
ABSTRACT
The fashion industry is responsible for a significant contribution to environmental pressure in the European Union. The present study aims to quantify the environmental impacts of a leather shoe production chain and identify the most criticalities in terms of companies, processes, and materials. The Life Cycle Assessment (LCA) methodology was used to assess the impacts related to the production of a pair of classic man leather shoes.
Slaughtering and tanning resulted in the less environmentally sustainable stages for almost all the analysed impact categories, except water resource depletion and ozone layer depletion. Such outcomes are mainly due to the high distance from animals’ skin suppliers to slaughterhouses and tanneries, the use of lorries transport, and the large use of unsustainable chemicals to treat the leather. Going downstream, the main hot spot refers to the use of cotton during upper manufacturing and shoe assembly and finishing.
Three alternative realistic production scenarios were simulated to find the best sustainable mix. They focused on alternative means of transport, the substitution of cotton, and green purchasing of upper and lining. An environmental impact reduction of about 30% can be obtained if all the suggested scenarios are implemented.
1. Introduction
During the last years, consumers’ awareness on sustainability themes is rapidly increasing, especially in certain markets (e.g. Northern Europe or Japan). Moreover, European and International governments are issuing long-term programmes to set a strategic vision with the aim to drastically reduce the impacts caused by human activities on the environment (European Parliament and Council Citation2013). Therefore, the environmental sustainability concept is currently a key aspect to take into account (Costantini et al. Citation2017).
This is particularly interesting in the context of products manufactured through different production steps, involving stakeholders in a complex supply chain (SC). Indeed, the themes of SC management (SCM), SC efficiency, and sustainable SCM have become very important at both the industry and research levels (Liu, Leat, and Hudson Smith Citation2011; Pires Ribeiro and Barbosa-Povoa Citation2018; Scavarda et al. Citation2019; Bevilacqua, Ciarapica, and Giacchetta Citation2008). SC network design should incorporate carbon emissions and environmental policies aimed at achieving substantial emission reductions and lower resource consumption (Waltho, Elhedhli, and Gzara Citation2019; Bevilacqua et al. Citation2011; Sangwan, Choudhary., and Batra Citation2017). However, currently, environmental sustainability is not being practiced in the SC of many industries. No clear strategies to achieve sustainability across SC have been outlined and thus further investigations by using consolidated environmental assessment methods are necessary for the most impactful industries (Suhi et al. Citation2019).
Considering the industrial sector, the fashion industry (particularly companies involved in the production of clothing and footwear goods) is responsible for a significant contribution of the environmental pressure in the European Union (Styles, Schoenberger, and Galvez-Marts Citation2012; Muthu Citation2015). Also, due to public scandals (e.g. animals mistreating, use of unhealthy substances, not safe working conditions for operators involved in the production chain), the fashion industry is emerging as one of the most criticised industries (Turker and Altuntas Citation2014; Winter and Lasch Citation2016). Due to the consolidation in the last decades of the fast-fashion approach (i.e. rapid acquisition and disposal of mass-produced fashion items), companies need to innovate their business models towards more sustainable solutions (Tran and Jeppesen Citation2016; Todeschini et al. Citation2017). According to a recent report from the Ellen MacArthur Foundation (Citation2017), the current system for producing, distributing, and using clothing is extremely wasteful and polluting, and following the current trend of the fashion/textile industry impacts, the consequences will be potentially catastrophic for the entire planet. The proper management of environmental and social sustainability challenges in the fashion industry requires considering both internal processes and products, as well as aspects related to the entire SC network (Moretto et al. Citation2018).
Focusing on footwear products, different literature studies have been developed to promote the environmental sustainability concept within this industrial sector. Herva, Álvarez, and Roca (Citation2011) presented a methodology to combine ecological footprint and environmental risk assessment for the development of sustainable and safe children’s shoes. Luximon and Jiang (Citation2016) investigated the role of fitting and comfort features in the environmental impact of footwear products, by analysing the influence on product service life. Caniato et al. (Citation2012) presented a study to clarify the most important drivers and the most common practices used by international brands to improve their environmental sustainability. Tatàno et al. (Citation2012) characterises the chemical/physical properties of shoe manufacturing wastes (mainly synthetic processing origin) and investigated their reuse as soil organic-nitrogen fertilisers (derived from vegetable-tanned leather wastes). Also, the footwear end of life has been analysed by several studies, to understand the opportunities related to material recycling (Lee and Rahimifard Citation2012) and remanufacturing (Dissanayake and Sinha Citation2015).
Specific attention has been posed by researchers on the leather industry (Chowdury et al. Citation2018; Moktadir et al. Citation2018), a key segment of the leather shoe SC. For example, Bhavan, Rao, and Nair (Citation2008) developed a new leather processing technique based on a biochemical approach, to reduce the chemical oxygen demand in the wastewater generated by tanneries. Chen, Lin, and Lee (Citation2014) presented a study about the carbon footprint of the aniline leather in a cradle-to-gate scenario. Kılıç et al. (Citation2018) assessed the corporate carbon footprint of a tannery in Turkey discovering that most of the impacts are due to solid waste landfilling and electricity/fuel required during the different processing phases. Milà I Canals et al. (Citation2002) used life cycle assessment (LCA) to investigate the most critical hot-spots in the chrome-tanned bovine leather (i.e. the most widespread leather typologies in the footwear industry), as well as to define a regional environmental label for leather products. Similarly, Notarnicola et al. (Citation2011) derived the eco-profiles of two product systems concerning the bovine leather manufactured in Italy and Spain. More recently, Tasca and Puccini (Citation2019) carried out an LCA to estimate impacts on the environment and human health related to retaining, fatliquoring, and dyeing phases during leather tanning. In their case study, the most critical items resulted in the electricity needed for drum rotation and the production of azo dyes. Daddi et al. (Citation2016), instead, developed a specific LCA-based methodology to analyse the environmental sustainability of a cluster of companies and experimented it in a tanning district in the Tuscany region, Italy.
One of the first LCA studies completely focused on shoes was presented by Perdijk, Luijten, and Selderijk (Citation1994) who developed an eco-labelling of footwear products and established a basis for future studies in this field. Successively, Albers, Canepa, and Miller (Citation2008) compared the environmental profile of a pair of shoes made of conventional materials (mainly leather, rubber, and plastic parts) by the Simple Shoe brand, with three other variants made with green materials. Results indicated that traditional shoes are the most impactful, but relevant details about materials inventory and modelling are lacking. Also, the analysed products cannot be considered classic leather shoes. Rivera Muñoz (Citation2013) carried out water, energy, and carbon footprints of a pair of leather shoes manufactured in Mexico. However, the modelling of key materials as leather is too simplified to be considered reliable. Gottfridsson and Zhang (Citation2015) analysed the impacts of shoes through the LCA methodology, but they mainly focused on the influence of shoe consumption of Swedish customers and considers different typologies of shoes (i.e. waterproof, rubber and plastic, leather, textile). Also, Silvestre Zottin (Citation2019) developed an interesting LCA-based study for three different footwear models in an eco-friendly company, but this study considered sneakers shoes. Gül et al. (Citation2015), instead, investigated the problem of how to define the product environmental footprint category rules for footwear products. However, this study is completely focused on non-leather shoes. The most interesting related studies have been presented by Milà et al. (Citation1998) and Cheah et al. (Citation2013). However, in the first one, a simplified and semi-quantitative methodology has been applied; this certainly reduces the significance and the reliability of the obtained results. The second one, instead, only considers the global warming potential indicator and is focused on running shoes. More recently, different sports brands (i.e. Puma and Nike) conducted a carbon footprint of their running shoes (Puma Citation2009; Nike Citation2010). Also, an Italian company certified a model of their outdoor shoes (Environmental Product Declaration – EPD) according to the Product Category Rules (PCR) for leather shoes (AKU Citation2017).
