
ABSTRACT
The Hybrid composites are the emerging materials which uses two or more reinforced particles or fibres simultaneously. As potential applications of the composites, wood reinforced thermoplastic composites are commercially attractive for high volume applications, but their properties can be enhanced by adding Nano SiO2 particles. Wood powder and nano SiO2 were mixed with high density polyethylene as matrix material. Wood powder with fixed 5 wt. % and Nano SiO2 with varying weight % (3, 5, 7 wt. %) are reinforced in HDPE to manufacture composite materials by compression moulding process. Mechanical properties including tensile strength, flexural strength and Izod impact strength were evaluated and it was revealed that tensile strength and flexural strength were obtained maximum at 5 wt. % of Nano SiO2 and impact strength was obtained maximum at 3 wt. % of Nano SiO2.
1. Introduction
Composite materials are gaining popularity in the new generation industries because of their existing properties like High strength and stiffness, environmental friendly nature, chemical and corrosion resistance, ease of fabrication, and economically efficient properties. Researchers mainly focus on the improvement of thermal and mechanical properties of the developed composite material. The polymeric matrix is usually selected on its inherent properties, product need, availability, cost, and the manufacturer's familiarity with the material. Polymeric matrices include both thermoplastic and thermosetting resins [Citation1–3]. Most composites based on thermoplastics for use in interior and exterior building components are currently produced from polyethylene [Citation4] and polypropylene [Citation5]. High density polyethylene is the most common matrix material used for the composite material development. This is because of the properties of HDPE like low price, good adhesion to almost all substrates, chemical stability, good mechanical properties, high adhesive strength, high hardness, excellent heat and moisture resistance, high damping properties, higher intermolecular forces etc. Because of the desirable properties of HDPE is now widely used in mechanical, chemical, electrical and electronics engineering applications, as well as in aerospace and aviation industries.
In order to further enhance the scope for its applications, it can be modified or blended with different inorganic fillers. It is reported that higher loadings of macro sized fillers are needed for improving the tensile strength whereas only small amount of nano-sized fillers like MWCNT, silica, titanium, CaCO3 improve the toughness of the composites [Citation6]. Apart from mechanical properties, improvement in electrical characteristics is also vital for electrical and electronic applications. The influence of nano fillers such as silica and carbon nano tubes on polymer nano composites has been reviewed by Camargo et al. [Citation7]. It has been suggested that the limitations of the composites should be addressed by the use of different fillers to enhance the scope for their utilisation. Considerable improvements in elastic modulus and creep resistance have been achieved by using surface treated nano-silica particles [Citation8]. Chrissafis et al. [Citation9] have observed that addition of SiO2 nano particles enhances the mechanical and thermal properties. PMCs are light weighted with high stiffness and strength along the direction of the reinforcement. Therefore they are useful in aircraft, automobiles, and other moving structures [Citation10]. They have superior corrosion and fatigue resistance compared to metals. PMCs have limitations of their service temperature, i.e. below 316 °C.
There are certain properties which can be improved by proper reinforcing of fibre in particulates form (natural fibre wood powder, fly ash, activated carbon) such as shear strength, good toughness, extending service life of component, reduces coefficient of friction, lower damping coefficient. However because of highly cross linked structure (thermoplastic polymer) the material become brittle and has poor resistance to crack initiation. To overcome this Nano phase is added to matrix, this may be in form of rigid silica particles etc. Addition of nano particles not only increases the toughness without much increase in viscosity is observed on increasing the filler content because of its very fine size.
2. Experimental procedure
2.1. Material
Following material have been used for the development of polymer matrix composite:
| (1) | Matrix material: High density polyethylene (HDPE). | ||||
| (2) | Reinforcement: Wood powder with fixed 5 wt. % and Nano SiO2 with percentage variation, e.g. 3, 5 and 7 wt. %. | ||||
2.2. Fabrication of composites
Thermoplastic polymer composite materials can be synthesised by various methods such as compression moulding, injection moulding, etc. We have used compression moulding, process to prepare samples. Firstly collecting matrix material HDPE and reinforcing material as wood powder and Nano SiO2 particle. After that HDPE, wood powder and Nano SiO2 were mixed in the ball mill for 6 h. The ball milled mixture of HDPE, wood powder and nano SiO2 was taken out and poured into the die. Before putting the mixture in the die it should be clan and coated with non-sticking agent such as wax. Cavity of die was filled with HDPE, wood powder and Nano SiO2, and then the die was kept into the compression moulding machine. The die was heated so as to melt the sample powder mixture and the pressure was applied in the compression moulding machine. When the required maximum temperature was reached, the heater was switched off and after the operation the die was cooled to room temperature and then the sample was taken out.
