
ABSTRACT
Since its market entry in 2001, ThermoWood® has become the most established form of thermal modification globally. Whilst its properties have been widely reported, there is still a need for a readily-applied quality control method to ensure treatments meet the criteria outlined by the International ThermoWood Association. One such method for quality control has focussed on the use of colour measurements. In the largest study of its kind, colour measurement data have been evaluated for Norway spruce and Scots pine subjected to the Thermo-D ThermoWood® process at twelve industrial plants between 2007 and 2018. This showed that the colour measurement according to the CIELAB* colour space on newly planed surfaces of thermally modified timber (TMT) may be used for quality control of the ThermoWood® Thermo-D process with regard to process intensity, i.e. the combined effect of temperature (212 ± 3°C) and time. In order to obtain more robust control, only the L* parameter (lightness) should be used as a quality indicator, as both a* and b* parameters for the TMT showed little variation from those of the unmodified wood and too high a scatter in values.
Introduction
The heating of wood without chemical additives and with a limited supply of oxygen to prevent oxidative combustion, i.e. thermal modification, is a generally accepted and commercialised procedure for improving some characteristics of wood. The ThermoWood® process, where the heating is carried out in atmospheric superheated steam, is currently the most frequently used process worldwide (Jones et al. Citation2019).
Industrially, thermal modification is certified by recording the temperature and duration of the process, but this affects the colour of the wood, and measurement of the wood colour is thus an indirect measure of the treatment intensity that is well established (Sandberg et al. Citation2021). For thermally modified timber (TMT) processed according to the ThermoWood® procedure, the quality is specified according to both the production and the quality of the TMT, as shown in (Finotrol Citation2017). The temperature and time for the process, as well as the moisture content (MC) and equilibrium moisture content (EMC) of the treated product, are well-established quality parameters for the control of the ThermoWood® process, but, to date, this has not been the case for colour data. Torniainen et al. (Citation2016) have confirmed, however, that the colour of thermally modified timber after the surface layer has been removed by planing is measurable and predictable, with a margin of error that is acceptable for a commercial application.
Table 1. Colour guidelines for ThermoWood® Norway spruce and Scots pine as currently defined within Finotrol (Citation2017). Colour values for untreated timber (newly planed surfaces) are given as a reference. Temp. and Time – treatment temperature and time in phase 2 of the process, MC is moisture content at colour measurements and EMC equilibrium MC at 20°C and 65% RH.
The purpose of the present study was to evaluate colour data for Norway spruce and Scots pine TMT treated under industrial conditions according to ThermoWood® Thermo-D treatment, the hypothesis being that colour measurement provided a robust method for the quality control of ThermoWood® TMT over long periods of time, and that the suggested colour-parameter values () were adequate for fulfilling the quality requirements determined by the treatment temperature and time, and by the MC and EMC of the product.
Materials and method
Colour measurements (L*, a* and b* spatial parameters, where L* indicates lightness, and a* and b* are respectively red/green and blue/yellow parameters, respectively) were carried out on Norway spruce and Scots pine TMT from 12 industrial producers applying the ThermoWood® process. Measurements were undertaken between 2007 and 2018. The thickness of the sawn timber was either 25, 32, 38 or 50 mm (as defined by typical timber dimensions for industrial modification), and the timber was either dried in a conventional industrial kiln before thermal modification to an average moisture content between 14% and 22%, or was treated directly from the green condition. The volume of the industrial treatment chambers varied between 20 and 100 m3. summarises the process conditions at the different plants evaluated in this study.
Table 2. Process conditions for the 12 ThermoWood® process plants studied between 2007–2018. Kiln size: small < 20 m3, medium 20–60 m3, large > 60 m3.
All the material used in this study was treated according to the certified ThermoWood® process (Anon Citation2021), a registered trademark of the International ThermoWood Association. All the producers have a process certified according to specifications defined by the International ThermoWood Association. The process and products were monitored by an external inspection body to ensure that the certification requirements were fulfilled, and to guarantee that the timber reached the requirements for either the Thermo-S or the Thermo-D quality class according to treatment intensity (). In this study, only timber treated in accordance with the Thermo-D classification (212 ± 3°C in phase 2) was included, due to the low production volume of Thermo-S during the study period. The process control of the modification kiln was based either on measurements of the air conditions in the kiln or on direct measurement of the timber during treatment (pin measurements). All the studied TMT fulfilled the quality requirements determined by the treatment temperature and time, the evaluation of treatment parameters and their conformity being based on the auditors’ competence and the historical screen data shown and analysed.
