
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
Sustainability is one of the most critical issues facing manufacturers today. The industries must develop new and innovative approaches to ensure sustainability in economic, environmental and social aspects. The operational excellence strategies such as Lean and Agile manufacturing can be applied in the industries that add value to the product by eliminating waste and quickly respond to dynamic changes in demand. This paper presents a framework that builds and assesses the sustainability of the manufacturing system with combined lean and agile concepts. Analytical Hierarchy Process and Analytical Network Process are identified as suitable methodologies to analyze the model. The model is validated in an Ayurveda Pharmaceutical industry to identify the most important factors of lean and agile manufacturing that build and enable the sustainability dimensions such as Economic, Environmental, Social, Technological and Ethical. The results show that the industry focuses more on economic aspects of sustainability followed by social, environmental, ethics and technological dimensions of sustainability in the case of a lean perspective. For an agile perspective, the weightage is more for social dimension followed by ethics, economic, technological and environmental dimensions of sustainability.
1. Introduction
Manufacturing is the value-added process in which raw materials get converted into finished goods through an efficient combination of man, a machine that meets customer expectations Singh and Mahmood (Citation2014). A manufacturing system can be defined as the arrangement and operation of machines, tools, material, people and information to produce a value-added physical, informational or service product whose success and cost is characterised by measurable parameters as shown in . Manufacturing has become the backbone of a nation’s social and economic growth and an enabler for improved standard of living. Modern manufacturing scenario witnesses tremendous technological advancements and must cope with competitiveness. Manufacturing the products through conversion of raw materials into finished goods in a sustainable way helps to not only improve economically but also to reduce environmental impact and enhances the society.
Figure 3. Lean inhibitor relationship of Excesstransport.
Lean manufacturing focuses on the elimination of waste within the firm’s production system through continuous improvement and process changes for reducing non-value added activities or elimination of wastes (Womack et al.Citation1990). Gunasekaran (Citation1998) describes Agile manufacturing as the capability of surviving and prospering in a competitive environment of continuous and unpredictable change by reacting quickly to changing markets, driven by customer-designed products and services. Sustainability is the ability to be maintained at a certain rate or level. Manufacturing sustainability involves the integration of environmental, economic and social dimensions called triple bottom line (TBL) into the manufacturing process. The constantly rising consumption of resources, global warming, and a growing population, force the society towards more sustainability regarding environmental, economic and social aspects. Lean manufacturing practices are being increasingly assessed and used as a catalyst to better strategies for green and sustainable manufacturing (Faulkner and Badurdeen Citation2014). Agile manufacturing is an advanced manufacturing paradigm that enables an organisation to survive in the competitive business environment. Sustainability is regarded as an important concept for survival by the modern organisations (Vinodh Citation2010). Eliminating the lean inhibitors and enabling the agile practices drives the industry to obtain sustainability in the system Larson and Greenwood (Citation2004).
The current study is focusing on enhancing the sustainability of manufacturing system by identifying how lean inhibitors and agile enablers in a coordinated manner drive various dimensions of sustainability Miller et al., (Citation2010). For this a model is developed and assessed by a combined AHP and ANP methodologies. This is the novel aspect of our study. Our model enables manufacturing systems to meet customers demand first and fast with perfection.
The remainder of the paper is structured as follows. Section 2 reviews the related literature, Section 3 presents the industrial study, where a company is selected, analyzed, and the scope for sustainability is explained. Section 4 is about the development of the concept of sustainability framework that helps to enhance the sustainability of the system with five dimensions of sustainability – economic, environmental, social, technology and ethical using lean and agile manufacturing paradigms. Section 5 presents the application of analytical hierarchy process and analytical network process methodology which identifies the most critical factors or criteria that contribute to the sustainability. Section 6 provides the results and discussion of the model that is validated in the company. This section also highlights the gains and limitations of the study followed by future research scope.
2. Literature review
A comprehensive study of the literature covering various aspects of lean manufacturing, agile manufacturing, sustainability and sustainable manufacturing, analytical network processing has been addressed here.
2.1. Lean manufacturing
Lean Manufacturing is a set of management principles and techniques geared towards eliminating waste in the manufacturing process and increasing the flow of activities that, from the customer's perspective, add value to the product (Womack and Jones, Citation1996). Lean can improve resource productivity, reduce the amount of energy, water, raw materials, and non-product output associated with production processes, minimise the environmental impact of the production activities Hines et al., (Citation2004). Eliminating the eight major lean wastes using lean techniques decreases the overall cost, reduce the consumption of resources and provide a safer working atmosphere for the employees Pham et al., (Citation2008). Anvari, Zulkifli, and Yusuff (Citation2012) measured the value of the influence of lean attributes on manufacturing systems by using fuzzy membership functions. Lead time, cost, defects, and value were identified as the most important components to leanness. Maasouman and Demirli (Citation2015)developed a lean maturity model to assess the level of lean maturity and to compare it to performance results in different axes of manufacturing cells in order to evaluate lean effectiveness.
