
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
Alloy design coupled with metal additive manufacturing (AM) opens many opportunities for materials innovation. Investigating the effect of printing parameters for alloy design is essential to achieve good part quality. Among different factors, laser absorptivity, heat diffusivity, and in situ intermetallic phase formations are critical. In this study, the first step employed was a reduction in Al and V contents in Ti6Al4 V to design Ti3Al2 V alloy, and further 10 wt.% tantalum (Ta) and 3 wt.% copper (Cu) were added to Ti3Al2 V. A synergistic effect of Ta and Cu addition in Ti3Al2 V negated their effect with higher porosities in Ti3Al2V-Ta-Cu. Ti3Al2V-Ta composition was more sensitive to the laser power, whereas Ti3Al2V-Ta-Cu to the overall energy density. Understanding the effect of energy density on these alloys’ microstructural evolution and mechanical properties highlights the need for process-property optimisation during alloy design using AM.
1. Introduction
The demand for alloy design on niche applications rose with increasing understanding towards efficacy of material chemistry to prevent disastrous failures; one of the most famous instances being the sinking of the RMS Titanic in 1912 due to the low ratios of Mn in the steel composition leading to ductile-to-brittle transition at ambient temperature and eventual failure of the hull on the iceberg collision [Citation1,Citation2]. With time and technological advancements leading to widening the scope for applications, a better understanding of tailored alloys with applications on niche sectors gained the interest of the researchers [Citation3,Citation4]. Today, innovation in alloy design is one of the primary concepts in material development sought after by material scientists in varied sectors such as aerospace, biomedical, and nuclear industries, to name a few [Citation4–7]. The development of Ti6Al4 V alloy by the aerospace industry in the 1950s to achieve high-temperature oxidation resistance by alloying titanium (Ti) with aluminum (Al) and vanadium (V) laid the groundwork for Ti-alloy design [Citation8,Citation9]. Ti6Al4 V alloy is being used prevalently for structural applications even today, more than 7 decades after its invention, making it one of the most successful alloy design accomplishments. Scientists further investigated modifications of Ti6Al4 V to be used for specific applications. For instance, Ti-3.5Al-2.5 V was developed for the hydraulic tubing of modern aircraft to induce higher ductility than Ti6Al4 V with sufficient strength demonstration [Citation10]. Ti-15V-3Cr-3Al-3Sn alloy was later designed for nacelle and sine-wave spars for the empennage for the North American Rockwell B-1B bomber planes since it was easier to strip produce and possessed superior formability over Ti6Al4 V which reduced costs [Citation11]. With time and increased awareness of the importance of alloy design and understanding of the effect of alloying elements, there have been multiple modifications and new elements in Ti6Al4 V to design exotic alloys focused on easier processing, desired properties, and reduced costs [Citation12].
Even with novel alloy design conceptualizations, manufacturing such materials via conventional methods restricted the processing degrees of freedom. At the same time, alloy design is expensive due to the need for vast high-temperature experimental capabilities [Citation13,Citation14]. Metal AM offered breakthroughs in processing innovations, and technological headway gave rise to an exponential rise in exploring AM techniques for various functional parts [Citation15–18]. The freedom to design and manufacture complex geometries and on-demand fabrication with reduced material wastage compared to conventional methods has paved the way for AM in almost every manufacturing industry [Citation19]. With alloy design garnering much attention, AM opens a horizon of exciting possibilities which have been starting to be realised by researchers and engineers [Citation13]. A Gartner survey on 3D printers reports that the primary reasons for pursuing AM are prototyping, product development, and innovation in manufacturing over traditional methods, emphasising the attention grasped by researchers on alloy design innovation via AM [Citation20]. A significant response from researchers in alloy design with AM for specific application domains has been observed in the past two decades [Citation18,Citation21–25]. Specific considerations in alloy development include in situ reactions and intermetallic formations among the alloying elements. During AM processing of such in situ alloys, thermophysical properties of the metal, such as melting point, laser reflectivity, thermal diffusivity, and melt-pool viscosity, are vital considerations to be undertaken [Citation25]. Heat transfer in the melt pool via conduction, convection, and radiation influencing the fluid flow (Marangoni flow, vaporisation) are essential factors to consider as well [Citation26,Citation27]. Extrinsic properties such as powder particle size and morphology affect the flowability of the powder, influencing the print quality [Citation28]; however, exploring that effect is beyond the scope of this study. Established parameters for AM of standard materials need modifications with employment in situ alloying owing to the intrinsic properties of the alloying elements and often result in defects such as keyhole porosities, cracks, and dimensional disruptions [Citation29–34]. A comprehensive understanding of the intrinsic material properties affecting these parameters is essential for a successful AM operation of in situ alloys.
The aerospace sector developed Ti6Al4 V alloy to achieve high-temperature oxidation for jet engines primarily. Its excellent corrosion and fatigue resistance and non-cytotoxicity make Ti6Al4 V alluring to the biomedical industry. Today, almost all commercial metallic biomedical implants use Ti6Al4 V [Citation35,Citation36]. Alloy development for orthopaedic applications aims to enhance the alloy’s biological functionalities over Ti6Al4 V. Scientists have focused on developing β-Ti alloys with a relatively higher fraction of biocompatible β stabilisers such as Mo, Nb, Ta, Fe, Cr, Zr, Cu, etc., as the next potential metallic biomaterial. The essential β-Ti alloys used in commercial implants and studied extensively are Ti-13Nb-13Zr, first developed in the 1990s [Citation37]. Various β-Ti alloys have been designed and studied since [Citation38,Citation39]. Not only limited to the biomedical sector, but β-Ti alloys also find applications in aerospace applications [Citation11,Citation40].
Although novel Ti-alloy designs offer promising properties, higher costs of alloying elements and greater difficulties in processing via traditional methods were considered a roadblock [Citation41,Citation42]. The introduction of AM provided breakthroughs in the processing flexibility of these alloys. Commercially pure titanium (CpTi) and Ti6Al4 V alloy being the most established processes towards selective laser melting (SLM) technique, manufacturability of novel Ti-alloys via AM grasped attention. The primary step towards understanding the effect of the alloying elements in the Ti-matrix on the final part quality and performance depends on various factors, the dominant parameters being laser absorptivity displayed by alloying elements, heat diffusivity in the melt-pool, and in situ intermetallic formations. Cai et al. studied the SLM optimisation of Ti-6Al-2Zr-1Mo-1V (TA15), a near α-Ti alloy widely used in integral components with irregular geometries and also for nacelle centre beam frames for aerospace applications [Citation43]. They varied the laser power from 180 to 360 W, scan speed 300–800 mm/s, and layer thickness from 30 to 60 µm and studied the effect of varying printing parameters on part quality, microstructure, phase, and tensile behaviour. Liu et al. investigated the effect of scan speed from 500 to 1500 mm/s in SLM manufacturing of β-Ti alloy Ti-24Nb-4Zr-8Sn porous structures at a laser power of 175 W and reported the optimal scan speed to be 750 mm/s for good part quality, minimal defects, and excellent mechanical performance [Citation44].
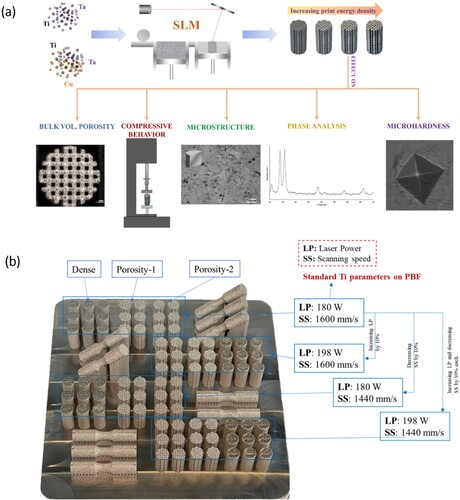
The alloy design implemented in this study aims to explore the AM feasibility of Ti-alloy development, offering enhanced biological functionalities over Ti6Al4 V. CpTi shows higher biocompatibility than Ti6Al4 V [Citation45,Citation46], and the latter shows superior mechanical performance due to Al and V alloying elements. Since high-temperature oxidation is not a concern for implant materials, which was the primary motivation behind adding Al and V in Ti to design Ti6Al4 V [Citation8,Citation9], the first step in alloy design implemented was reducing the Al and V in Ti6Al4 V to half to design an alloy Ti3Al2 V. This alloy, Ti3Al2 V, is expected to show superior biological performance to Ti6Al4 V without significant degradation in strength. Further, 10 wt.% tantalum (Ta) was added to induce enhanced osseointegration [Citation47] and 3 wt.% copper (Cu) [Citation48] for antibacterial resistance. A previous study has shown 10 wt,% Ta to be the optimal amount for addition to Ti, showing superior in vivo performance [Citation49]. Cu is toxic in large quantities in the body; the optimum amount of Cu addition in Ti is a debatable topic, with studies exploring Cu addition as low as 2 wt.% to as high as 25 wt.% in Ti [Citation48,Citation50–52]. To prevent cytotoxicity, we have added as low as 3 wt.% of Cu in the Ti-system. Challenges in SLM manufacturing of these alloys include high melting temperature of Ta (3017°C) requiring higher energy input for printing, with the risk of boiling of Ti (3287°C) creating defects [Citation53–55]. Cu displays high thermal diffusivity and poor laser absorption, requiring higher energy density for AM processing, and often results in distorted parts with poor resolutions [Citation56]. It is essential to understand the effect of printing energy density used for SLM processing these designed alloys for successful AM operation with minimal defects and achieving desired properties in the printed parts. This study explores the processing feasibility of the Ti-Ta-Cu alloy design via the SLM-based AM technique and the challenges faced due to the addition of Ta and Cu alloying elements in Ti. Our experimental study plan and sample designs are shown in . Our study is essential to understand the effect of Ta and Cu alloying elements via AM on the designed alloy’s physical and mechanical properties.