3. Results and discussions
The standard samples were prepared for the testing of mechanical properties viz. Tensile strength, flexural strength and the impact strength. The samples were also prepared for the determination of the natural frequency. The results of the mechanical properties and the natural frequency tests are shown below.
3.1. Mechanical properties analysis
Tensile test, flexural test and impact test were performed on the polymer nano composite samples and the results were optimised for the composition. The test readings are shown in and its comparison are shown in . Tensile tests were performed to measure the ability of material to withstand stress in tension. The results from tensile test provide measure for selecting a specimen for applications. Flexural test is performed to find out the strength of material before breaking under bending. It also provides values of flexural strain, flexural stress and flexural stress strain behaviour of the material. Generally three point bend test is used to analyse the behaviour of composites. To measure the toughness of any material impact tests are suitable test. During the test, specimens are subjected to large amount of force for a very small period of time. This test indicates the energy absorption capacity of a material before failure. Large impact energy simply refers to high plasticity and high toughness.
Table 1. Readings of mechanical tests for HDPE hybrid nano composites.
Figure 1. Mechanical strength vs. wt. % of SiO2.
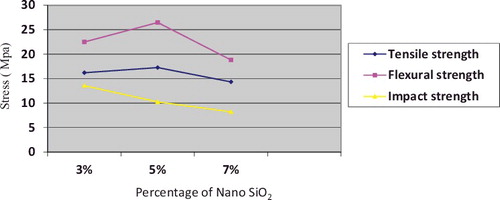
The results show the variation in tensile strength of composite with increase in wt. percent of Nano SiO2 for Nano SiO2wood powder HDPE composite shown in . It is clearly visible that with the increase in wt. % of Nano SiO2 in the HDPE matrix with wood powder reinforcement, the tensile strength first increases and then decreases. The results show that for 5 wt. % of Nano SiO2 tensile strength increases abruptly as compared to 3 wt. % of Nano SiO2 with wood powder and HDPE composite. D.G. Dikobe and A.S. Luyt have also proves that as the wt. % of wood powder increases its young modulus increases [Citation11], but increasing the wt. % beyond 5 wt. % of Nano SiO2 the value of tensile strength decreases, hence the tensile strength is maximum at 5 wt. % of nano SiO2. This is because at higher weight percent there exist weak surface boundaries between epoxy and nano particles. Also on increasing the weight percent of nano SiO2, it leads to poor dispersion of nano particles in HDPE and as a result interfacial area and hence also the interaction decreases resulting in lower homogeneity of cross link density. The results obtained from the three point bend test are shown in , the variation in flexural strength of composite with increase in wt. % of Nano SiO2 is shown in . The results show that with increase in weight percent of Nano SiO2, flexural strength first increases and then decreases. It increases up to 5 wt. % of Nano SiO2. And beyond 5 wt. % of Nano SiO2 it decreases. The trend of flexural strength is approximately similar as tensile strength. Percentage elongation increases till 5 wt. % loading of Nano SiO2, and then decreases. This shows that initially on adding nanoparticles reinforcement to HDPE matrix there is increase in ductility but thereafter further increasing the weight percent of Nano SiO2 brittleness increases and due to which a reduction in Flexural strength is takes place. Izod impact test results show that on increase in wt. % of Nano SiO2 the impact strength decreases. It is maximum at 3 wt. % of Nano SiO2. The interpretation of the above result can be done as when there is an increase in percentage loading in hybrid composite, the ductility of HDPE decreases and possibility of formation of micro cracks increases. So, at higher loadings of Nano SiO2, due to increase in the brittle character of composites, there is a decrease in the impact strength of the material.
3.2. Determination of natural frequency
Natural frequency is the frequency at which a system tends to oscillate in the absence of any driving or damping force. In general, the frequencies identified from the microtremor measurements correspond to the analytically determined frequencies for the situation where the heavy hanging masses in the structure are not active in the dynamic response, the test readings are shown in and the frequency vs amplitude for samples c1,c2,c3 are shown in –. The typical tools of identification of dynamic systems, available in the Toolbox of Dynamic Systems Identification of Matlab (Math Works [Citation6]) and other routines specially prepared for this effect were used (also based in Matlab).
Table 2. Readings of amplitude with natural frequencies for HDPE hybrid composites.
Figure 2. Frequency vs. amplitude for sample C1.
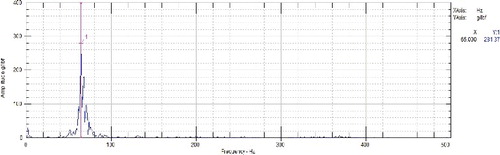
Figure 3. Frequency vs amplitude for sample C2.