2.2. Agile manufacturing
The term ‘Agile manufacturing’ (AM) was coined by a US government-sponsored research program at Lehigh University. explain that agile manufacturing aims to meet the changing market requirements by suitable alliances based on core competencies, by organising to manage change and uncertainty, and by leveraging people and information. According to Naylor et al. (1999), ‘agility means applying market knowledge and a vital corporation to exploit profitable opportunities in a rapidly changingmarketplace.’
Gunasekaran (Citation1998) classified agile manufacturing enterprise along four dimensions: (i) value-based pricing strategies that enrich customers; (ii) cooperation that enhances competitiveness; (iii) organisational mastery of change and uncertainty; and (iv) investments that leverage the impact of people and information. Gunasekaran (Citation1999) classified AM paradigm based on the nature and the focus of agile enablers which include criteria such as strategies, technologies, systems and people.
Dubey and Gunasekaran (Citation2014) developed agile manufacturing (AM) framework consisting of six constructs that include technologies, empowerment of workforce, customer focus, supplier relationship management, flexible manufacturing systems and organisational culture. They used confirmatory factor analysis (CFA) test to check the validity of the constructs Brown and Bessant (Citation2003) .
2.3. Sustainable manufacturing
According to the US Department of Commerce, Sustainable manufacturing involves ‘the creation of manufactured products which use processes that minimise negative environmental impacts, conserve energy and natural resources, are safe for employees, communities, and consumers and are economically sound. Salwa et al. (Citation2008) found key characteristics of four primary strategies (waste minimisation; material efficiency; resource efficiency; and eco-efficiency). The four strategies were then compared and contrasted against all the characteristics shows the relative scope of these sustainable manufacturing strategies and suggest a hierarchy between them. Molamohamadi and Ismail (Citation2013) developed a new scheme for sustainable manufacturing. Other than three pillars of sustainability they identified the enablers of SM Dombrowski et al., (Citation2012). They found that the enablers, education, ethics, technology, accountability help to achieve sustainability Garbie (Citation2013).
Alvandi et al. (Citation2016) present a methodology for modelling multi-product manufacturing systems with dynamic material, energy and information flows with the aim to generate economic and environmental value stream maps (E2VSM). What-if analysis was also carried out, and the improvement opportunities in the future state process chain level were evaluated and compared with the current state of the process chain. Habidin et al. (Citation2017) examined the critical success factors of sustainable manufacturing practices (SMPs) in the automotive industry – Manufacturing processes, Supply chain management Social responsibility, Environment management. The results of reliability analysis show that social responsibility is a critical factor influencing the direct SMPs implementation success Garetti and Taisch (Citation2012).
2.4. Lean and sustainable manufacturing
Sawhney et al. (Citation2007) show the connection between lean manufacturing and the environmental movement stating that ‘it is natural that the lean concept, its inherent value-stream view and its focus on the systematic elimination of waste, fits with the overall strategy of protecting the environment’, which they call Environmental Lean (En-Lean).
Seliger (Citation2012) suggested lean production systems as a framework for sustainable manufacturing. LPS focus on economic aspects, and the seven types of waste are the guideline for daily operations. In order to achieve sustainable manufacturing, social and ecological aspects have to be similarly integrated into the LPS. Chiarini (Citation2014) suggested that lean production tools can help reduce the environmental impacts of manufacturing companies. The environmental impacts of the production processes of the five companies were observed and measured before and after the implementation of five lean tools. Faulkner and Badurdeen (Citation2014) developed a methodology to visualise and assess manufacturing sustainability performance called Sustainable Value Stream Mapping (Sus-VSM).
2.5. Agile and sustainable manufacturing
McCarthy (Citation2002) found that low-cost, highly responsive and flexible product ranges are now essential for a company to capture new markets and to become economically sustainable. Vinodh (Citation2010) developed a methodology to improve the agility and sustainability in the case industry. The CAD modelling and sustainability analysis of baseline and proposed models have been performed, and the environmental impact has been measured and compared.
Pham and Thomas (Citation2011) proposed a Fit Manufacturing Framework (FMF), the adoption of which can help manufacturing companies to become economically sustainable and operate effectively in a globally competitive market. Improving the responsiveness of the dynamic changes in the demand helps to sustain in the market Saleeshya et al., (Citation2012). Producing eco-friendly products using standardised, efficient, automated processes helps the industry to become sustainable in any competitive and uncertain environment. Manjunatheshwara and Vinodh (Citation2017) performed Total Interpretive Structural Modeling (TISM) analysis and MICMAC analysis for the finding of influential factors of sustainable development of tablet devices. It was found that the factors, customer pressure, government regulations, competitiveness, organisation initiative, and technological advancements are the most driving factors. Factors environmental impact, energy efficiency and opportunities to upgrade were found to be dependent.