Figure 1. (a) Ti-Ta and Ti-Ta-Cu compositions were additively manufactured using the SLM technique with increasing energy densities, and the effect of the print energy densities was studied on the porosity, compression behaviour, microstructure, phase analysis, and Vickers microhardness. (b) Image of the build plate after SLM processing explaining the study design.
2. Materials and methods
2.1. Design strategy and fabrication: selective laser melting
Ti3Al2 V (Ti32) alloy was designed as the base Ti-alloy in this study, which is a 1:1 mixture of commercially pure Ti (CpTi) and Ti6Al4 V (Ti64). The Ti32 and Ti3Al2V + 3 wt.% Cu (Ti32Cu) were printed with the same printing parameters as Ti64, which were suggested as optimised parameters for Ti by 3D Systems. The compositions Ti3Al2V + 10 wt.% Ta (Ti32Ta) and Ti3Al2V + 10 wt.% Ta + 3 wt.% Cu (Ti32TaCu) were printed using 4 different printing parameters, with increasing print energy density compared to those used for Ti64/Ti32/Ti32Cu. All the printing parameters with energy densities and the nomenclature used are presented in . The laser power and scanning speed used for printing Ti32Ta and Ti32TaCu were varied in steps of 10% to that used for printing Ti64 to increase the energy input – an increment in laser power or/and a decrement in scanning speed. Respective volumetric energy densities Ev were calculated as shown in Equation (1), where P is the laser power (W), v is the scan speed (mm/s), h is the hatch spacing (mm), and t is the layer thickness (mm) [Citation57].
(1)
(1) Ti32 composition was prepared by mixing CpTi and Ti64 in 1:1 weight ratio. CpTi and Ti64 powders were procured from GKN Hoeganaes (Cinnaminson, NJ) and AP&C (GE Additive, Cincinnati, Ohio, USA), respectively. Tantalum powders were procured from Tekna (Sherbrooke, Québec, Canada) and copper from GKN Hoeganaes (Cinnaminson, NJ). For the Ti32Cu composition, 3 wt.% of Cu powders were mixed with premixed Ti32. For the Ti32Ta composition, 10 wt.% of Ta powders were added to premixed Ti32, and for Ti32TaCu composition, 10 and 3 wt.%s of Ta and Cu, respectively, were added to Ti32. All powders used in the study are spherically shaped and were sieved to obtain a particle size < 63 µm. Premixed powders were subjected to roll milling for 30 min for mixing. The samples were designed in 3DXpert CAD Software (3D Systems, Rock Hill, SC). Dense and porous structures were designed with a diameter and height of 7 and 15 mm, respectively, with two different porosities using diagonal cells as the unit cell design. The printing operation was carried out on a powder bed fusion system (3D Systems ProX® DMP 200, Rock Hill, SC) consisting of a 300W fibre laser and wavelength λ = 1070 nm. Premixed and sieved powders were loaded into the supply chamber. A CpTi build plate of 2.5 cm thickness was secured on the build platform. The print chamber was purged with an argon atmosphere suppressing the O2 to less than 500 ppm. A layer thickness of 30 μm was used along with the laser power and scanning speeds described in . The laser power (180 W) and scan speed (1600 mm/s) used for printing Ti64, Ti32, and Ti32Cu are the printing parameters recommended by 3D Systems for SLM printing of Ti on our system. At least 6 samples were printed per composition, porosity, and energy density. Post-printing, the samples were cut off the build plate using a band-saw and ground on 120 grit-size SiC paper to make the opposite surfaces parallel. The samples were then subjected to multiple sonication procedures in de-ionized (DI) water and ethanol, followed by compressed air treatment to remove any powder particles stuck inside the pores during the printing operation. Once the samples were cleaned of all loose powders, the bulk volume porosities of the samples were evaluated by physical dimensioning, i.e. measuring the diameter and the height of the cylindrical samples and calculating the measured volume. The porosity of the samples was evaluated by taking the ratio of the sample’s measured volume to its theoretical density. The theoretical density of each composition was calculated using the formula,
(2)
(2) where ρ is the theoretical density of the constituting elements in the alloy and x is their respective weight fractions. The theoretical density of Ti6Al4 V is 4.43 gms/cc, and that of CpTi is 4.51 gms/cc. Theoretical densities for Ta and Cu are 16.65 and 8.96 gms/cc, respectively.
Table 1. Laser power and scanning speed and respective energy densities used for printing Ti6Al4 V, Ti3Al2 V, Ti3Al2V + 3Cu, Ti3Al2V + 10Ta & Ti3Al2V + 10Ta + 3Cu compositions on the powder bed fusion.
2.2. Mechanical characterisation: compression and vickers microhardness
Samples of diameter 7 mm and height ∼15 mm were used for compression tests according to ASTM E9-19 [Citation58] on an Instron servo-hydraulic machine (600DXS, Grove City, Pennsylvania). A 1.3 mm/min crosshead displacement rate was used on at least 3 replicates for each treatment. The corresponding compressive stress vs. strain data was recorded. At least 3 replicates for each composition and each porosity were tested. Elastic modulus was recorded using the linear region of the compressive stress–strain plot. Compressive yield strength was evaluated using the 0.2% strain offset method.
Discs of 7 mm diameter were cut from the as-printed dense cylinders and mounted in phenolic resin, exposing the circular cross-section. These were subjected to wet grinding using 80–2000 grit-size SiC papers followed by alumina polishing where suspended alumina particles ranging between 1 μm down and 0.05 μm were used. Vickers microhardness measurements were done on this polished surface at 9 random locations for replicates on a Phase II Plus, Micro-Vickers hardness tester (Upper Saddle River, NJ, USA). A load of 200 gms was used with a dwell time of 15 s. The hardness values were evaluated in HV0.2.
2.3. Optical imaging, microstructure, and phase analysis
Dense cylinders were cut along the build direction and subjected to grinding and polishing as described in Section 2.2. Etching was done using Kroll’s reagent. Microstructure was examined on a Keyence VHX-970FN optical microscope (Keyence Corporation of America, Itasca, IL, USA) at 500X magnification. The top surface of as-printed Porosity-2 structures was imaged at the pore areas on the optical microscope. Phase analysis was done using X-ray diffraction. The polished surface of the circular cross-section, as described in Section 2.2, was subjected to X-ray diffraction for 2θ ranging between 34 and 74° on a Rigaku Miniflex 600 X-ray Diffractometer (Rigaku Americas Holding Company, Inc. Woodlands, TX), and the corresponding intensities were recorded.
3. Results and discussions
Successful SLM manufacturing involves an in-depth understanding of the behaviour of the alloying elements towards laser manufacturing, which is dependent on a variety of intrinsic material properties of the alloying elements, such as laser absorption, melting point, and heat diffusivity in the molten state. Alloy design coupled with AM is becoming common. The first step in evaluating the alloy’s efficacy is the processing feasibility via AM, followed by the analysis of part quality and mechanical behaviour. The first section studies the effect of similar SLM printing parameters on Ti6Al4 V alloy modifications (reduction of Al and V – Ti3Al2 V) and the addition of Ta and Cu in Ti3Al2 V. The parameters used are optimised for Ti as provided by 3DSystems. In the next section, the effect of increasing energy density for SLM printing is evaluated for Ti3Al2V-10Ta and Ti3Al2V-10Ta-3Cu. To the best of our knowledge, there have been minimal studies on Ti-Ta optimisation via SLM [Citation59,Citation60], and no studies on printing optimisation of Ti-Ta-Cu alloy.
