
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
The process used to obtain recycled Al alloys depends on the scrap quality. Rotary furnaces are normally used in Europe as they allow a great productivity and they can process low quality scrap using a salt flux to protect the molten metal from oxidation. In this article, the effect of the quantity of salt on the metal recovery has been experimentally investigated by melting several types of scrap under a mixture of NaCl–KCl–Na3AlF6 salts. The quantity of salt has been related to the salt factor (SF), which is the ratio between the non-metallic content in the scrap and the quantity of salt required. The same levels of salt factor have been tested by melting the scrap in rotary and crucible furnaces. The metal recovery increases with the salt content for both furnaces. The results obtained with the different melting processes are comparable because the yield difference is similar considering different salt factors. Crucible furnace gives greater metal recovery but it cannot replace rotary furnace in Al refining industry due to lower melting capacity. However, the results highlight that the optimisation of the Al refining process can be supported by preliminary tests through crucible furnaces reducing the time and material consumptions.
Highlights
A comparison between rotary and crucible furnaces is proposed.
Metal yield of the charge should be strictly controlled to study the metal recovery.
Salt factor is a useful way to define the amount of salt with heterogeneous charges.
The metal recovery increases by greater amount of salt in both melting furnaces.
1. Introduction
Aluminium is the most widely used non-ferrous metal in the world being present in sectors as diverse as transportation, packaging, construction, electricity and medicine. It has grown to be a great competitor for engineering applications from the end of nineteenth century when it became economically viable. Recyclability plays a significant role in increasing the aluminium spread.
Recycled Al alloys offer economic and environmental advantages compared to primary production: Rombach (Citation1998) estimated an energy reduction from 174 GJ/ton to 20 GJ/ton, while a reduction equal to the 95% of the CO2 emission is achieved according to Das, Green, and Kaufman (Citation2007).
The production starts from Al scrap, which is the core of the entire process. Heterogeneity is an important aspect of scrap. It is clear that various categories of scrap differ not only in their origin and composition but also in the fraction of oxides and other foreign materials. The quality of the charged scrap affects both the metal yield and the metal recovery. The metal yield is the portion of a scrap consignment which becomes useable metal after proper melting and can be used to estimate the metal content of the scrap, while the metal recovery is defined as the percentage of metal gained from the metal content of the scrap.
An exhaustive classification of the Al scrap can be found in the EN 1676 (Citation2010) and EN 13920 (Citation2003) standards where characteristics, chemical composition and metal yield are provided for each category. The scrap quality is a key factor for the metal recovery, thus different technologies have been developed to increase the obtainable metal content. Comminution, sorting and de-coating are the main preliminary treatments applied to the scrap. Schubert, Sander, and Jackel (Citation2004) highlighted that the aim of comminution is to increase the scrap bulk density to favour handling and melting and they also explained the fundamentals of this process. Several processes have been developed to remove the non-aluminium content of the scrap depending on the unwanted material, as well summarised by Gaustad, Olivetti, and Kirchain (Citation2012). The advantages of de-coating is the reduction of the impurity coming from the scrap surface, in particular from the organic fraction of the scrap coat as found out by Kvithyld et al. (Citation2008) through thermal analysis on coated scrap.
The final quality of the scrap influences the choice of the melting process. Rotary and reverberatory furnaces are the main melting technologies as they allow high productive rate, while crucible and electric furnaces are most suitable for lower productive volumes. Traditional reverberatory furnace is less expensive to install and less difficult to maintain, but rotary furnace is faster and more efficient, and it can treat scrap of poorer quality. Higher melting rates, reduced emissions, consistent metal composition and lower fuel consumption are achieved with the latter because the hot refractory rotates to transfer more heat to the charge via direct contact. As a result, rotary furnaces are generally best suited in countries with high energy cost, as European countries, for melting dross and other oxidised scraps suggest by Velasco and Nino (Citation2011).
The furnace design is not sufficient to melt low quality scrap, but fluxing is also needed. Fluxing indicates the addition of chemical compounds in the scrap feed in order to improve the recovery of aluminium and the quality too. The basic function of fluxes is to protect the molten bath from oxidation that increases by increasing the furnace temperature. However, fluxes are applied for several specific purposes depending on their composition, and are usually classified depending on their application. Utigard et al. (Citation1998) individuated and explained five different categories of flux: cover, cleaning, drossing, refining and furnace wall cleaning.
In rotary furnace, the salt flux is used to protect the bath from oxidation and to collect the oxides present in the scrap. According to Crepeau, Fenyes, and Jeanneret (Citation1992) the flux is usually composed by an equimolar mass mixture of sodium and potassium chlorides (NaCl–KCl) due to the low cost and the low melting point. Sodium chloride is cheaper, while the addition of potassium chloride decreases the melting temperature because these two salts form, at 44 and 56%, respectively, an eutectic that melts at about 665 °C.
