
ABSTRACT
According to the Rubber Manufacturer’s Association, the United States generated 3664 thousand metric tons of scrap tires in 2015. While most waste tires are repurposed, approximately 409.5 thousand metric tons were disposed in landfills. This study investigates an alternative use of the waste tires as a replacement of natural aggregates in concrete mixtures. This study investigated fresh concrete properties and compressive strength. Different coarse and fine aggregate rubber particle sizes were evaluated: 19-mm tire chips (TCs) and 30-mesh crumb rubber (CR). TCs were used to replace coarse aggregates, while CR was used to replace fine aggregate in the concrete mixtures in increments of 10% by volume. Concrete strength loss was reduced with a fine aggregate replacement with CR as opposed to greater losses of strength exhibited by a coarse aggregate replacement with TCs. Adequate strengths were achieved at replacement levels as high as 40% by volume with CR, whereas satisfactory strengths were achieved with only a 10% replacement of coarse aggregates with TCs. Acceptable strengths were obtained from mixtures utilizing a combination of the two rubber sizes. Cement content was observed to have greater influence on rubberized concrete compressive strength at lower rubber contents than higher levels.
1. Introduction
The incorporation of waste-stream materials in concrete mixtures has been an important contributor to concrete production for several decades. Materials such as fly ash, which require specialized landfills if disposed, are repurposed in concrete production while providing additional benefits to concrete properties. The use of these materials in concrete has obvious benefits, and therefore, instead of discarding this waste, it is sold thereby providing an additional economic value. The use of recycled tires in concrete production can provide many of the same life-cycle benefits that more traditional supplementary concrete materials offer. The major benefits of using recycled tire aggregates in concrete are not found in the direct economics of the material, but rather in its effect on concrete properties and its life-cycle analysis. One major benefit of the use of recycled tire aggregates is the proximity of the manufacturers. Tire recycling facilities are located in and near major metropolitan areas, resulting in reduced transportation costs when compared to natural aggregates that may be trucked or railed in for use in urban concrete construction.
Discarded tires are often disposed in landfills or large stockpiles, resulting in an environmental hazard. Stockpiled tires can harbour water, creating an environment conducive to mosquito breeding and other pests. In the past, tires were burned to avoid this accumulation in stockpiles. The tire fires were difficult to extinguish and would release harmful chemicals into the environment resulting in regulations making it illegal to do so in many countries. With approximately 3663 thousand metric tons of tires generated in 2015 in the United States alone, it is critical to continue finding innovative ways to use this waste material (TMA (U.S. Tire Management Association) Citation2017).
Organized recycling of scrap tires has existed for several decades, specifically between 1980 and 1990 when efforts were first made to mitigate the growing number of stockpiles. In 1990, an estimated 1 billion scrap tires were housed in stockpiles throughout the United States. While many states have reduced the number of tires stored in stockpiles below 1 million tires, Colorado and Texas far exceed the rest of the country, with more than 20 million and 10 million tires in stockpiles, respectively. Only 25 states have active stockpile clean-up programmes working to actively resolve this issue. About 67 million scrap tires remain in stockpiles in the United States. These scrap tires are used in a variety of manners, including tire-derived fuel, ground rubber and civil engineering applications. Civil engineering applications utilised approximately 249.5 thousand metric tons of scrap tires in the United States in 2015, making up about 7% of the total tons of disposed tires. The usage is a 59.8% increase from 2013, where civil engineering applications represented only 156 thousand metric tons of the market. These recycled tires were used for road and landfill construction, septic tanks and other construction applications (TMA (U.S. Tire Management Association) Citation2017).
Ultimately, the purpose of this study was to assess the use of recycled tire particles of multiple sizes for use as a virgin aggregate replacement in concrete production in Georgia. In particular, the effect of the replacement of coarse aggregate with recycled tire chips (TCs) and fine aggregate with crumb rubber (CR) particles on various fresh and hardened concrete properties was determined. In each instance, the virgin aggregates were replaced volumetrically in 10% increments up to the maximum of 50%. In the research discussed herein, part of a larger study evaluating the use of rubber particles as aggregate in concrete barrier walls, the effects of the replacement with rubber on the concrete’s compressive strength along with slump, air content, temperature and unit weight were determined.
2. Literature review
A comprehensive literature review was conducted prior to designing the concrete mixtures to determine the effects that utilising recycled tire aggregates have on concrete fresh and hardened properties. Because of the varying applications for which recycled tires are used, the product is available in a number of different sizes. Research has been conducted on rubberised concrete mixtures using a variety of particle sizes, ranging from powdered rubber (< 0.425 mm (0.017 in)) to rough shreds (50 mm (1.97 in)). The size and shape of the rubber particles have significant effects on the behaviour of the concrete mixtures. Several factors affect the material properties of the recycled tires used in past studies. The waste tire source was a determining factor in its material properties. Gesoğlu and Güneyisi (Citation2007) noted that waste truck tires are denser and stiffer than tires from passenger vehicles, and therefore produced stronger and stiffer concrete. Another finding stated a difference in the unit weight of CR than that of TCs. CR was found to have a unit weight of 830 kg/m3 (51.82 lb/ft3), while TCs had an increased unit weight of 1020 kg/m3 (63.68 lb/ft3). The density of tires is dependent on the age, manufacturer and location of the tire.
