
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
Technological development has had huge impacts in sports performance throughout the years, fostering the development of specific materials and manufacturing processes for sports-related products. Within this context, a new technology for snowboards was developed taking advantage of the internal coupling effects of Fibre Reinforced Plastics (FRP) using an anisotropic layer design. This work deals with the technical, economic and environmental evaluation of a snowboard made of three alternative materials, namely carbon, glass and flax fibre reinforced plastics. It shows how a life cycle analysis can support the design and development of products by applying a Life Cycle Engineering methodology to the design process of a snowboard using an innovative technology. In this case, both the material choice and the fiber placement angles have a significant impact on the stiffness of the resulting FRP and thus in the three dimensions of analysis - cost, environmental and technical. The natural fiber is the most sustainable option environmentally, the glass fiber is the best one economically and the carbon fibre is the best in terms of technical performance. Therefore, the importance attributed to each dimension of analysis is pondered and traded-off to allow an aggregated analysis of the alternatives and a well-informed decision-making.
Introduction
The popularity of sports activities has fostered the improvement of sports equipment by the development of advanced designs and/or the use of advanced materials (Chen Citation2010). For many years, natural materials like wood and leather have been substituted in sports equipment by composite materials, allowing user specific design in terms of shock and vibration-damping combined with a lower weight (Kaufmann, Kroll, and Odenwald Citation2010). The improvement in production processes and cost reduction made composite materials a common lightweight material used in sporting goods, ranging from tennis rackets, skis, sports bicycles, hockey sticks, baseball and cricket bats, fishing rods, oars and paddles, archery bows to running shoes (Ullah, Harland, and Silberschmidt Citation2015). In fact, the adoption of new materials and technologies into sporting goods has deeply affected nearly every sport and the competitive nature of sport fosters the investment in investigation by athletes, equipment manufacturers and research institutions (Caine, Blair, and Vasquez Citation2012). Technological developments have had such an impact in sports performance throughout the years that they are sometimes referred to as technological doping. Apart from the enhancing performance of athletes, new designs also ensure safety and avoid injuries (Dasari et al. Citation2016).
This paper is focused on board sports equipment. In the context of high performance this equipment is subject to extremely high loads and requires a very demanding design regarding material combination, structure and functionality. One essential load case in the Olympic discipline freestyle snowboarding is the so-called boardslide. By doing this manoeuvre, the snowboarder slides perpendicularly to his riding direction to contour the obstacles (Kaufmann, Kroll, and Odenwald Citation2010). Due to the riders own weight, the snowboard bends around the obstacle and the high stresses and strains induced in the Fibre Reinforced Plastics (FRP) structure of the snowboard can lead to laminate failures. Additionally, there is a significant risk that the steel edge of the board cuts into the material of the obstacle interrupting the sliding motion and potentially causing severe injuries of the athlete. Several approaches exist for the prevention of edge cutting into the obstacle, namely the substitution of the steel edges by plastic ones, which however impairs the handling characteristics of the snowboard (Kaufmann Citation2014). Another essential load case is the carving turn while riding a turn on slopes. With this load case, the snowboard bends in the opposed direction of the boardslide case given by its side-cut radius and the weight of the rider.
One innovative approach to tackle this problem was developed at the Institute for Structure Lightweight (IST), Chemnitz University of Technology, and consists in taking advantage of the internal coupling effects of FRP. The use of asymmetric multi-layer structures (MLS), instead of the traditional use of symmetric laminate, allows a slight lift in the border areas of the snowboard (the edges) in case the snowboard is bent horizontal and perpendicularly to its longitudinal axis. This new design was based on the uncommon deformation behaviour of the material intrinsic anisotropic coupling effects of asymmetric MLS made with the so-called anisotropic layer design technology (A.L.D.-tech.) (Kaufmann et al. Citation2011).
Snowboards are nowadays made of composite materials, being the most commonly used Glass fibre reinforced polymers (GFRP) and Carbon fibre reinforced polymers (CFRP). These are common FRP materials and they are being used in many applications besides sports, from aerospace and defence to wind energy, automotive, marine and domestic appliances (Lucintel Citation2015). Since they have a high strength-to-weight ratio (lightweight materials), they are generally good choices for many applications that take advantage of low weight solutions.
The fast growing use of these materials causes an increasing concern regarding environmental issues. In the past 10 years, the annual demand of CFRP has increased from 16,000 to 72,000 tonnes and it is estimated that by 2020 the demand will double. This is leading to an increase of waste from both the manufacturing processes and end of life products (Li, Bai, and McKechnie Citation2016). Furthermore, CFRP are an energy intensive and costly material, and therefore approaches are being developed to recycle this material with chemical or mechanical processes (Pickering Citation2006; Oliveux, Dandy, and Leeke Citation2015; Pimenta and Pinho Citation2011; Paterson, Ijomah, and Windmill Citation2016). In comparison, the GFRP production amounted to approximately 1,053 million tonnes in Europe in 2010 (Rybicka, Tiwari, and Leeke Citation2016). Similarly to CFRP, the extensive use nowadays of GFRP and the fact that they are relatively new in commercial use and, therefore, with limited available recycling processes, causes several environmental impacts in the end-of-life phase related to landfill disposal or even incineration without the necessary gas emission control (Alves et al. Citation2010). In fact, according to Duflou et al. (Citation2014), landfill is the most widespread disposal technique for composites, followed by incineration.