Different parameters affect the fluxing treatment such as the morphology of the salt, i.e. powder or granular, and the temperature. Gallo (Citation2002) compared powder and granular flux highlighting that the latter reduces pollution and smoke emissions and offers more homogeneity in the composition. Majidi, Shabestari, and Aboutalebi (Citation2007) studied the influence of the flux temperature on the refining efficiency with chips and turnings and they found out that a low temperature, i.e. 700 °C, compromises the refining process, while if the temperature is too high, i.e. 790 °C, the hydrogen absorption in the molten bath increases. Among all the flux properties, the chemical composition has been the most studied. Fluorides are frequently added to the flux as they promote the stripping of the Al oxide layer, as explained by Tenorio and Espinosa (Citation2002), and the metal coalescence. Besson et al. (Citation2011) investigated the influence of the cryolite content on the Al drop coalescence starting from two different alloys and a positive relation was found in both cases.
The salt amount has been less studied even if it plays a crucial role in the efficiency of the whole melting process. It impacts on productive and disposal costs as well as energy consumption. The required salt amount is generally related to the quality of the scrap by the salt factor (SF), which is the ratio between the non-aluminium content in the scrap and the quantity of salt. In the Al recycling processes, large salt factors ranging from 1.5 to almost 2 are used with rotary furnaces; Moloodi et al. (Citation2011) indicates a value of 1.8 as often published, while a salt factor equal to 1.3 was used in a mass balance model for refiners in Europe by Boin and Bertram (Citation2005).
Investigating the effect of the process parameters on the industrial scale is difficult because it is expensive and time-consuming. The charge of industrial rotary furnaces is heterogeneous and high volumes of scrap have to be processed. Furthermore, the melting process is difficult to be controlled and the real industrial production is based on a three-shift system.
This work investigates the effect of the amount of salt on the metal recovery in Al refining process using rotary and crucible furnaces. A comparison between the two melting furnaces is proposed and the use of the salt factor is discussed.
2. Materials and method
2.1. Charged materials
The charge was composed by heterogeneous scrap and salt. The experimental scrap was a mix of turning, shredded materials and dross.
This heterogeneous charge was used to perform the tests with a crucible furnace and an industrial rotary furnace. The scrap used during the entire experimental campaign was taken from the same lot for each kind of scrap.
The metal yield for each lot was evaluated in agreement with the procedure described in the EN 13920 (Citation2003) standard. Briefly, a representative sample of 2–5 kg was collected from each batch and transferred to a graphite crucible, where it was melted in a fossil fuel furnace with salt addition equal to 50% of the scrap mass. After melting, the molten metal and the slag were poured into different ingot moulds and solidified. Metal entrapped in the salt was recovered by grounding the salt slag. The metal yield was then calculated as the weight ratio of the tapped aluminium to the scrap.
The metal yield was used to estimate the metal content in the charge as sum of the amounts of the different types of scrap weighted by their metal yield (Equation (1))
The salt used as flux was a mixture of NaCl and KCl with addition of cryolite (Na3AlF6). A constant ratio (k) of the amount of cryolite to the amount of NaCl–KCl was used.
The experimental salt factor levels are 1.55 and 1.65. They were chosen starting from data in literature and considering the feasibility for an industrial application.
The salt amount was calculated as the product between the tested level of salt factor (SF) and the metal content in the charge, where SF is defined as
2.2. Testing with the rotary furnace
A series of experiments were performed during normal production to calculate the metal recovery for the rotary furnace with the two SF levels.
At least 50 consecutive experiments were considered to obtain an average value of the metal recovery for each SF level. During the considered period, the bath temperature, the charged volume, as well as the metal yield of the charge, varied according to the production demands. These variables have been monitored and their ranges are reported in .
Table 1. Ranges of the bath temperature, the volume of the charge and the metal yield of the scrap, during the experimental campaign with the rotary furnace.
The molten metal was tapped before the slag in a holding furnace equipped with a weighing system. The metal recovery was calculated as
2.3. Testing with the crucible furnace
The scrap was melted in a 10-kg capacity graphite crucible through a fossil fuel furnace. Natural gas was used as fuel and the same crucible was used for all the tests.
The charge sequence was divided in four different steps as reported in . The amount of scrap was equal for all the experiments, while the amount of flux and cryolite varied depending on the salt factor. The mixture of NaCl–KCl was added in the first step together with the scrap, while the cryolite was added during the last step. The duration of each step was 7 min, necessary for melting the scrap and to give to the cryolite the time to react with the dross, in the last step. The total melting time was 28 min and the molten bath was manually stirred for 30 s after each charge. The liquid metal was poured prior to the dross in a permanent ingot mould, while the dross was separately poured. The metal recovery was measured in accordance with Equation (3).