2.6. Analytical hierarchy process and analytical network process
To find most important factors of lean and agile manufacturing that contribute to the sustainability, Analytical hierarchy process, and Analytical network process are the most suitable methods which solve multi-criteria decision-making problems. According to Saaty (Citation1996) Analytic hierarchy process (AHP) is introduced for choosing the most suitable alternative, which fulfills the entire set of objectives in multi-attribute decision-making problem. Analytic Network Process (ANP) is a more general form of AHP, incorporating feedback and interdependent relationships among decision attributes and alternatives Agarwal et al.,(Citation2006). Meade and Sarkis (Citation1999) used ANP as the decision-making methodology for the evaluation of alternatives to help organisations become more agile, with a specific objective of improving the manufacturing business processes.
Lekurwale, Akarte, and Raut (Citation2014) developed a framework and applied analytical hierarchy process to evaluate manufacturing capability for a job shop manufacturing system. Tharun Thomas and Harikumar (Citation2017) developed a combined AHP and interpretive structural modelling (ISM) model which identifies inhibitors of leanness.
In order to be competitive in the fast-moving business scenario, organisations should delight the customers through perfection and quick response. For this the operational efficiency has to be enhanced by practising lean and agile strategies. With this in mind, the authors developed a combined AHP and ANP model to improve the efficiency and sustainability of manufacturing systems. A detailed case study was conducted in an industry which is explained here under.
3. Industrial study
The wide extensive literature review, a field study conducted helped us to identify an industry to do the case study. Industry selected for the study is an Ayurveda Pharmaceutical industry – situated in South India. In this industry, a need was felt to improve the operational efficiency. For this, the strategies such as leanness and agility are identified suitable. Also, sustainability is crucial in the field of Ayurveda pharmaceutical industry. The products should be manufactured with accurate precision and quality so that it should not be harmful to human beings. We have developed a questionnaire to capture information from the industry. The industry produces 100 types of drugs which involve arishtas, asavas, ghritham, kashayam, choornam, lehyam, gulikas, oils and thylams. The industry follows Good Manufacturing Practices (GMP) which is designed to minimise the risks involved in any pharmaceutical production that cannot be eliminated through testing the final product. It follows batch production to convert a set of raw materials into drugs through stage by stage over a series of workstations. The raw materials should be mixed and processed as per specifications so that the drug does not have any side effects to both human being and environment. For doing the pairwise comparison of enablers and inhibitors we have conducted a brainstorming section including managers from different hierarchical levels. A combined lean and agile manufacturing model is developed with the pharmaceutical industry under consideration. Lean manufacturing practices can be applied in the industry to reduce the non-value added activities and eliminate different causes of wastes. Agile manufacturing practices can be applied to respond to the dynamic requirements of the customers and to sustain in the market. Both practices contribute to the sustainability of the system Singh et al., (Citation2016). The details of the model are explained in the next section.
4. Conceptual model
Based on a literature review, field study and industrial study a combined lean agile model that drives to sustainability have been developed which is having three levels as shown in . Our model is different from the existing models in such a way that it addresses simplification of operations by eliminating wastes and meeting the customer requirements first and fast, by combining both agile and lean perspective. The first level shows how various aspects of lean and agile manufacturing are contributing to sustainable manufacturing. Lean inhibitors are identified from the earlier research of the author Tharun Thomas and Harikumar (Citation2017) and agile enablers are identified from the earlier research of Gunasekaran (Citation1999). The second level shows different lean manufacturing inhibitors and agile manufacturing enablers that contribute to the five dimensions of sustainability. The third level shows subfactors of each of the second level factors. Eliminating the causes of lean wastes and enabling agile practices in the industry leads to sustainability. The model is having two subparts such as lean inhibitors by lean model and agile enablers by agile model and they are explained in detail below.
Figure 1. Combined lean-agile model that drives to sustainability.
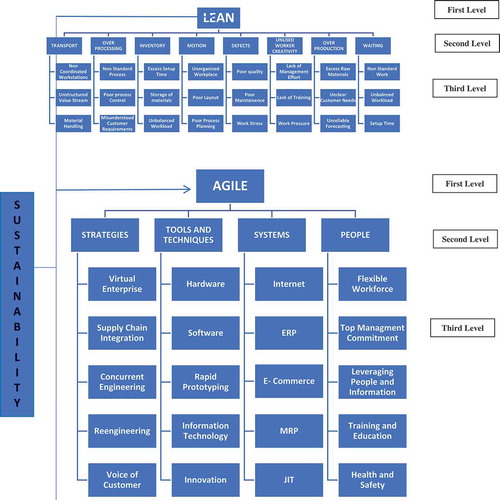
4.1. Lean aspects of the model
The first level identifies lean manufacturing as a major concept. The second level consists of eight inhibitors or wastes of lean manufacturing such as transport, over processing, excess inventory, motion, defects, unused worker creativity, overproduction, and waiting. The third level consists of three most important factors or causes which contribute to each of the lean inhibitors identified in the second level. Each of these inhibitors tells about various causes of the wastes that occur in the system which is undesirable and should be avoided. Removing these non-value added activities helps to achieve sustainability.