In parallel with efforts for composite materials recycling, the wide use of composites and the growth of environmental awareness have fostered also the research on eco-friendly materials (Misnon et al. Citation2014). Within this context, flax fibre composites are being used in several industries as a replacement for less sustainable materials, in particular GFRPs (Bensadoun et al. Citation2016). In fact, flax (Linum usitatissimum) has some of the highest specific strength and modulus properties, lowest density and best non-abrasive and insulating qualities compared with other natural fibres (Foulk et al. Citation2010). In the disposal phase, flax fibre is a combustible resource leaving no slag after incineration (Duflou et al. Citation2014). Despite most studies support the replacement of glass fibres for flax, this is a topic with some controversy, with some authors pointing to some production practices leading to flax fibre having more embodied energy than glass fibre (Dissanayake et al. Citation2009).
In the case of the application of A.L.D.-tech. to snowboards, different fibres are currently being used, including flax fibres. Although flax is a biomaterial, due to its lower mechanical properties that may lead to an increase of material consumption per product unit compared with the other materials like carbon fibre it is not straightforward its benefit for the environmental sustainability. In fact, when several material combinations are possible solutions, it is fundamental to take into account the implications of their impacts and of the manufacturing processes in several life cycle phases. This demands for a comprehensive analysis of the snowboard technical performance and environmental impacts but also the consideration of costs. Different raw-materials have different acquisition costs and might affect the snowboard in-use technical performance. Also the manufacturing process and end-of-life costs and environmental impacts depend on materials used and on the way the FRP is build-up.
This paper aims at analysing the impact of using different materials through the application of the Life Cycle Engineering (LCE) approach developed by Ribeiro et al. (Citation2008), which integrates the technical, environmental and cost dimensions in a comprehensive analysis of the alternatives. In the particular case of snowboards, the evaluation of the impact of different composites in the product use phase is not translated in neither cost nor environmental damage (since relevant effects do not exist), in contrast the materials effects on the snowboard technical performance are highly relevant for the use phase
Materials and methods
This section describes the snowboard case study together with the methodology applied to evaluate the alternative materials in the technical, environmental and economic/cost dimensions.
Case study
The A.L.D.-tech. snowboard is commercialised by silbaerg GmbH, a start-up from IST, founded in 2011. This technology takes advantage of the edge lifting effects described in section 1 for the most common load cases in snowboarding, boardslide and carving, to improve the performance of the snowboards. In the boardslide case, the weight of the person riding causes a bending of the snowboards around the object that is slid, as shown in ).
Figure 1. (a) Boardslide load case; (b) A.L.D.-tech. lay-up, individual layers showing schematically the fibres orientation on the 4 deformation areas of the snowboard; (c) lifting of the edges (red arrows) when a bending moment is applied.
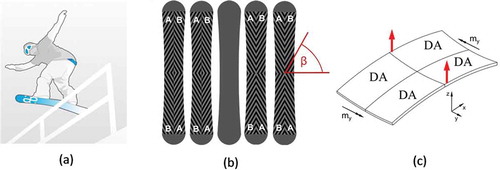
Using the A.L.D.-tech. for the top and bottom booms in the snowboard lay-up ()), this bending leads to a curvature along the longitudinal axis and the snowboard edges are automatically lifted from the rail (), red arrows), meaning that the snowboarder slides only on its plastic base.
In the situation of a carving turn, the snowboard is deformed the other way. Due to the snowboards side cut radius and the rider’s weight, the snowboard bends in the opposite direction and the edge is pushed into the snow.
This specific motion of the edges is achieved by an asymmetric MLS with angle-balanced composite layers and its material immanent bending-curvature coupling (Kaufmann Citation2015), in which the magnitude of the edge lifting (), red arrows) is influenced by the different materials of the FRP and by the different orientation angles α ()) of the reinforcement fibres.
This concept of anisotropic fibre fabrics with bending-curvature coupling is one of the different anisotropic deformation effects of FRP (Kaufmann Citation2014) and it occurs by using the patented lay-up of the fibre fabrics as shown in . Here, different layers of FRP with four deformation active (DA) zones with a fibre orientation of α and ˗α are needed.
This case study analyses the use of different fibres in the polymer composite snowboard booms produced by the A.L.D.-tech. presents the three types of fibres analysed, along with their main mechanical characteristics and specific cost. The alternatives regard a material with high mechanical characteristics, carbon fibre, a material with low cost, glass fibre (the baseline for comparison purposes in the analysis and currently the most produced by the company and demanded by the market), and a bio-based material with potential for lower environmental impacts, flax fibre.
Table 1. Fibre alternatives for the boom production and their main characteristics.