3.1. Effect of compositional variation
AM for Ti6Al4 V is well-established. Alloy designs around Ti6Al4 V with tailored properties and desired experimental capabilities are widely being studied for applications in all walks of manufacturing sectors [Citation13]. Understanding the effect of the alloying elements on the properties is the first step toward establishing a firm groundwork around these exotic alloys’ research. This section discusses the effect of reduced Al and V in Ti64 to get Ti32, the addition of Cu and Ta separately in Ti32, and the synergistic effect of Ta and Cu addition in Ti32 for SLM-processed structures with the same printing parameters, as shown in (a–d). reports the bulk volume porosities, elastic moduli, compressive yield strengths, and deviation of as-printed diameters from the designed diameters of 7 mm.
Figure 2. Effect of compositional variation: Ti64, Ti32, Ti32Cu, Ti32Ta, and Ti32TaCu. All compositions are printed using the same printing parameters on an SLM machine. (a) Pore images for Porosity-2 samples for all compositions. Ti64 and Ti32Cu display distorted pore boundaries with higher amounts of partially melted powder particles on the pore edges. The highest pore sizes were observed for Ti32 and Ti32TaCu. (b) Schematic representation of the melt-pool for all compositions during laser melting operation. A wider and shallower melt-pool resulted in higher strut size and lower porosities for Ti32Cu-54 compared to Ti32-54 due to the high thermal diffusivity of Cu. For Ti32Ta-54, the melt pool was wider and deeper than that for Ti32-54 due to excellent laser absorption of Ta increasing the melt pool temperature and reducing the viscosity. A synergistic effect of Ta and Cu in Ti32TaCu-54 resulted in a smaller and narrower melt-pool than Ti32Ta-54 and Ti32Cu-54; Ta and Cu negated their individual effect in Ti32. It is to be noted that the schematics shown are for better interpretation of the discussions and do not represent results from any simulations. (c) Microstructural images along the build direction for all compositions. Ti64 and Ti32 show α′ laths with prior β grain formation; higher amounts of prior β grain formation in Ti64 than Ti32. Ti32Cu microstructure showing melt-pool impressions/fusion boundaries with keyhole porosities formed due to balling effect. Ti32Ta and Ti32TaCu display pronounced melt-pool impressions with unmelted and partially melted Ta particles. (d) represents projected values at 10 and 25% porosities for elastic modulus and compressive yield strength from linear trendlines from experimental values. Note that the bars do not have error bars since these are extrapolated values from linear fit obtained from average modulus and yield strength numbers for varying porosities (Supplemental Figure S1); the extrapolation method is used to eliminate the porosity variation parameter and better understand the effect of composition on the mechanical properties. Cu addition primarily acts as a strength enhancer, with no effect on modulus. Ta addition results in higher modulus values with no effect on strength. The synergistic effect of Ta and Cu addition enhances both modulus and strength.
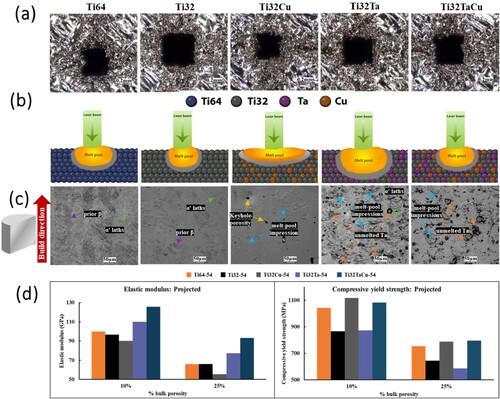
Table 2. Consolidated data for porosity, elastic modulus, compressive yield strength, and deviation of as-printed diameter of cylindrical structures from designed values for all compositions, for Dense, Porosity-1, and −2 groups.
3.1.1. Reduced Al and V in Ti6Al4V
Ti32 was designed to enhance the biocompatibility of the Ti-alloy over Ti64 without significantly compromising the mechanical performance. Since Ti32 was designed by mixing CpTi and Ti64 in 1:1 ratio, and both have a modulus of 110–114 GPa, the modulus of Ti32 is expected to be similar to that of Ti64. The dense compositions Ti64-54-D and Ti32-54-D show similar elastic moduli of 115.3 and 114.1 GPa, respectively. The enhanced strength in Ti64 is due to Al and V alloying elements, resulting in the formation of th β-Ti phase. Reduction in these alloying elements is expected to reduce the strength. A reduction in compressive yield strength is observed in dense Ti32-54-D (965 MPa) compared to that of dense Ti64-54-D (1181 MPa); reduction of Al and V contents to half resulted in an 18% reduction in compressive yield strength. It can be seen in the microstructural images, (c); typical acicular α′ laths are observed in both Ti64 [Citation61] and Ti32; however, higher amounts of prior β grains are higher and more prominent in Ti64 than in Ti32. Although similar residual porosities were observed in Ti64-54-D and Ti32-54-D, the porous structures showed higher porosity values for Ti32 over Ti64. Porosity-1 group Ti32-54-P1 and Ti64-P1-D showed porosities of 19.2 and 14.8%, respectively, and Porosity-2 group Ti32-54-P2 and Ti64-54-P2 porosities were 42.9 and 35.8%, respectively. It can be seen from (a) that Ti64-54-P2 has irregular pore boundaries with ample partially melted powders, whereas Ti32-54-P2 has well-defined pore boundaries with minimal partially melted particles. The projected values for 10 and 25% porosity ((e)) from the linear trend lines obtained from experimental data, Supplemental Figure S1, are used to compare the modulus and strength values for porous structures with varied porosities. The projected modulus values for Ti64 and Ti32 are similar for 10 and 25% porosity values. However, projected compressive yield strength reduction was observed in Ti32 compared to Ti64 due to a reduction in the Al and V alloying elements in the former.
3.1.2. Cu addition in Ti3Al2V
Copper (Cu) addition in Ti32 had a noticeable effect on the dense and porous structure porosities. A significant difference in porosity values was observed for porous structures. The porosity of 19.2% (Ti32-54-P1) reduced to 12.6% (Ti32Cu-54-P1) with Cu addition in Ti32. A similar result was observed for the Porosity-2 group; porosity reduced from 42.9% (Ti32-54-P2) to 31.1% (Ti32Cu-54-P2) with Cu addition in Ti32. Copper has a high thermal diffusivity (1.16 × 10−4 m2/s), ∼100 times higher than that of Ti (2.9 × 10−6 m2/s) [Citation62]. Also, Cu has poor laser absorptivity; pure copper has been shown to demonstrate high reflectivity towards laser in a molten and liquid state, reflecting almost 98% of the laser with wavelengths 1000–1100 nm [Citation63]. This causes rapid dissipation of heat in the melt pool during laser passes. The viscosity of pure Cu at 1677°C is 1.96 mPa-s [Citation64], and that of Ti64 at 1777°C near its melting point is 4.42 mPa-s [Citation65]. This causes a shallower and wider melt pool [Citation66] compared to Ti32, schematically shown in (b). Thus, molten Ti32 and Cu during a laser pass result in the overflowing of molten metal due to such low viscosity of Cu, resulting in higher melt-pool width, thus increasing the strut size over the designed values and causing lower porosities. To understand whether Cu presence affects the macro-dimensions of the structure as well, deviation of as-printed cylinder diameters was evaluated from the designed measurements, . % deviation from designed diameter for as-printed samples shows the highest deviation for Ti32Cu across all porosity groups. From the pore image for Ti32Cu-54-P2, (a), smaller pore sizes with distorted pore boundaries were observed owing to the partially melted powders metallurgically bonded to the pore walls due to faster heat dissipation and melt-pool widening compared to that for Ti32-54-P2 with well-structured pore walls, resulting in higher porosity values for Ti32Cu composition. Microstructure for Ti32Cu-54, (c), shows keyhole porosities owing to the balling effect [Citation67], resulting in the highest residual porosity of 4.1%. The typical acicular α′ laths were not observed, but instead, the melt-pool impressions for successive layers. Similar keyhole porosities [Citation67] and melt-pool impressions [Citation66,Citation67] were found by Newby et al. (Ti64 + 5 wt.% Cu) and Mosallanejad et al. (CpTi + 5 wt.% Cu), respectively, additively fabricated using a volumetric energy density of 50–55 J/mm3, closer to the ones used in this study for Ti32Cu. Thus, Cu affects the micro and macro dimensions of the as-printed structures due to its high thermal diffusivity and poor laser absorbance, increasing its tolerance values for additively manufactured structures.