Consider a second level inhibitor transport. Extra or unwanted transport of materials is a non-value adding waste and should be minimised. The three main causes of this inhibitor are anon-coordinated workstation, unstructured value stream and improper material handling. When there is coordination between workstation, there is a continuous flow of materials through the process that adds value to the product. We can reduce the cost that contributes to economic sustainability and we can reduce the chance of product deterioration and accidents that make to environmental sustainability. Another inhibitor of lean manufacturing is over processing which is caused by taking unneeded steps to process the parts and having non-standardised processes. Also, over boiling of the materials can lead to deterioration of the properties of the medicine. The waste of over processing can be minimised by the development of standard processes and having most appropriate forecasting technique to understand customer requirements.
4.2. Agile aspects of the model
The first level identifies agile manufacturing as a major concept. The second level consists of four main enablers or criteria such as strategies, tools and techniques, systems and people. The third level consists of five most important sub-enablers of each of the agile criteria identified in the second level. Strategies are the long-term operations of the company in determining suitable business and operational policies, and they are initiated by the top management to achieve the stated vision and its implementation with the help of employees. The tools and techniques can be used in strategies to respond quickly and increase the service level of the product. The systems act a mechanism to manage and control the flow of information and the People are the most important drivers of agile manufacturing. An industry with long-term strategies having good systems with well-equipped tools and techniques and highly motivated workforce becomes agile. Under each second level enabler, five sub-enablers are identified as shown in the model. Each of these enablers can be implemented in the system that leads to sustainability. We have identified the most important factors that enhance the sustainability of the system. A sustainability framework has been developed and shown in the next section to identify how lean and agile practices contribute to sustainability.
4.3. Sustainability framework
Sustainability framework shown in is the house structure of sustainability. Why a house? Because, a house is a structural system. The house is strong only if the roof, the pillars, and the foundation are strong. It starts with sustainability as the roof. To achieve the roof of sustainability, the pillars and foundation of the house should be strong. A weak link weakens the whole system. It has two enablers of sustainability as foundation, three dimensions of sustainability as the pillars. The three basic pillars of sustainability of a system are Environmental, Economic and Social aspects which are called Triple Bottom Line (TBL). The two enablers Technology and Ethics are the foundation of sustainability. (Molamohamadi and Ismail (Citation2013)). Each of the five sections of sustainability is explained below.
Figure 2. House of sustainability.
4.3.1. Economic
Economic sustainability is the term used to identify various strategies that make it possible to use available resources to their best advantage. The resources used to produce drugs should be efficient that provide long-term benefits. Eliminating the main causes of waste reduces non-value added activities that lead to economic benefits of sustainability.
4.3.2. Environmental
Environmental sustainability occurs when processes, systems and activities reduce the environmental impact of an organisation’s facilities, products and operations. Processing and manufacturing of drugs should be such a way that it does not pollute and harm the environment.
Over boiling of drugs like thylams leads to deterioration of required properties of the drugs and it forms harmful wastes. These wastes should be disposed of through safe and legal procedures so that it does not harm human beings.
4.3.3. Social
Social sustainability is based on the concept that a decision or project promotes the betterment of society. The work environment should be safe from accidents and injuries should pay fair salaries to the employees and there should not be any gender discrimination.
4.3.4. Technology
Technology can be considered as the enablers of sustainable manufacturing. Technology can solve the catastrophic environmental and social threats. Though technology is related to both problem and solution for environmental harms, it is a crucial factor in environmental preservation. Information and communication technologies can contribute to achieving a more sustainable way of work and life, design, manufacturing and product use.
4.3.5. Ethics
Ethics deals with moral principles that govern a person’s behaviour or the conducting of activity. Without ethical concerns, no responsibility would exist for social, economic, and environmental progress and sustainability efforts would be defeated. The manufacturer should strictly mention the date of expiry for each and every product. The dosage of heavy toxic metals like mercury, lead and arsenic should be very specific as per the right ratio of the drugs and the metals should be purified and detoxify through correct procedures so that it should not be harmful to the patients.
To test the capability of the model, in assessing the sustainability of the manufacturing system methodologies such as AHP and ANP are identified suitable; detail of which is given in the following section.
5. Methodology
This section deals with the application of Analytical Hierarchy Process (AHP) and Analytical Network Process (ANP) to analyze the sustainability framework developed in the previous section. The step by step approach of the process is done as follows:
Step 1: Model construction
Lean and agile manufacturing are the topmost elements that initiate to the journey of sustainability. AHP is used to prioritise the inhibitors and enablers of lean and agile manufacturing and their sub-inhibitors and sub-enablers based on their importance to the manufacturing industry. ANP is used to find out the interdependency relationship within each lean inhibitor and each agile enabler. The alternatives for sustainable manufacturing are economic, environment, social, technological, ethics. Boosting any of these pillars/enablers allows the industry to become sustainable.