Evaluation methodology applied to the A.L.D.-tech. snowboard
LCE was described by Jeswiet (Citation2003) as ‘engineering activities which include: the application of technological and scientific principles to the design and manufacture of products, with the goal of protecting the environment and conserving resources, while encouraging economic progress, keeping in mind the need for sustainability, and at the same time optimising the product life cycle and minimising pollution and waste’. Therefore, LCE can be defined as a decision-making methodology that considers technical, environmental, and cost dimensions throughout the duration of a product, guiding design engineers towards informed life cycle-related decisions. LCE not only makes use of conventional engineering tools to analyse the effect of engineering decisions on the products’ technical requirements, but also of life cycle tools to analyse the impact on costs and environmental performance in a cradle to grave perspective.
The basic methodology followed in the case study for defining the boundaries of the analysis, including for each dimension the relevant effects of materials decision, is presented in . One important aspect for the integration of the different dimensions of analysis is the definition of common boundaries for all the alternatives of the problem. A comprehensive analysis is assured by a life cycle perspective, so all the life cycle phases relevant for the case study are assessed, using life cycle based methodologies to assess the environmental performance (Life Cycle Assessment – LCA) and the economic performance (Life Cycle Cost – LCC). The results of these methods, together with the ones achieved by the technical performance assessment, are integrated and shown by a ternary diagram, similarly to the approach followed by Ribeiro et al. (Citation2008).
Figure 2. Boundaries definition and LCE methodology. Legend: CFRP – Carbon Fibre Reinforced Polymer, GFRP – Glass Fibre Reinforced Polymer, FFRP – Flax Fibre Reinforced Polymer using bio-epoxy.
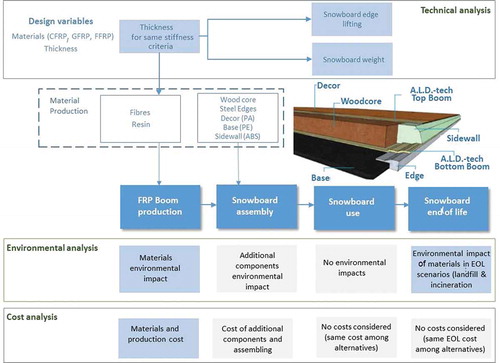
The basic aim of this case study is to evaluate the benefits of snowboard booms made of polymers reinforced with different fibres. For each alternative composite, the thickness of the booms was defined using a criterion of equal bending stiffness. The final designs were then evaluated from a technical perspective, considering the weight and values of edge lifting of the snowboards. The boundaries of the problem were defined through the life cycle phases of the snowboard and the same framework was used for the LCC and LCA analysis. Only the cost and environmental impacts that are affected by the design variables were studied to support decision making.
LCE methodology results and discussion
This section presents the results achieved with the application of the LCE methodology together with an analysis of the snowboard designs involving booms made of alternative FRPs within the technical, environmental and cost dimensions.
Definition of the thickness of booms layers
The first step of this analysis was the definition of thickness of the top and bottom booms for each type of FRP by modelling of a three point bending with finite elements analysis, as illustrated in ). The criteria used were the same bending stiffness for all designs and materials. The thickness was optimised for a resulting deflection of 70 mm in the middle of the snowboard resulting from a surface load of 500 N (Kaufmann Citation2015).
Figure 3. (a) Three-Point bending load case. (b) normalised layer thicknesses (baseline refers to GFRP case with orientation layers α = ± 30°) as a function of the fibres lay-up orientation angle.
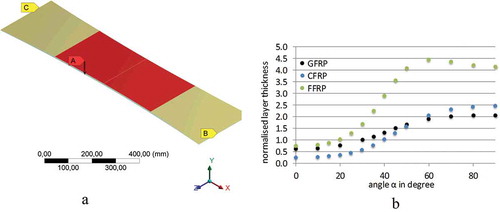
The biaxial layers were oriented with ± α (0°< α < 90°), while A.L.D.-tech. layups () were oriented with ± β (0°< β < 90°) for each DA zone. Given the same stiffness for both lay-ups, only the resulting layer thickness of the biaxial fabrics according to different orientations is shown in ). The values of thickness were normalised for the sake of comparison to the GFRP with α = 30°, the baseline snowboard. Results show that the thickness increases with the orientation angle, in particular for α > 30°.
The technical evaluation of the alternatives was performed based on the snowboard use phase, involving its weight and edge lifting effect. To analyse the latter, the load case representing the snowboard in boardslide conditions was modelled ()). The finite elements analysis is similar to the three-point bending experiment according to DIN EN ISO 14,125 and was used to level out the bending stiffness based on different layer thicknesses for each layer orientation. In the boardslide load case, a rigid tube with frictionless contact with the board was added as the sliding object (blue tube in )). Additionally, the force deformation constraint used in the carving load case was changed to the displacement-controlled deformation. The rider’s feet position was simulated by adding displacement constraints as illustrated in ) by lines B and C (14 mm in the negative y-direction). Finally, the clamping of the snowboards was defined with an elastic fixation with a stiffness of 1 N/mm2 at the two front ends of the wood core.
Figure 4. (a) Load case boardslide. (b) Edge lifting effect on boardslide conditions.
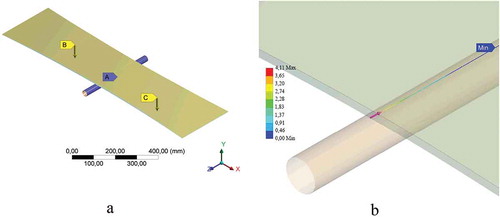
The edge lifting effect, one of the technical desired characteristic, refers to the difference of the maximum and minimum deformation of the booms in the middle line (see )). To have a comparison base these values were divided by the normalised thickness of each layer.
