
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
A global rise in demand for energy gives rise to a plethora of challenges like the increase in greenhouse gas emissions with its associated environmental impact. The manufacturing sector is a key wealth-generating sector in any economy and with significant amounts of energy consumed, they play a key role in any energy minimisation strategy and policy. In this paper, a top-to-bottom review of energy consumption and minimisation strategies of machine tools in a manufacturing process is presented. Firstly, we review the state-of-the-art on various energy consumption models for the machining process and the application of these models in production planning and scheduling. Secondly, we review the various energy reduction strategies for different manufacturing process and their limitations. Finally, we examine the implementation level of energy model in production and planning for energy minimisation problem in the literature and conclude with valuable insights on current research directions. Taken together, this review lays a solid foundation to contributing to an understanding of the state-of-the-art on various work on energy minimisation strategies especially at the production and planning level which are particularly relevant to reducing carbon footprint, costs of production and will be particularly valuable to the academia, industry and policy makers.
I. Introduction
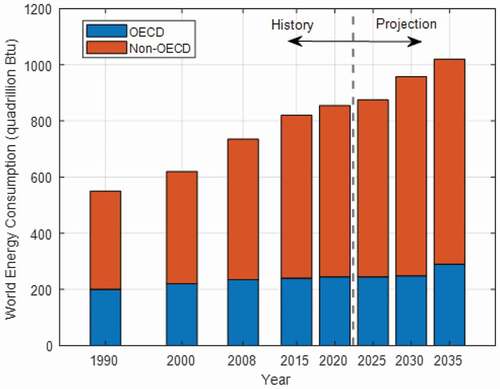
Rapid global population growth has led to an increased demand for energy. This is especially true in emerging market economies where such growth is accompanied with some measure of economic growth thereby creating new energy demand challenges. As a result, global energy consumption has increased by more than 30% since 1990 with global energy demand projected to increase by an average of 1.6% per year from 2009 to 2035 (O. Publishing Citation2012). provides an overview of this projected increase. Fossil fuels (coal, oil and natural gas) have been the primary sources of energy accounting for about 80% of global energy source according to (P. IEA, International Energy Agency et al. Citation2011), and it has been the driving force of rapid globalisation and industrialisation. However, generation of energy via fossil fuels is associated with the release of harmful gases such as carbon dioxide CO2, solid waste, etc. to the atmosphere, which causes environmental pollution. In response to this environmental challenge, the International Energy Agency (IEA) has encouraged the use of alternative sources of energy, most notably the renewable sources of energy such as solar PV, wind turbines, biomass, etc., which are environmentally friendly.
Figure 1. History and prediction of the world’s energy consumption (Yoon et al. Citation2015)
With renewable energy accounting for about 20% of global energy consumption, there has been an increased effort in most developed countries to continually invest in these forms of energy sources. However, economic cost, a lack of clear-cut policies and competition from fossil fuels are some of the major challenges associated with the global adoption of renewable energy. As a result, only about 28% of global energy sources (IEA Citation2020) have been achieved so far through these sources. We have shown in the penetration of renewable energy sources across the different regions in the world and the percentage of various sources of global renewable energy, respectively.