Step 2: Pairwise comparison matrix between each level
Pair-wise comparisons matrices are developed to determine the importance of the selection criteria with respect to the overall objective. The scales used for making subjective pair-wise comparisons are the same as recommended by Saaty (Citation1980). Pairwise comparison for the lean model is generated for the second level of inhibitors. shows the pairwise comparison matrix for the lean inhibitors.
Table 1. Pairwise comparison between eight lean inhibitors.
Similarly, pairwise comparisons between enablers of the agile system are generated as shown in . Then, Pairwise comparison for third level causes of inhibitors with respect to second level inhibitors in the lean model is generated. shows the pairwise comparison matrices for excess or unwanted transport inhibitor. The matrices are normalised to get the eigenvectors. Then, Pairwise comparison for third level sub-enablers with respect to second level enablers in the agile model is generated. There will be 12 matrices (8 + 4) required for finding the relationship between each of the second level factors.
Table 2. Pairwise comparison between four agile enablers.
Table 3. Pairwise comparison between three sub-inhibitor of transport inhibitor.
Step 3. Pairwise comparison matrices of interdependencies
To find the interdependencies in the third level inhibitors and sub-enablers, pairwise comparison matrices are created among each of the inhibitors and enablers. is an example of the pairwise comparison result for the waste of ‘excess or unwanted transport.’ The three main causes of this inhibitor are improper material handling, unstructured value stream and non-coordinated workstation. The example question for evaluating interdependencies is ‘When considering non-coordinated workstation in the ‘over or excess transport inhibitor,’ what is the relative impact of unstructured value stream on material handling.
Table 4. Pairwise comparison for three sub-inhibitor under transport inhibitor.
Similarly, pairwise comparison matrices between each of the third level sub-enablers of the agile manufacturing are generated. To complete all combinations of the interdependencies, a total of 44 (24 + 20) pairwise comparison matrices are developed.
Step 4: Supermatrix formulations
The supermatrix allows for a resolution of the effect of interdependencies that exist between the different elements of the system. is the supermatrix M having only diagonal elements which show results of the interdependency of each lean inhibitor. The supermatrix shows the eigenvalues of each of the causes of lean inhibitors which is found in step 3. The first column of the table shows the interdependency relationship between each sub-inhibitor of the excess transport inhibitor. To make the supermatrix column stochastic (each of the columns of the supermatrix needs to sum to one), The supermatrix Mis raised to the power 2k+1 where k is an arbitrarily large number. shows the converged stabilised supermatrix M which is obtained by raising the supermatrix M to the power 49. is the supermatrix N which shows results of the interdependency of each agile enabler. The first column of the table shows the interdependency relationship between each sub-enabler of the enabler strategies. Then, converged stabilised supermatrix N for agile enablers is developed and the matrix is converged to the power of 49. shows the converged supermatrix N of agile enablers.
Table 5. Supermatrix M for the lean inhibitors before convergence.
Table 6. Supermatrix m for the lean inhibitors after convergence (m49).
Table 7. Supermatrix N for the Agile Enablers before convergence.
Table 8. Supermatrix N for the Agile Enablers after convergence (N 49).
Step 5: Selection of the best dimension of sustainability
The selection of the best dimension of sustainability depends on the values of various desirability indices. These desirability indexes indicate the relative importance of the dimensions in supporting an inhibitor or enabler. In this case study, for each inhibitor or enabler, there are five desirability indices, one each for the five dimensions of sustainability.
The equation for desirability index (D) for the lean model is given by Meade and Sarkis (Citation1999):
Where
Wjl = Relative importance weight of eight lean inhibitors j on the lean philosophy l ()
Xkjl = Relative importance weight of each cause of lean inhibitor k (third level) of lean inhibitor j (second level) in the lean philosophy l for the dependency relationship between each inhibitor level ().
Ykjl = Stabilised relative importance weight from the supermatrix for each cause of lean inhibitor k of lean inhibitors j in the lean philosophy l for the interdependency relationship within each inhibitor level. ()
Z ikjl = Relative impact or weight of each dimension of sustainability i on each cause of lean inhibitor k in the lean philosophy l.
J = Index set for inhibitors of lean in the lean philosophy l.
Kjl = Index set of each cause of lean inhibitor k
i = Dimensions of sustainability-economic, environmental, social, ethical, and technology
The values of each of the importance weight are tabulated in , and the desirability index for each dimension of sustainability for lean manufacturing is found out.
Table 9. Desirability index for the lean model.
Desirability Index of economic sustainability for non-coordinated workstation inhibitor (third level) in the excess transport inhibitor (second level) is given by
Del = Relative importance weight of excess transport inhibitor on lean philosophy l+ importance weight of non-coordinated workstation sub-inhibitor on excess transport inhibitor (dependency relationship) +importance weight of the non-coordinated workstation sub-inhibitor on excess transport inhibitor (interdependency relationship) in the supermatrix +relative impact or weight of economic dimension of sustainability.