Cu had minimal effect on the elastic modulus but a significant effect on the strength enhancement of Ti32. Dense Ti32Cu-54 showed a similar modulus value of 108.2 GPa to that of Ti32-54, and the compressive yield strength was 1260 MPa, higher than that for Ti64-54 (1181 MPa). The projected yield strength values for 10 and 25% show the highest strength for Ti32Cu-54, (e). 3 wt.% Cu addition in Ti32 overcame the strength decrement due to reduced Al and V contents. This enhancement is due to the addition of Cu forming Ti2Cu intermetallic and solute solution strengthening provided by Cu solute [Citation68]. The microhardness values can also corroborate it, Supplemental Figure S2 and Supplemental Table S1, the hardness values for Ti32Cu composition were higher than Ti32. Thus, the strength gap in Ti6Al4 V and Ti3Al2 V is bridged by adding 3 wt.% Cu in Ti3Al2 V alloy.
3.1.3. Ta addition in Ti3Al2V
Tantalum has a high melting point of 3017°C, closer to the boiling temperature of Ti (3287°C). When Ta is alloyed with Ti32, lower porosity of 0.9% for dense Ti32Ta-54-D was observed compared to that 3.8% for Ti32-54-D. For porous structures, the porosities for Ti32Ta were lower than that for Ti32; 13.4 vs. 19.2% for Porosity-1, and 35.2 vs. 42.9%, for the Porosity-2 group, respectively. The thermal diffusivity of Ta (24.2 × 10−6 m2/s) [Citation69] is almost 10 times that of Ti. At the same time, Ta displays excellent laser absorption and raises the melting-pool temperature for Ti32Ta reducing its viscosity compared to that of Ti32. The higher thermal diffusivity of Ta coupled with lower melt-pool viscosity results in melt-pool overflow, schematically shown in (b), causing larger strut size and lower porosity than Ti32. (c) shows a microstructure image for Ti32Ta-54 with pronounced melt-pool impressions from laser tracks, as also observed in a study by Brodie et al. for SLM-processed Ti-25Ta composition [Citation60]. Pore-images, (a), for Ti32Ta-54-P2, show a smaller pore size than that for Ti32-54-P2 but higher than that for Ti32Cu-54-P2. % deviation from the designed diameter suggests that the as-printed Ti32Ta diameter did not deviate much from the diameter observed for Ti32, except for the Porosity-2 group. The pore walls show well-structured surfaces with minimal partially melted powder particles compared to Ti32-Cu-54. Thus, Ta addition in Ti32 does not severely affect the macro dimensions, and the effect on micro-dimensions is less severe than that observed for Ti32Cu.
Ta is a β-Ti phase stabiliser resulting in the formation of low-modulus-high-strength β-Ti alloy. Adding Ta in Ti32 is expected to lower the modulus [Citation49]. On the contrary, the modulus values for Ti32Ta were observed to be higher than that for Ti32. For the Dense group, the modulus for Ti32Ta-54-D was observed to be 130.2 GPa. The projected modulus for 10 and 25% porosity values are higher than those for Ti64, Ti32, and Ti32Cu. We speculate that the high cooling rates in SLM (104–106 Ks−1) [Citation70] resulted in a lack of formation of the β-Ti phase. Ta in the Ti32 system reacted as a metal matrix composite and modulus enhancement was observed due to a higher modulus ∼185 GPa for pure Ta [Citation71]. As discussed previously, the β-Ti phase was not observed in Ti32Ta due to the high cooling rate nature of SLM manufacturing [Citation72,Citation73]. This can be observed from the microstructure of Ti32Ta, (c), with significant unmelted and partially melted Ta powder particles suggesting an even higher energy density needed to melt Ta. However, this increases the risk of boiling Ti leaving gas porosities since Ti’s boiling temperature and the melting point of Ta are close. Since no β-Ti formation is observed, the compressive yield strength of Ti32-Ta should have been lesser than that for Ti32 since pure Ta has a significantly lower strength of 138–345 MPa [Citation71]. However, dense Ti32Ta-54-D showed a compressive yield strength of 1053 MPa, similar to Ti32-54-D. The projected compressive yield strength values for Ti32Ta, (e), showed similar strength to Ti32 for 10% porosity and lower for 25%. Microhardness values, Supplemental Figure S2a and Supplemental Table S1, also show similar hardness values for Ti32-54 and Ti32Ta-54 compositions. Although not significant β-Ti formation might have occurred, there might be an onset of β-Ti phase formation in Ti32Ta. It is evident from phase analysis, Supplemental Figure S3, where we can observe the (110) and (200) β-Ti peaks coinciding with (011) and (020) Ta peaks indicating the onset of β-Ti formation along with unmelted Ta particles seen in microstructural images, (c).
3.1.4. Synergistic effect: Ta and Cu addition in Ti3Al2V
The individual effect of reduced Al and V in Ti64 and the addition of Cu and Ta in Ti32 were discussed in the previous section. The synergistic effect of an amalgamation of these alloys, Ti32TaCu, is discussed in this section. For the dense group, residual porosity for Ti32TaCu-54-D was observed to be 2.4%, which lies between low porosity for Ti32Ta-54-D (0.9%) and high porosity for Ti32Cu-54-D (4.1%). For the porous structures, Cu dissipates heat resulting in a melt-pool, and Ta increases the melt-pool temperature reducing the viscosity of the melt-pool; a synergistic effect of Ta and Cu in Ti32 is expected to result in further lower porosity values than Ti32Cu and Ti32Ta. The opposite was observed; porosity values for porous Ti32TaCu were higher than Ti32Ta and Ti32Cu and lesser than Ti32. Ti32TaCu-54-P1 observed a porosity of 16.6% and Ti32TaCu-54-P2 40.0%, higher than those for Ti32Cu and Ti32Ta porous structures. During printing, Ta absorbs laser much better than Cu. Ta increases the melt-pool temperature; however, the presence of Cu dissipates the heat, preventing the melting pools from widening as observed in either Ti32Ta or Ti32Cu; Cu helps in heat transfer reducing the excess flowability of the metal, schematically shown in (b). This results in a smaller strut size than the individual presence of Ta or Cu in Ti32, resulting in higher porosity values. It can be corroborated by the microstructure image for Ti32TaCu-54, (c), showing the lower intensity of melt-pool impressions than that of Ti32Ta-54, indicating a more even heat distribution and homogeneity due to the presence of Cu. The observation has been made from multiple microstructural images over different regions on the sample surface. However, unmelted Ta particles remain an issue. From the pore images, (a), Ti32TaCu shows cleaner pore boundaries compared to Ti32Cu and Ti32Ta with minimal pore distortion and partially melted powder particles. Hence, a synergistic effect of Ta and Cu prevents the effect of the individual presence of these alloying elements on internal structures with lower tolerances.
From the Ti32Cu and Ti32Ta results, it is clear that the presence of Ta in Ti32 contributes to the elastic modulus increment, and Cu promotes strength enhancement. A combined effect of Ta and Cu in Ti32 resulted in a further increase in the elastic modulus. Ti32TaCu-54-D showed an elastic modulus of 144.3 GPa, higher than that for Ti32Ta-54-D (130.2 GPa). In the Ti-Ta-Cu system, individual alloying elements contribute independently to the modulus as in a metal-matrix composite; elastic modulus of pure Ta (∼185 GPa [Citation71]) and pure Cu (∼130 GPa [Citation74]). The projected elastic modulus values for 10 and 25% porosities, (e), show the highest modulus values for Ti32TaCu among all the compositions. Cu contributes significantly to strength enhancement, as observed in Ti32Cu. The compressive yield strength of dense Ti32TaCu-54-D was 1255 MPa, similar to that for Ti32Cu-54-D (1260 MPa), indicating the absence of Ta’s contribution in strength enhancement. Projected compressive yield strength values, (e), shows lower strength for Ti32TaCu than Ti32Cu at 10% porosity and similar value for both compositions at 25% porosity. With Ta and Cu both being β-Ti stabilisers, the phase analysis, Supplemental Figure S3, shows higher peak intensity for (110) and (200) β-Ti peaks for Ti32TaCu-54 compared to Ti32Ta-54, indicating Cu addition in Ti32Ta enhanced β-Ti phase formation.