Figure 2. Global renewable electricity production by region (P. IEA, international energy agency et al. Citation2011)
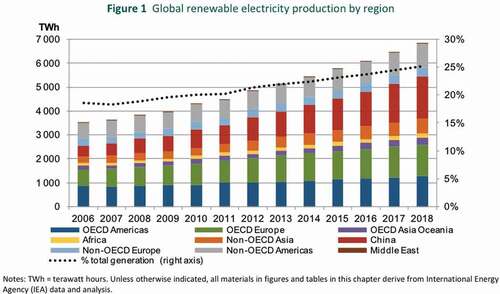
Figure 3. Sources of global energy (P. IEA, international energy agency et al. Citation2011)
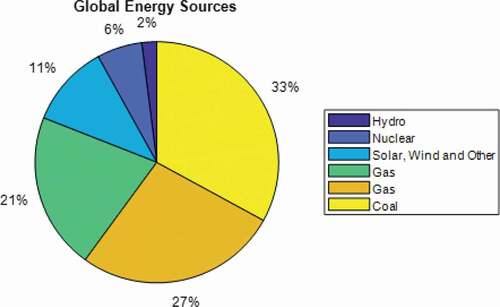
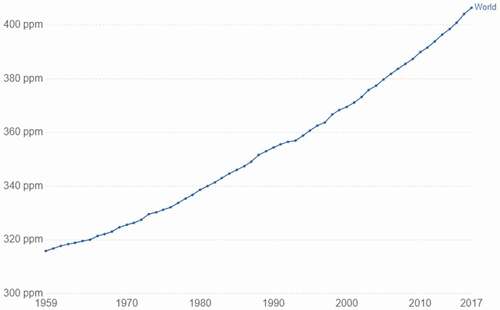
It, therefore, implies that the larger percentage of world’s energy is still generated through fossil fuels, and this is why the global CO2 atmospheric concentration increasing (Yoon et al. Citation2015), as can be seen in . From this perspective, the efficient utilisation of energy is a great alternative or intermediate way of reducing the energy demand, since little power can yield high production value when efficiently used. However, this intermediate approach can be best applied by looking inward to the energy consumption mechanism in all the sectors and providing method(s) of minimising wastage.
Figure 4. Global mean annual concentration of measured in parts per million (ppm) (Yoon et al. Citation2015)
Among several sectors, the industrial sector has been considered to be the sector that consumes a significant percentage of the total energy produced. 37% of the world’s total energy produced is used up in this sector, and 17% of the world’s total CO2 emission comes from this sector (Yoon et al. Citation2015). This percentage is on the rise, as many countries are becoming more and more industrialised to fend for the ever-growing demand of their population. In addition, the energy demand in this sector has been forecasted to follow an incremental trend of 1.3% annually from 2013 to 2025 (Jia et al. Citation2018). Also, about 90% of the energy consumed in the industrial sector is due to the production process and manufacturing activities (Salahi and Jafari Citation2016), with different machine tools generating consuming a significant part.. It has been reported (P. IEA, International Energy Agency et al. Citation2011) that manufacturing industries have an energy saving potential of about 25–37 EJ, which is about 18–26% of the total industrial energy consumption. It is, therefore, necessary to review the existing state-of-the-art methods and highlight the possible future approach of minimising energy in the manufacturing industries.
There has been substantial research undertaken on energy minimisation strategies from different perspectives such as machine tool builder, manufacturing industrial processes, management and government policies, energy audits (Abdelaziz, Saidur, and Mekhilef Citation2011); May et al. Citation2017). In this paper, we shall examine the review of energy consumption by machine tools and energy minimisation strategies in the manufacturing process. The aim is to review the existing state-of-the-art methods using a top-to-bottom approach and to highlight possible future approaches for minimising energy consumption in the manufacturing industry.
The rest of the paper is organised as follows. The scope of the review is presented in Section II, followed by the research aim in Section III. The state-of the-art review of preceding research based on a top-to-bottom approach is presented at appropriate levels in Section IV. Section V presents current research directions. Concluding remarks are presented in Section VI.