Similarly, desirability index is calculated for agile manufacturing model.
The equation for desirability index (D) for the agile model is given by Meade and Sarkis (Citation1999):
Where
Wja = Relative importance weight of four agile enablers j on the agile philosophy a (Table 5.3)
Xkja = Relative importance weight of each sub-enablers of agile k of Agile enabler j in the agile philosophy a for the dependency relationship between each enabler level
Ykja = Stabilised relative importance weight from the supermatrix for each sub-enablers of agile k of Agile enabler j in the agile philosophy a for the interdependency relationship within each sub-enabler level. (Table 5.9)
Zikja = Relative impact of each dimension of sustainability i on each sub-enabler k in the agile philosophy a.
J = Index set for enablers of agile in the agile philosophy a.
Kja = Index set of each sub-enabler of agile k
i = Dimensions of sustainability-economic, environmental, social, ethical, and technology
Desirability Index of economic sustainability for virtual enterprise sub-enabler (third level) in the enabler strategies (second level) is given by
Dea = Relative importance weight of virtual enterprise sub-enabler on agile philosophy a+ importance weight of virtual enterprise sub-enabler on enabler strategies (dependency relationship) + importance weight of the virtual enterprise sub-enabler on enablerstrategies (interdependency relationship) in the supermatrix +relative impact or weight of economic dimension of sustainability.
Dea = 0.518 * 0.293 * 0.0948 = 0.00287
The values of each of the importance weight are tabulated in , and the desirability index for each dimension of sustainability for agile manufacturing is found out. In the next section, we will discuss the various results obtained from the AHP and ANP process.
Table 10. Desirability index for an agile model.
6. Results and discussions
The sustainability framework has been developed and the most critical factors contributing to the low-level practice of lean inhibitors and high level of agile enablers is identified using AHP and ANP approach. Data are collected from the pharmaceutical industry. Following are the results obtained of validation of the model in the industry.
It is clear from that the industry gives more importance weight to excess inventory inhibitor (0.258) and less importance weight to unused worker creativity (0.021). The main cause of this waste is due to the poor commitment from the top management. Unused talents and skills of workers persist as a hidden waste in most of the industries. The management should be committed to listen to the ideas right from shop floor management level and should be encouraged. This improves employee morale and leads to social and ethical aspects of sustainability.
Now looking into agile criteria in Table 5.3,‘Strategies’ (0.518) are the most important criteria. Strategies take into account the long-term interest of the company in determining suitable business and operational policies. The main strategy that enables agility is ‘supply chain integration’ (0.356). Effective supply chain implies efficient integration of suppliers, manufacturers, warehouses, and stores. This improves the performance of the system such as reduced cost, increased service level, better utilisation of resources, and effective response to changes in the marketplace and thus contribute to sustainability. Agility is the people-centred paradigm in which the main focus is on meeting the service level.
shows the total desirability index of the lean and agile model for the five dimensions of the sustainability. The first column shows the five dimensions of sustainability. The second and third column shows the desirability index for each dimension of sustainability for the lean model and agile model. For Lean model, it can be stated that the weightage is more for economic aspects of sustainability (0.09364) followed by social (0.0829), environmental (0.07993), ethics (0.07192) and technological (0.06309) dimensions of sustainability. For Agile model, the weightage is more for social (0.04884) dimension followed by ethics (0.04195), economic (0.03943), technological (0.03692) and environmental (0.02379) dimensions of sustainability. Since agile manufacturing is people-centered paradigm the social and ethical pillar should have more weightage than other pillars of sustainability. By eliminating the lean inhibitors and enabling the agile factors into the system, we can boost the sustainability.
Table 11. Total desirability index of a lean and agile model.
shows various recommendations to pharmaceutical industry under each dimension of sustainability. Implementing these recommendations improves the overall productivity of the industry. Lean and Agile manufacturing practices can be used in the industry that leads to sustainability by enhancing the three pillars (economic, environmental, and social) and two enablers (technology and ethics). Being an ayurvedic pharmaceutical company, the agile concept of niche market will be beneficial to improve the productivity of the company.
Table 12. Recommendation to the pharmaceutical industry.
6.1. Gains and limitations of the study
Lean and Agile manufacturing paradigms can be used to enhance the sustenance of the manufacturing system. While lean manufacturing focuses on elimination of waste, Agile focuses on the rapid responsiveness of the uncertain changes in the market. Eliminating the lean inhibitors and enabling the agile factors into the system, we can boost the sustainability. Although lean and agile models look nice in theory but implementing the model that drives to sustainability in the industries is not simple and is complicated. Also, the model is validated in only one industry. Eliciting information from decision-maker for numerous pairwise comparison matrices can become tedious. By looking and analyzing more industry we will get a clear idea about how lean and agile strategies contribute to sustainability.