The present study aims to integrate the state of the art by proposing an environmental impact assessment study, based on the standard LCA methodology, focused on a SC of classic leather shoes. This can be considered a gate-to-gate analysis, including all the phases and stakeholders from slaughterhouse and skin conservation to shoe manufacturing. Ten different categories calculated through the ILCD 2011 Midpoint impact assessment method have been used to identify the environmental hotspots of the analysed SC, to simulate different scenarios, and propose possible opportunities to reduce the negative impacts. Several novelties and improvements over the state of the art shortcomings can be identified: (i) this study focuses on classic leather shoes, while the existing studies mainly concern other typologies as running shoes, casual shoes, sneakers, etc.; (ii) the inventory of the present LCA is very detailed considering the entire SC (except farming step), while in literature studies major simplifications have been observed particularly on shoe materials, with unavoidable negative effects on results reliability; (iii) a small set of indicators is usually adopted in existing LCA studies (e.g. only global warming potential), while the present one considers ten impact categories to have a comprehensive view on the environmental impacts and their causes; (iv) as a general comment, this study is essential to highlight the importance of having a complete view on the SC to effectively pursue environmental sustainability, especially in the fashion and shoes production sectors.
The rest of the paper is organised as follows. Section 2 presents the Material and Method for the LCA study with full details about the inventory data used for the assessment and description of the Life Cycle Impact Assessment phase. Section 3 reports the interpretation of the obtained results, Section 4 compares different alternative production scenarios and contains a discussion about related benefits. Finally, in Section 5 some conclusions and proposals for future work are included.
2. Material and method
2.1. Goal of the study
The main goal of this study is to perform an environmental assessment of a leather shoe production chain compliant with the standards ISO 14,040–14044 (ISO, 2006a, 2006b). More specifically the LCA study aims to identify the SC criticalities, in terms of the most impactful companies, production steps/activities, and materials. Three alternative realistic production scenarios have been also simulated to find the best production mix towards a more sustainable production chain.
The results should be of interest, at first, for the involved companies to understand their current environmental profiles and to prioritise possible improvement strategies. Also, the study can be used as a reference by other companies involved in shoe manufacturing for a benchmark of their environmental performance.
2.2. Functional unit
According to the abovementioned ISO standards, the functional unit (FU) can be defined as an equivalent amount of product, service, or process function that provides a reference unit to compare different systems.
In this study, the FU is defined as ‘the production of 1 pair of man classic leather shoes’. The packaging is included in the considered functional unit, due to the fact it represents an indivisible part of the sold product. For the analysis, the production of a leather shoe manufacturer located in Central Italy and its SC were considered.
2.3. System description and boundaries
In general, a SC can be defined as a network of companies that collaborate by exchanging materials and information to reach a common objective: the production of materials, semi-finished goods, and final products. In the case of the considered SC, the final goal is the manufacturing of leather shoes, and the main phases involved are essentially the raw material production, the assembly of semi-finished components, the shoe assembly, and the finished product distribution, use, and end of life (). A peculiarity of the leather shoe SC is the involvement of several companies (typically small and medium enterprises) specialised in the production of the different materials, semi-finished parts, and components, or even in the realisation of specific tasks (e.g. cutting of leather, the realisation of plastic injections, finishing of products).
Figure 1. The leather shoe supply chain
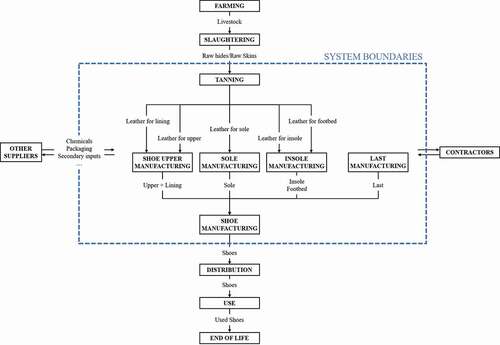
The considered SC starts from the farming process, in particular from the livestock of different animal species (bovine, ovine, caprine, swine, or exotic animals as crocodiles). After the slaughtering process, the fresh skins (scraps of the meat and milk industries) are conserved, through the use of common sea salt, and/or dried, both naturally and through the use of cold air. This step is essential to prevent or at least slow down the degradation which would make the skins unusable for successive applications.
However, at this stage the skin is not a stable material, thus it must be opportunely treated. To this aim, the tanning process represents the link between the livestock/meat industry and the shoe SC (Joseph and Nithya Citation2009; Daddi, Nucci, and Iraldo Citation2017). This step can be certainly considered as the core of the entire shoe SC since tanned leather represents the primary input for the production of the main shoe components. Tanneries receive skins from slaughterhouses and, through several chemical and mechanical processes, transform them into a more durable good, the leather (Sreeram and Ramasami Citation2003; Black et al. Citation2013). Generally, the tanning process is composed of several sub-steps in which the skins are soaked within a water-based solution contained in a series of large tanks (fixed) or drums (rotating). The chemical solutions used in the different sub-steps contain a mixture of synthetic and natural substances (e.g. salts, acids, vegetal tannins, pigments) which jointly allow stabilising the characteristics of the skins. Finally, additional mechanical treatments (e.g. split, cut) are needed to obtain the finished leather. However, depending on the input (i.e. fresh, salted, or dried skins), the substances used and the leather typology to obtain (e.g. leather for soles, for bags, for seats, for shoe uppers), the tanning process can vary considerably. The most important tanning process typologies are the following:
Mineral tanning, which mainly uses mineral salts as tanning agents. In particular, the most common processes are based on the use of chromium salts, which produce a semi-finished leather called ‘wet-blue’ (from the colour of the material obtained after the treatment);
Vegetal tanning, a traditional method based on the use of different vegetal tannins. This process can be realised in tanks to obtain leather for soles, or in barrels to obtain leather for other applications (as in the case of mineral tanning).
The next steps along the considered SC are related to the manufacturing of the shoe main components realised based on the leather provided by tanneries: shoe upper, lining, sole, and insole. All these parts are manufactured by specialised companies that generally operate in parallel.
Shoe upper manufacturers cut the leather pieces based on the shoe style, to separately obtain the shoe upper (generally produced by using bovine leather) and the lining (generally produced by using swine or ovine leather). Successively the same companies are involved in the assembly of finished shoe uppers, which are realised through the seam of the uppers and the linings with the possible addition of accessories (e.g. buckles, rings).
Sole manufacturers are involved in the realisation of the external bottom part of shoes. In particular, soles are manufactured based on cut pieces of leather for soles, assembled with other materials, parts, and accessories (e.g. rubber tread shoe, heel, welt), and, successively, treated with dyeing and finishing processes.
Insole manufacturers, instead, are responsible for the production of the internal bottom parts of shoes. Insole and/or footbed of different shapes and dimensions are realised by using leather (the principal material) coupled with other secondary materials (e.g. rubber, plastic foam).
The shoe assembly process requires the manufacturing of another part, the shoe last. It is essentially a 3D model of a human foot made of wood or plastic (mainly high-density polyethylene), which is used to shape footwears and to assemble the shoe upper with the insole and sole (Luximon and Luximon Citation2009).
All the main shoe components are provided to the shoe factory, which is responsible for the shoe assembly (e.g. mounting of uppers, the seam of uppers and insoles, gluing of soles, assembling of laces) and finishing (e.g. polishing), realised through manual and/or semi-automatic operations (Luximon Citation2013).
The SC is completed by suppliers that provide to the main network other secondary input materials, semi-finished products, chemicals, packaging, etc. Also, contractors, which are involved to realise particular treatments (e.g., laser refinement, piercing), actively collaborate in the production of leather shoes. The former are contracted to supply goods, while the latter are contracted to supply services. Both are outside the system’s boundaries because their internal processes have been neglected due to lack of data, only inputs provided by suppliers and transports (to/from both) have been considered.