Table 2. Charging process of the scrap in the fossil fuel crucible furnace; the weight of the different scrap and the melting time are indicated.
The flux composition and the SF levels were equal to those used during fluxing in the rotary furnace. Each experimental condition was repeated at least 8 times.
One representative sample for both the SF levels was used to investigate the coalescence of the Al drops in the salt. The solidified dross was collected and it was mechanically crushed to release the Al drops entrapped inside. The size and morphology of the Al drops were evaluated by means of optical microscopy and image analysis. The perimeter, the roundness and the equivalent diameter of the projection of the drops were measured. The roundness is defined as
where p and A are the perimeter and the area of the projection of the Al drop, respectively.
2.4. Statistical analysis
The data were processed using a commercial statistical software. All the results coming from the rotary and crucible furnaces were analysed with the same statistical data processing. Average values and standard deviations were firstly estimated and then the coefficient of variance, i.e. the ratio between the standard deviation and the average, was calculated. A coefficient of variance lower than 2 was selected as rate of acceptance for the repeatability. The outliers were identified by Dixon test according to Dixon and Dean (Citation1951). If an outlier was found, a new experiment was performed and the Dixon test repeated with the new data.
The influence of the salt quantity on the metal recovery was verified using the one-way analysis of variance (one-way ANOVA) defined by Fisher (Citation1921). Definition and specific assumption for this work are here reported, while a detailed description of the ANOVA procedure is given elsewhere by Montgomery (Citation2013). A hypothesis test is generally used to determine which of two statements is better supported by the data. These two statements are called the null hypothesis and the alternative hypothesis. The null hypothesis was assumed to be that the data obtained with the experimental SF levels are simply random samples of the same population; this means that the SF would not affect the metal recovery. The hypothesis test calculates the probability to obtain the observed sample data under the assumption that the null hypothesis is true. If this probability (the p-value) is below an user-defined cut-off point (α-level), then this assumption is probably incorrect. Therefore, the null hypothesis is rejected and the alternative hypothesis is selected. The α-level was selected equal to 0.05.
Since only two averages were compared, the t-test for independent samples is a valid alternative test. All the ANOVA assumptions were previously verified: the Anderson–Darling’s test was firstly applied to test the assumption of normality developed by Anderson and Darling (Citation1952), while Levene’s test was used for the assumption of homoscedasticity as defined by Levene (Citation1960). The independence of observations was obtained with a random sequence of the experiments.
3. Results and discussion
3.1. Scrap metal yield
The metal content in the scrap is a key factor when the efficiency of a rotary furnace is studied; indeed, the charge is usually composed by several types of scrap, coming from different supplied lots.
shows the metal yields referred to the different scrap used in this work; further, the experimental results are compared with the average EU values reported by Boin and Bertram (Citation2005) and with the range suggested by the EN 13920 (Citation2003) standards.
Figure 1. Metal yield measured for the different experimental types of scrap; the average EU values (Boin and Bertram Citation2005) and the data from the EN standards (EN 13920 Citation2003) are also indicated.
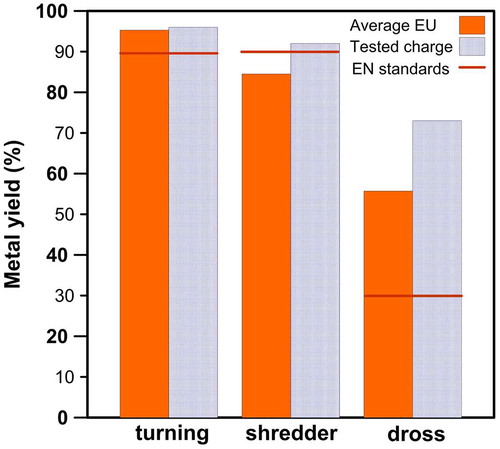
Various metal yields were reached depending on the scrap type. The dross shows a metal content lower than 20% if compared to that of turning and shredder materials, which have a yield greater than 90%.
Different considerations can be drawn comparing the experimental data and the average EU values. The metal yield for turning from this work is comparable to the average EU data, while the EN 13920 standard indicates a lower value. Shredder scrap shows here lower metal yield than turning and a greater difference with the average EU values. The metal yield decreases significantly in the dross; further, the present data and the average EU values strongly differ.
Turnings are new scrap whose origin is known and the main contamination, that is cutting oils, can be removed by de-coating. Therefore, the metal yield is high and constant. For greater amount of contaminants, the metal yield decreases and the variance between different lots increase.
Xiao and Reuter (Citation2002) evidenced how the metal yield can vary in turning, depending on size, morphology and amount of contaminates. According to these results, the Al content in the scrap depends on its cleanliness and on the ratio between its surface and volume. Xiao et al. (Citation2000) stated that a greater amount of non-metallic contaminates and a higher ratio of surface area to body volume of the scrap usually leads to lower metal yield.