The size and shape of the rubber particles dictates how the product was produced. Scrap tire rubber is primarily made from passenger car and truck tires, with a small percentage derived from off-road tires. Rubber properties such as strength and weight are affected by the original purpose of the tire and in return influence the manner in which the recycled tire particles are utilised. The production of CR particles is accomplished through numerous methods; however, the two most common are ambient grinding and cryogenic processing. Tires shredded using an ambient grinding method have a rough surface texture with a cut shape and similar dimensions. Smaller recycled tire products, such as CR, are often produced using cryogenic methods, which involve the use of liquid nitrogen or other chemicals to freeze the waste tires prior to reducing the material into smaller pieces (Scrap Tire News Citationn.d.).
The addition of these recycled waste materials has been shown to affect fresh and hardened concrete properties in past research studies. Concrete workability is one property in particular that is adversely affected by the use of rubber aggregates. Bing and Ning (Citation2014) found that slump decreased by more than 12.7 mm (0.5 in) when compared to the control mixture with 25% of the coarse aggregate replaced with rubber particles. The slump further decreased with greater percentages of rubber replacement. It is theorized that the reduction in workability may be a result of the fact that rubber particles create ‘an interlocking structure that resists the normal flow of concrete under its own weight’. Najim and Hall (Citation2010) claimed the decrease in slump is due to friction created between the rubber and concrete mixture particles.
Despite the overwhelming majority of study findings that slump decreases as rubber content increases in concrete mixtures, a few studies have reported the opposite effect. One study found the maximum slump was more than 38.1 mm (1.5 in) greater than the control mixture and occurred when 25% of both the coarse and fine aggregates were replaced with the same volume of rubber chips (Aiello and Leuzzi Citation2010). Another study showing similar results found that tire-derived aggregates increased the slump by an average of 25.4 mm (1 in) when compared to the control mixture (Siringi, A. Abolmaali, and Aswath Citation2015).
The shape and size of the rubber particles impact the workability of the rubberized concrete mixtures. Khatib and Bayomy (Citation1999) found that rubberized concrete mixtures that replaced fine aggregates with CR experienced lower slump values when compared to mixtures that replaced coarse aggregate with TCs and mixtures that replaced both coarse and fine aggregates at equal percentages. All rubberized concrete mixtures produced slump values less than the control mixture.
Agreement from several studies suggests the addition of rubber particles in concrete mixtures increases the air content of the sample even without the help of air-entraining admixtures. One study found that increasing rubber aggregate content in 25% increments resulted in a quasi-linear relationship between the air content and rubber content of the mixture. The control mixture with a water-to-cement ratio (w/c) of 0.45 and no rubber aggregates had an air content of 2.5%, while the rubberised concrete mixture consisting of a 100% replacement of coarse aggregates with TCs had an air content of 6.0%. Similar to conventional concrete with only natural aggregates, the study showed an increase in air content with an increase in water content. The 100% aggregate replacement with TCs mixture for the w/cm of 0.60 had an air content of 7.5% (Bing and Ning Citation2014). While this trend is evident in many studies, the size and shape of the rubber aggregates influence the air content of the rubberised concrete mixtures. Khatib and Bayomy (Citation1999) found that concrete mixtures made with CR had greater air contents than those made with the same percent rubber content by total aggregate volume using TCs. It is believed the rough surface of the rubber aggregates is the cause of increased air contents in rubberised concrete mixtures. The non-polar nature of the rubber particles pushes away water molecules, while simultaneously trapping air on the surface of the rubber (Najim and Hall Citation2010).
Due to the increased air content of rubberized concrete samples and the replacement of dense aggregate with lighter rubber particles, the unit weight of rubberized concrete decreases as compared to conventional concrete. Aiello and Leuzzi (Citation2010) determined the concrete unit weight decreased at approximately 2.9% for every 25% increase in coarse aggregate replacement. Güneyisi, Gesoğlu, and Özturan (Citation2004) found that for a 50% rubber content, the unit weight was only 75% of the normal weight of concrete. In addition, studies have shown unit weight to be affected by how the rubber is ground prior to its inclusion in concrete mixtures. Rubber ground using a mechanical process will likely produce rubberized concrete with a higher air content due to its angular shape and rough surface, and thus leads to a decreased unit weight (Pedro, De Brito, and Veiga Citation2013).
While not widely reported in past research articles, temperature plays an important role in the strength development of concrete mixtures. Concrete temperature should range between 10°C and 29°C (50–85°F) for proper cement hydration. Concrete mixtures with temperatures that exceed the 29°C (85°F) are at risk for plastic shrinkage, and ultimately internal cracking resulting from these stresses. Studies have shown that the addition of rubber aggregates did not cause the temperatures to exceed the allowable range (Kardos and Durham Citation2015; Elchalakani Citation2014).