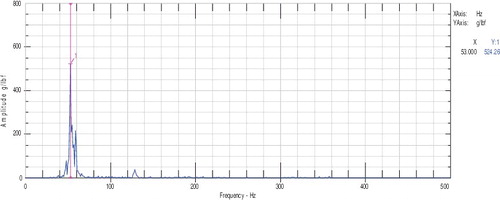
Figure 4. Frequency vs amplitude for sample C3.
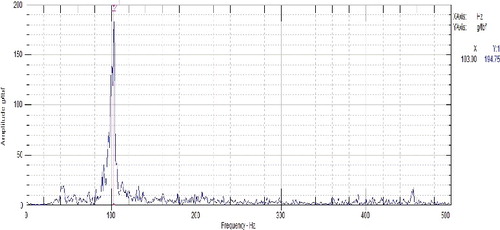
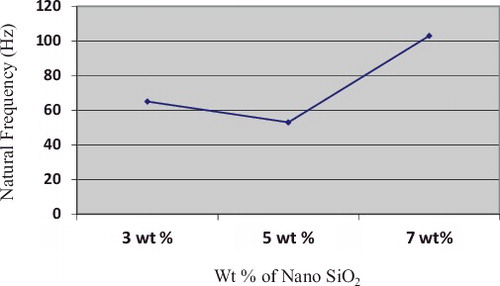
The natural frequency first decreases, then increases. This trend may be due to the fact that with increase in percentage of particle reinforcement, the stiffness first decreases then increases as shown in .
Figure 5. Natural frequency of hybrid polymer composites.
4. Conclusions
This experimental investigation of the mechanical behaviour of Nano SiO2 wood powder filled HDPE composites leads to the following conclusions:
On the basis of experimental analysis value of tensile strength and flexural strength increase on increasing the wt. % of Nano SiO2 up to 5 wt. percent, beyond which it decreases. This shows that by varying the weight percentage loadings up to 5 wt. % there is a proper dispersion of Nano particles, beyond which the tensile strength and the flexural strength decreases due to segregation of nano particle and decrease in ductility of the composite.
Apart from tensile strength and flexural strength, the value of impact strength was decreased on increasing the wt. % of Nano SiO2. It was maximum at 3 wt. % of Nano SiO2 along with the 5 wt. percent of wood powder.
The natural frequency of the HDPE-Nano SiO2-wood powder composite first decreases and then increases with increase in the Nano SiO2 particles. The natural frequency is minimum for HDPE with 5 wt. % of Nano SiO2 particles.
Disclosure statement
No potential conflict of interest was reported by the authors.
References
- Bledzki AK, Gassan, J. Composites reinforced with cellulose based fibers. J Prog Polym Sci. 1999;24(2):221–274.
- Peijs T. Composites turn green. E-Polymers. 2002;T_002:1–12.
- Marcovich NE, Villar MA. Thermal and mechanical characterization of linear low-density polyethylene/wood flour composites. J Appl Polym Sci. 2003;90:2775–2784.
- Li Z, Gao H, Wang Q. Preparation of highly filled wood flour/recycled high density polyethylene composites by in situ reactive extrusion. J Appl Polym Sci. 2012;124(6):5247–5253.
- Keledi G, Sudar A, Burgstaller C, et al. Tensile and Impact properties of three-component PP/wood/elastomer composites. Express Polym Lett. 2012;6(3):224–236.
- Tjong SC. Structure and mechanical properties of polymer Nano composites. Mater Sci Eng Rep. 2006;53(3):73–197.
- Camargo PHC, Satyanarayana KG, Wypych F. Nano composites: synthesis, structure, properties and new application opportunities. Mater Res. 2009;12(1):1–39.
- D'Amato M, Dorigato A, Fambri L, et al. High performancepolyethylene nano composite fibers. eXpress Polym. 2012;6(12):954–964.
- Chrissafis K, Paraskevopoulos KM, Pavlidou E, et al. Thermaldegradation mechanism of HDPE nano composites containing fumed silica nanoparticles. Thermochim Acta. 2009;485(1):65–71.
- Chung DDL. Continuous carbon fiber polymer-matrix composites and their joints, studied by electrical measurements. Polym Compos. 2001;22(2):251–269.
- Dikobe DG, Luyt AS. Thermal and mechanical properties of PP/HDPE/wood powder and MAPP/ HDPE/wood powder polymer blend composites. Thermochim Acta. 2017;654:40–50.