II. Scope
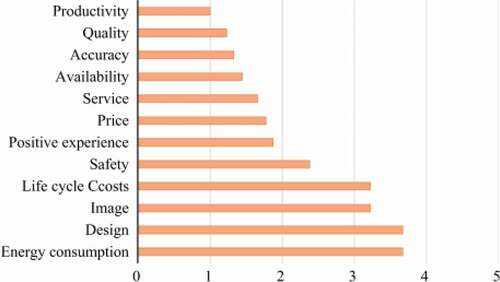
This review focuses on the energy consumption and minimisation strategies of machine tools in manufacturing industries. The demand for machine tools has recorded high growth recently, and it is projected to continue in that trend due to the increase in the investment in industrial and auto-mobile sectors. The machine tool market was estimated at 93.2 billion USD in 2012 (Yoon et al. Citation2015), and it is predicted to exceed 120 billion USD by 2020, with China being at the top of the chart, having witnessed 29.8 billion dollars in 2017, which is 7.5 % increment from the previous year, followed by Germany and then Japan (Global Machine Tools Market Citation2018). Machine tool users prioritised productivity among several other qualities used to select the machine of their choice. Research conducted by Schischke (Citation2012) indicated that energy consumption was not a paramount factor, i.e. was considered to be the least important factor of consideration when buying a machine tool. It, therefore, implies that majority of the machine tool users are not interested in the energy consumption of the machine tool and consequently the manufacturers pay little attention to the production of the machine tool with less energy consumption. shows the factors in rank order of their importance from 1 to 5 (1: Most important, 5: Least important). The aspects of productivity, quality, accuracy, and availability made the top four of the charts, while design and energy consumption were the least considered factors.
Figure 5. Sale aspects survey (Schischke Citation2012)
This trend has continued, despite the awareness of the need to reduce energy consumption. Also, the report obtained by Global Machine Tools Market (Citation2018) indicated that process automation, additive manufacturing, and electric vehicle were the primary market influencer in 2017 and not energy consumption level of the machine tool. The neglect of the aspect of energy consumption may be due to fewer publications on the importance of minimisation of energy consumption by the machine tool during operation (intermediate level). This review is intended to fill this gap by providing feedback for machine tool builders (manufacturers) so that energy consumption quality of the machine be among the front runner qualities in the machine building process. The structure of the world’s energy consumption can be illustrated using the block diagram in . This breakdown is termed as a top-to-bottom description, the world total energy consumption and emission can be minimised at the generation level, via the minimisation of energy demand, and at the intermediate level through the production and the use of machine tools. Minimising energy consumption at the level of generation is equivalent to reducing the demand for energy, and that is far from achievable. More so, minimising the emission of
can be achieved through the use of alternate sources of energy production apart from fossil fuels, i.e. renewable energy sources, this is far from achievable landmark (P. IEA, International Energy Agency et al. Citation2011), as can be seen from . The optimum and immediate solution is to minimise energy consumption and
emission at the intermediate level which entails critical evaluation and assessment of the machine tools at the production and operation stages in the manufacturing industries.
Figure 6. Block illustration of energy consumption
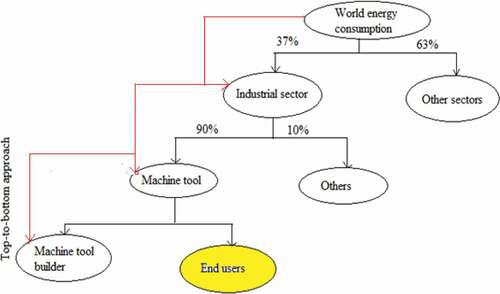
Research has revealed that 37% of the world’s total energy consumed is from the industrial sector, and this is an increasing trend as more countries are becoming industrialised. More so, 36% of world emission comes from this sector (I. E. Agency and I. E. Agency Citation2007), the concentrations of
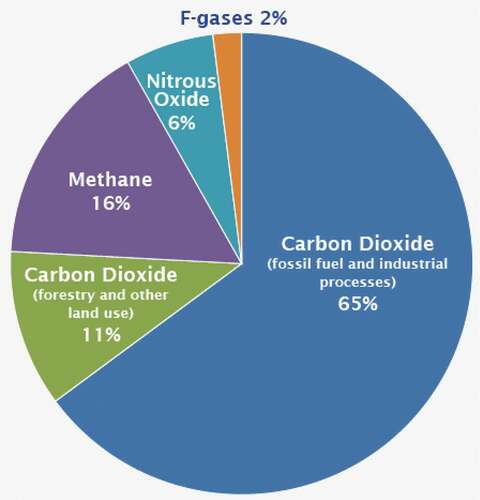
as of 2017 is above 400 ppm, as shown in . Detailed distribution of
emission can be seen in .