Replacing aggregates with a more flexible and lower density material leads the concrete to having a reduced compressive strength. Rubber particle size and the material that is replaced have a strong influence on the effect of the replacement. In a study conducted by Aiello and Leuzzi (Citation2010), coarse aggregates were replaced in increments of 25%, 50% and 75% by total aggregate volume with recycled tire shreds. The compressive strength of each mixture decreased by 47.8%, 54.4% and 61.9%, respectively, compared to the control mixture. The same study replaced fine aggregates with rubber particles by volume in increments of 15%, 30%, 50% and 75%. While each of the mixtures experienced a decrease in compressive strength compared to the control mixture, the 75% fine aggregate replacement mixture only showed a 37.1% decrease (Aiello and Leuzzi Citation2010). This study suggests that replacing fine aggregates with CR particles has a less significant effect on the compressive strength than replacing coarse aggregates with TCs. Another study agreed with this notion, noting that when all coarse aggregate was replaced with TCs, the compressive strength experienced an 85% reduction, while only a 65% reduction in compressive strength was observed when 100% of the fine aggregates were replaced with CR particles (Siddique and Naik Citation2004). Siringi, A. Abolmaali, and Aswath (Citation2015) found that a 17% replacement of coarse aggregate with 5.08 cm (2 in) tire-derived aggregate produced compressive strengths that were 45% lower than the control after 7 days and 40% lower at 28 days. When only 10% of coarse aggregate was replaced with 5.08 cm (2 in) TCs, compressive strength reduction was only 28.6% and 33.8% at 7 and 28 days, respectively. One study showed more promising results, with a 25% replacement of coarse aggregate experiencing a 26.5% reduction in compressive strength as compared to the control mixture with a w/cm of 0.40 (Bing and Ning Citation2014).
Ganjian, Khorami, and Maghsoudi (Citation2008) attribute the loss in compressive strength to many contributing factors. One reason is that cement paste with rubber is softer than without, allowing for the development of cracks to form around the rubber particles and expand during loading. In addition, poor bonding between cement paste and rubber particles leads to stresses being applied to the samples not uniformly and resulting in cracking between the cement paste/aggregate interface. Rubber aggregates are susceptible to movement towards the top of a sample when vibrated. This leads to a non-uniform specimen with lower strength and stiffness towards the top, where failure is more likely to occur. Finally, Ganjian, Khorami, and Maghsoudi (Citation2008) state that because rubber is a much less stiff material than natural aggregates, the rubberised concrete mixtures have a lower modulus of elasticity than conventional concrete mixtures.
Eldin and Senouci (Citation1993) developed a model to predict compressive strengths of rubberized concrete mixtures using various sizes of rubber particles. In this study, both coarse aggregates and fine aggregates were replaced with rubber aggregates of similar size in 25% increments up to a complete replacement of the virgin aggregates. The observed compressive strengths again decreased with increasing volumes of rubber aggregates. The failure mode was shown to differ from the control mixtures in that it was more gradual and differed between the size of recycled rubber that was used. It was determined that because of the decreased stiffness of the rubber particles, they produced high internal tensile stresses normal to the compression load, resulting in tension cracks along the specimens.
3. Methods and materials
This study examined the use of recycled tires as a replacement for virgin aggregates in concrete mixtures. Two recycled tire products were examined: TCs and CR, with maximum sizes of 19 mm (3/4 in) and 2.38 mm (0.09 in), respectively. Both products were used to replace virgin aggregates in concrete mixtures at 10% increments, up to 50% of the coarse aggregate for the TC and 40% of the fine aggregate for the CR. Additionally, three series of mixtures with varying cement contents of 362, 392 and 418 kg/m3 (611, 660 and 705 lb/yd3) were completed for the mixtures replacing coarse aggregate for TC. The mixtures replacing sand for CR used a cement content of 392 kg/m3 (660 lb/yd3). Two additional mixtures were completed replacing percentages of both coarse and fine aggregate for recycled tire aggregates. The primary objective of this study was to determine the maximum rubber aggregate content that could be included in concrete mixtures for concrete barrier wall applications. For this application, Georgia Department of Transportation (GDOT) Class A concrete requirements were used as controlling specifications. Fresh concrete properties and compressive strengths were tested in accordance to ASTM standards for all mixtures. The fresh concrete properties that were evaluated include slump, unit weight and air content. Compressive strengths were measured at 1, 7 and 28 days of age.
3.1 Cementitious materials
A locally available Type I–II cement was used for this study. No additional cementitious materials were used in place of cement. The cement used had a specific gravity of 3.16. The complete chemical and physical properties analysis of the cement is shown in .
Table 1. Chemical and physical test data for Type I/II cement.
3.2 Aggregate materials properties
Both the coarse and fine aggregates used in this study were obtained from quarries local to Athens, Georgia. The aggregate properties as well as the sieve analyses were provided by the supplier and confirmed through laboratory testing. The coarse aggregate used in the study is an ASTM C33 size #57 stone (ASTM Standard C33, Citation2016). In addition, the fine aggregate satisfied the requirements of ASTM C33. The material properties of the natural coarse and fine aggregates were verified using the test procedures described in ASTM C127 (ASTM Standard C127, Citation2015) and ASTM C128 (ASTM Standard C128, Citation2015), respectively.