3.2. Effect of energy density variation
SLM manufacturing of CpTi and Ti64 is well-established for various commercial purposes and AM systems. When alloying elements such as Ta and Cu are added, the SLM manufacturing of these metal alloy systems needs to be optimised. An in-depth understanding of the effect of varying laser power and scan speed and the resulting input energy density on the as-printed properties of these alloy structures becomes essential to standardise the AM process for such exotic alloys. Ta absorbs laser very well and has a high melting point of (3017°C), which suggests a higher print energy density needed to melt Ta. Sing et al. showed that higher energy density resulted in lower residual porosity in Ti-Ta (1:1 wt. ratio) compositions [Citation45]. However, Cu displays poor laser absorption and a high heat dissipation rate, requiring higher print energy density for AM. This suggests that a system with Ta and Cu alloyed in Ti needs a higher print energy density for a successful additive operation with good part quality. The effect of increasing energy densities from 54 to 65 J/mm3 on the SLM manufacturing of Ti32Ta and Ti32TaCu is investigated in this study. Since it is argumentative whether resulting volumetric energy density is a reliable parameter [Citation75], the laser power and scan speed individually were varied for a resulting energy density of 59 J/mm3 to observe their effect on the properties of the SLM printed Ti32Ta and Ti32TaCu compositions.
3.2.1. Effect of energy density on Ti32Ta
(a–c) report the elastic moduli, compressive yield strengths, and microstructural and pore images for Ti32Ta composite, , shows minimum residual porosities for Ti32Ta-54-D and −59L-D with 180 W laser power compared to the ones with Ti32Ta-59H-D and −65-D with higher laser power of 198 W. Similarly for Porosity-1 and −2 group, lower porosity values were observed for the compositions with enhanced laser powers (Ti32Ta-59H and Ti32Ta-65) compared to lower laser power compositions (Ti32Ta-54 and Ti32Ta-59L). This indicates Ti32Ta composition is more sensitive to laser power over the volumetric energy density. Ta absorbs laser very well, and an enhancement in energy density by increasing laser power has a higher effect on melt-pool than scan speed (Ti32Ta-59H vs. Ti32Ta-59L). Moreover, the microstructural images, (b), show a more homogeneous microstructural distribution with lower amounts of unmelted Ta and lesser melt-pool impressions in Ti32Ta-59H and −65, with higher laser power than the other two. From phase analysis, Supplemental Figure S4, the β-Ti (200)/Ta (020) peak intensity is observed to be lower for Ti32Ta-59H and −65 compared to that for Ti32Ta-54 indicating lower amounts of unmelted Ta in compositions with higher laser power. A higher laser power shows higher energy absorbed by Ta, leading to a positive effect on homogeneity and remelting of previous layers due to higher penetration depths with lower cooling rates compared to the effect of enhanced energy density with reduced scan speed. Sing et al. showed similar results where the relative density of Ti-50Ta increased significantly with laser power for similar scan speeds [Citation59].
Figure 3. Ti32Ta system printed on SLM with varying energy densities. (a) Pore images for Porosity-2 samples for Ti32Ta compositions. No noticeable effect of varying energy density can be observed. (b) Microstructural images along the build direction for Ti32Ta with energy densities 54–65 J/mm3. Ti32Ta-59H and −65 with higher laser power show lower amounts of unmelted Ta particles and lesser pronounced melt-pool impressions than Ti32Ta-54 and Ti32Ta-59L with laser power. This indicates excellent laser absorption of Ta, resulting in a sensitivity of Ti32Ta composition on laser power rather than the overall energy density. (c) reports plots for elastic modulus and compressive yield strengths. Statistical analyses were done using one-way ANOVA in Minitab Statistical Software (Minitab LLC, PA, USA) for n = 3 and P-value < 0.05 for a significant difference. Pairwise comparisons were conducted using Tukey-Kramer simulations; the statistical difference was marked with an ‘*’. Our results indicate that although laser power affected the microstructure and the resulting porosities, no significant effect was observed on the mechanical properties of Ti32Ta compositions with varying energy densities.
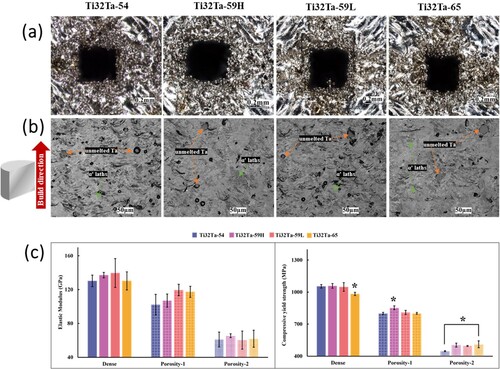
Table 3. Consolidated table for porosity, modulus, and compressive yield strength values for Ti32Ta compositions with varying energy densities.
The elastic moduli for all porosity groups show no statistical difference amongst the values in each group. Comparing the extreme energy densities, 54 and 65 J/mm3, similar elastic modulus values for Ti32Ta-54 and Ti32Ta-65 across Porosity-1 and −2 groups are reported. The modulus values for Ti32Ta-54-D (130.2 GPa, 0.9% porosity) and Ti32Ta-65-D (130.3 GPa, 3.9% porosity) are similar despite the significantly higher residual porosity for the latter, dictating the Ti32Ta-65-D composition has higher modulus value at similar porosity value of Ti32Ta-54-D. Similar can be observed for the Porosity-1 group, Ti32Ta-65-P1 (117.4 GPa, 13.1% porosity) shows higher porosity than Ti32Ta-54-P1 (102.3 GPa, 13.4% porosity) with both treatments showing similar modulus values. This can be corroborated by the microstructure, (b), where lower amounts of unmelted or partially melted Ta particles are present in Ti32Ta-65 compared to Ti32Ta-54; the latter shows more pronounced melt-pool impressions. This suggests that higher energy density influenced the melting of Ta and homogeneous heat distribution as visible from the microstructure. The effect of the energy density cannot be observed in the compressive yield strengths for −54 and −65 compositions; higher strength for Ti32Ta-54-D (1053 MPa) than Ti32Ta-65 (983 MPa) with higher residual porosity for the latter and similar strengths in for Porosity-1 group. For the Porosity-2 group, the strength is statistically higher than the lower porosity Ti32Ta-65-P2 (511 MPa, 32.9% porosity) than Ti32Ta-54-P2 (448 MPa, 35.2% porosity). This indicates that higher energy density might have led to the onset of the high-strength β-Ti phase. This effect should have lowered the modulus of higher energy density composition Ti32Ta-65 but is not observed.
Although the laser power affected the microstructure and porosity of the resulting structures, the modulus and the compressive yield strengths across all three porosity groups did not show significant differences for −59H and −59L treatments with the same energy density. Thus, laser power or scan speed individually did not show a significant effect on the mechanical properties of Ti32Ta composition. Overall, Ta absorbs laser so well that the effect of the energy density on the mechanical properties does not vary significantly across samples printed across 54–65 J/mm3 laser print energy density.
3.2.2. Effect of energy density on Ti32TaCu
The microstructures, pore images, elastic moduli, and compressive yield strength values for Ti32TaCu compositions are presented in a–c, and consolidated numerical values for modulus, yield strength, and porosities in . Two alloying elements with contrasting properties are present in Ti32; Ta shows higher laser absorption and high melting point, and Cu with low laser absorption and high heat dissipative effect in the melt pool. Comparing the extreme energy density treatments with 54 and 65 J/mm3, a difference in porosity values is reported for Ti32TaCu-54 and Ti32TaCu-65 for Dense (2.4 vs. 3.7%), Porosity-1 (16.6 vs. 15.2%), and Porosity-2 (40.0 vs. 36.8%) groups, respectively. For porous structures, higher porosity was observed for lower energy density Ti32TaCu-54 than that for Ti32TaCu-65; higher energy density caused higher spreading of the melt-pool owing to lowered melt-pool viscosity due to Ta and higher heat dissipated by Cu resulting in lower porosity. This is visible from the microstructure images, in (b), with a higher width-to-height ratio of melt-pool impressions for Ti32TaCu-65 compared to Ti32TaCu-54. This indicates higher penetration depth for Ti32TaCu-54, and melt-pool widening due to heat-dissipation by Cu in Ti32TaCu-65, though higher energy density caused lesser amounts of unmelted Ta in the latter.