Important remarks can be also drawn about the correlation between metal yield and metal recovery. Firstly, measuring the metal yield of each scrap charged in the furnace is fundamental when the metal recovery of a melting process is studied. Otherwise, it is not possible to understand if a variation in the metal recovery may be associated with a change in the process parameters or with a lower metal yield of the charge. The variance in the measurement of the metal yield increases the spread in the results of the metal recovery, thus increasing the number of the experimental tests is required to obtain good repeatability. Furthermore, the efficiency of the flux in increasing the metal recovery is affected by the amount of oxides and other foreign materials in the scrap and therefore the salt amount has to be correlated to the metal yield when heterogeneous scrap is melted. The salt factor is a satisfactory solution to solve this need.
3.2. Validation of the statistical hypothesis
A coefficient of variance lower than 2% was achieved for the various levels of salt factor used with both the melting furnaces (). The crucible furnace shows a greater repeatability compared with rotary furnaces as a greater number of experiments was needed for the latter.
Table 3. Coefficient of variance and p-value from the Dixon’s tests for all the experimental conditions.
shows the results for the tests used to verify the presence of outliers as explained in §2.4. No outliers are present in the results.
The results of the statistical tests performed to verify the assumption of ANOVA are summarised in . The normality was verified by the Anderson–Darling’s test and all the conditions achieved a p-value higher than the α-level (0.05). The homoscedasticity was verified by the Levene’s test and the null hypothesis was accepted for the results obtained with rotary and crucible furnaces.
Table 4. Results of the Anderson–Darling’s and Levene’s tests used to verify the assumption of ANOVA.
The results of the one-way ANOVA for experimental conditions used with the crucible furnace are listened in . The influence of the SF was statistically confirmed (p-value < 0.05).
Table 5. One-way ANOVA for the metal recovery from the crucible furnace.
3.3. Metal recovery from crucible and rotary furnaces
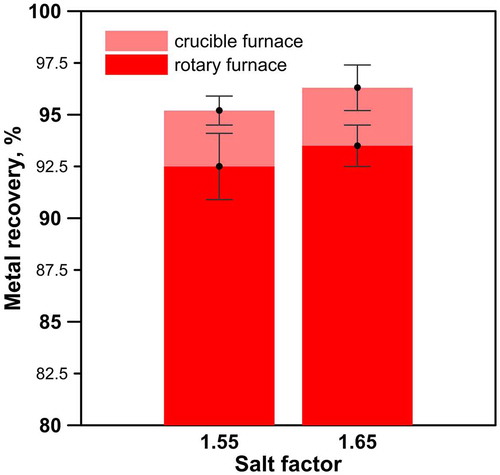
The effect of the salt factor on the metal recovery is evident using both rotary and crucible furnaces as shown in . In the case of the crucible furnace, the average value of metal recovery is 95.2% for the lowest SF level, while it increases to 96.3% for the highest SF level; the standard deviations are 0.7% and 1.1%, respectively. The results obtained by mean of the rotary furnace show a similar trend in the metal recovery from the lowest to the highest salt factor level, i.e. 92.4% and 93.5%, respectively.
Figure 2. Bar plots comparing the metal recovery with rotary and crucible furnaces for the SF levels investigated.
The reliability and consistency of the obtained results were statistically analysed and confirmed by means of the ANOVA for both crucible and rotary furnaces as shown in Tables and , respectively. The p-values lower than 0.05 indicate that the null hypothesis has to be rejected and thus the metal recovery for both cases is significantly affected by the SF levels investigated.
Table 6. One-way ANOVA for the metal recovery from the rotary furnace.
The results obtained by means of the rotary furnace showed initially a greater variance than those achieved using the crucible furnace; thus, more experimental tests were further carried out (up to 50) to obtain reliable data. This behaviour can be addressed to greater volume and heterogeneity in the metal yield of the scrap charged inside the furnace.
Crucible furnace gives better results in terms of repeatability and greater metal recovery in all the experimental conditions. The metal recovery is 0.9 and 0.8% greater using crucible furnace than rotary furnace, considering the SF levels 1.55 and 1.65, respectively. According to these results, the salt amount cannot alone explain the greater efficiency of the crucible furnace respect to the rotary furnace, because the yield difference is similar considering different salt factors. The charge volume, the melting process and the charging system are the main differences between the two melting systems.
In the melting process, rotation and heating system differ between the two furnaces. Rotary furnace rotates to better heat the refractory, reducing the energy consumption. This movement promotes also the interaction between the bath and the salt. More oxides are collected and the coalescence of Al droplets is supported. However, the rotation rate does not seem to affect the efficiency of the process as proved by Khoei, Masters, and Gethin (Citation2002) who tested three different rates in a rotary furnace and by Sydykov, Friedrich, and Arnold (Citation2002) who studied the rotation rate ranging from 1 to 4 rpm. The results in both the studies show a similar metal recovery changing the rotation rate.