After the shoe manufacturing, the downstream SC includes their distribution to end-users, the use of shoes, and finally their discard at the product end of life.
As shown in the system boundaries of the presented LCA study include all the phases from the slaughtering to the shoe assembly processes. The first step of the SC (i.e. farming) has been excluded since animal skins can be considered as a waste of another SC (UNIDO Citation2012). Animals are bred to obtain meat or milk used by the food industry, therefore impacts related to their farming are considered null for the considered SC (Roma et al. Citation2015; Djekic and Tomasevic Citation2016; Huerta, Güereca, and Lozano Citation2016; Noya et al. Citation2017). It is worth noting that this kind of modelling is not the univocal possible alternative, but it is fully compliant with several correlated reports and studies, as the Best Available Techniques (BAT) Reference Document for the Tanning of Hides and Skins (European Commission, Joint Research Centre Citation2013), the Reference Document on Best Available Techniques in the Slaughterhouses and Animal By-products Industries (European Commission Citation2005), the study on LCA of leather by Joseph and Nithya (Citation2009), the study on bovine leather by Notarnicola et al. (Citation2011), the Handbook by ECO2L (Citation2011), as well as the EU Ecolabel criteria on Footwear and some relevant PCRs (i.e. ‘Meat of Mammals’, ‘Finished Bovine Leather’, the Basic Module PCR for leather and leather products). Also, the downstream SC has been excluded from the study because this segment is out of the scope concerning the selected functional unit.
The following additional assumptions have been made for the collection of relevant data:
Aggregated data related to one year of production have been collected from each involved company;
The full set of primary data have been collected for companies included within the system boundaries, which are directly involved in the production of the main shoe components (see details in the Life Cycle Inventory section);
For the other secondary input (e.g., laces, accessories, chemicals, packaging) provided by companies outside the system boundaries, only material flows (e.g., the quantity of board for packaging, the quantity of stainless steel for buckles) and the related environmental impact have been considered, while data related to manufacturing (i.e., suppliers processes) are not included in the study;
The compositions of chemicals have been modelled based on information retrieved in the technical and safety data sheets;
Transports are considered for all the material flows, except for the final shoes, scraps, wastes, and by-products of each company;
Maintenance of equipment and production facilities has not been considered in the LCA study.
2.4. Allocation
This study required to apportion the environmental impacts among the multiple outputs produced in each step of the considered SC. For example, the shoe manufacturer produces three different shoe typologies (i.e. classic, casual, prototypes), the sole manufacturer produces two typologies of soles (i.e. leather, leather+rubber), insole manufacturer produces two main outputs (i.e. insole, footbed), etc. Since only aggregated data were available for each partner (e.g. yearly consumption of energy, water, materials, chemicals), it was not possible to apply the subdivision approach by dividing the unit processes into different sub-processes and collecting primary data related to these sub-processes. Neither was it possible to expand the product system through an enlargement (i.e. to include additional processes and functions) or substitution (i.e. to isolate the impact of just one function by subtraction of impact related to the other functions), according to the system expansion approaches (Moretti et al. Citation2020). The enlargement was not appropriate since the chosen goal of the study and functional unit require to consider only specific products and not all the outputs produced in each SC step. The substitution was not possible since appropriate substitutes for the ‘other’ outputs in each SC step are not available to quantify the impacts to be subtracted. Therefore, an allocation by physical causality has been applied. In particular, the environmental impacts of each partner have been distributed based on the quantity of each primary and secondary output produced, while no impacts have been allocated to by-products.
Another relevant aspect to consider was related to the fact that not all the semi-finished products (e.g. tanned leather, soles) produced by the companies involved in the study are used within the considered SC. For example, tanneries produce tanned leather also for other sectors as the automotive or furniture industries. For this reason, the impacts related to each material flow have been opportunely scaled by considering the quantity produced by the company supplier and the quantity needed by the company user. The following reports an example of the allocation procedure applied.
Figure 2. Allocation procedure used to calculate the impacts of each input/output flow
2.5. Life cycle inventory
The life cycle inventory identifies and quantifies the environmental flows within the system boundaries. It was elaborated according to the model described in . It includes one slaughterhouse, three tanneries, one using vegetable tanning, and the others using chrome tanning; one sole manufacturer; one insole manufacturer; one last manufacturer; two shoe upper manufacturers; and one shoe manufacturer. The main flow shows the materials and semi-finished products received/sent in input/output from/to other companies of the SC network. Materials and semi-finished products received from companies not included in the SC network, such as accessories, packaging materials, and chemicals were considered as a secondary input. For both primary and secondary input, related transports data were included. From the resources point of view, the consumption of electricity, heat, and water was considered. Details about outsourced treatments were collected to include the related transports in the analysis. The waste output generated by the manufacturing processes, included in the analysis, are material losses, solid wastes, wastewater, emissions to air, and emissions to water. A secondary output that generates revenue or is reused to manufacture other products (i.e. by-products) was not considered as waste.
Figure 3. Process chain and data categories included in the LCA
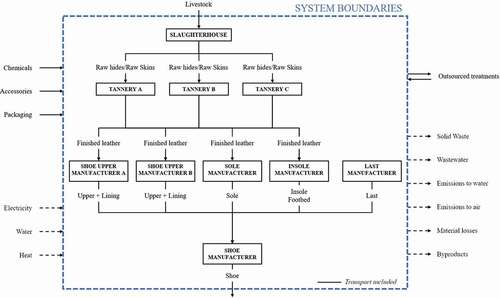
The inventory was based on site-specific data directly collected from SC participants in the study. They represent the average data of a typical year of production. Primary data have been used to describe emissions to air and water, while all the other flows have been modelled by background data from the Ecoinvent v3.1 database. This phase was supported by the use of structured questionnaires, administrated to SC actors, and a specification document needed to link each flow to the Ecoinvent datasets. No cut-off was applied to the collected data.
2.5.1. Life Cycle Inventory
LCA modelling was carried out starting from the creation of processes relative to semi-finished products that are representative of the leather shoe SC. In , the input/output flows within the SC network are reported. The output amounts refer to the total quantities produced to properly allocate the impacts. The input amounts only refer to the quantities bought from SC suppliers to ensure the proper matching input-output.
Table 1. Inventory data for main input/output
2.5.2. Secondary input/output
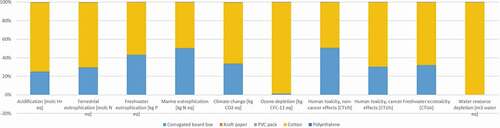
summarises the quantities relative to secondary input and by-products for each SC actor. The largest use of packaging materials occurs downstream. It refers to corrugated board boxes and cotton used to pack shoes. Among the materials for accessories, the higher quantities were observed for nylon 6 and cotton used for interlinings, wood, and polyurethane used for heels, steel plate used for lasts, paperboard components of the insoles, rubber and ethylene-vinyl acetate used by the sole manufacturer.
Table 2. Inventory data for secondary input/output
Due to the large use of chemicals (more than a thousand different products) with several active ingredients, in , they are grouped according to their function (downstream) or process stage (tanneries and slaughtering). The adoption of two different classifications aims to better represent the real application. As expected, the use of chemicals downstream is almost negligible compared to those used for leather salting, liming, and tanning.
Finally, concerning by-products the main flows are leather scraps, manure, and polyethylene respectively from tanning, slaughtering, and the last production.
2.5.3. Energy carriers and water
For each SC stage, the electricity consumed for the production steps was collected (). Slaughterhouse, tanneries, sole producer, insole producer, shoe upper producers, and last producer use electricity from the standard grid mix of the provider. The sole producer has a photovoltaic plant for internal energy production. The shoe producer uses a specific grid mix (i.e. nuclear, liquefied petroleum gas, natural gas, hard coal, renewable energy, and other fossil energies) agreed with the provider. About the heating fuel consumed for production steps, also information related to the boiler was collected. Data related to the water employed for the production steps were gathered, specifying the sources. Data highlights that the tanning industry is the principal consumer of water.