Figure 4. Ti32TaCu system printed on SLM with varying energy densities. (a) Pore images for Porosity-2 samples for all compositions. (b) Microstructural images along the build direction for Ti32TaCu with energy densities 54–65 J/mm3. Ti32TaCu-54 shows high amounts of unmelted Ta particles compared to other compositions. Ti32TaCu-59H and −59L displayed similar microstructural features. Ti32TaCu-65 showed the least amount of unmelted Ta particles with melt-pool impressions wider compared to Ti32TaCu-54 due to heat dissipation by Cu. (c) reports elastic modulus and compressive yield strengths. Statistical analyses were done using one-way ANOVA in Minitab Statistical Software (Minitab LLC, PA, USA) for n = 3 and P-value < 0.05 for a significant difference. Pairwise comparisons were conducted using Tukey-Kramer simulations; the statistical difference was marked with an ‘*’. Our results suggest that Ti32TaCu composition was sensitive to the overall energy density used for printing rather than the effect of individual parameters such as laser power and scan speed.
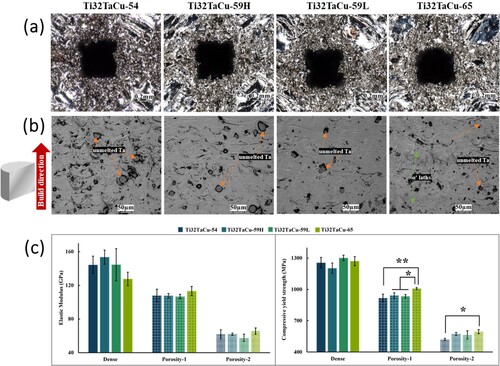
Table 4. Consolidated table for porosity, modulus, and compressive yield strength values for Ti32TaCu compositions with varying energy densities.
Although the energy density did not significantly affect the elastic moduli of −54 and −65 treatments, the effect can be seen in the compressive yield strength values. Similar strengths were observed for Ti32TaCu-54-D (1255 MPa) and Ti32TaCu-65-D (1271 MPa). The porous structures showed higher strength values for Ti32TaCu-65. Ti32TaCu-65-P1 and -P2 (1010 and 595 MPa, respectively) displayed higher compressive yield strength numbers compared to Ti32TaCu-54-P1 and -P2 (917 and 522 MPa, respectively) and were shown to be statistically higher ((c)). Although higher energy density did not affect the modulus, it is speculated that the higher laser absorbed in the system caused the onset of the β-Ti formation, enhancing the strength in Ti32TaCu-65 compared to Ti32TaCu-54. This can be corroborated by the microstructure images for Ti32TaCu-54 and −65, (b). Higher amounts of unmelted Ta particles are found in Ti32TaCu-54 with more pronounced melt-pool tracks than in Ti32TaCu-65. α′ laths are observed in Ti32TaCu-65. This can be corroborated from the phase analysis, Supplemental Figure S5, β-Ti (200)/Ta (020) peak intensity is observed to be lowest for Ti32TaCu-65 followed by similar for Ti32TaCu-59H and −59L, and highest for −54, indicating reduction in unmelted Ta with an increase in energy density. It is to be noted that energy density did not cause an effect in the Ti32Ta system, but with Cu addition, it does affect the part quality and performance. The intermediate treatments, Ti32TaCu-59H and Ti32TaCu-59L, with similar energy densities, failed to show an individual effect of the laser power or scan speed since the porosity values, elastic moduli, and compressive yield strengths observed were similar across all porosity groups. Thus, the properties of Ti32TaCu composition depend on the overall print energy density and not on a variety of individual parameters.
Intrinsic material properties such as laser absorption and heat diffusivity in the melt pool affect the quality of SLM-processed parts. Although the laser input energy is Ev, the energy absorbed by the metal alloy is usually kEv < Ev, owing to the laser reflectivity displayed by the metal. Moreover, the part quality depends on the ability of the material to hold the instantaneous kEv energy absorbed by the metal in the molten state; higher heat diffusivity results in the spreading of the melt pool, causing lower part resolutions. It is evident from this study the repercussions of the addition of Cu in trace amounts; only 3 wt.% Cu addition noticeably affected the internal and external structure. Understanding the effect of the metal matrix and the effect of the alloying elements on SLM processing is of utmost importance, and not just the effect of overall energy density used but the sensitivity towards the variation of individual parameters such as laser power and scan speed towards part quality and mechanical performance.
4. Conclusions
Ti6Al4 V is the most prominent alloy used for orthopedic implant applications. To overcome its bio-inertness, a novel alloy is designed, Ti3Al2 V, with reduced Al and V contents. Ta and Cu are added to Ti3Al2 V to enhance their biological functionalities. The effect of the compositional adjustment and alloying element inclusions is studied in the designed alloys Ti3Al2 V (Ti32), Ti3Al2V + Cu (Ti32Cu), Ti3Al2V + Ta (Ti32Ta), and Ti3Al2V + Ta + Cu (Ti32TaCu) on mechanical and microstructural properties printed via SLM operation with a volumetric energy density of 54 J/mm3. Compressive tests indicate the contribution of Cu in strength enhancement and Ta in modulus enhancement. Adding Ta and Cu in Ti3Al2 V resulted in melt-pool widening and lower porosities due to Ta’s excellent laser absorption and lowering the melt-pool viscosity for Ti32Ta, and Cu’s poor laser absorption and high heat dissipative rate in Ti32Cu. A synergistic effect of Ta and Cu addition resulted in higher porosities than Ti32Ta and Ti32Cu, negating the effect of their presence in Ti32; Ta overcame the effect of Cu’s poor laser absorption and widening the melt-pool due to low viscosity caused by Ta’s laser absorption was countered by high heat dissipation of Cu. The effect of increasing volumetric energy density (54–65 J/mm3) was used for SLM printing of Ti32Ta and Ti32TaCu compositions. The microstructural properties of Ti32Ta were more sensitive to the laser power than the overall energy density. However, no significant effect was observed on the elastic modulus and compressive yield strength. For Ti32TaCu, this dependence was observed on the overall energy density. Although Ta and Cu are low-modulus-high-strength β-Ti phase stabilisers, enhanced modulus of Ti32Ta and Ti32TaCu alloys was observed due to the fast cooling nature of SLM operation hindering the formation of the β-Ti phase. The compressive yield strength of Ti32TaCu showed enhancement for the highest energy density (65 J/mm3), indicating the onset of β-Ti phase formation. Our results are essential to understand the effect of laser printing parameters and overall energy density of Ti-Ta-Cu alloys fabricated via metal AM on its part quality and mechanical performance.
Supplemental Material
Download MS Word (707.1 KB)Acknowledgments
Authors acknowledge financial support from the National Institute of Arthritis and Musculoskeletal and Skin Diseases of the National Institutes of Health under Award Numbers R01 AR067306 and R01 AR 078241 (PI – Bandyopadhyay). The authors are also grateful for financial assistance from JCDREAM (Seattle, WA) for a capital equipment grant to purchase the powder bed-based metal 3D Printer at WSU. The content is solely the authors’ responsibility and does not necessarily represent the official views of the National Institutes of Health.
Data availability statement
All raw data for this study has been presented in this manuscript.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Correction Statement
This article has been corrected with minor changes. These changes do not impact the academic content of the article.
Additional information
Funding
References
- JOM article on the Titanic: did a metallurgical failure cause a night to remember? [cited 2023 Apr 10]. Available from: https://www.tms.org/pubs/journals/jom/9801/felkins-9801.html
- Foecke TJ. Metallurgy of the RMS titanic. NIST [Online]. 1998 Feb [cited 2023 Apr 18]. Available from: https://www.nist.gov/publications/metallurgy-rms-titanic
- Pollock TM. Alloy design for aircraft engines. Nature Mater. 2016;15(8):809–815. DOI:10.1038/nmat4709
- Cann JL, De Luca A, Dunand DC, et al. Sustainability through alloy design: challenges and opportunities. Prog Mater Sci. 2021;117:100722. DOI:10.1016/j.pmatsci.2020.100722
- Pickering EJ, Carruthers AW, Barron PJ, et al. High-entropy alloys for advanced nuclear applications. Entropy. 2021;23(1):98. DOI:10.3390/e23010098
- Bahl S, Suwas S, Chatterjee K. Comprehensive review on alloy design, processing, and performance of β titanium alloys as biomedical materials. Int Mater Rev. 2021;66(2):114–139. DOI:10.1080/09506608.2020.1735829
- Bose S, Ke D, Sahasrabudhe H, Bandyopadhyay A. Additive manufacturing of biomaterials. Prog in mater scie. 2018;93:45–111.