Moreover, even if the crucible furnace is static during the present experiments, the molten bath was manually stirred to favour the metal salt content as in the rotary furnace.
The difference in the metal recovery between the investigated melting furnaces can be related to the charging system and to the way in which the heat is transferred to the scrap. In a rotary furnace, a flame directly heats the salt flux and the refractory, then the heat is transferred to the scrap; in a crucible furnace, the heat source heats the crucible and the scrap mainly melts through the contact with the crucible. If the scrap charged inside a rotary furnace does not directly fall under the salt, it comes into contact with the flame and this strongly increases the oxidation rate. In a crucible furnace, the heat source never affects directly the scrap, thus reducing the fraction of burn-off, i.e. the scrap that intensively oxidises and decreases the final metal content.
A crucible furnace is more efficient than a rotary furnace in terms of metal recovery, but it cannot be an alternative on industrial scale due to lower melting capacity. However, it is highlighted that the spread in terms of metal recovery between the two melting processes is constant changing the salt factor. According to this finding, the use of a crucible furnace on laboratory scale gives useful information in the optimisation of the industrial process where rotary furnaces are used.
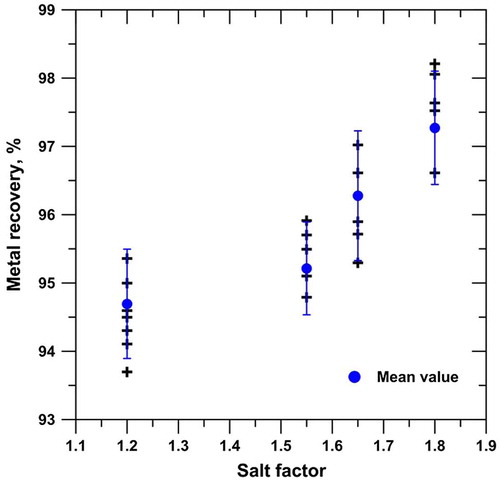
The experimental results concerning the metal recovery in the crucible furnace and obtained in the present work were integrated with data from a previous work of the authors, Capuzzi et al. (Citation2016), where different SF values were investigated, i.e. 1.2 and 1.8. Therefore, summarises now the metal recovery achieved with a wider SF range where it is even more evident the effect of the salt factor on the metal recovery.
Figure 3. Metal recovery obtained in a crucible furnace as function of the salt factor level. Standard deviations are given as error bars.
Note: Data referred to SF levels equal to 1.2 and 1.8 are read and elaborated from Capuzzi et al. (Citation2016).
3.4. Salt factor in Al refining industry
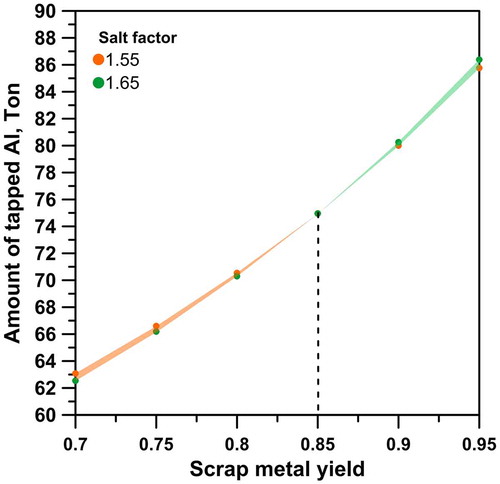
The volume of the charge in the rotary furnace can range from 10 to 100 tons depending on the operating conditions. Therefore, if the metal recovery increases of 1%, the increment in the total amount of poured Al metal ranges between 0.1 and 1 ton. The salt factor is useful for evaluating the metal recovery with heterogeneous charge because it correlates the salt content to the amount of non-metallic fraction in the scrap. The main limit of the salt factor is that the real amount of salt to be added varies with the metal yield of the scrap, and this influences the amount of scrap that can be charged inside the furnace. From an industrial point of view, higher metal recovery does not mean greater amount of aluminium tapped from the furnace, if the salt amount and, consequently, the amount of charged scrap change too. Higher the salt factor, higher the amount of salt and lower the amount of scrap in the charge.
shows the variation in the amount of liquid metal poured after melting as a function of the metal yield of the scrap for SF levels equal to 1.55 and 1.65. The total capacity of the charge was assumed equal to 100 ton, while the amount of scrap that can be charged and the amount of tapped Al were calculated according to Equations (5) and (6), respectively:
Figure 4. Amount of poured liquid metal as function of the metal yield of the scrap for the investigated SF levels in the rotary furnace.
Note: The experimental metal recovery was considered.