Table 3. Inventory data for energy carriers and water
2.5.4. Emissions
and respectively summarise the emissions to air and water measured in each SC stage. All the data considered in the present study has been derived from different documents provided by the involved companies: mandatory monitoring reports on air and water emissions imposed by national or international legislation, voluntary product and process certifications as ISO 14,001, Eco-Management and Audit Scheme (EMAS), EU Ecolabel, Der Blaue Engel, etc., reports of previous or on-going projects developed within each involved company, documentation about the performance of private or consortium water treatment plants. Almost all tanning process steps and slaughtering generate emissions to water by their nature. Instead, the emissions to air are limited to the liming and pickle stages. About the shoe upper manufacturing stage, it generates emissions to air in the following steps: leather split, dyeing, and upper/lining assembly. The use of colourants, pigments, and dyes and the bonding of heel and welt is the sole production steps responsible for emissions to air. Those generated by the insole producer are mainly due to the use of adhesives for the bonding of the metal shank and the paperboard components. Both shoe assembly and shoe finishing generate emissions to air due to the use of several chemicals. The quality control area is the only step of the shoe manufacturer that generates emissions to water. It is due to the presence of a spray cabin to finish shoes.
Table 4. Inventory data for emissions to air
Table 5. Inventory data for emissions to water
2.5.5. Solid waste
reports the number of wastes produced by each site and how they are disposed of (i.e. municipal incineration, municipal landfilling, recycling, different treatment). The most of wastes are produced at the tanning stage were scraps of leather and other wastes from organic matter. The significant wood waste is due to the large use of pallets to store and transport the leather. Considering the involved SC, Italian companies usually pay more attention to the end of life stage than the foreign shoe upper producer B, as demonstrated by the higher recycling rate.
Table 6. Inventory data for solid waste
2.5.6. Transportation
Transport processes include transport of (i) semi-finished products within the system boundaries; (ii) accessories, chemicals, and packaging materials from external suppliers, and (iii) products that have to undergo outsourced treatments (). The location of each actor was then mapped.
Table 7. Inventory data for transports
Different transportation scenarios were created by dividing the world map into thirty regions (). For each region, a representative point, airport, and harbour were identified (in the figure the Central East of Latin America is shown as an example). According to the specific means of transportation (truck, rail, sea, air), a set of standard routes was defined, and the corresponding transport distances calculated (representative km). The shorter road routes to/from the representative starting/arrival point were also established (Van Dam and Bos Citation2004) that it was assumed to be covered by Euro3 lorry with 3.5–7.5 t capacity. Extra regional transports by road were assumed to be executed by a lorry with 7.5–16 t capacity.
Figure 4. Definition of transportation scenarios

3. Results
After the identification of all the flows involved in the analysed SC, their modelling for the evaluation of the environmental impacts has been realised. In particular, SimaPro 8.05.13 has been used as an LCA software tool for the environmental impact calculation, and the EcoInvent database version 3.1 has been used as a supporting inventory database. Among its available datasets the ‘Allocation Def, System Model’ has been chosen. All the data used in the LCI phase have been derived from direct interviews of all the involved SC actors. The use of a large number of chemicals and the production of a high quantity of water waste in the leather shoes’ SC lead to consider both effects on human health and water toxicity and depletion. The impact calculation method is the ILCD 2011 Midpoint V1.06 method, developed by the Joint Research Centre (European Commission, Joint Research Centre, Institute for the Environment and Sustainability Citation2012), and the related impact indicators selected for the analysis are presented in .
Table 8. Impact assessment method and categories
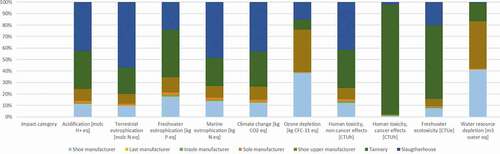
At first, environmental impact results are displayed for each phase of the analysed SC both in graphical () and numerical () ways, for the selected environmental impact indicators.
Table 9. Environmental impacts of shoe supply chain actors
Figure 5. Environmental impact contributions of the shoe supply chain phases
3.1. Global and regional environmental effects
Concerning the global and regional environmental effects, in particular, the impact on Acidification, Eutrophication, Climate change, the most impactful phases of the analysed SC are related to slaughterhouse, tanneries, shoe manufacturer, last manufacturer. On the other side, the total impact of shoe upper, insole, footbed, and sole manufacturers loads for less than 5%. More specifically slaughterhouse represents the most impactful phase for the transport of animals from several Countries located at high distances from it and due to fact, the most common means of transport used are lorries (). Tannery represents the second most impactful phase due to the use of high quantities of chemicals to treat leather (e.g. to dye it and to improve its finishing effects), which cause significant impacts on the selected impact categories (). These results are in line with the existing literature studies, both for the consolidated link between road transportation and atmospheric pollution and also for the correlation of the tanning process and negative environmental effects. Several research works confirm that tannery determines significant air emissions of gases (e.g. CH4, NH3), which are responsible for the contribution to the Global Warming, Photochemical oxidation, Acidification, and Eutrophication (Milà I Canals et al. Citation2002; Bhavan, Rao, and Nair Citation2008; Chen, Lin, and Lee Citation2014; Kılıç et al. Citation2018).
Figure 6. Environmental impact contribution of Slaughterhouse internal phases
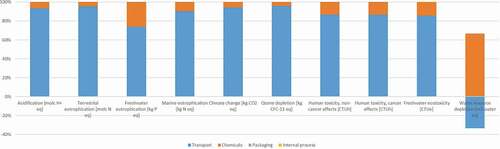
Figure 7. Environmental impact contribution of Tanneries internal phases
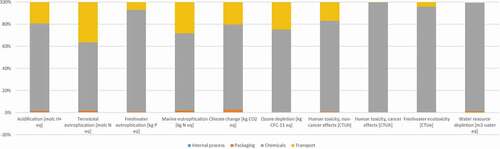
For what concerns the third most affecting phase, i.e. the shoe manufacturer, its impact is primarily due to the presence of cotton in shoe packaging and to the transportation of leathers that travel from European and extra-European Countries by lorries or aircraft (). Focusing on packaging, the presence of cotton contributes for more than 66% to the total packaging impact for Acidification, Terrestrial eutrophication, Climate change, Human toxicity, Cancer effects, and Freshwater ecotoxicity impact categories, and for 99% and 100% respectively for Ozone and Water resource deplaion impact categories ().
Figure 8. Environmental impact contribution of Shoe Manufacturer internal phases
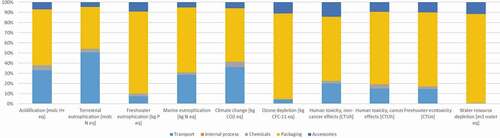
Figure 9. Environmental impact contribution of Shoe Manufacturer packaging phase
Also, the impact of the fourth most impactful phase, i.e. the shoe upper manufacturer, is primarily due to the use of cotton in packaging and accessories (e.g. laces). These results are in line with the literature related to this field. According to Scheffer (Citation2005), cotton cultivation determines about 11% of the world’s pesticides and about 25% of the insecticide’s global consumptions, with a direct influence on the greenhouse effects. Also, the cotton production phase presents high impacts, essentially due to the use of reactive reagents and pigments and for the consumption of a high amount of electrical and thermal energy (Bevilacqua et al. Citation2014).
The high energy consumptions related to cotton production determine a high impact in the Ozone depletion category, where the shoe and upper manufacturers are the two most impactful actors (respectively 38.4% and 36.9% of the total impact in this category).