- Bandyopadhyay A, Mitra I, Shivaram A, Dasgupta N, Bose S. Direct comparison of additively manufactured porous titanium and tantalum implants towards in vivo osseointegration. Additive Manufacturing. 2019;28:259–266.
- Bandyopadhyay A, Mitra I, Avila JD, Upadhyayula M, Bose S Porous metal implants: Processing, properties, and challenges. Int J of Ext Manufac. 2023.
- Peters M, Kumpfert J, Ward CH, et al. Titanium alloys for aerospace applications. Adv Eng Mater. 2003;5(6):419–427. DOI:10.1002/adem.200310095
- Boyer RR, Briggs RD. The use of β titanium alloys in the aerospace industry. J Materi Eng Perform. 2005;14(6):681–685. DOI:10.1361/105994905X75448
- Williams JC, Boyer RR. Opportunities and issues in the application of titanium alloys for aerospace components. Metals (Basel). 2020;10(6):705. DOI:10.3390/met10060705
- Bandyopadhyay A, Traxel KD, Lang M, et al. Alloy design via additive manufacturing: advantages, challenges, applications and perspectives. Mater Today. 2022;52:207–224. DOI:10.1016/j.mattod.2021.11.026
- Traxel KD, Bandyopadhyay A. Modeling and experimental validation of additively manufactured tantalum-titanium bimetallic interfaces. Mater Des. 2021;207:109793. DOI:10.1016/j.matdes.2021.109793
- Fagundes AP, de B. Lira JO, Padoin N, et al. Additive manufacturing of functional devices for environmental applications: a review. J Environ Chem Eng. 2022;10(3):108049. DOI:10.1016/j.jece.2022.108049
- du Plessis A, Broeckhoven C, Yadroitsava I, et al. Beautiful and functional: a review of biomimetic design in additive manufacturing. Addit Manuf. 2019;27:408–427. DOI:10.1016/j.addma.2019.03.033
- Liu G, Zhang X, Chen X, et al. Additive manufacturing of structural materials. Mater Sci Eng R. 2021;145:100596. DOI:10.1016/j.mser.2020.100596
- Bandyopadhyay A, Zhang Y, Bose S. Recent developments in metal additive manufacturing. Curr Opin Chem Eng. 2020;28:96–104. DOI:10.1016/j.coche.2020.03.001
- Tofail SAM, Koumoulos EP, Bandyopadhyay A, et al. Additive manufacturing: scientific and technological challenges, market uptake and opportunities. Mater Today. 2018;21(1):22–37. DOI:10.1016/j.mattod.2017.07.001
- Gartner survey reveals that high acquisition and start-up costs are delaying investment in 3D printers. Gartner [cited 2023 Apr 3]. Available from: https://www.gartner.com/en/newsroom/press-releases/2014-12-09-gartner-survey-reveals-that-high-acquisition-and-start-up-costs-are-delaying-investment-in-3d-printers
- Sun Z, Ma Y, Ponge D, et al. Thermodynamics-guided alloy and process design for additive manufacturing. Nat Commun. 2022;13(1). DOI:10.1038/s41467-022-31969-y
- Clare AT, Mishra RS, Merklein M, et al. Alloy design and adaptation for additive manufacture. J Mater Process Technol. 2022;299:117358. DOI:10.1016/j.jmatprotec.2021.117358
- DebRoy T, Wei HL, Zuback JS, et al. Additive manufacturing of metallic components – process, structure and properties. Prog Mater Sci. 2018;92:112–224. DOI:10.1016/j.pmatsci.2017.10.001
- Zhang D, Qiu D, Gibson MA, et al. Additive manufacturing of ultrafine-grained high-strength titanium alloys. Nature. 2019;576(7785):91–95. DOI:10.1038/s41586-019-1783-1
- Mosallanejad MH, Niroumand B, Aversa A, et al. In-situ alloying in laser-based additive manufacturing processes: a critical review. J Alloys Compd. 2021;872:159567. DOI:10.1016/j.jallcom.2021.159567
- Sing SL, Huang S, Goh GD, et al. Emerging metallic systems for additive manufacturing: In-situ alloying and multi-metal processing in laser powder bed fusion. Prog Mater Sci. 2021;119:100795. DOI:10.1016/j.pmatsci.2021.100795
- Yao L, Huang S, Ramamurty U, et al. On the formation of “fish-scale” morphology with curved grain interfacial microstructures during selective laser melting of dissimilar alloys. Acta Mater. 2021;220:117331. DOI:10.1016/j.actamat.2021.117331
- Sun J, Guo M, Shi K, et al. Influence of powder morphology on laser absorption behavior and printability of nanoparticle-coated 90W-Ni-Fe powder during laser powder bed fusion. Mater Sci Addit Manuf. 2022;1. DOI:10.18063/msam.v1i2.11
- Chua C, Sing SL, Chua CK. Characterisation of in-situ alloyed titanium-tantalum lattice structures by laser powder bed fusion using finite element analysis. Virtual Phys Prototyp. 2023;18(1):e2138463. DOI:10.1080/17452759.2022.2138463
- Sing SL. Perspectives on additive manufacturing enabled beta- titanium alloys for biomedical applications. Int J Bioprinting. 2021;8(1):478. DOI:10.18063/ijb.v8i1.478
- Zhang H, Gu D, Dai D. Laser printing path and its influence on molten pool configuration, microstructure and mechanical properties of laser powder bed fusion processed rare earth element modified Al-Mg alloy. Virtual Phys Prototyp. Apr. 2022;17(2):308–328. DOI:10.1080/17452759.2022.2036530
- Yu W, Xiao Z, Zhang X, et al. Processing and characterization of crack-free 7075 aluminum alloys with elemental Zr modification by laser powder bed fusion. Mater Sci Addit Manuf. 2022;1(1):4. DOI:10.18063/msam.v1i1.4
- Huang S, Narayan RL, Tan JHK, et al. Resolving the porosity-unmelted inclusion dilemma during in-situ alloying of Ti34Nb via laser powder bed fusion. Acta Mater. 2021;204:116522. DOI:10.1016/j.actamat.2020.116522
- Huang S, Kumar P, Yeong WY, et al. Fracture behavior of laser powder bed fusion fabricated Ti41Nb via in-situ alloying. Acta Mater. 2022;225:117593. DOI:10.1016/j.actamat.2021.117593
- Bandyopadhyay A, Ciliveri S, Bose S. Metal additive manufacturing for load-bearing implants. J Indian Inst Sci. 2022;102:561–584. DOI:10.1007/s41745-021-00281-x
- Ciliveri S, Bandyopadhyay A. Influence of strut-size and cell-size variations on porous Ti6Al4V structures for load-bearing implants. J Mech Behav Biomed Mater. 2022;126:105023. DOI:10.1016/j.jmbbm.2021.105023
- Standard Specification for Wrought Titanium-13Niobium-13Zirconium Alloy for Surgical Implant Applications (UNS R58130) [cited 2022 May 6]. Available from: https://www.astm.org/f1713-08r21e01.html
- Kolli RP, Devaraj A. A review of metastable beta titanium alloys. Metals (Basel). 2018;8(7):506. DOI:10.3390/met8070506
- Bandyopadhyay A, Mitra I, Goodman SB, et al. Improving biocompatibility for next generation of metallic implants. Prog Mater Sci. 2023;133:101053. DOI:10.1016/j.pmatsci.2022.101053
- Cotton JD, Briggs RD, Boyer RR, et al. State of the Art in beta titanium alloys for airframe applications. JOM. 2015;67(6):1281–1303. DOI:10.1007/s11837-015-1442-4
- Ng CH, Bermingham MJ, Kent D, et al. High stability and high strength β-titanium alloys for additive manufacturing. Mater Sci Eng A. 2021;816:141326. DOI:10.1016/j.msea.2021.141326
- Traxel KD, Bandyopadhyay A. Selective laser melting of Ti6Al4V-B4C-BN in situ reactive composites. J Mater Res Technol. 2022;18:2654–2671. DOI:10.1016/j.jmrt.2022.03.092
- Cai C, Wu X, Liu W, et al. Selective laser melting of near-α titanium alloy Ti-6Al-2Zr-1Mo-1V: parameter optimization, heat treatment and mechanical performance. J Mater Sci Technol. 2020;57:51–64. DOI:10.1016/j.jmst.2020.05.004