Material properties tests were conducted on the TC and CR aggregates used in this study. It was important to obtain TC and CR products that were similar in size to the virgin aggregates that were being replaced. A sieve analysis was performed using ASTM C136 (ASTM Standard C136) on each recycled aggregate. The gradation results of the sieve analyses of both the TC and CR combined with the natural aggregates, and ASTM C33 upper and lower limits are shown in .
Figure 1. Sieve analysis for natural and recycled rubber coarse and fine aggregates.
While the gradation curve of the TC fell outside of the ASTM limits for a No. 57 aggregate (which includes a nominal size range of 25.0–4.75mm (1 in to No. 4)), it is clear that the rubber coarse aggregate is similar in size to the virgin rock. Similarly, the CR is comparable in size to the fine aggregate, but falls outside the limits because of its more uniform size. Although the recycled rubber aggregates when examined individually fell outside the upper and lower limits of ASTM C33, the authors felt they were acceptable for inclusion in the study mixtures as a result of the blended natural/recycled aggregate composites satisfying the graduation requirements. The blended aggregate gradations are illustrated for the coarse and fine aggregates in and , respectively. As shown, the blended coarse aggregate satisfies the ASTM C33 requirements for Size #57 stone at coarse aggregate replacement with TC up to 50%. However, the blended fine aggregate only satisfied ASTM C33 grading requirements up to 30% of fine aggregate replacement with CR (ASTM Standard C33, Citation2016).
Figure 2. Gradations of natural rock and tire chip aggregates at various replacement levels.
Figure 3. Gradations of natural sand and crumb rubber aggregates at various replacement levels.
Determining the specific gravity (SG) of the rubber aggregates was a key step in the initial stages of the study. Because the absolute volume method was used to replace the virgin aggregates with TC and CR, it was important to determine an accurate ratio of the SGs between the materials in order to properly proportion the mixtures. Test methods illustrated in ASTM C128 were used to determine this property (ASTM Standard C128, Citation2015). The TC and CR aggregates were found to have a SG of 1.12, which is less than half the virgin coarse and fine aggregates reported as both being 2.65.
3.3 Chemical admixtures
In this study, an air-entraining admixture (AEA) was used to maintain adequate air contents as defined by GDOT. Additionally, a high-range water-reducing admixture (HRWRA) and a viscosity modifying admixture (VMA) were used to ensure good consistency of the fresh concrete. The AEA utilized in this study was a liquid admixture that consisted of an aqueous solution produced with a mixture of organic acid salts. The HRWRA was a polycarboxylate-based admixture formulated to meet the requirements of ASTM C494 as a Type A or F admixture. The VMA was a liquid biopolymer admixture designed to modify the rheology of the concrete by increasing the viscosity of the concrete without segregation. It was introduced during the 418 kg/m3 (705 lb/yd3) series due to some of the TCs floating to the surface of the concrete cylinders after finishing. The VMA was able to suspend the rubber particles within the concrete specimens more effectively.
The typical dosages for these admixtures were 326–522 mL/100 kg (5–8 fl oz/cwt), 196–391 mL/100 kg (3–6 fl oz/cwt) and 33–326 mL/100 kg (0.5–5 fl oz/cwt) for the VMA, HRWRA and AEA, respectively. This study served as a preliminary investigation into a larger study, thus the admixture dosages were altered throughout the process to ensure consistent fresh properties later on. Typically, 81 mL/100 kg (1.25 fl ozi/cwt) of AEA, 522 mL/100 kg (8 fl oz/cwt) of VMA and 261–391 mL/100kg (4–6 fl oz/cwt) of HRWRA were used in these mixtures. More HRWRA was used for mixtures with greater rubber contents because rubber reduces the workability of the concrete.
3.4 Mixture designs
An absolute volume method was utilized to ensure a consistent amount of concrete was produced for each mixture. The GDOT specifies minimum and maximum quantities and values for its Class A concrete. The minimum amount of cement was listed as 362 kg/m3 (611 lb/yd3), while the maximum w/c was 0.49. In addition, GDOT requires the use of either Size No. 56, 57 or 67 coarse aggregates. Furthermore, the minimum compressive strength for Class A concrete is listed as 20.7 MPa (3000 psi), which served as the baseline strength for all mixtures. GDOT provides a range of 50.8–101.6 mm (2–4 in) for slump and an entrained air content between 2.5% and 6%. The mixture design matrix and material quantities are provided in .
Table 2. Concrete mixture design matrix.