3.2. Human toxicity, cancer effects, and freshwater ecotoxicity
The tannery phase burdens more than 95% in the Human toxicity, cancer effects, and about 64% in the Freshwater ecotoxicity impact categories. Two of the tanneries of the considered SC use the Chromium Oxide as a leather tanning agent, thus determining direct and severe effects on these specific impact categories. Wastes produced during the process contained significant toxicological loads (Milà I Canals et al. Citation2002), both for humans and freshwater.
3.3. Water resource depletion
For what concerns the Water resource depletion impact category, the most impactful phases are represented by the shoe manufacturer (41%) and by the shoe upper manufacturer (41%). In particular, also, in this case, most of the impacts are due to cotton fibres used both in the packaging of the shoe manufacturer and in accessories of the shoe upper manufacturer. Cotton requires large amounts of water (Clay Citation2004) both for cultivation and processing phases. Chapagain et al. (Citation2006) highlight that cotton consumption is responsible for 2.6% of global water use and for this reason Bevilacqua et al. (Citation2014) define ‘ecologically unsustainable’ the production of cotton in several areas of the world.
4. Discussion
The interpretation of the obtained results allows the identification of the most impactful phases for the analysed SC, i.e. slaughterhouse, tanning, shoe manufacturer, and shoe upper manufacturer. In this section, a proposal of possible improved production scenarios is presented, to provide suggestions for the reduction of the SC environmental load.
The following scenarios have been defined and simulated:
Scenario A. This scenario focuses on the slaughterhouse phase and in particular on the means of transport used for animals’ skins supplying. In the as-is scenario (i.e. the actual situation of the analysed SC), lorries are the most used means of transport used. Simulation foresees the replacement of lorries with those means that represent the best choice under the environmental aspects (i.e. train or ship, according to the distance and the route to cover). The use of a train or ship has been simulated in those cases in which the distance to cover is major than 800 km. For all the modified routes and means of transport, feasibility has been verified and related to realistic distances calculated. describes the changes simulated in comparison with the as-is scenario.
Scenario B. This scenario interests the shoe manufacturer and in particular the use of cotton in shoes’ packaging. Due to the high criticality of cotton, its substitution with other materials is proposed. Supported by literature results, jute has been selected as a valid alternative to cotton. Jute presents similar characteristics to cotton (e.g. lustre, high tensile strength, low extensibility, moderate heat, and fire resistance), and its use in this field is largely consolidated. Jute fibre is the second most important natural fibre next to cotton, it is biodegradable and more eco-sustainable both in comparison to cotton and other synthetic materials (Islam and Alauddin Citation2012). Van Dam and Bos (Citation2004) conclude in fact that jute fibre production requires less than 10 % of the energy used for the production of PP fibres.
Scenario C. It evaluates the modification of the current procurement of leather by shoe upper manufacturers from tanneries involved in the analysed SC. In particular, starting from the identification of the most impactful processes of the leathers produced, possible alternative scenarios have been evaluated and related benefits are quantified. In this case, the modification determines a reduction of impacts for upstream actors of shoe upper manufacturers. Due to the specificity of the leather final products, realistic changes are reduced to one modification in bull finished leather procurement by the shoe upper manufacturers. Related modifications in transportation are considered. Quantities involved in the modification are detailed in .
Table 10. Scenario As-Is and Scenario A comparison
Table 11. Leather procurement alternatives
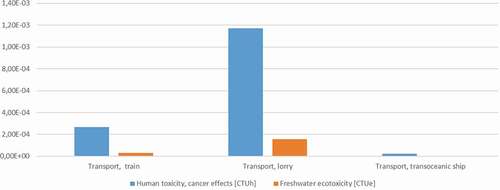
Results obtained from the simulation of the proposed scenarios and the involved SC phases are presented in . What it is possible to observe from the simulation results is, at first, that the modification of means of transport in the skins supplying (modelled and simulated in scenario A) determines significant improvements in the environmental behaviour of the slaughterhouse and tannery phases for all the impact categories calculated by using the ILCD 2011 Midpoint method. This result is mainly due to the lower unitary impacts related to ship and train concerning lorries, and to the reduction of distances in case ship is used instead of a lorry to transport animals from the Iberian Peninsula to one of the tanneries considered (which are located in Central Italy). The reduction is observable for a slaughterhouse for all the impact categories, except the Water resource depletion indicator. To understand this result, a focus on the ILCD impact categories is realised and unitary normalised impacts of the considered means of transport have been analysed (). The normalisation operation allows noticing the predominance of Human toxicity, cancer effects, and Freshwater Ecotoxicity impact categories in comparison with the others considered. For these two categories, where reductions are therefore more significant, lorry represents the most impactful means of transport, thus justifying the selection of alternative means of transport.
Table 12. Environmental impact and related variation deltas for the simulated scenarios and involved actors
Figure 10. Normalised environmental impacts for transport means used in As-Is and A Scenario
Further and significant reductions of environmental impacts are also observed in the case of scenario B. The substitution of cotton textile used in shoes’ bag with jute bags, determines a reduction of more than 20% for the impact categories acidification, eutrophication, climate change and human toxicity, non-cancer effects for the shoe manufacturer. A reduction of about 40% of the shoe manufacturer’s impacts is registered for Human toxicity, cancer effects, and Freshwater ecotoxicity, while even more significant reductions are observed in the case of Ozone layer depletion and Water resource depletion (respectively 81% and 71%). As explained in the previous section, cotton fibres present very impactful cultivation and transformation processes due to the use of a massive quantity of chemicals and water in cultivation, as well as relevant quantities of electrical and thermal energy for its transformation. Their substitution with alternative fibres determines therefore interesting improvements that shoe manufacturers could consider.
The simulation has also shown significant improvements related to the implementation of scenario C. Few modifications to the current procurement scenario of upper and lining by the upper shoe manufacturer from the two tanneries are possible, i.e. only bull finished leather grain. This modification determines the substitution of one chrome-based tannery product with a similar leather produced by a vegetable tannery, thus allowing to obtain significant improvements for all the considered impact categories for the shoe upper manufacturing upstream phases (reduction of about 20% in all the impact categories considered).
To determine a significant reduction of the impact related to leather tannery treatments, in particular for the Human Toxicity cancer effect and Freshwater Ecotoxicity impact categories, the most effective solution should involve a change in technology for mineral tanneries. Tanning processes are classified according to the type of tanning reagent used to bind the collagen fibres. Chromium sulphate is the most important tanning agent, but also vegetable tannins can be used. If chromium is used, a great quantity of this potentially toxic substance remains in the tannery wastewater, which subsequently discharges into the tannery wastewater treatment plant, and ultimately goes into the excess sludge during the wastewater treatment process (Basegio et al. Citation2002; Dhal et al. Citation2013; Erdem Citation2006; Wang et al. Citation2007). Vegetable tannery contributes to reducing this negative effect. Also, recent and more effective solutions for removing chrome from tannery sludge have been developed (Fang and Zhou Citation2007) and could determine a significant reduction of tannery environmental load. However, no simulations have been proposed in this paper concerning technology changing or innovative waste treatments, due to the fact it currently does not represent a realistic scenario for the analysed SC.
Uncertainty sources were managed through sensitivity analysis to address the most uncertain parameters of the analysis. The assumptions were:
• a variation of ±20% in the travel distance covered by the considered means of transport, to assess the influence of uncertainty in the transport phase for the entire supply chain impacts;
• a variation of ±15% in the resources involved in internal production processes and a variation of ±10% in the chemical used, to assess the influence of uncertainty in the production phase for the entire supply chain impacts;
• a variation of ±5% in the inputs used for the packaging, to assess the influence of uncertainty in the packaging phase for the entire supply chain impacts;
• a variation of ±5% in the inputs used for accessories, to assess the influence of uncertainty introduced to model medium value for the shoes and understand consequently the influence of uncertainty in the production of accessories for the entire supply chain impacts.