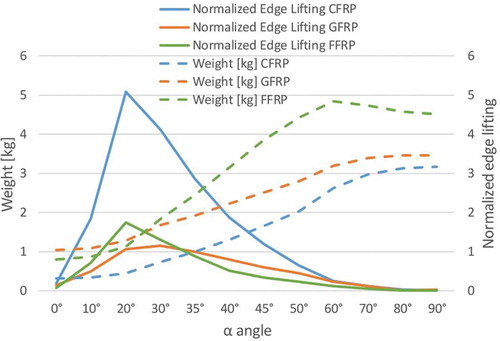
presents the results achieved for each alternative material and for the two main technical requirements: weight and edge lifting. As these requirements depend on the fibres orientation, they are presented for several values of α angle. The analysis of reveals the main argument for the baseline snowboards with GFRP booms laid-up with 30° fibre orientation: it maximises the edge lifting without compromising the weight. The same lay-up design is kept for the other alternatives.
Figure 5. Weight and normalised edge lifting computed for functional analysis of alternatives.
Technical evaluation of alternatives
As we are facing a finite number of alternatives, their technical performance was evaluated based on multi-attribute criteria methods (MADM) using a Simple Additive Weighs (SAW) for the criteria. The decision matrix has four main entries: the alternatives (i = 1,2,3), attributes (j = 1,2), weights of attributes (wj, for j = 1,2), and measures of performance of alternatives in each attribute (mij, for i = 1,2,3; j = 1,2). The overall performance score of the alternative i, Pi, is constructed by the following equation:
In the case study, the relevant attributes are the weight of the booms (attribute 1) and the normalised edge lifting (attribute 2). The importance of these attributes was considered the same for this application and therefore w1 = w2 = 0.5. The measures of performance in each attribute were the adimensionalised values (). If the best value is the minimum (weight) then the adimentional performance of the alternative in the attribute is calculated by dividing the minimum value across all the alternatives by the value of each material, if the maximum value is the best, adimensionalisation is obtained by dividing each value by the maximum across alternatives. shows the final results of the technical evaluation for α = 30°. As expected, the CFRP presents far better technical results than the other options. Snowboards with booms made of glass and flax based FRPs have an equal global technical performance, although they perform differently as regards the weight and lifting effect. The Flax Fibre Reinforced Plastic (FFRP) and GFRP present the worst technical performance.
Table 2. Results for the technical evaluation of alternatives.
Cost evaluation
The economic evaluation is based on the LCC methodology. The boundaries of the problem are set in a life cycle perspective considering a marginal cost approach (only the cost differences among alternatives are taken into account). Accordingly, the board assembly and EOL phases were disregarded since they induce the same costs for all alternatives (). Also, the use phase of the snowboard was excluded as it does not have direct costs. Therefore, the design options are only analysed in terms of FRP raw materials and booms production. The inventory for the costs calculations regarding the amount of materials is presented in Appendix A. The costs were obtained through silbaerg company database.
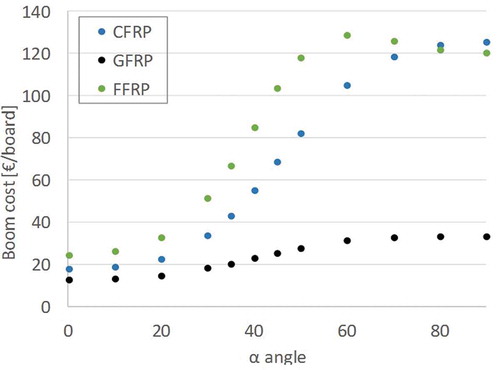
The results of the cost analysis of the boom production using the alternative materials are presented in . The amount of material was an input from the technical analysis, where the thickness of the booms and the correspondent weight were defined. The significant cost differences are in the booms production, both in the process and in the materials. Although carbon fibre cost per unit of mass is the highest among alternatives, its lower density results in a lower cost per snowboard than the flax fibre alternative. The higher amount of fibre of the FFRP booms and the use of a bio-epoxy resin (more expensive and with a slightly lower density when compared to the petroleum based epoxies used in the other alternatives), increases the material costs of this alternative. The overall cost for the production phase of the boom shows that FFRP is the most costly alternative even considering the higher production cost of CFRP. As expected, GFRP is the lowest cost option due to the low material cost. For different orientation angles of the fibres, α, and therefore different boom thickness values, the costs vary substantially (see ). Given that the boom area does not depend on the material used, the main cost drivers are the materials itself and the thickness required. Considering the criterion of equal bending stiffness, the cost of the booms increases with the α angle, in particular for the carbon fibre and the flax fibre booms. Although the flax fibre has a lower specific cost, the thickness required for the snowboard boom made of this material is translated into higher costs for almost all α angle. Only for very high angles the costs invert in the CFRP and FFRP cases. The GFRP boom is the lower cost option for all α angles.
Table 3. Cost analysis of alternatives for α = 30°.
Figure 6. Cost analysis of alternatives for different α angles.
