouyang, Zongde Kou, Bin Huang, and Xian Luo. 2015. “Raman Investigation of Defective SiC Nanocrystals.” Journal of Raman Spectroscopy 46 (12): 1225–1229. doi: https://doi.org/10.1002/jrs.4769.
- Yan, Liwen, Changqing Hong, Boqian Sun, Guangdong Zhao, Yehong Cheng, Shun Dong, Dongyang Zhang, and Xinghong Zhang. 2017. “In Situ Growth of Core-Sheath Heterostructural SiC Nanowire Arrays on Carbon Fibers and Enhanced Electromagnetic Wave Absorption Performance.” Acs Applied Materials & Interfaces 9 (7): 6320–6331. doi: https://doi.org/10.1021/acsami.6b15795.
- Yan, C. Z., Y. S. Shi, J. S. Yang, and J. H. Liu. 2009. “Preparation and Selective Laser Sintering of Nylon-12 Coated Metal Powders and Post Processing.” Journal of Materials Processing Technology 209 (17): 5785–5792. doi: https://doi.org/10.1016/j.jmatprotec.2009.06.010.
- Yan, S. J., L. Zhen, C. Y. Xu, J. T. Jiang, and W. Z. Shao. 2010. “Microwave Absorption Properties of FeNi3 Submicrometre Spheres and SiO2 @FeNi3 Core–Shell Structures.” Journal of Physics D: Applied Physics 43 (24): 1–7. doi: https://doi.org/10.1088/0022-3727/43/24/245003.
- Yang, Wenqiang, Dou Yang, Hui Mei, Li Yao, Shanshan Xiao, Yongtao Yao, Chao Chen, and Laifei Cheng. 2021. “3D Printing of PDC-SiOC@SiC Twins with High Permittivity and Electromagnetic Interference Shielding Effectiveness.” Journal of the European Ceramic Society 41 (11): 5437–5444. doi: https://doi.org/10.1016/j.jeurceramsoc.2021.04.048.
- Ye, Xinli, Zhaofeng Chen, Min Li, Ting Wang, Cao Wu, Junxiong Zhang, Qianbo Zhou, Hezhou Liu, and Sheng Cui. 2019. “Microstructure and Microwave Absorption Performance Variation of SiC/C Foam at Different Elevated-Temperature Heat Treatment.” Acs Sustainable Chemistry & Engineering 7 (22): 18395–18404. doi: https://doi.org/10.1021/acssuschemeng.9b04062.
- Ye, Xinli, Zhaofeng Chen, Min Li, Ting Wang, Junxiong Zhang, Cao Wu, Qianbo Zhou, Hezhou Liu, and Sheng Cui. 2019. “Reticulated SiC Coating Reinforced Carbon Foam with Tunable Electromagnetic Microwave Absorption Performance.” Composites Part B-Engineering 178: 1–8. doi: https://doi.org/10.1016/j.compositesb.2019.107479.
- Yin, X. W., L. Kong, L. T. Zhang, L. F. Cheng, N. Travitzky, and P. Greil. 2014. “Electromagnetic Properties of Si-C-N Based Ceramics and Composites.” International Materials Reviews 59 (6): 326–355. doi: https://doi.org/10.1179/1743280414y.0000000037.
- Zhang, Hangyu, Yongjun Xu, Jigang Zhou, Jinfu Jiao, Yujin Chen, Huan Wang, Chenyu Liu, Zhaohua Jiang, and Zhijiang Wang. 2015. “Stacking Fault and Unoccupied Densities of State Dependence of Electromagnetic Wave Absorption in SiC Nanowires.” Journal of Materials Chemistry C 3 (17): 4416–4423. doi: https://doi.org/10.1039/c5tc00405e.
- Zhou, Q., X. W. Yin, F. Ye, Z. M. Tang, R. Mo, and L. F. Cheng. 2019. “High Temperature Electromagnetic Wave Absorption Properties of SiCf/Si3N4 Composite Induced by Different SiC Fibers.” Ceramics International 45 (5): 6514–6522. doi: https://doi.org/10.1016/j.ceramint.2018.12.142.
- Zhu, Wei, Hua Fu, Zhongfeng Xu, Rongzhen Liu, Ping Jiang, Xinyu Shao, Yusheng Shi, and Chunze Yan. 2018. “Fabrication and Characterization of Carbon Fiber Reinforced SiC Ceramic Matrix Composites Based on 3D Printing Technology.” Journal of the European Ceramic Society 38 (14): 4604–4613. doi:https://doi.org/10.1016/j.jeurceramsoc.2018.06.022.
- Zhu, Hui, Xuanke Li, Zhijun Dong, Ye Cong, Guanming Yuan, and Zhengwei Cui. 2020. “In Situ Growth of Dense SiC Nanowires on Structural Defined Carbon Fibers Without Sacrificing Flexibility.” Ceramics International 46 (16): 26017–26026. doi: https://doi.org/10.1016/j.ceramint.2020.07.094.
- Zhu, Hui, Xuanke Li, Fei Han, Zhijun Dong, Guanming Yuan, Guozhi Ma, Aidan Westwood, and Kejie He. 2016. “The Effect of Pitch-Based Carbon Fiber Microstructure and Composition on the Formation and Growth of SiC Whiskers via Reaction of Such Fibers with Silicon Sources.” Carbon 99: 174–185. doi: https://doi.org/10.1016/j.carbon.2015.12.002.