Findings of the sensitivity analysis were given in . Concerning variation for the materials of packaging and accessories, the results were influenced by less than 2.3% for all the considered impact categories. Similar results were obtained for the transport phase, where a variation of ±20% in the distance covered by the means of transport considered, determines a variation on the life cycle supply chain impact less than 3.5% for all the impact categories. A variation on input resources for chemicals and internal processes leads to the most significant variation on the supply chain environmental impact results. The most significant is the case of the Human toxicity, cancer effects impact category; a variation in the use of chemical (±10%) determines a variation of ±10% of impact in this category, due to the very high impact of Chromium sulphate on this category. Similarly, a variation on resources (±10%) used in internal processes determines significant influence on impact categories related to ecosystem quality, eg. Terrestrial eutrophication (±8.55%), Marine eutrophication (±7.32%), Climate change (±6.50%), Acidification (±6.41%). For these reasons, particular attention is needed in the processes inputs, resource, and chemicals data collection to increase the environmental analysis results reliability.
Table 13. Sensitivity analysis results
5. Conclusions
In this study, the LCA method was applied to a leather shoe production chain to identify the main hot spots from an environmental point of view. The study focused on all SC phases from the slaughterhouse to shoe assembly, considering as functional unit the production of 1 pair of classic man leather shoes. Slaughterhouse and tanneries resulted the main responsible for the impact, loading for about 70% of the total impact in all the analysed categories except for water resource and ozone layer depletion. It is mainly due to input procurement (high distances and unsustainable means of transport for animals) and the use of chemicals in tanning processes (e.g. chromium salts). On the other side, cotton is found to be an important element that significantly influences the environmental impacts of the shoe and upper manufacturers. This outcome can be explained by its large use in the packaging (one bag for each shoe pair) and accessories (e.g. laces).
Several improvement strategies were also analysed by simulating and comparing three different scenarios: (i) replacement of lorries by train or ship according to the distance and the route to cover; (ii) substitution of cotton with jute; (iii) different procurement mix of leather for upper from suppliers. Their implementation allows for obtaining significant environmental improvements for the SC actors.
Future developments should be mainly focused on extending the system boundaries to other stages of the considered SC. Among the upstream stage, the farming processes could be considered, even if this will lead to a difficult allocation between the flows related to the meat industry and those related to the footwear industry. Concerning the downstream processes, instead, the quantification of impacts related to the distribution network (generally very complex in the fashion industry) and the product end of life seems to be necessary to complete the present study.
Disclosure statement
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Notes on contributors
Marta Rossi
Marta Rossi, PhD research fellow in Design Tools and Methods for Industrial Engineering. Expertise: ecodesign, life cycle assessment, eco-sustainability.
Alessandra Papetti
Alessandra Papetti, PhD research fellow in Design Tools and Methods for Industrial Engineering. Expertise: Energy management, sustainable manufacturing, ecodesign.
Marco Marconi
Marco Marconi, PhD Researcher in Design Tools and Methods for Industrial Engineering. Expertise: eco-design, life cycle assessment, design for disassembly, tools and methods for end-of-life management, sustainable manufacturing.
Michele Germani
Michele Germani, PhD, full professor in Design Tools and Methods for Industrial Engineering. Expertise: Virtual Prototyping, configuration ecodesign, sustainable manufacturing.
References
- AKU. 2017. Environmental Product Declaration - Bellamont Plus. https://portal.environdec.com/api/api/v1/EPDLibrary/Files/5fb51bd8-30a8-4e81-9da2-386fc3ad9518/Data
- Albers, K., P. Canepa, and J. Miller. 2008. Analyzing the Environmental Impacts of Simple Shoes – A Life Cycle Assessment of the Supply Chain and Evaluation of End-of-Life Management Options. Santa Barbara, CA, United States: Donald Bren School of Environmental Science & Management, University of California.
- Basegio, T., F. Berutti, A. Bernardes, and C. P. Bergmann. 2002. “Environmental and Technical Aspects of the Utilisation of Tannery Sludge as a Raw Material for Clay Products.” J. Eur. Ceram. Soc 22 (13): 2251–2259. doi:https://doi.org/10.1016/S0955-2219(02)00024-9.
- Bevilacqua, M., F. E. Ciarapica, and G. Giacchetta. 2008. “Design for Environment as a Tool for the Development of a Sustainable Supply Chain.” International Journal of Sustainable Engineering 1 (3): 188–201. doi:https://doi.org/10.1080/19397030802506657.
- Bevilacqua, M., F. E. Ciarapica, G. Giacchetta, and B. Marchetti. 2011. “A Carbon Footprint Analysis in the Textile Supply Chain.” International Journal of Sustainable Engineering 4 (1): 24–36. doi:https://doi.org/10.1080/19397038.2010.502582.
- Bevilacqua, M., F. E. Ciarapica, G. Mazzuto, and C. Paciarotti. 2014. “Environmental Analysis of a Cotton Yarn Supply Chain.” J. Clean. Prod 82: 154–165. doi:https://doi.org/10.1016/j.jclepro.2014.06.082.
- Bhavan, S., J. R. Rao, and B. U. Nair. 2008. “A Potential New Commercial Method for Processing Leather to Reduce Environmental Impact.” Env. Sci. Pollut. Res 15 (4): 293–295. doi:https://doi.org/10.1007/s11356-008-0001-8.
- Black, M., M. Canova, S. Rydin, B. M. Scalet, S. Roudier, and S. L. Delgado. 2013. Best Available Techniques (BAT) Reference Document for the Tanning of Hides and Skins – Industrial Emissions Directive 2010/75/EU (Integrated Pollution Prevention and Control). Luxembourg: Publications Office of the European Union.
- Caniato, F., M. Caridi, L. Crippa, and A. Moretto. 2012. “Environmental Sustainability in Fashion Supply Chains: An Exploratory Case Based Research.” Int. J. Prod. Econ 135 (2): 659–670. doi:https://doi.org/10.1016/j.ijpe.2011.06.001.
- Chapagain, A. K., A. Y. Hoekstra, H. H. G. Savenije, and R. Gautam. 2006. “The Water Footprint of Cotton Consumption: An Assessment of the Impact of Worldwide Consumption of Cotton Products on the Water Resources in the Cotton Producing Countries.” Ecol. Econ 60 (1): 186–203. doi:https://doi.org/10.1016/j.ecolecon.2005.11.027.
- Cheah, L., N. D. Ciceri, E. Olivetti, S. Matsumura, D. Forterre, R. Roth, and R. Kirchain. 2013. “Manufacturing-focused Emissions Reductions in Footwear Production.” J. Clean. Prod 44: 18–29. doi:https://doi.org/10.1016/j.jclepro.2012.11.037.
- Chen, K. W., L. C. Lin, and W. S. Lee. 2014. “Analyzing the Carbon Footprint of the Finished Bovine Leather: A Case Study of Aniline Leather.” En. Proc 61: 1063–1066. doi:https://doi.org/10.1016/j.egypro.2014.11.1023.
- Chowdury, Z. U. M., T. Ahmed, A. P. M. Antunes, and H. L. Pau. 2018. “Environmental Life Cycle Assessment of Leather Processing Industry: A Case Study of Bangladesh.” J. Soc. Leather Technol. Chem 102 (1): 18–26.
- Clay, J. 2004. “World Agriculture and the Environment.” In A Commodity-By-Commodity Guide To Impacts And Practices. London: Island Press. ISBN: 1559633700, 9781559633703
- Costantini, V., F. Crespi, G. Marin, and E. Paglialunga. 2017. “Eco-innovation, Sustainable Supply Chains and Environmental Performance in European Industries.” J. Clean. Prod 155 (2): 141–154. doi:https://doi.org/10.1016/j.jclepro.2016.09.038.
- Daddi, T., B. Nucci, and F. Iraldo. 2017. “Using Life Cycle Assessment (LCA) to Measure the Environmental Benefits of Industrial Symbiosis in an Industrial Cluster of SMEs.” J. Clean. Prod 147: 157–164. doi:https://doi.org/10.1016/j.jclepro.2017.01.090.