Environmental evaluation
LCA is the approach used to assess potential environmental impacts throughout the product’s life cycle, that is, from raw material acquisition to waste management (Finnveden and Moberg Citation2005, Jeswiet and Hauschild Citation2005). Due to the large amount of data required to perform an LCA, several software applications have been developed, making these studies much more efficient (Bribián, Usón, and Scarpellini Citation2009). In this case study, the LCA of the snowboard was performed with SimaPro software. The impact categories were computed through the ReCiPe Midpoint (H) V1.11/Europe Recipe H. An aggregated single point for all impact categories was also computed using ReCiPe Endpoint (H) V1.11/Europe Recipe H method. The functional unit is one snowboard.
Regarding the first phase of the LCA, goal and scope, the problem boundaries considered are defined in and the LCA was conducted for each alternative as illustrated in ) for the GFRP case. The production of the booms and their EOL introduces significant differences among alternatives. and (c) presents the LCA models for the production of the booms made of CFRP and FFRP, respectively, showing the inventory (second phase of the LCA) considered for each alternative. The impacts of each resource in the inventory are then calculated based on Eco Invent 3 database. The data for the inventory was gathered from the snowboard design results regarding the amount of material required for each alternative and company information, as well as from results from previous research work related to LCA of carbon, glass and flax fibres (Howarth, Mareddy, and Mativenga Citation2014; Duflou et al. Citation2014; González-García et al. Citation2010). The inventory information is mentioned in Appendix B.
Figure 7. (a) Net of resources (inventory) and their relative impacts in the GFRP boom production and EOL. (b) Net of resources (inventory) and their relative impacts in the CFRP boom production and EOL. (c) Net of resources (inventory) and their relative impacts in the FFRP boom production and EOL.
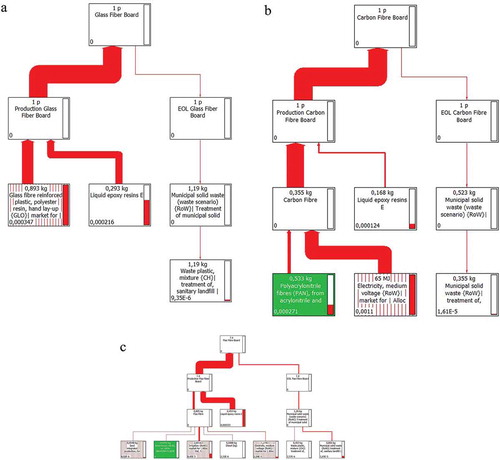
Results of the impact assessment phase show the low impact of EOL compared with the production phase for all alternatives. In the CFRP case ()), the main impact is caused by the high energy intensity of carbon fibres (around 200 MJ/kg). In the FFRP boom ()), the impacts are caused mainly by the bio-epoxy resin.
The overall impacts obtained are presented in for each damage category. For the functional unit of a snowboard, the CFRP snowboard causes higher impact than the other alternatives despite its lower weight. The natural fibre alternative, FFRP, is the best one environmentally.
Table 4. Environmental impact assessment of the alternatives: overall and for each damage category.
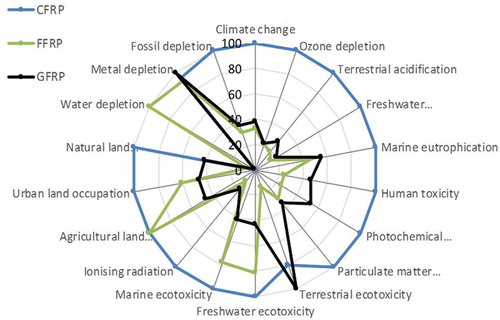
A similar comparison was developed for each mid-point impact categories (), normalising the impacts in each one. It is clear that the CFRP is the worst for almost all categories. Climate change, related with carbon footprint, is critical in the impact assessment phase in the sense that it has the higher importance in weighting. In this category, CFRP creates a relative high impact. Due to the nature of the FFRP, this option creates a relative high impact in agricultural land occupation and water depletion.
Figure 8. Impact of alternative in mid-point impact categories.
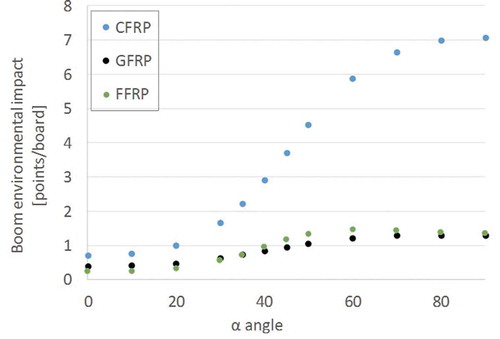
Finally, the sensibility of the environmental impacts of the alternatives to different orientation α angles of the fibres was analysed. The analysis of the results, shown in , must take into account that a different orientation of the fibres gives rise to different booms thicknesses. While in the cost analysis, the higher price per unit of mass of carbon fibre in the CFRP boom is partially compensated by the lower amount required compared to the other options, the same does not happen in the environmental analysis. In this evaluation, the CFRP alternative is always the worst regardless of the α value. Regarding the other alternatives, GFRP is environmentally the best one only for α > 35°.