Upon increasing the salt content, the energy consumption during melting process increases too. This is because the salt mixture has to be heated and the heat transfer from the heat source to the molten metal is hindered by the salt layer floating over the liquid metal. Higher the salt factor higher the amount of salt to be heated and greater the thermal barrier.
3.5. Effect of the salt amount
In literature, the amount of flux to be added in the furnace during melting is generally estimated as the percentage of flux with respect to the total amount of scrap, independently from the scrap quality. Verran and Kurzawa (Citation2008) found an increase in the metal recovery by adding a flux percentage up to10%; Ozer et al. (Citation2013) fixed this limit at 5%. The percentage of flux cannot be converted in terms of salt factor as the metal yield of the scrap is not known.
In order to support the results obtained in the present study, several works concerning the properties of the salt flux that influences the metal recovery have been reviewed.
The flux entraps a considerable amount of aluminium as suspended drops in a wide size range. The loss of this metal strongly influences the final metal recovery. Promoting the coalescence of Al drops is a key factor: if the size of the drops increases, they can easily return to the molten aluminium bath trough the salt slag. The addition of various fluorides to increase the coalescence behaviour of the Al drops is a well-known solution. It is opinion of the authors that the Al drops’ coalescence is favoured upon increasing the salt factor too. The physical properties of flux affecting the coalescence are viscosity, alumina dissolution and wettability. These features are not directly influenced by the different amount of flux; however, if the salt content increases the fraction of non-metal components (NMC) inside the slag decreases. The level of NMC increases the density of the slag making more difficult the recovery of Al drops in the bath. As reported by Xiao, Reuter, and Boin (Citation2005), the viscosity of the slag increases with greater amount of NMC. A greater slag viscosity negatively affects the metal recovery because the velocity of the Al drop, which is falling into the bath, is reduced according to the Stoke law
The influence of NMC on the coalescence efficiency was studied by Thoraval and Friedrich (Citation2015), and they found that oxides worsen the salt slag properties making the settling of the metal droplets and the separation of the metal from the slag difficult.
The metal drops entrapped in the slag after melting the scrap in the crucible furnace with the SF levels of 1.55 and 1.65 are shown in . The drops concerning the highest salt factor are fewer and appear smaller and rounded.
Figure 5. Al drops extract from the slag of the scrap melted in the crucible furnace using the SF levels of (a) 1.55 and (b) 1.65.
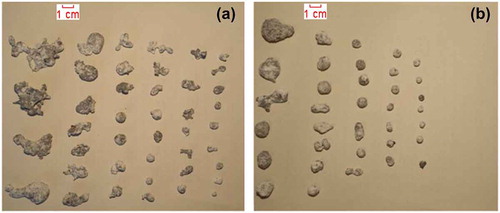
Perimeter, roundness and equivalent diameter were quantified by means of image analysis and the results are reported in .
Table 7. Size and morphology of Al drops extracted from the dross obtained melting the scrap with the experimental salt factor levels in the crucible furnace.
The size, here evaluated as the equivalent diameter, varies slightly between the investigated SF conditions. It is difficult to compare the coalescence effectiveness, in terms of equivalent diameter, when the drops have irregular morphologies, as in the case of salt factor equal to 1.55. Two coalesced drops form a new drop with a greater volume and round shape, but a drop with lower volume could have a higher area if not rounded. Furthermore, it is expected that the biggest drops with the higher salt factor level were recovered into the metal.
More evident is the difference in terms of morphology. The perimeter and the roundness of drops extracted from the dross obtained with the lowest salt factor are higher compared to those obtained with the highest SF level. This means that the capacity of the drops to become spherical and to coalesce is more prevented with lower SF level.
Only an indication can be drawn from these results and new tests are needed to define the relation between the salt factor and the coalescence efficiency.
4. Conclusions
The effect of the salt factor on the metal recovery during Al recycling was investigated using rotary and crucible furnaces. The following conclusions can be drawn.
The metal yield of scrap decreases by increasing the fraction of impurities, while the variance between different lots of the same kind of scrap increases.
The metal recovery increases progressively with the salt factor independently from the melting system.
The salt factor is a useful parameter to investigate the influence of the salt amount on the refining process performance such as the metal recovery.
The crucible furnace allows better results in terms of metal recovery, and it shows lower variance for results due to the better charge control and the lower quantity of scrap melted.