The effect of cementitious content was evaluated by selecting three different quantities of cement when using recycled TC as the coarse aggregate replacement for this study: 362, 392 and 418 kg/m3 (611, 660 and 705 lb/yd3). The series of mixtures that investigated the use of CR as a sand replacement used only 392 kg/m3 (660 lb/yd3) of cement. Additionally, the mixtures that included a combination of CR and TCs contained 392 kg/m3 (660 lb/yd3) of cement. Each mixture in the study maintained a constant w/c of 0.42, which was below the GDOT Class A specification maximum w/c of 0.49, and low enough to provide suitable strength with the inclusion of rubber particles. The target air content and slump for each mixture was set at 5%, and 76.2 mm (3 in), respectively, both satisfying the GDOT Class A concrete specification requirements. Chemical admixtures were utilized in attempt to achieve the ranges specified by GDOT.
4. Experimental results
4.1 Fresh concrete properties
4.1.1 Slump
The target slump for all mixtures was between 50.8 and 101.6 mm (2–4 in), as per GDOT requirements. Because these mixtures were used as small-scale trial batches for a larger study, the admixture dosages were adjusted accordingly to approach the acceptable range per the standards. Previous literature indicated that higher rubber contents resulted in lower workability, thus increased HRWRA dosages were used in the study mixtures in order to combat this issue (Bing and Ning Citation2014; Gesoğlu and Güneyisi Citation2007; Khatib and Bayomy Citation1999; Aiello and Leuzzi Citation2010). shows the slump results for each of the mixtures performed for this study.
Figure 4. Slump results for tire chip mixtures.
While the slump results were outside the target slump range for some mixtures, the more important concern was a consistent and consolidated concrete mixture that could be placed with relative ease. Even though the slump measurement was low for several mixtures, especially mixtures with 20% replacement of coarse aggregate with TCs, the problem could be easily overcome with a higher HRWRA dosage.
The study results show a decrease in slump for both the 362 and 392 kg/m3 (611 and 660 lb/yd3) mixtures up to a 20% replacement of coarse aggregate for TCs. This was mitigated using a higher dosage of HRWRA going forward ultimately improving the workability of the future mixtures. Additionally, for the 418 kg/m3 (705 lb/yd3) cement mixtures, a VMA was added to improve the consistency of the concrete and reduce the rubber particles from floating to the surface of the specimens once they were fabricated. After the high initial slumps experienced by the 705TC10 and 705TC20 mixtures, the HRWRA dosages were adjusted and thereby reducing the workability.
Crumb rubberised concrete mixtures exhibited similar erratic slump results to that of the TC. The same dosage of HRWRA was used for all CR mixtures. The 10% replacement produced the lowest slump at 12.7 mm (0.5 in). The remaining mixtures decreased linearly from 50.8 mm (2 in). Two mixtures using a combination of TCs and CR as a replacement for coarse and fine aggregate, respectively, produced a slump of 0 mm. The slump results for the CR and combination mixtures are shown in .
Figure 5. Slump results for CR and combination mixtures.
4.1.2 Air content
No air entraining agent (AEA) was utilised for the 362 and 392 kg/m3 (611 and 660 lb/yd3) series mixtures due to appropriate air contents being attained with only the use of a HRWRA. The HRWRA was changed for the 660TC and 705TC mixture series requiring small AEA dosages in order to achieve the desired air content of 2.5–6%, as required by GDOT for Class A concrete mixtures. Previous literature indicated that concrete mixtures with higher rubber contents typically produced higher air contents, thus lower AEA dosages than conventional mixtures were used to ensure that the air contents would not exceed the required maximum of 6% air content (Bing and Ning Citation2014; Najim and Hall Citation2010; Khatib and Bayomy Citation1999). It is believed that the rough texture of the TCs that results in a tendency for air to become trapped along the surface, thereby increasing the total air content of the concrete mixture.
The air contents of the concrete mixtures utilizing TCs as a replacement for coarse aggregates experienced air contents generally ranging between 2% and 5%, though two mixtures had higher air contents, with 705TC20 reaching as high as 8.5%, see .
Figure 6. Air content results for TC mixtures.
An AEA was not used until the 418 kg/m3 (705 lb/yd3) series began. The 705TC0 and 705TC10 used a low AEA dosage of 65 mL/100 kg (1 fl oz/cwt) and had air contents below the GDOT requirement; however, this was accounted for by increasing the dosage slightly to 81.5 mL/100 kg (1.25 fl oz/cwt) for the remaining 418 kg/m3 (705 lb/yd3) mixtures. The air contents for the CR and combination mixtures remained consistent between 4.5% and 5.5% regardless of rubber content. In general, the results of the air content tests showed higher air contents being produced with greater amounts of TCs and CR.
4.1.3 Unit weight
The unit weight was measured while the concrete was fresh by the methods defined in ASTM C138. The design unit weights for the mixtures replacing coarse aggregates with TCs ranged between 1919 and 2257 kg/m3 (119.8 and 140.9 lb/ft3), while the design unit weights for the CR mixtures ranged between 2098 and 2205 kg/m3 (131 and 137.7 lb/ft3). The design unit weights for the combination mixtures 660CR10TC5 and 660CR20TC10 were 2174 and 2108 kg/m3 (135.7 and 131.6 lb/ft3), respectively. The rubberized concrete mixtures had lower than normal unit weights as a result of the property’s dependency on the mixture constituent’s specific gravities as well as air content. The study mixtures produced a 61.7 kg/m3 (3.85 lb/ft3) decrease in unit weight for each 10% increase in TC. The CR mixtures decreased by 36.0 kg/m3 (2.25 lb/ft3) for each 10% increase in CR replacement. The measured unit weights decreased nearly linearly with increased rubber contents. The experimental unit weight results are shown in and for the TC and CR mixtures, respectively.