Figure 7. Global emission (P. IEA, International Energy Agency et al. Citation2011)
Also, 90% of the energy consumed by the industrial sector comes from production processes and manufacturing activities, predominantly through the use of machine tools (Jia et al. Citation2018). Energy consumed through machine tools can be minimised at the machine builder stage and end users’ stage, the former implies the designing stage of the machine tool through the use of modern technological innovation approaches and the use of energy saving materials, whereas, the latter means the minimisation of energy through the use of the machine tool in manufacturing activities. Therefore, this review focuses on the energy minimisation at the intermediate level, i.e. the minimisation of electrical energy consumption of machine tools mainly for production activities. Since a lot of manufacturing industries cannot afford to replace all the existing machines for new energy-saving machines completely, energy minimisation is still possible via adequate production planning and scheduling strategies. This is often achieved through different energy classification level for the machine tool during production.
III. Research aim
In manufacturing industries, different operations are processed by different machines, and each machine while in service can only be in one state out of several states at a time. The energy requirement at various state of a machine differs; this implies that the same machine may require a different level of energy to process operation at different state of the machine. Several energy-saving strategies can be applied to different machines depending on the level of assessment and management requirement. Hence, numerous studies have been carried out on energy-efficient strategies at different levels of manufacturing stages. A novel classification approached was presented by Wang, Liu, and Li (Citation2013), where the assessment of energy consumption of machine tools on various levels such as the task layer, manufacturing unit layer and machine tool layer were discussed. The task layer comprises of several manufacturing units consisting of several machine tools; the target was to estimate total energy consumed through all the layer classifications. Another classification of energy assessment based on temporary decision scale and manufacturing analysis scale was made by Vijayaraghavan and Dornfeld (Citation2010); here, the energy saving strategy was categorised into five levels: the device/unit process level, the line/cell/multi-machines level, the facility level, the multi-factor system and the enterprise/global supply chain level. These levels are so classified following the manufacturing analysis scale, where higher level comprises of sub-multiple levels. The above classifications have been said to be non-effective for lower-level decision makers, i.e from the perspective of energy saving strategies (O. Publishing Citation2012). Therefore, energy saving at the device unit process (intermediate level) is generally more efficient at both lower and higher levels of decision maker (O. Publishing Citation2012). Monitoring of energy consumption at this level requires an accurate model and assessment for the machine tools, and most researches have focused on this issue using different strategies, each of them with different level of success. This review aims to cover the state-of-the-art on this issue and will provide a relevant recommendation regarding energy saving strategies for decision makers.
IV. Review of preceding research
The minimisation of energy at end user stage are achieved using the following steps:
a. Developing an adequate/correct energy model for the machine tools at each stage of its operation to account for actual energy consumption by the machine during operation.
b. The use of operation planning such as job scheduling on the machine whose energy model is known.
In the following section, we will proceed to review related literature on some of the techniques outlined above.
A. Energy model for machine tools
To understand, in detail, the total energy consumption of a machine tool in manufacturing industries, we will review various ways by which energy consumption has been decomposed to its basic units or elements. This is so, because energy saving level can be varied differently on different basic aspects of energy consumption. The basic elements of energy consumption are those that can be directly measured independently or indirectly measured by obtaining its value from the measurement of other related operations. Researchers have carried out the decomposition of energy into many categories that include basic energy, momentum energy (stage and spindle energy), and additional process energy. Basic energy is the constant energy consumption value during operation. It is a combination of idling energy and energy associated with the machine set-up. This energy is difficult to control by any adjustment of its process parameters, and it is a constant value that has to do with machine characteristics. The only identified way to minimise this energy is by a reduction in the process or operation time of the machine tool. The energy consumed due to spindle rotation and moving ( is referred to as spindle energy
and stage energy
, respectively, and both are grouped as momentum energy since they are both functions of speed and mass, thus they can be varied by adjustment in speed and time, since the mass is constant. Additional process energy, on the other hand, is mainly the energy consumed during machining
, which is due to cutting or process loading. This energy due to cutting could be varied, in accordance with process parameters and cutting conditions (Zou et al. Citation2017); Wu and Che Citation2019).