- Daddi, T., B. Nucci, F. Iraldo, and F. Testa. 2016. “Enhancing the Adoption of Life Cycle Assessment by Small and Medium Enterprises Grouped in an Industrial Cluster: A Case Study of the Tanning Cluster in Tuscany (Italy).” J. Ind. Ecol 20 (5): 1199–1211. doi:https://doi.org/10.1111/jiec.12379.
- Dhal, B., H. N. Thatoi, N. N. Das, and B. D. Pandey. 2013. “Chemical and Microbial Remediation of Hexavalent Chromium from Contaminated Soil and Mining/metallurgical Soil Waste: A Review.” J. Hazard. Mater 250-251: 272–291. doi:https://doi.org/10.1016/j.jhazmat.2013.01.048.
- Dissanayake, G., and P. Sinha. 2015. “An Examination of the Product Development Process for Fashion Remanufacturing.” Resour. Conserv. Recycl 104 (A): 94–102. doi:https://doi.org/10.1016/j.resconrec.2015.09.008.
- Djekic, I., and I. Tomasevic. 2016. “Environmental Impacts of the Meat Chain – Current Status and Future Perspectives.” Trends Food Sci. Technol 54: 94–102. doi:https://doi.org/10.1016/j.tifs.2016.06.001.
- ECO2L. 2011. Handbook with Basic Information for the Calculation of a Corporate Carbon Footprint (CCF) for a Leather Factory with Evaluation of Internal Energy Consumption in Comparison to the BEET Energy Benchmark (Best Energy Efficiency for Tanning). Frankfurt am Main, Germany: Verband der Deutschen Lederindustrie e.V. (VDL).
- Ellen MacArthur Foundation. 2017. A New Textiles Economy: Redesigning Fashion’s Future. https://www.ellenmacarthurfoundation.org/assets/downloads/publications/A-New-Textiles-Economy_Full-Report_Updated_1-12-17.pdf.
- Erdem, M. 2006. “Chromium Recovery from Chrome Shaving Generated in Tanning Process.” J. Hazard. Mater 129 (1–3): 143–146. doi:https://doi.org/10.1016/j.jhazmat.2005.08.021.
- European Commission. 2005. Reference Document on Best Available Techniques in the Slaughterhouses and Animal By-products Industries. Luxembourg: Publications Office of the European Union.
- European Commission, Joint Research Centre. 2013. Best Available Techniques (BAT) Reference Document for the Tanning of Hides and Skins. Luxembourg: Publications Office of the European Union.
- European Commission, Joint Research Centre, Institute for the Environment and Sustainability. 2012. “Characterization Factors of the ILCD Recommended Life Cycle Impact Assessment Methods.” In Database and Supporting Information. First edition. Luxembourg: Publications Office of the European Union.
- European Parliament and Council. 2013. “Decision No 1386/2013/EU of 20 November 2013 on a General Union Environment Action Programme to 2020 ‘Living Well, within the Limits of Our Planet’.” Official Journal of the EU L 354: 171–200.
- Fang, D., and L. X. Zhou. 2007. “Enhanced Cr Bioleaching Efficiency from Tannery Sludge with Coinoculation of Acidithiobacillus Thiooxidans TS6 and Brettanomyces B65 in an Air-lift Reactor.” Chemosphere 69 (2): 303–310. doi:https://doi.org/10.1016/j.chemosphere.2007.03.059.
- Gottfridsson, M., and Y. Zhang. 2015. Environmental Impacts of Shoe Consumption – Combining Product Flow Analysis with an LCA Model for Sweden. Gothenburg, Sweden: Department of Energy and Environment, Division of Environmental Systems Analysis, Chalmers University of Technology.
- Gül, S., M. Spielmann, A. Lehmann, D. Eggers, V. Bach, and M. Finkbeiner. 2015. “Benchmarking and Environmental Performance Classes in Life Cycle Assessment—development of a Procedure for Non-leather Shoes in the Context of the Product Environmental Footprint.” Int. J. LCA 20 (12): 1640–1648. doi:https://doi.org/10.1007/s11367-015-0975-7.
- Herva, M., A. Álvarez, and E. Roca. 2011. “Sustainable and Safe Design of Footwear Integrating Ecological Footprint and Risk Criteria.” J. Hazard. Mater 192 (3): 1876–1881. doi:https://doi.org/10.1016/j.jhazmat.2011.07.028.
- Huerta, A. R., L. P. Güereca, and M. S. R. Lozano. 2016. “Environmental Impact of Beef Production in Mexico through Life Cycle Assessment.” Resour. Conserv. Recycl 109: 44–53. doi:https://doi.org/10.1016/j.resconrec.2016.01.020.
- Islam, M., and M. Alauddin. 2012. “World Production of Jute: A Comparative Analysis of Bangladesh.” International Journal of Management and Business Studies 2 (1): 014–022. doi:https://doi.org/10.13140/2.1.1267.2964.
- Joseph, K., and N. Nithya. 2009. “Material Flows in the Life Cycle of Leather.” J. Clean. Prod 17 (7): 676–682. doi:https://doi.org/10.1016/j.jclepro.2008.11.018.
- Kılıç, E., R. Puigb, G. Zengin, C. A. Zengin, and P. Fullana-I-Palmer. 2018. “Corporate Carbon Footprint for Country Climate Change Mitigation: A Case Study of A Tannery in Turkey.” Sci. Total Environ 635: 60–69. doi:https://doi.org/10.1016/j.scitotenv.2018.04.111.
- Lee, M. J., and S. Rahimifard. 2012. “An Air-based Automated Material Recycling System for Postconsumer Footwear Products.” Resour. Conserv. Recycl 69: 90–99. doi:https://doi.org/10.1016/j.resconrec.2012.09.008.
- Liu, S., M. Leat, and M. Hudson Smith. 2011. “State-of The-art Sustainability Analysis Methodologies for Efficient Decision Support in Green Production Operations.” International Journal of Sustainable Engineering 4 (3): 236–250. doi:https://doi.org/10.1080/19397038.2011.574744.
- Luximon, A. 2013. Handbook of Footwear Design and Manufacture. Cambridge: Woodhead Publishing.
- Luximon, A., and L. Jiang. 2016. “The Role of Footwear Fitting and Comfort in the Environmental Impact of Footwear.” In Advances in Physical Ergonomics and Human Factors. Advances in Intelligent Systems and Computing, edited by R. Goonetilleke and W. Karwowski, 183–190. Vol. 489. Cham: Springer.
- Luximon, A., and Y. Luximon. 2009. “Shoe-last Design Innovation for Better Shoe Fitting.” Comp. Ind 60 (8): 621–628. doi:https://doi.org/10.1016/j.compind.2009.05.015.
- Milà I Canals, L., X. Domènèch, J. Rieradevall, R. Puig, and P. Fullana. 2002. “Use of Life Cycle Assessment in the Procedure for the Establishment of Environmental Criteria in the Catalan Eco-label of Leather.” Int. J. LCA 7 (39). doi:https://doi.org/10.1007/BF02978908.
- Milà, L., X. Domènèch, J. Rieradevall, P. Fullana, and R. Puig. 1998. “Application of Life Cycle Assessment to Footwear.” Int. J. LCA 3 (4): 203–208. doi:https://doi.org/10.1007/BF02977570.
- Moktadir, M. A., S. M. Ali, R. Rajesh, and S. K. Paul. 2018. “Modeling the Interrelationships among Barriers to Sustainable Supply Chain Management in Leather Industry.” J. Clean. Prod 181: 631–651. doi:https://doi.org/10.1016/j.jclepro.2018.01.245.
- Moretti, C., B. Corona, R. Edwards, M. Junginger, A. Moro, M. Rocco, and L. Shen. 2020. “Reviewing ISO Compliant Multifunctionality Practices in Environmental Life Cycle Modeling.” Energies 13 (14): 3579. doi:https://doi.org/10.3390/en13143579.