6.2. Future scope
The sustainability framework developed can be implemented in other industries so that accurate results of ANP can be obtained. The lean and agile manufacturing can be blended to legality, and the decoupling point of the lean and agile system can be found out. The decoupling point changes from one industry to another industry according to the nature of production such as made to order, assemble to order, make to order and engineering to order. Decoupling point helps the industry to find different strategies needed to achieve sustainability at a different situation.
Disclosure statement
No potential conflict of interest was reported by the authors.
Additional information
Notes on contributors
Vinay Venugopal
Vinay Venugopal is an alumnus of Amrita Vishwa Vidyapeetham, he completed his masters in manufacturing engineering from Amrita his areas of interests covers lean manufacturing, agile manufacturing and supply chain management
P. G. Saleeshya
P.G. Saleeshya is Professor of Mechanical Engineering at the Amrita University, Coimbatore, India. She received the M.Tech & PhD degree in Industrial Engineering and Operations Research (Agile Manufacturing) from Indian Institute of Technology, Bombay, India. Her areas of interest in teaching and research is mainly focused on operations strategy: agile manufacturing, lean manufacturing, lean six sigma, green design and manufacturing, and responsive supply chain, agility in textile industries. She got several publications in various international journals, and two book chapters
References
- Agarwal, A., R. Shankar, and M. Tiwari. 2006. “Modeling the Metrics of Lean, Agile and Leagile Supply Chain: An ANP-based Approach.” European Journal of Operational Research 173 (1): 211–225. doi:10.1016/j.ejor.2004.12.005.
- Alvandi, S., W. Li, M. Schönemann, S. Kara, and C. Herrmann. 2016. “Economic and Environmental Value Stream Map (E2VSM) Simulation for Multi-Product Manufacturing System.” International Journal of Sustainable Engineering 9 (6): 354–362. doi:10.1080/19397038.2016.1161095.
- Anvari, A., N. Zulkifli, and R. Yusuff. 2012. “A Dynamic Modeling to Measure Lean Performance within Lean Attributes.” The International Journal of Advanced Manufacturing Technology 66 (5–8): 663–677. doi:10.1007/s00170-012-4356-0.
- Brown, S., and J. Bessant. 2003. “The Manufacturing Strategy-Capabilities Links in Mass Customization and Agile Manufacturing and Exploratory Study.” International Journal of Operations & Production Management 23 (7): 707–730. doi:10.1108/01443570310481522.
- Chiarini, A. 2014. “Sustainable Manufacturing-Greening Processes Using Specific Lean Production Tools: An Empirical Observation from European Motorcycle Component Manufacturers.” Journal of Cleaner Production 85: 226–233. doi:10.1016/j.jclepro.2014.07.080.
- Dombrowski, U., T. Mielke, and S. Schulze. 2012. “Lean Production Systems as a Framework for Sustainable Manufacturing.” In Sustainable Manufacturing, edited by G. Seliger. Berlin, Heidelberg: Springer, 17-22.
- Dubey, R., and A. Gunasekaran. 2014. “Agile Manufacturing: Framework and Its Empirical Validation.” The International Journal of Advanced Manufacturing Technology 76 (9–12): 2147–2157. doi:10.1007/s00170-014-6455-6.
- Faulkner, W., and F. Badurdeen. 2014. “Sustainable Value Stream Mapping (Sus-Vsm): A Methodology to Visualize and Assess Manufacturing Sustainability Performance.” Journal of Cleaner Production 85: 8–18. doi:10.1016/j.jclepro.2014.05.042.
- Garbie, I. H. 2013. “DFSME: Design for Sustainable Manufacturing Enterprises (An Economic Viewpoint).” International Journal of Production Research 51 (2): 479–503. doi:10.1080/00207543.2011.652746.
- Garetti, M., and M. Taisch. 2012. “Sustainable Manufacturing: Trends and Research Challenges.” Production Planning & Control 23 (2–3): 83–104. doi:10.1080/09537287.2011.591619.
- Gunasekaran, A. 1998. “Agile Manufacturing: Enablers and an Implementation Framework.” International Journal of Production Research 36 (5): 1223–1247. doi:10.1080/002075498193291.
- Gunasekaran, A. 1999. “Agile Manufacturing: A Framework for Research and Development.” International Journal of Production Economics 62 (1–2): 87–105. doi:10.1016/S0925-5273(98)00222-9.
- Habidin, N., F. MohdZubir, F. Anis, M. L. Nursyazwani, N. Azrin, and M. N. A. Azman. 2017. “Critical Success Factors of Sustainable Manufacturing Practices in Malaysian Automotive Industry.” International Journal of Sustainable Engineering 5: 1–6.
- Hines, P., M. Holweg, and N. Rich. 2004. “Learning to Evolve: A Review of Contemporary ‘Lean’ Thinking’.” International Journal of Operations & Production Management 24 (10): 994–1011. doi:10.1108/01443570410558049.