Figure 7. Unit weight results for TC mixtures.
Figure 8. Unit weight results for CR mixtures.
4.2 Hardened concrete properties
4.2.1 Compressive strength
Ultimately, the compressive strength of the rubberized concrete mixtures was the deciding factor as to its acceptability as a GDOT Class A concrete. Each mixture’s compressive strengths were recorded at 1, 7 and 28 days of age in accordance with ASTM C39. Nine cylinders measuring 100 mm by 200 mm (4 in by 8 in) were fabricated for each mixture. Requirements specified by GDOT state that Class A concretes must reach an average 28-day compressive strength of 20.7 MPa (3000 psi). In addition, the compressive strengths were compared to the GDOT Class B concrete mixture requirements to determine whether the mixtures could be used for other applications where compressive strength was not as critical. GDOT Class B concrete fresh property requirements are identical to those of the Class A specification; however, the acceptable compressive strength minimum is only 15.2 MPa (2200 psi) at 28 days.
The compressive strengths for the rubberized concrete mixtures were compared against the control mixture for each cement content as well as the benchmark value for GDOT Class A and B concrete. The average compressive strengths for TC, CR and combination mixtures at 1, 7 and 28 days of age are listed in . On average, concrete mixtures including rubber of any type and combination proved to gain a higher percentage of the 28-day strength within 7 days of age when compared to mixtures without rubber. The average rate of 7-day strength gain is listed in and compared to the control for each mixture series (i.e. 362, 392 and 418 kg/m3 (611, 660 and 705 lb/yd3)). With the exception of the 362 kg/m3 (611 lb/yd3) mixture series, the average rate of strength gain by 7 days of age was approximately 10–20% higher than the control. The 611TC30 mixture exhibited a much lower rate of strength gain when compared to other TC mixtures resulting in a change from this trend.
Table 3. Average compressive strength of rubberised concrete mixtures.
and show the compressive strength results for the TC and CR concrete mixtures, respectively. Regardless of cement content, a maximum of 10% coarse aggregate replacement with TC could be used in order to satisfy the required 28-day compressive strength of 20.7 MPa (3000 psi). However, replacing up to 40% of the fine aggregate volume with CR met the appropriate specifications. Further, it was determined that adequate strengths could be reached with a 20% replacement of fine aggregate with CR in conjunction with a 10% replacement of coarse aggregate. Overall, the compressive strengths generally decreased with higher rubber contents. The increased cementitious content did improve the compressive strength of the TC mixtures up to 30% replacement, however had little influence in mixtures with higher rubber contents. While improvement was made with increasing cement content and lower TC content, similar to the GDOT Class A, the lesser GDOT Class B requirement was not satisfied for mixtures with greater than 10% TC.
Figure 9. Compressive strength results for TC mixtures.
Figure 10. Compressive strength results for CR and combination mixtures.
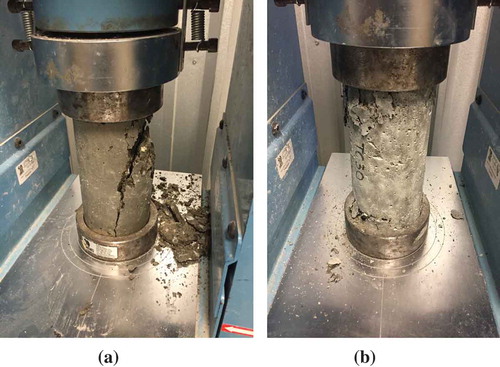
The failure mechanism of the rubber-modified concrete was very different than that of the control mixtures. Ordinary concrete mixtures failed abruptly, often splitting down the centre of the cylinder; however, the rubberised concrete mixtures crushed during failure. The cylinders containing TC in particular typically remained almost entirely intact, with the pieces of rubber bridging the cracks and holding the broken concrete pieces together. shows a failed conventional and rubberized concrete cylinders to illustrate this behaviour.
Figure 11. Failed (a) control and (b) 30% TC concrete specimens.
5. Discussion
5.1 Effect of cement content on rubberised concrete
Illustrated in this study, the volume of rubber included as an aggregate replacement will significantly affect the concrete’s compressive strength. However, this phenomenon is not a linear relationship. As shown in , the compressive strength differential at higher rubber volumes (i.e. 25–30% of total aggregate volume) becomes much smaller compared to lower rubber contents (5–10% of total aggregate volume). This nonlinear and inverse relationship between compressive strength and rubber aggregate volume is believed to be a result of reduced aggregate–paste adhesion and increased tensile stresses at the cement paste/rubber particle interface. A similar response was shown by Ganjian, Khorami, and Maghsoudi (Citation2008) and confirmed through modelling of rubberized concrete mixtures by Eldin and Senouci (Citation1993). Additionally, increased cement content will provide higher compressive strengths for the same rubber volume at low replacement levels, but becomes less of a factor at higher rubber contents. This is best illustrated by the trend lines shown in . High cement content mixtures are more capable of minimizing the strength reduction effects of rubber aggregates at low volumes due to the increased paste volume of the mixture. However, the minimizing effect is less observed when the cement paste–rubber aggregate volume ratio decreases and the adhesion and tensile stresses become a more controlling factor in the failure mechanism.