- Moretto, A., L. Macchion, A. Lion, F. Caniato, P. Danese, and A. Vinelli. 2018. “Designing A Roadmap Towards A Sustainable Supply Chain: A Focus on the Fashion Industry.” J. Clean. Prod 193: 169–184. doi:https://doi.org/10.1016/j.jclepro.2018.04.273.
- Muthu, S. S. 2015. Handbook of Life Cycle Assessment (LCA) of Textiles and Clothing. 1st Edition ed. Cambridge: Woodhead Publishing.
- Nike. 2010. NIKE, Inc. Corporate Responsibility Report FY07–09.
- Notarnicola, B., R. Puig Vidal, A. Raggi, P. Fullana Palmer, G. Tassielli, C. De Camillisi, and A. Ruis Carrasco. 2011. “Life Cycle Assessment of Italian and Spanish Bovine Leather Production Systems.” Afinidad: revista de química teórica y aplicada 68: 167–180.
- Noya, I., X. Aldea, S. González-García, C. M. Gasol, M. T. Moreira, M. J. Amores, D. Marín, and J. Boschmonart-Rives. 2017. “Environmental Assessment of the Entire Pork Value Chain in Catalonia – A Strategy to Work Towards Circular Economy.” Sci. Total Environ 589: 122–129. doi:https://doi.org/10.1016/j.scitotenv.2017.02.186.
- Perdijk, E. W., J. Luijten, and A. J. Selderijk 1994. An Eco-Label for Footwear. Background report (Report number: 9041). Rotterdam: CEA, communication and consultancy on environment and energy, Centrum TNO Leather and Shoes.
- Pires Ribeiro, J., and A. Barbosa-Povoa. 2018. “Supply Chain Resilience: Definitions and Quantitative Modelling Approaches – A Literature Review.” Comput. Ind. Eng 115: 109–122. doi:https://doi.org/10.1016/j.cie.2017.11.006.
- Puma. 2009. PUMAVision Sustainability Report 2007/2008.
- Rivera Muñoz, Z. 2013. Water, Energy and Carbon Footprints of a Pair of Leather Shoes. Stockholm, Sweden: Division of Industrial Ecology, ITM School of Industrial Engineering and Management, KTH Royal Institute of Technology.
- Roma, R., S. Corrado, A. De Boni, M. B. Forleo, V. Fantin, M. Moretti, N. Palmieri, A. Vitali, and C. De Camillis. 2015. “Life Cycle Assessment in the Livestock and Derived Edible Products Sector.” In Life Cycle Assessment in the Agri-food Sector, edited by B. Notarnicola, R. Salomone, L. Petti, P. Renzulli, R. Roma, and A. Cerutti. Cham: Springer. doi:https://doi.org/10.1007/978-3-319-11940-3
- Sangwan, K. S., K. Choudhary., and C. Batra. 2017. “Environmental Impact Assessment of a Ceramic Tile Supply Chain – A Case Study.” International Journal of Sustainable Engineering. doi:https://doi.org/10.1080/19397038.2017.1394398.
- Scavarda, A., G. Lima Daú, L. F. Scavarda, and A. L. Korzenowski. 2019. “A Proposed Healthcare Supply Chain Management Framework in the Emerging Economies with the Sustainable Lenses: The Theory, the Practice, and the Policy.” Resour. Conserv. Recycl 141: 418–430. doi:https://doi.org/10.1016/j.resconrec.2018.10.027.
- Scheffer, M. R. 2005. “A Sustainable Vision on the Cotton Industry after 2005.” In Proceedings of the Speech Held at the General Assembly of EUROCOTON, Brussels, Belgium, 30 May 2001.
- Silvestre Zottin, L. 2019. The Environmental Performance of Footwear in an Eco-friendly Company and Recommendations to Increase Sustainable Value Creation. Netherlands: Veja, Universiteit Utrecht.
- Sreeram, K. J., and T. Ramasami. 2003. “Sustaining Tanning Process through Conservation, Recovery and Better Utilization of Chromium. Resour.” Conserv. Recycl 38 (3): 185–212. doi:https://doi.org/10.1016/S0921-3449(02)00151-9.
- Styles, D., H. Schoenberger, and J.-L. Galvez-Marts. 2012. “Environmental Improvement of Product Supply Chains: A Review of European Retailers’ Performance.” Resour. Conserv. Recycl 65: 57–78. doi:https://doi.org/10.1016/j.resconrec.2012.05.002.
- Suhi, S. A., R. Enayet, T. Haque, S. M. Ali, M. A. Moktadir, and S. K. Paul. 2019. “Environmental Sustainability Assessment in Supply Chain: An Emerging Economy Context.” Env. Impact Assess. Rev 79: 106306. doi:https://doi.org/10.1016/j.eiar.2019.106306.
- Tasca, A. L., and M. Puccini. 2019. “Leather Tanning: Life Cycle Assessment of Retanning, Fatliquoring and Dyeing.” J. Clean. Prod 226: 720–729. doi:https://doi.org/10.1016/j.jclepro.2019.03.335.
- Tatàno, F., N. Acerbi, C. Monterubbiano, S. Pretelli, L. Tombari, and F. Mangani. 2012. “Shoe Manufacturing Wastes: Characterisation of Properties and Recovery Options.” Resour. Conserv. Recycl 66: 66–75. doi:https://doi.org/10.1016/j.resconrec.2012.06.007.
- Todeschini, B. V., M. N. Cortimiglia, D. Calegaro-de-menezes, and A. Ghezzi. 2017. “Innovative and Sustainable Business Models in the Fashion Industry: Entrepreneurial Drivers, Opportunities, and Challenges.” Bus. Horiz 60 (6): 759–770. doi:https://doi.org/10.1016/j.bushor.2017.07.003.
- Tran, A. N., and S. Jeppesen. 2016. “SMEs in Their Own Right: The Views of Managers and Workers in Vietnamese Textiles, Garment, and Footwear Companies.” J. Bus. Eth 137 (3): 589–608. doi:https://doi.org/10.1007/s10551-015-2572-x.
- Turker, D., and C. Altuntas. 2014. “Sustainable Supply Chain Management in the Fast Fashion Industry: An Analysis of Corporate Reports.” Eur. Manag. J 32 (5): 837–849. doi:https://doi.org/10.1016/j.emj.2014.02.001.
- UNIDO. 2012. Life Cycle Assessment, Carbon Footprint in Leather Processing (Review of Methodologies and Recommendations for Harmonization). Shanghai, China: Eighteenth Session of the LEATHER AND LEATHER PRODUCTS INDUSTRY PANEL.
- Van Dam, J. E. G., and H. L. Bos 2004. The Environmental Impact of Fibre Crops in Industrial Applications. ViaMichelin. last accessed 07 08 2018. https://www.viamichelin.it/.
- Waltho, C., S. Elhedhli, and F. Gzara. 2019. “Green Supply Chain Network Design: A Review Focused on Policy Adoption and Emission Quantification.” Int. J. Prod. Econ 208: 305–318. doi:https://doi.org/10.1016/j.ijpe.2018.12.003.
- Wang, Y. S., Z. Y. Pan, J. M. Lang, J. M. Xu, and Y. G. Zheng. 2007. “Bioleaching of Chromium from Tannery Sludge by Indigenous Acidithiobacillus Thiooxidans.” J. Hazard. Mater 147 (1–2): 319–324. doi:https://doi.org/10.1016/j.jhazmat.2007.01.005.
- Winter, S., and R. Lasch. 2016. “Environmental and Social Criteria in Supplier Evaluation – Lessons from the Fashion and Apparel Industry.” J. Clean. Prod 139: 175–190. doi:https://doi.org/10.1016/j.jclepro.2016.07.201.