Laboratory experiments with a crucible furnace can be used to support the optimisation of an industrial process where rotary furnaces are used.
| List of symbols | ||
| mscrap | = | weight of the scrap, kg |
| μmetal | = | metal yield of the scrap |
| SF | = | salt factor |
| msalt | = | weight of salt, kg |
| mAl | = | weight of molten aluminium, kg |
| p | = | perimeter of the projection of the Aldrop, mm |
| A | = | area of the projection of the Al drop, mm2 |
| Vf | = | capacity of the melting furnace, ton |
| = | amount of scrap that can be charged in the rotary furnace for fixed metal yield and salt factor, ton | |
| Altap | = | amount of tapped aluminium for fixed metal yield and salt factor, ton |
| v | = | falling velocity of the Al drop in the salt, m/s |
| μ | = | viscosity of the salt, P |
| rs | = | radius of the Al drop, m |
| g | = | the gravity acceleration, m/s2 |
| ρs | = | aluminium density, kg/m3 |
| ρl | = | salt density, kg/m3 |
Disclosure statement
No potential conflict of interest was reported by the authors.
Notes on contributors
Stefano Capuzzi , PhD, works as senior researcher at NewOlef S.r.l, Italy. His main research interests are in aluminium alloys, foundry, recycling, and product development. Previous publications have appeared in Journal of Thermal Analysis and Calorimetry, Materials Science and Engineering A, Metallurgia Italiana, and others.
Giulio Timelli , PhD, is an associate professor of Metallurgy at the University of Padova, Italy. His research and professional experience is centered on foundry and solidification of light alloys, aluminium matrix composites, heat treatment processes, and numerical simulation of metallurgical processes. Previous publications have appeared in Journal of Materials Processing Technology, Materials Characterization, International Journal of Metalcasting, Advanced Engineering Materials, and others.
Leonardo Capra , Eng., works as production manager at Raffineria Metalli Capra SpA, Italy. His main research interests are in aluminium alloys, foundry, and recycling. Previous publications have appeared in Metallurgia Italiana, and others.
Luca Romano , Eng., works as plant manager at Raffineria Metalli Capra SpA, Italy. His main research interests are in aluminium alloys, comminution and sorting of the scrap, preliminary treatments of the scrap, innovative melting solutions, and recycling.
Acknowledgements
The authors gratefully acknowledge the support of Raffineria Metalli Capra. The authors are particularly grateful to Angelo Volpe, Gualtiero Boni, Angelo Agliardi, Michela Tiraboschi, Leonardo Deste and Mauro Amadio for their helpful technical assistance and insights.
References
- Anderson, T. W., and D. A. Darling. 1952. “Asymptotic Theory of Certain ‘Goodness of Fit’ Criteria Based on Stochastic Processes.” The Annals of Mathematical Statistics 23 (2): 193–212. doi:10.1214/aoms/1177729437.
- Besson, S., A. Pichat, E. Xolin, P. Chartrand, and B. Friedrich. 2011. “Improving Coalescence in Al-recycling by Salt Optimization.” Paper presented at the European Metallurgical Conference 2011, Dusseldorf.
- Boin, U. M. J., and M. Bertram. 2005. “Melting Standardized Aluminum Scrap: A Mass Balance Model for Europe.” JOM 57 (8): 26–33. doi:10.1007/s11837-005-0164-4.
- Capuzzi, S., G. Timelli, L. Capra, and L. Romano. 2016. “Influence of Salt Quantity on Recovery Yield of Heterogeneous Aluminium Scrap.” Advanced Material Research 1139: 16–19. doi:10.4028/www.scientific.net/AMR.1139.16.10.4028/www.scientific.net/AMR.1139
- Crepeau, P. N., M. L. Fenyes, and L. J. Jeanneret. 1992. “Solid Fluxing Practices for Aluminum Melting (Part 1).” Modern Casting: 28–30.
- Das, S. K., J. A. S. Green, and J. G. Kaufman. 2007. “The Development of Recycle-friendly Automotive Aluminum Alloys.” JOM 59 (11): 47–51. doi:10.1007/s11837-007-0140-2.
- Dixon, W. J., and R. B. Dean. 1951. “Simplified Statistics for Small Numbers of Observation.” Analytical Chemistry 23 (4): 636–638. doi:10.1021/ac60052a025.
- EN 1676. 2010. Aluminium and Aluminium Alloys –Alloyed Ingots for Remelting – Specifications. European Committee for Standardization (CEN), Bruxelles.
- EN 13920. 2003. Aluminium and Aluminium Alloys-Scrap. European Committee for Standardization (CEN), Bruxelles.
- Fisher, R. A. 1921. “On the ‘Probable Error’ of a Coefficient of Correlation Deduced from a Small Sample.” Metron 1: 3–32 https://digital.library.adelaide.edu.au/dspace/bitstream/2440/15169/1/14.pdf.
- Gallo, R. 2002. “Development, Evaluation and Application of Granular and Powder Fluxes in Transfer Ladles, Crucible and Reverberatory Furnace.” Foundry Practice 237: 8–16.
- Gaustad, G., E. Olivetti, and R. Kirchain. 2012. “Improving Aluminum Recycling: A Survey of Sorting and Impurity Removal Technologies.” Resources Conservation and Recycling 58: 79–87. doi:10.1016/j.resconrec.2011.10.010.