Figure 12. Effect of cement content on rubberized concrete compressive strength.
5.2 Rubber particle size influence on concrete strength
While cement content influences the overall compressive strength of rubberized concrete mixtures, the rubber particle size will have a more influential effect the concrete’s performance. This study produced concrete mixtures that incorporated a coarse aggregate replacement with TC of a similar size, a fine aggregate replacement of a similar size and a combination of the two recycled products. At a constant cement content, the compressive strength increased when the same replacement percentage of aggregate (coarse vs. fine) was used in the concrete mixture. shows the 28-day compressive strength for the 392 kg/m3 (660 lb/ft3) TC and CR mixtures for all recycled aggregate replacement levels. Further, the combination of coarse and fine aggregate replacement aligned with this trend of increasing compressive strength with the incorporation of the finer CR when TCs were used in the mixture.
Figure 13. Effect of rubber particle size on concrete compressive strength.
It should be noted, however, that the same percentage of fine aggregate replacement with CR does not possess the same rubber volume as that of an equal percent replacement of coarse aggregate with TC. This is because the fine aggregate volume of the concrete mixtures is typically less than that of the coarse aggregate, thus replacement volumes will yield higher values for the TC. When comparing TC and CR mixtures with similar rubber aggregate volumes (i.e. 660TC20 and 660CR40), CR mixtures had an approximately 24–30% increase in compressive strength over the TC mixture. Ultimately, a higher percentage of finer rubber particles can be used in concrete mixtures without significantly sacrificing compressive strength.
6. Conclusion
This study researched the effect of using recycled rubber aggregates on the fresh properties and compressive strength of rubberized concrete mixtures. A total of 24 mixtures were evaluated. Three series of mixtures with varying cement contents of 362, 392 and 418 kg/m3 (611, 660 and 705 lb/yd3) used TC as a replacement for coarse aggregate in increments of 10% by volume, up to a maximum of 50%. One series of mixtures with a cement content of 392 kg/m3 (660 lb/yd3) replaced fine aggregate with CR in 10% increments up to a 40% replacement. Finally, two mixtures were evaluated which replaced percentages of both coarse and fine aggregates for their rubber counterparts. Overall, it was determined that rubber aggregates have a significant effect on fresh concrete properties. Generally, when HRWRA dosages remained constant, slump values tended to decrease with increased rubber contents. Concrete air contents were shown to increase slightly with increased rubber replacement levels. Unit weight decreased nearly linearly with increased rubber contents.
Cement contents were observed to have greater influence on rubberised concrete compressive strength at lower rubber contents than higher levels. In addition, the replacement of fine aggregate with CR produced higher compressive strengths when compared to an equal percent replacement of coarse aggregate with TC. Ultimately, concrete mixtures containing 10% TC were able to attain adequate compressive strengths for GDOT Class A concrete at all cement levels tested. Concrete mixtures utilising CR as a fine aggregate replacement were able to gain adequate strengths up to a 40% replacement level. Additionally, adequate strengths were attained with up to a 20% CR and 10% TC replacement.
Acknowledgments
The authors would like to acknowledge the financial support provided by the Georgia Department of Transportation for this study. In addition, the authors would like to thank the many GDOT personnel that assisted with this study. A special thanks to Dr. Peter Wu, P.E., GDOT State Materials Engineer, Mr. Gary Wood., GDOT Concrete Branch Chief, and Mr. David Jared, P.E., Assistant State Research Engineer. In addition, the authors wish to thank the generous contributions of materials provided by Argos USA Cement and Liberty Tire Recycling.
Disclosure statement
No potential conflict of interest was reported by the authors.
Additional information
Funding
Notes on contributors
Katelyn A. Stallings
Katelyn Stallings is a Civil Engineering graduate student at the University of Georgia. She received her BSCE in civil engineering (structural engineering emphasis) at UGA in May of 2016. Her research interests include structural engineering and concrete materials.
Stephan A. Durham
Stephan A. Durham, PhD, PE serves as the Assistant Dean for Student Success and Outreach and as an Associate Professor in Civil Engineering in the College of Engineering at the University of Georgia. He has graduated over 20 MS and PhD students in the area of structural engineering, concrete materials, concrete pavements and sustainability. He obtained his BSCE, MSCE and PhD in civil engineering (structural engineering) from the University of Arkansas.
Mi G. Chorzepa
Mi G. Chorzepa, PhD, PE, LEED AP is an associate professor of Civil Engineering at the University of Georgia. She received MS/PhD degrees from Washington University in St. Louis, MO. Before joining the university, she worked as a senior engineer with CB&I and worked with Sargent and Lundy and Walter P. Moore, Inc. performing blast, impact, and seismic analysis and designing civil structures. Her research interest includes composites and multi-hazard resilient structures.