Figure 9. Environmental analysis of alternatives for different α angles.
Integration of results
The results from each individual analysis show that there is no obvious best alternative dominating the other ones for each criterion. While technically CFRP is the best material for the boom application, with a lower weight and higher edge lifting, it is not the most economic option and environmentally it is the worst in almost all mid-point categories. GFRP is the lowest cost option but not the best environmentally and technically. FFRP is the best option environmentally, and the worst alternative technically and economically. These results are true for α = 30°, the fibre orientation used in the snowboards being currently produced. Considerable variations were observed for different angles: for higher orientation angles, the GFRP would replace the FFRP as the best environmental alternative.
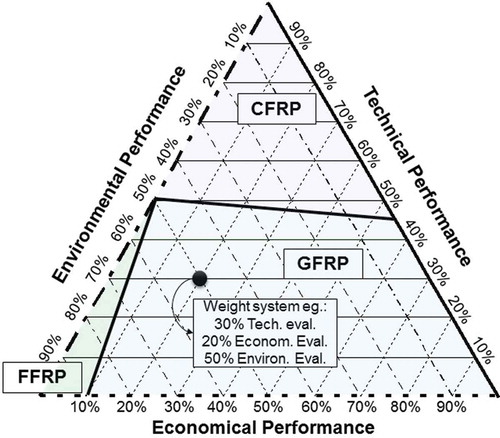
The solutions space chosen for this case allows illustrating an overall view of the ‘best alternatives’. The global evaluation is performed through a ternary diagram illustrating not only the ‘best alternative’ for a particular set of dimensions importance weights but also the domain of weights for each ‘best alternative’. For this, the outcome values of each individual evaluation in the three dimensions of analysis are adimensionalised and the best options are plotted as a function of the importance weights (their sum must be 100%). The ternary diagram resulting from the LCE analysis of the snowboard is illustrated in . The point shown in the diagram represents the case in which the set of weights 30%, 20% and 50% were attributed as representing the importance given to the technical, economic and environmental performance. In these conditions, the best alternative is the snowboard with GFRP booms. If minimising economic costs of the product is the strategic goal, then the best alternative is GFRP. The area covered by CFRP is that of high importance given to the technical performance of the snowboard (around more than 50%) and the FFRP is only the best alternative when high importance is given to the environmental impacts and very low importance is given to the cost of the snowboard.
Figure 10. Integration of life cycle Engineering results in a ternary diagram (α = 30).
Conclusions
This paper describes the procedure and results of applying a LCE methodology to the assessment of different design options for snowboards using anisotropic layer design. The design options comprise different materials (types of fibres) and layer orientations. The life cycle-oriented assessment is directed to technical, as well as economic and environmental criteria. Amongst others, the results show that depending on the relevance of these individual evaluation perspectives and criteria each of the analysed materials can be the most advantageous one. Additionally, evidence for the applicability of the methodology for a sustainability-oriented holistic assessment could be provided. Results have shown the quantitative improvement of the snowboards in the environmental assessment with the use of flax fibres and the estimated economic and technical drawbacks. Despite the higher amount of material required in the snowboard compared with the other materials, the use of flax still potentiates an improvement in the environmental sustainability of the snowboard. Since the carbon fibre is the best alternative regarding the technical evaluation in the use phase, being the attributes considered the edge lifting and the snowboard weight, and the glass fibre the alternative with lowest production costs the optimal solution depends on the relevance (weight) of the different target perspectives.
Due to the proven relevance of the evaluation criteria and perspectives, further work should focus on approaches and methods for gaining information about the preferences of customers (and possibly other relevant stakeholders) concerning these criteria and perspectives – finally, they and their buying decisions will decide about the long-term success of innovative products, such as the snowboards. The results of customer-related analyses might also be used for the refinement of evaluation criteria and the evaluation process (e.g. Should technical criteria be included parallel to economic and environmental ones or as factors determining the outcomes of the other perspectives’ criteria?). Regarding the technical criteria, an additional attribute could be included, the vibration dumping, due to its importance in FRP. This analysis could also benefit from the inclusion of new hybrid materials, such as carbon flax. The presented methodology focuses on evaluation activities. The coupling of those with design activities in a stricter sense, e.g. by systematically deriving design-relevant information, such as target costs or target environmental loads from the assessments, should be a further topic of methodical research.
Disclosure statement
No potential conflict of interest was reported by the authors.
Additional information
Notes on contributors
Inês Ribeiro
Inês Ribeiro is Assistant Professor at the Mechanical Engineering Department of Instituto Superior Técnico, Universidade de Lisboa (Portugal). With a PhD in mechanical engineering, her research is mainly focused in the areas of technological processes efficiency, process-based cost models and sustainability evaluation of products life cycle.
Jörg Kaufmann
Jörg Kaufmann is Head of Composites at the department for Textile Technologies at Technische Universität Chemnitz, Germany. He studied engineering and business administration at Technisch Universtität Chemnitz, Germany where he received the PhD in 2014. His teaching and research activities focus lightweight engineering as well as fiber reinforced products with so-called anisotropic coupling effect or biobased textile fabrics. In 2011 Joerg Kaufmann founded silbaerg GmbH and introduced the worldwide first serial product - a snowboard - with anisotropic coupling effects in the market.