- Larson, T., and R. Greenwood. 2004. “Perfect Complements: Synergies between Lean Production and Eco-Sustainability Initiatives.” Environmental Quality Management 13 (4): 27–36. doi:10.1002/(ISSN)1520-6483.
- Lekurwale, R., M. Akarte, and D. Raut. 2014. “Framework to Evaluate Manufacturing Capability Using Analytical Hierarchy Process.” The International Journal of Advanced Manufacturing Technology 76 (1–4): 565–576. doi:10.1007/s00170-014-6284-7.
- Maasouman, M., and K. Demirli. 2015. “Development of a Lean Maturity Model for Operational Level Planning.” The International Journal of Advanced Manufacturing Technology 83 (5–8): 1171–1188. doi:10.1007/s00170-015-7513-4.
- Manjunatheshwara, K. J., and S. Vinodh. 2017. “Application of TISM and MICMAC for Analysis of Influential Factors of Sustainable Development of Tablet Devices: A Case Study.” International Journal of Sustainable Engineering 11 (5): 353–364. doi:10.1080/19397038.2017.1387186.
- McCarthy, I.. 2002. ‘Manufacturing fitness and NK modeling,’Proceedings 2nd International Conference of the Manufacturing Complexity Network, University of Cambridge: Cambridge, 27-35.
- Meade, L. M., and J. Sarkis. 1999b. “Analyzing Organizational Project Alternatives for Agile Manufacturing Processes: An Analytical Network Approach.” International Journal of ProductionResearch 37 (2): 241–261. doi:10.1080/002075499191751.
- Miller, G., J. Pawloski, and C. Standridge. 2010. “A Case Study of Lean, Sustainable Manufacturing.” Journal of Industrial Engineering and Management 3 (1): 11–32.
- Molamohamadi, Z., and N. Ismail. 2013. “Developing a New Scheme for Sustainable Manufacturing.” International Journal of Materials, Mechanics and Manufacturing 1 (1): 1–5. doi:10.7763/IJMMM.2013.V1.1.
- Pham, D. T., P. T. N. Pham, and A. J. Thomas. 2008. “Integrated Production Machines and Systems – Beyond Lean Manufacturing.” Journal of Manufacturing Technology Management 19 (6): 695–711. doi:10.1108/17410380810888094.
- Pham, D. T., and A. J. Thomas. 2011. “Fit Manufacturing: A Framework for Sustainability.” Journal of Manufacturing Technology Management 23 (1): 103–123. doi:10.1108/17410381211196311.
- Saaty, T. L. 1980. The Analytic Hierarchy Process. New York: McGraw- Hill.
- Saaty, T. L. 1996. Decision Making with Dependence and Feedback: The Analytic Network Process. Pittsburgh, PA: RWS Publication.
- Saleeshya, P. G., K. Thampi, and P. Raghuram. 2012. “Acombined AHP and ISM-based Model to Assess the Agility of Supply Chain - a Case Study.” International Journal of Integrated Supply Management 7 (1/2/3): 167–191. doi:10.1504/IJISM.2012.051050.
- Salwa, H., A. Rashid, S. Evans, and P. Longhurst. 2008. “A Comparison of Four Sustainable Manufacturing Strategies.” International Journal of Sustainable Engineering 1 (3): 214–229. doi:10.1080/19397030802513836.
- Sawhney, R., P. Teparakul, A. Bagchi, and X. Li. 2007. “En-Lean: A Framework to Align Lean and Green Manufacturing in the Metal Cutting Supply Chain.” International Journal of Enterprise Network Management 1 (3): 238–260. doi:10.1504/IJENM.2007.012757.
- Seliger, G. 2012. Sustainable Manufacturing. 1st ed. Berlin: Springer.
- Singh, H., and R. Mahmood. 2014. “Manufacturing Strategy and Export Performance of Small and Medium Enterprises in Malaysia: Moderating Role of External Environment.” International Journal of Business & Commerce 3 (5): 37–52.
- Singh, S., E. Olugu, and S. Musa. 2016. “Development of Sustainable Manufacturing Performance Evaluation Expert System for Small and Medium Enterprises.” Procedia CIRP 40: 608–613. doi:10.1016/j.procir.2016.01.142.
- Tharun Thomas, P. G. S., and P. Harikumar. 2017. “A Combined AHP and ISM-based Model to Assess the Leanness of A Manufacturing Company.” International Journal of Business Performance Management 5: 1–24.
- Vinodh, S. 2010. “Improvement of Agility and Sustainability: A Case Study in an Indian Rotary Switches Manufacturing Organization.” Journal of Cleaner Production 18 (10–11): 1015–1020. doi:10.1016/j.jclepro.2010.02.018.
- Womack, J.P., Jones, D.T. and Roos, D. 1990. The Machine that Changed the World, New York: Macmillan.
- Womack & Jones. 1996. Lean Thinking. New York,15.