Table 1. Survey of related literature on Optimisation in machining process
Energy consumption by machine tool for grinding is divided into fixed power and grinding power (Park et al. Citation2009). The total energy consumed in machine tool is grouped into three: constant start-up operation’s energy, run-time operation’s energy and material removal operation’s energy as explained by Kong et al. (Citation2011). The prediction of energy consumption from numerical control (NC) codes of a machine tool was carried out by He et al. (Citation2012) through the analysis of energy-consuming components during machining. They categorised machine tool components into the spindle, axis feed, tool change system, coolant pump, and fixed energy consumption, and thereafter, they derived total energy consumption values for machining processes using the NC tags. The theoretical energy demand of a machining process can be obtained using equation [1] (O. Publishing Citation2012), for Fc signifies cutting force; v, denotes cutting speed; and t equal the cutting time. The prediction of cutting forces in 3-axis milling of sculptured surfaces directly from the CAM tool path was carried out by Zeroudi, Fontaine, and Necib (Citation2012). Earlier researches, such as by Kim and Ehmann (Citation1993) and Lin, Lee, and Wu (Citation2001), have also contributed to the modelling of cutting force. This form of energy computed using these approaches is called tool-tip energy of cutting processes, and it is the minimum energy required for material removal (Li and Kara Citation2011), this, however, does not account for other energy consumed by auxiliary operations like rapid positioning, tool changing, cutting flood spraying, lightening, etc.
Energy consumed during machining is grouped into two parts as shown in Li and Kara (Citation2011), which includes: Specific tool-tip energy (STE) and Specific unproductive energy (SUE). They defined STE as the energy consumed by a specific cutting force during the machining operation, and SUE as the energy is used up due to friction during cutting. They expressed cutting force as a function of specific cutting force
and cutting geometry of the material as in (2), where f is the feed, d is the depth of cut,
is the approach angle,
is the cutting rake angle and k is the shear stress.
In Balogun and Mativenga (Citation2013), the authors estimated the energy requirements for machining experiments in an attempt to minimise resources usage (energy). Using mathematical approaches to characterise energy requirements for the machine modules used, they were able to estimate the total energy consumption of a MAC-V2 Takisawa Milling Machine and Mikron HSM 400 machining to be at 399 Whr and 415 Whr. The study found that with machine tools left in no-cutting mode for a long time, the energy footprint was significantly increased. However, the work did not benchmark their model with other machine tools energy minimisation models such as that in Diaz, Redelsheimer, and Dornfeld (Citation2011) and Santos, Pereira, and Ferreira (Citation2020). In contrast to the research above, Liu, Xie, and Liu (Citation2015) proposed a model for predicting the energy consumption of the main driving system (MDS) – spindle motor and mechanical transmission system – of machine tools in the machining process. The authors proposed a practical model which involved dividing the machining process in to distinct stages (start-up, idle and cutting), and evaluated the energy consumption model for the start-up and idle process at discrete speeds. The cutting power based on the machining parameters was calculated and this was then used to predict the energy consumption of the cutting process. To verify the practicability and accuracy of their model, the authors utilised the model in the MDS of a CNC lathe (C2-6136HK/1).
A large body of the literature on energy models in manufacturing industries (including those described above) have been applied to specific machines. Taking a different approach, Zeng et al. (Citation2019) developed a general empirical model using actual cutting experimental data to develop an energy consumption model for milling machines at certain power levels. Using the Material Removal Rate (MRR) as the cutting tool, they utilised experimental data to fit a regression model which was developed based on the analysis of the relationship between the power ratio, energy consumption and MRR. Results obtained showed an accuracy of over 80% for the cases considered. However, a limitation of this work is that it could only predict energy consumption with similar or same power capacity and could only be applied to certain ranges of MRRs due to limitations of the experimental data used. We summarise other relevant work in literature that examines optimisation approaches for energy consumption in machining processes in .