- Liu YJ, Li XP, Zhang LC, et al. Processing and properties of topologically optimised biomedical Ti–24Nb–4Zr–8Sn scaffolds manufactured by selective laser melting. Mater Sci Eng A. 2015;642:268–278. DOI:10.1016/j.msea.2015.06.088
- Han C, Johansson CB, Wennerberg A, et al. Quantitative and qualitative investigations of surface enlarged titanium and titanium alloy implants. Clin Oral Implants Res. 1998;9(1):1–10. DOI:10.1034/j.1600-0501.1998.090101.x
- Johansson CB, Lausmaa J, Röstlund T, et al. Commercially pure titanium and Ti6AI4V implants with and without nitrogen-ion implantation: surface characterization and quantitative studies in rabbit cortical bone. J Mater Sci: Mater Med. 1993;4(2):132–141. DOI:10.1007/BF00120382
- Roy M, Balla VK, Bandyopadhyay A, et al. MgO-Doped tantalum coating on Ti: microstructural study and biocompatibility evaluation. ACS Appl Mater Interfaces. 2012;4(2):577–580. DOI:10.1021/am201365e
- Zhang E, Li F, Wang H, et al. A new antibacterial titanium–copper sintered alloy: preparation and antibacterial property. Mater Sci Eng C. 2013;33(7):4280–4287. DOI:10.1016/j.msec.2013.06.016
- Mitra I, Bose S, Dernell WS, et al. 3D printing in alloy design to improve biocompatibility in metallic implants. Mater Today. 2021;45:20–34. DOI:10.1016/j.mattod.2020.11.021
- Liu J, Li F, Liu C, et al. Effect of Cu content on the antibacterial activity of titanium–copper sintered alloys. Mater Sci Eng C. 2014;35:392–400. DOI:10.1016/j.msec.2013.11.028
- Ma Z, Ren L, Liu R, et al. Effect of heat treatment on Cu distribution, antibacterial performance and cytotoxicity of Ti–6Al–4V–5Cu alloy. J Mater Sci Technol. Apr 2015;31. DOI:10.1016/j.jmst.2015.04.002
- Liu R, Memarzadeh K, Chang B, et al. Antibacterial effect of copper-bearing titanium alloy (Ti-Cu) against Streptococcus mutans and Porphyromonas gingivalis. Sci Rep. 2016;6:29985. DOI:10.1038/srep29985
- Livescu V, Knapp CM, Gray GT, et al. Additively manufactured tantalum microstructures. Materialia. 2018;1:15–24. DOI:10.1016/j.mtla.2018.06.007
- Zhao D, Han C, Li Y, et al. Improvement on mechanical properties and corrosion resistance of titanium-tantalum alloys in-situ fabricated via selective laser melting. J Alloys Compd. 2019;804:288–298. DOI:10.1016/j.jallcom.2019.06.307
- Huang S, Sing SL, de Looze G, et al. Laser powder bed fusion of titanium-tantalum alloys: compositions and designs for biomedical applications. J Mech Behav Biomed Mater. 2020;108:103775. DOI:10.1016/j.jmbbm.2020.103775
- Imai K, Ikeshoji T-T, Sugitani Y, et al. Densification of pure copper by selective laser melting process. Mech Eng J. 2020;7(2):19-00272. DOI:10.1299/mej.19-00272
- Thijs L, Verhaeghe F, Craeghs T, et al. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater. 2010;58(9):3303–3312. DOI:10.1016/j.actamat.2010.02.004
- Standard Test Methods of Compression Testing of Metallic Materials at Room Temperature [cited 2023 Jan 20]. Available from: https://www.astm.org/e0009-19.html
- Sing SL, Wiria FE, Yeong WY. Selective laser melting of titanium alloy with 50 wt% tantalum: effect of laser process parameters on part quality. Int J Refract Met Hard Mater. 2018;77:120–127. DOI:10.1016/j.ijrmhm.2018.08.006
- Brodie EG, Medvedev AE, Frith JE, et al. Remelt processing and microstructure of selective laser melted Ti25Ta. J Alloys Compd. 2020;820:153082. DOI:10.1016/j.jallcom.2019.153082
- Cottam R, Palanisamy S, Avdeev M, et al. Diffraction line profile analysis of 3D wedge samples of Ti-6Al-4V fabricated using four different additive manufacturing processes. Metals (Basel). 2019;9:60. DOI:10.3390/met9010060
- Newby EB, Yadroitsava I, Kouprianoff D. In-situ alloying of Ti6Al4V-x%Cu structures by direct metal laser sintering [Online]; 2017 [cited 2023 Feb 23]. Available from: http://ir.cut.ac.za/handle/11462/1714
- Guschlbauer R, Burkhardt AK, Fu Z, et al. Effect of the oxygen content of pure copper powder on selective electron beam melting. Mater Sci Eng A. 2020;779:139106. DOI:10.1016/j.msea.2020.139106
- Assael MJ, Kalyva AE, Antoniadis KD, et al. Reference data for the density and viscosity of liquid copper and liquid Tin. J Phys Chem Ref Data. 2010;39(3):033105. DOI:10.1063/1.3467496
- Paradis P-F, Ishikawa T, Yoda S. Non-Contact measurements of surface tension and viscosity of niobium, zirconium, and titanium using an electrostatic levitation furnace. Int J Thermophys. 2002;23(3):825–842. DOI:10.1023/A:1015459222027
- Mosallanejad MH, Niroumand B, Aversa A, et al. Laser powder bed fusion in-situ alloying of Ti-5%Cu alloy: process-structure relationships. J Alloys Compd. 2021;857:157558. DOI:10.1016/j.jallcom.2020.157558
- Newby E, Yadroitsava I, Krakhmalev P, et al. Investigation of in-situ alloying grade 23 Ti with 5 at.%Cu by laser powder bed fusion for biomedical applications [Online]; 2019 [cited 2023 Apr 6]. Available from: https://www.semanticscholar.org/paper/INVESTIGATION-OF-IN-SITU-ALLOYING-GRADE-23-Ti-WITH-Newby-Yadroitsava/2d387d6d0b768d3a0bf0e26634b4f2cc7ec314dd
- Kikuchi M, Takada Y, Kiyosue S, et al. Mechanical properties and microstructures of cast Ti–Cu alloys. Dent Mater. 2003;19(3):174–181. DOI:10.1016/S0109-5641(02)00027-1
- Savchenko IV, Stankus SV. Thermal conductivity and thermal diffusivity of tantalum in the temperature range from 293 to 1800 K. Thermophys Aeromech. 2008;15(4):679–682. DOI:10.1007/s11510-008-0017-z
- Jung HY, Choi SJ, Prashanth KG, et al. Fabrication of Fe-based bulk metallic glass by selective laser melting: a parameter study. Mater Des. 2015;86:703–708. DOI:10.1016/j.matdes.2015.07.145
- Levine BR, Sporer S, Poggie RA, et al. Experimental and clinical performance of porous tantalum in orthopedic surgery. Biomaterials. 2006;27(27):4671–4681. DOI:10.1016/j.biomaterials.2006.04.041
- Shaikh A, Kumar S, Dawari A, et al. Effect of temperature and cooling rates on the α+β morphology of Ti-6Al-4V alloy. Procedia Struct Integrity. 2019;14:782–789. DOI:10.1016/j.prostr.2019.07.056
- Peters M, Lütjering G, Ziegler G. Control of microstructures of (α + β)-titanium alloys. Int J Mater Res. 1983;74(5):274–282. DOI:10.1515/ijmr-1983-740503
- Freund LB, Suresh S. Thin film materials: stress, defect formation and surface evolution. Cambridge, UK: Cambridge University Press; 2004.
- Prashanth KG, Scudino S, Maity T, et al. Is the energy density a reliable parameter for materials synthesis by selective laser melting? Mater Res Lett. 2017;5(6):386–390. DOI:10.1080/21663831.2017.1299808
- Marinelli G, Martina F, Ganguly S, et al. Microstructure, hardness and mechanical properties of two different unalloyed tantalum wires deposited via wire + arc additive manufacture. Int J Refract Met Hard Mater. 2019;83:104974. DOI:10.1016/j.ijrmhm.2019.104974
- Fiołek Z, Kopia A, Moskalewicz T. The influence of electrophoretic deposition parameters and heat treatment on the microstructure and tribological properties of nanocomposite Si3N4/PEEK 708 coatings on titanium alloy. Coatings. 2019;9:530. DOI:10.3390/coatings9090530