References
- Aiello, M. A., and F. Leuzzi. 2010. Waste Tyre Rubberized Concrete: Properties at Fresh and Hardened State, 1696–1704. Waste Management. Elsevier Ltd.
- ASTM Standard C127. 2015. Test Method for Relative Density (Specific Gravity) and Absorption of Coarse Aggregate. West Conshohocken, PA: ASTM International, 2012, doi: 10.1520/C0127-15.
- ASTM Standard C128. 2015. Test Method for Relative Density (Specific Gravity) and Absorption of Fine Aggregate. West Conshohocken, PA: ASTM International, 2015, doi: 10.1520/C0128-15.
- ASTM Standard C136. 2014. Test Method for Sieve Analysis of Fine and Coarse Aggregates. West Conshohocken, PA: ASTM International, 2003, doi: 10.1520/C0136M-14.
- ASTM Standard C33. 2016. Specification for Concrete Aggregates. West Conshohocken, PA: ASTM International, 2015, doi: 10.1520/C0033M-16E01.
- ASTM Standard C39. 2017b. Test Method for Compressive Strength of Cylindrical Concrete Specimens. West Conshohocken, PA: ASTM International, 2017, doi: 10.1520/C0039M-17B.
- Bing, C., and L. Ning. 2014. “Experimental Research on Properties of Fresh and Hardened Rubberized Concrete.” Journal of Materials in Civil Engineering 26 (8): 1–8. doi:10.1061/(ASCE)MT.1943-5533.0000923.
- Elchalakani, M. 2014. “High Strength Rubberized Concrete Containing Silica Fume for the Construction of Sustainable Road Side Barriers.” Structures 1: 20–38. doi:10.1016/j.istruc.2014.06.001.
- Eldin, N. N., and A. B. Senouci. 1993. “Rubber-Tire Particles as Concrete Aggregate.” Journal of Materials in Civil Engineering. American Society of Civil Engineers. 5 (4): 478–496. doi:10.1061/(ASCE)0899-1561(1993)5:4(478).
- Ganjian, E., M. Khorami, and A. Maghsoudi. 2008. “Scrap-Tyre-Rubber Replacement for Aggregate and Filler in Concrete.” Journal of Construction and Building Materials 23 (5): 1828–1836. doi:10.1016/j.conbuildmat.2008.09.020.
- Gesoğlu, M., and E. Güneyisi. 2007. “Strength Development and Chloride Penetration in Rubberized Concretes with and without Silica Fume.” Materials and Structures 40: 953–964. doi:10.1617/s11527-007-9279-0.
- Güneyisi, E., M. Gesoğlu, and T. Ӧzturan. 2004. “Properties of Rubberized Concretes Containing Silica Fume.” Cement and Concrete Research 34: 2309–2317. doi:10.1016/j.cemconres.2004.04.005.
- Kardos, A., and S. Durham. 2015. “Strength, Durability, and Environmental Properties of Concrete Utilizing Recycled Tire Particles for Pavement Applications.” Construction and Building Materials 98: 832–845. doi:10.1016/j.conbuildmat.2015.08.065.
- Khatib, Z., and F. Bayomy. 1999. “Rubberized Portland Cement Concrete.” Journal of Materials in Civil Engineering, American Society of Civil Engineers 11 (3): 206–213. doi:10.1061/(ASCE)0899-1561(1999)11:3(206).
- Najim, K. B., and M. R. Hall. 2010. “A Review of the Fresh/Hardened Properties and Applications for Plain- (PRC) and Self-Compacting Rubberised Concrete (SCRC).” Construction and Building Materials 24 (11): 2043–2051. doi:10.1016/j.conbuildmat.2010.04.056.
- Pedro, D., J. De Brito, and R. Veiga. 2013. “Mortars Made with Fine Granulate from Shredded Tires.” Journal of Materials in Civil Engineering, American Society of Civil Engineers 25 (4): 519–529. doi:10.1061/(ASCE)MT.1943-5533.0000606.
- Scrap Tire News. n.d. Accessed 29 January 2017. http://scraptirenews.com/crumb.php#prettyPhoto
- Siddique, R., and T. R. Naik. 2004. “Properties of Concrete Containing Scrap-Tire Rubber – An Overview.” Waste Management 24 (6): 563–569. doi:10.1016/j.wasman.2004.01.006.
- Siringi, G., A. A. Abolmaali, and P. B. Aswath. 2015. “Properties of Concrete with Tire Derived Aggregate Partially Replacing Coarse Aggregates.” The Scientific World Journal, Article ID 863706: 1–13. doi:10.1155/2015/863706.
- TMA (U.S. Tire Management Association). 2017. 2015 U.S. Scrap Tire Management Summary, 20005. Washington, DC: Rubber Manufacturers Association. https://www.ustires.org/system/files/scraptire_summ_2015_05_2017_Final_USTMA.pdf