- Levene, H. 1960. “Robust Tests for the Equality of Variances.” In Contributions to Probability and Statistics, edited by I. Olkin, S. G. Ghurye, W. Hoeffding, W. G. Madow, and H. B. Mann, 278–292. Stanford, CA: Stanford University Pres.
- Khoei, A. R., I. Masters, and D. T. Gethin. 2002. “Design Optimisation of Aluminium Recycling Processes Using Taguchi Technique.” Journal of Material Processing Technology 127 (1): 96–106. doi:10.1016/S0924-0136(02)00273-X.
- Kvithyld, A., C. E. M. Meskers, S. Gaal, M. Reuter, and T. A. Engh. 2008. “Recycling Light Metals: Optimal Thermal De-coating.” JOM 60 (8): 47–51. doi:10.1007/s11837-008-0107-y.
- Majidi, O., S. G. Shabestari, and M. R. Aboutalebi. 2007. “Study of Fluxing Temperature in Molten Aluminum Refining Process.” Journal of Material Processing Technology 182 (1–3): 450–455. doi:10.1016/j.jmatprotec.2006.09.003.
- Moloodi, A., H. Amini, E. Z. V. Karimi, M. Golestanipour. 2011. “On the Role of Both Salt Flux and Cold Pressing on Physical and Mechanical Properties of Aluminum Alloy Scraps.” Material and Manufacturing Processes 26(9): 1206–1012. doi:10.1080/10426914.2011.564250.
- Montgomery, D. C. 2013. “Experiments with a Single Factor: The Analysis of Variance.” In Design and Analysis of Experiment. 8th ed., edited by D. C. Montgomery, 1065–1130. Hoboken, NJ: Wiley.
- Ozer, G., C. Yuksel, Z. Y. Comert, and K. A. Guler. 2013. “The Effects of Process Parameters on the Recycling Efficiency of Used Aluminum Beverage Cans (UBCs).” Materials Testing 55 (5): 396–400.10.3139/120.110448
- Rombach, G. 1998. “Integrated Assesment of Primary and Secondary Aluminium Production.” Paper presented at the Aluminium 98 Conference, Messe Essen.
- Schubert, G., S. Sander, and H. G. Jackel. 2004. “The Fundamentals of the Comminution of Metals in Shredders of the Swing-Hammer Type.” International Journal of Mineral Processing 74S: S385–S393. doi:10.1016/j.minpro.2004.07.038.
- Sydykov, A., B. Friedrich, and A. Arnold. 2002. “Impact of Parameter Changes on the Aluminum Recovery in a Rotary Kiln.” In Light Metals 2002. TMS: The Minerals, Metals & Materials Society, edited by W. Schneider, 1045–1052. 131st TMS Annual Meeting, 17th–21st February 2002, Seattle, WA, United States.
- Tenorio, J. A. S., and D. C. R. Espinosa. 2002. “Effect of Salt/Oxide Interaction on the Process of Aluminum Recycling.” Journal of Light Metals 2 (2): 89–93. doi:10.1016/S1471-5317(02)00027-5.
- Thoraval, M., and B. Friedrich. 2015. “Metal Entrapment in Slag during the Aluminium Recycling Process in Tilting Rotary Furnace.” Paper presented at the European Metallurgical Conference 2015, Dusseldorf.
- Utigard, T. A., K. Friesen, R. R. Roy, J. Lim, A. Silny, and C. Dupuis. 1998. “The Properties and Uses of Fluxes in Molten Aluminum Processing.” JOM 50 (11): 38–43. doi:10.1007/s11837-998-0285-7.
- Velasco, E., and J. Nino. 2011. “Recycling of Aluminium Scrap for Secondary Al–Si Alloys.” Waste Management & Research 29 (7): 686–693. doi:10.1177/0734242X10381413.
- Verran, G. O., and U. Kurzawa. 2008. “An Experimental Study of Aluminum Can Recycling Using Fusion in Induction Furnace.” Resource Conservation and Recycling 52(5): 731–736. doi:10.1016/j.resconrec.2007.10.001.
- Xiao, Y., and M. A. Reuter. 2002. “Recycling of Distributed Aluminium Turning Scrap.” Mineral Engineering 15 (11): 963–970. doi:10.1016/S0892-6875(02)00137-1.
- Xiao, Y., M. A. Reuter, and U. Boin. 2005. “Aluminium Recycling and Environmental Issues of Salt Slag Treatment.” Journal of Environmental Science and Health A 40(10): 1861–1875. doi:10.1080/10934520500183824.
- Xiao, Y., M. Reuter, P. Vonk, and J. Vonken. 2000. “Experimental Study on Aluminum Scrap Recycling.” Paper presented at the Fourth International Symposium on Recycling of Metals and Engineered Materials, St. Louis.