Uwe Götze
Uwe Götze is chair professor for Management Accounting and Control at Technische Universität Chemnitz, Germany. He studied business administration at Georg-August-Universität Göttingen, Germany, where he received the PhD and post doctorate degree in 1991 and 1996 respectively. His teaching and research activities focus on business management as well as on industrial management topics. Amongst others, the professorship is involved in the Cluster of Excellence MERGE „Merge Technologies for Multifunctional Lightweight Structures“, which started in 2012. Uwe Götze is editor of Journal of Management Control.
Paulo Peças
Paulo Peças has a graduation and a doctorate in Mechanical Engineering at Instituto Superior Técnico (Universidade de Lisboa). He is an assistant professor at Instituto Superior Técnico in the Manufacturing Technologies and Industrial Management scientific area. During the last ten years has participated and integrated coordination teams of R&DT projects in collaboration with the industry, at both national and European levels. The research activity has focused the development of models to support decision-making, comparative analysis and best-practices implementation in the scope of Manufacturing Technologies, Life Cycle Engineering, Lean manufacturing and Industry 4.0.
Elsa Henriques
Elsa Henriques has a graduation, a master and a doctorate in Mechanical Engineering at Technical University of Lisbon. She is an Associate Professor at Instituto Superior Técnico in the Manufacturing Technologies and Industrial Management scientific area, being responsible for programmes in the “Engineering Design and Manufacturing” graduations and pos-graduations. During the last 25 years she has participated and/or coordinated several national and European R&D projects in collaboration with the industry (from tooling to aeronautics and automotive industries), mainly related to the management of complex design processes, manufacturing and maintenance systems. She has been involved in the supervision of several PhD students performing industrially oriented research in the Mechanical Engineering and Leaders for Technological Industries (MIT Portugal initiative) programmes, involving European companies. She has a large number of scientific and technical publications in scientific journals and national and international refereed conferences. She was a national delegate in the 6thand 7th Framework (until 2010) Programme of the European Union in the NMP thematic area.
References
- Alves, C., P. M. C. Ferrão, A. J. Silva, L. G. Reis, M. Freitas, L. B. Rodrigues, and D. E. Alves. 2010. “Ecodesign of Automotive Components Making Use of Natural Jute Fiber Composites.” Journal of Cleaner Production 18 (4): 313–327. doi:10.1016/j.jclepro.2009.10.022.
- Bensadoun, F., B. Vanderfeesten, I. Verpoest, A. W. V. Vuure, and K. V. Acker. 2016. “Environmental Impact Assessment of End of Life Options for flax-MAPP Composites.” Industrial Crops and Products 94: 327–341. doi:10.1016/j.indcrop.2016.09.006.
- Bribián, I. Z., A. A. Usón, and S. Scarpellini. 2009. “Life Cycle Assessment in Buildings: State-Of-The-Art and Simplified LCA Methodology as a Complement for Building Certification.” Building and Environment 44 (12): 2510–2520. doi:10.1016/j.buildenv.2009.05.001.
- Caine, M., K. Blair, and M. Vasquez. 2012. “Materials and Technology in Sport.” Nature Materials 11: 655–658. doi:10.1038/nmat3382.
- Chen, J. 2010. “Surface Engineered Light Alloys for Sports Equipment.” In Hanshan Dong Surface Engineering of Light Alloys: Aluminum, Magnesium and Titanium Alloys (16), 549–567. Woodhead Publishing. https://www.sciencedirect.com/book/9781845695378/surface-engineering-of-light-alloys
- Dasari, A., Z. Chen, W. M. Huang, T. Sui, and A. M. Korsunsky. 2016. “Materials & Design Virtual Special Issue: Recent Advances in Materials for Sports Technology.” Materials & Design 99: 592–593. doi:10.1016/j.matdes.2018.04.017.
- Dissanayake, N., J. Summerscales, S. Grove, and M. Singh. 2009. “Energy Use in the Production of Flax Fiber for the Reinforcement of Composites.” Journal of Natural Fibers 6 (4): 331–346. doi:10.1080/15440470903345784.
- Duflou, J. R., D. Yelin, K. V. Acker, and W. Dewulf. 2014. “Comparative Impact Assessment for Flax Fibre versus Conventional Glass Fibre Reinforced Composites: Are Bio-Based Reinforcement Materials the Way to Go?” CIRP Annals – Manufacturing Technology 63 (1): 45–48. doi:10.1016/j.cirp.2014.03.061.
- Finnveden, G., and A. Moberg. 2005. “Environmental Systems Analysis Tools an Overview.” Journal of Cleaner Production 13 (12): 1165–1173. doi:10.1016/j.jclepro.2004.06.004.
- Foulk, J., M. Fuqua, C. Ulven, and M. Alcock. 2010. “Flax Fibre Quality and Influence on Interfacial Properties of Composites.” International Journal of Sustainable Engineering 3 (1): 17–24. doi:10.1080/19397030903348710.
- González-García, S., A. Hospido, G. Feijoo, and M. T. Moreira. 2010. “Life Cycle Assessment of Raw Materials for Non-Wood Pulp Mills: Hemp and Flax.” Resources, Conservation and Recycling 54 (11): 923–930. doi:10.1016/j.resconrec.2010.01.011.