Other energy machining process can be found in Dahmus and Gutowski (Citation2004) and Diaz et al. (Citation2010). Detailed surveys of energy consumption using these basic decompositions have been extensively carried out by (O. Publishing (Citation2012) and Peng and Xu (Citation2014), including different models proposed by various researchers and we present a comparative survey of some of these works, as shown in . To this end, the behaviour and energy demand by machine tools cannot still be well described and modelled because there is still no sufficient method to model the energy demand of machining process that will capture the different energy demands due to the basic motion of CNC machine tools under different operation states. This is essential because machine can be in different states during machining activities.
Table 2. Therbligs of CNC machine tools (Jia, tang, and lv Citation2014)
Table 3. Computational methods for Therbligs power (Jia, tang, and lv Citation2014)
In Jia, Tang, and Lv (Citation2014), several machine states and activities are represented using a series of Therbligs, which are subsequently used to model the behaviour and energy demand of machining processes. They established a mathematical model for the energy demand of machining processes by linking the activity and Therblig with machining state. They identified 14 types of Therbligs for CNC machine tools that can be used to describe its energy states, as shown in .
Three out of 14 Therbligs are not used (A-axis Rotate, B-axis Rotate and C-axis Rotate), as they are only applicable when considering multi-axis CNC machine tools. Each Therbligs is associated with basic energy demand. Therbligs are classified into two types: The first is those that are indirectly related to material remover, and their power drawn is constant and do not change with cutting parameters during the machining process, they are: BM, L, CC, TS, TC and CFS. Their Therblig’s power is obtained via experimental measurement approach. For example, to obtain the Therblig power BM, (3) is used. Where is the measured power value of Therblig-BM at point i, N is the number of measurement points.
The second category is Therbligs that are directly related to material remover, and they include SR, XF, YF, ZF and C; their Therblig’s powers are not constant during machining processes and are highly dependent on the machining parameters. The power of each of Therblig in this category are obtained as illustrated in .
They developed a mapping relationship between Therbligs, and machining state as seen in . Also, the mapping relationship between machining state and activity is presented in .
Table 4. MAPPING RELATIONSHIP BETWEEN THERBLIGS AND MACHING STATES (Jia, tang, and lv Citation2014)
Table 5. Mapping relationship between machining states and activities (Jia, tang, and lv Citation2014)
Matrix of Activity-Therblig relation (ATR) and time activity (T) were formed based on the execution states of Therblig on each activity, and the time taken for the actual machining process. where = (i = 1,… .n; j = 1,… .m) represents execution state Therblig i in activity j, expressed by 0 or 1.
=0 implies the non-execution state of Therblig;
=1 means execution state of Therblig.
is the execution time of activity i. From (4) and (5), the Therblig time (TT) is calculated as given in (6)and Therbligs power (TP) is expressed in the matrix equation of (7) as:
where represent the power of Therblig j in activity i.
Therblig energy was then computed using Equation (8) below
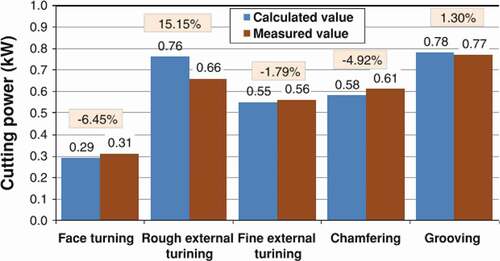
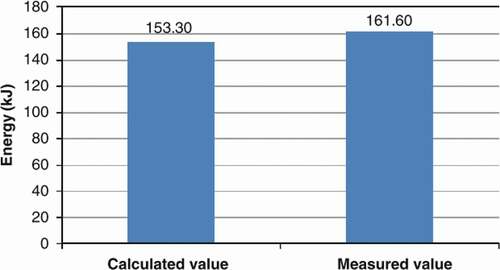
where is the energy consumption of Therblig j of machining processes, hence the total energy consumption E of the machining process was computed from (9). This energy model approach is applied to a case study (Jia, Tang, and Lv Citation2014) involving face turning, rough external turning, fine external turning, chamfering and grooving with results showing that the introduction of Therblig provides energy optimisation and efficiency improvement. The comparison between the calculated cutting power and measured power is shown in .