The colour was measured on newly planed surfaces (planing depth 2-3 mm) and on surfaces without any visual defects or remarkable discrepancies from normal wood. A desk-calorimeter device of type Minolta Chroma Meters CR310 with a diameter of the measured region of approx. 50 mm was used. Six measurements were made on each piece of TMT and 6–20 sawn-timber pieces were used for each kiln batch (in most measurements 15 pieces). The device and recording procedure between the different years and producers were the same as previously described (Torniainen et al. Citation2016).
Results
The average colour-measurement values and their standard deviations are presented in . In the colour guidelines for ThermoWood®, Norway spruce and Scots pine are judged as a single species, which is supported by the results in this study. It was not, with a few exceptions, possible to statistically separate the colour data between the different years, showing that the colour-measurement method was robust over time.
Figure 1. Average colour-measurement data and their standard deviations for ThermoWood® Thermo-D Norway spruce and Scots pine.
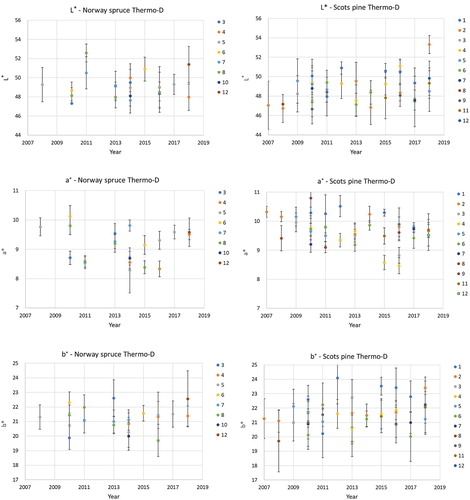
The L* values for both Norway spruce and Scots pine are well within the quality-requirement interval of 45–55 (see ). No guidelines for the a* values for Norway spruce and Scots pine are specified in quality control document FC-2 “Thermally Modified Timber” (Finotrol Citation2017) presented in . Based on the data from this study, such an interval is suggested to be between 8 and 11 for the a* parameter. The b* values for Norway spruce were in most cases within the quality-requirement interval 19–24 (see ), but not for Scots pine, possibly because of the formation of quinones (González-Peña and Hale Citation2009) or because of the difference in colour in Scots pine between heartwood and sapwood.
Due to the large standard deviation in both a* and b* values and the overlap in values for TMT and unmodified Norway spruce and Scots pine ( and ), it is not recommended to use either a* or b* as a principal quality control for TMT. These parameters can, however, support the quality evaluation with the L* parameter (see Torniainen et al. Citation2016).
Conclusion
It is confirmed that the measurement of wood colour is a robust method for the quality control of ThermoWood® Thermo-D treated Norway spruce and Scots pine under industrial conditions. The L* parameter is the most stable and is maintained well within currently specified limits. The long-term data evaluation suggests, in contrast to earlier studies, that a* and b* should only be used as supporting parameters with the L* values as the quality control parameter.
Acknowledgements
Assistance from the International ThermoWood Association and its members for allowing the creation of the long-term data-set used within this study is gratefully acknowledged.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- Anon (2021) ThermoWood® Handbook (Helsinki: International ThermoWood Association), 53 pp.
- Finotrol (2017) FC-2. Thermally Modified Timber (TMT) (Mikkeli: Finotrol Oy), 13 pp.
- González-Peña, M. M. and Hale, M. D. C. (2009) Colour in thermally modified wood of beech, Norway spruce and Scots pine. Part 1: Colour evolution and colour changes. Holzforschung, 63, 385–393.
- Jones, D., Sandberg, D., Goli, G. and Todaro, L. (2019) Wood Modification in Europe: A State-of-the-Art About Processes, Products, Applications (Florence: Firenze University Press).
- Sandberg, D., Kutnar, A., Karlsson, O. and Jones, D. (2021) Wood Modification Technologies. Principles, Sustainability, and the Need for Innovation (Boca Raton: CRC Press), 432 pp.
- Torniainen, P., Elustondo, D. and Dagbro, O. (2016) Industrial validation of the relationship between color parameters in thermally modified spruce and pine. BioResources, 11(1), 1369–1381.