- Howarth, J., S. S. R. Mareddy, and P. T. Mativenga. 2014. “Energy Intensity and Environmental Analysis of Mechanical Recycling of Carbon Fibre Composite.” Journal of Cleaner Production 81: 46–50. doi:10.1016/j.jclepro.2014.06.023.
- Jeswiet, J., and M. Hauschild. 2005. “EcoDesign and Future Environmental Impacts.” Materials & Design 26 (7): 629–634. doi:10.1016/j.matdes.2004.08.016.
- Jeswiet, J. A. 2003. “Definition of Life Cycle Engineering.” Proceedings of the thirty-sixth CIRP international seminar on manufacturing systems: 17–20.
- Kaufmann, J. 2014. “Beitrag zu anisotropiebedingten Koppeleffekten bei rotationssymmetrischen mehrschichtigen Faserverbundbauteilen.” Dissertation Technische Universität Chemnitz. Dr. Hut Verlag (2014). ISBN: 978-3-8439-1813-8
- Kaufmann, J. 2015. “New Materials for Sports Equipment Made of Anisotropic Fiber-Reinforced Plastics with Stiffness Related Coupling Effect.” Procedia Engineering 112: 140–145. doi:10.1016/j.proeng.2015.07.189.
- Kaufmann, J., L. Kroll, and S. Odenwald. 2010. “Application-Specific Design of Sports Equipment from Anisotropic Fiber-Reinforced Plastics with Stiffness Related Coupling Effect.” Procedia Engineering 2: 2569–2574. doi:10.1016/j.proeng.2010.04.033.
- Kaufmann, J., L. Kroll, E. Päßler, and S. Odenwald 2011. “Design of Sports Equipment Made from Anisotropic Multilayer Composites with Stiffness Related Coupling Effect.” 4th International Joint Conference on Integrated Systems, Design and Technology. In: Fathi, M. (Hrsg.): Integrated Systems, Design and Technology 2010. Knowledge Transfer in New Technologies: 133–142. Aufl. Berlin: Springer
- Li, X., R. Bai, and J. McKechnie. 2016. “Environmental and Financial Performance of Mechanical Recycling of Carbon Fibre Reinforced Polymers and Comparison with Conventional Disposal Routes.” Journal of Cleaner Production 127: 451–460. doi:10.1016/j.jclepro.2016.03.139.
- Lucintel 2015. Growth Opportunities in Global Composite Industry 2015 – 2020. Available at http://www.lucintel.com/market_research_reports.aspx.
- Misnon, M. I., M. M. Islam, J. A. Epaarachchi, and K. Lau. 2014. “Potentiality of Utilising Natural Textile Materials for Engineering Composites Applications.” Materials & Design 59: 359–368. doi:10.1016/j.matdes.2014.03.022.
- Oliveux, G., L. Dandy, and G. Leeke. 2015. “Current Status of Recycling of Fibre Reinforced Polymers: Review of Technologies, Reuse and Resulting Properties.” Progress in Materials Science 72: 61–99. doi:10.1016/j.pmatsci.2015.01.004.
- Paterson, D., W. Ijomah, and J. Windmill. 2016. “An Analysis of End-Of-Life Terminology in the Carbon Fiber Reinforced Plastic Industry.” International Journal of Sustainable Engineering 9 (2): 130–140. doi:10.1080/19397038.2015.1136361.
- Pickering, S. 2006. “Recycling Technologies for Thermoset Composite Materials—Current Status.” Composites Part A: Applied Science and Manufacturing 37 (8): 1206–1215. doi:10.1016/j.compositesa.2005.05.030.
- Pimenta, S., and S. Pinho. 2011. “Recycling Carbon Fibre Reinforced Polymers for Structural Applications: Technology Review and Market Outlook.” Waste Management 31 (2): 378–392. doi:10.1016/j.wasman.2010.09.019.
- Ribeiro, I., P. Peças, A. Silva, and E. Henriques. 2008. “Life Cycle Engineering Methodology Applied to Material Selection, a Fender Case Study.” Journal of Cleaner Production 16 (17): 1887–1899. doi:10.1016/j.jclepro.2008.01.002.
- Rybicka, J., A. Tiwari, and G. A. Leeke. 2016. “Technology Readiness Level Assessment of Composites Recycling Technologies.” Journal of Cleaner Production 112 (1): 1001–1012. doi:10.1016/j.jclepro.2015.08.104.
- Ullah, H., A. R. Harland, and V. V. Silberschmidt. 2015. “Dynamic Bending Behaviour of Woven Composites for Sports Products: Experiments and Damage Analysis.” Materials & Design 88: 149–156. doi:10.1016/j.matdes.2015.08.147.
Appendix A.
Inventory data for cost calculation
Appendix B.
Inventory data for environmental impacts calculation
Inventory for the booms of one flax fibre snowboard
Inventory for the booms of one carbon fibre snowboard
Inventory for the booms of one glass fibre snowboard
Legend:
ELCD – European life cycle database
USLCI – U.S. Life cycle inventory
ID2.0 – Industry Data 2.0
EI3 – Ecoinvent3