Figure 8. Comparison of calculated and measured power for five main machining processes (Jia, tang, and lv Citation2014)
Also, the comparison of calculated and measured energy value for machining a sample work-piece, is shown to have 94.86% accuracy, as shown in .
Figure 9. Comparison of calculated and measured energy value for machining sample work-piece (Jia, tang, and lv Citation2014)
When this approach was compared with that proposed by Li and Kara (Citation2011), for the same sample (Stepped shaft work-piece), the lowest accuracy was found to be 94.86%, the highest accuracy was 98.95% and the average accuracy was 97.09% (Jia, Tang, and Lv Citation2014), while the lowest, highest and average accuracy of energy estimation using method given by Li and Kara (Citation2011) was 90.99%, 95.56% and 92.39%, respectively. Similar research can be found by Shen et al. (Citation2018), where a practical energy consumption prediction method for CNC machine was carried out Despite some level of achievement compared with existing energy model approaches, it was revealed that models obtained based on this method show some discrepancy when compared with actual energy consumed by the same machine tool that the model represents. It is so because the models were based only on the steady state of the machine (Li and Kara Citation2011). In He et al. (Citation2012), it was shown that the calculated energy obtained from a steady state energy model was 9.3% less than the value obtained from direct energy measurement, this is the case because the transient state of machine was neglected. Such a model was presented by Zhang et al. (Citation2016).
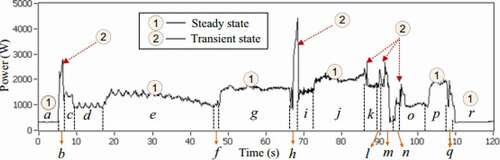
Recently, energy decomposition has been also grouped into two major categories where the previous grouping can be a subset. These categories are steady and transient state energy consumptions. The transient energy model is obtained by consideration of the finite state of the machine and understanding that the machine can only be in one of the states and transition from a state to other results in a transient state. Machining in transient state encompasses motor starting, instant increment in the speed or torque of moving parts, loading, etc. this usually results in some spike in the power profile during these states, referred to as peak power phenomena as seen in . Though the duration of these spikes or peaks of power is minimal, various studies have shown that they should not be neglected (Seyedzadeh et al. Citation2019), since the accumulation of these power over some time can sum up to a significant amount of energy.
Figure 10. Power peaks in transient state (Jia et al. Citation2017a)
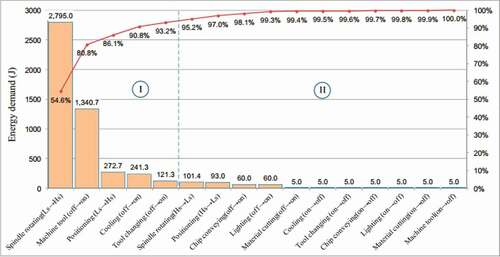
Previous researchers have neglected this transient energy consumed by machine tools. Only a very few researchers have accounted for this energy demand (Jia et al. Citation2017a; Jia et al. Citation2017b), this implies that more research regarding the application and model of this energy concept is still at the infant stage. In the research carried out by Jia et al. (Citation2017b), the transient energy is considered in the energy demand, and it is model using finite state of the machine. A Pareto chart of energy consumption of transient state indicates that spindle rotation (LsHs), positioning (Ls
Hs), cooling (off
on) and tool changing (off
on) are the critical transient state that consumed more than 80% of total transient energy demand as shown in .
Figure 11. Pareto chart of energy consumption of transient state (Jia et al. Citation2017a)
From the experiment conducted and case studies performed on a CK6153i CNC lathe, the results obtained shows the accuracy with this method is generally above 90% for the state transition cases. Specifically, the accuracy was improved by 33.01% and 54.71% for the two-state transition cases (spindle rotations (LsHs)-[0
750 r/min] and (Ls
Hs)-[500
1000 r/min]) as compared with the average power model. This research however considered only the selected transient energy demand associated with few transient states. Energy consumption modelling of machining transient states based on finite state machine was also investigated by Jia et al. (Citation2017a). This research is similar to that conducted by Jia et al. (Citation2017a) because both make use of Therblig energy based, but with advancement, in the construction of state transition of machine tools, and its extended application to CAK6150Di machine. The result from the experiment, and case study, shows some level of improvement in the prediction of energy demand for the key transient state considered when compared with average power model approach as compared in .
Figure 12. Energy consumption distribution of transient states and comparison of predicted and measured energy (CAK6150Di) (Jia et al. Citation2017a)
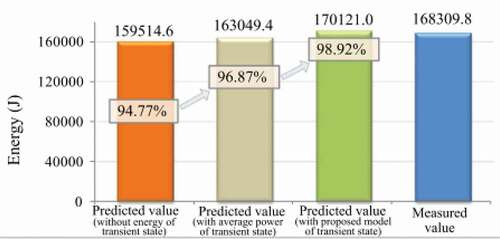
Hence, a better and more accurate energy model is achieved with the inclusion of the transient state energy demand. However, the research does not include machine tool (offon), which is also among the key transient states, as shown in . Machine tool (off
on) is manually operated and varies with different operator and that makes actual energy consumption due to machine tool (off
on) difficult to obtain. In addressing this issue, an energy modelling method of the machine-operator system for sustainable machining was presented by Jia et al. (Citation2018). In their work they included activities related to machine tool and operators in the machining process. The total energy consumed (TEC) by machine operator system (MOS) was obtained by the summation of machine energy consumption (MEC), and operator energy consumption (OEC). The MEC was obtained using the approach in (Jia, Tang, and Lv Citation2014), whereas, OEC was modelled by dividing the workman’s operations into simple elements of motion (Therbligs) hat classified activities of the operator in an industrial environment (see ). The intensities of different activities vary and are expressed using metabolic equivalent (MET), which is the amount of oxygen consumed while sitting at rest and is equal to 3.5 ml O2 per kg of body weight per minute. shows the intensity of regular operator activity.
Table 6. Typical activity types of the operator in an industrial environment (Jia et al. Citation2018)
Table 7. Intensity of typical operator activities (Jia et al. Citation2018)
The framework that is used to obtain TEC of MOS is shown in , with the total energy consumption as expressed in (10).
Figure 13. Framework of the total energy consumption of MOS (Jia et al. Citation2018)
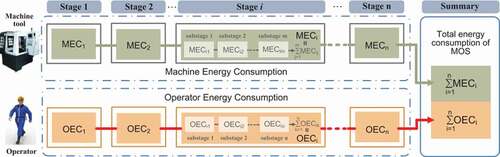
where is the power function of the operator during sub-stage k in machining stage i;
is the duration of sub-stage k in machining stage i;
is the power function of the machine during sub-stage j in machining stage i;
is the duration of sub-stage j in machining stage i. This model was applied to a case study (Jia et al. Citation2018) whose operator activities and machining stages were broken down, as shown in .
Figure 14. Five stages of the machining case (Jia et al. Citation2018)
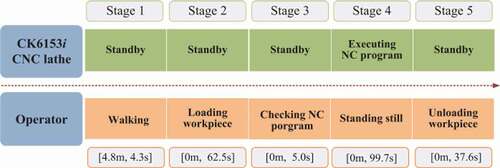
The result obtained is shown in Figure 16. For detail of the calculation of the energy, the reader is been referred to Jia et al. (Citation2018).
The result obtained is an improvement from the previous ones without the operator model. Hence, it has given room for new energy-saving strategies which has an energy saving potential of 15.85% in the machining case under consideration. Research regarding the application of this model is required as adequate energy model for machine tool that combine both the static and transient state of machine is required to account for its energy usage so that such model can be used in formulating energy objective in the planning and production process.
An efficient energy model is not enough if it is not correctly integrated into production processes (Liu et al. Citation2014). Nevertheless, it has been pointed out that an incomplete understanding of energy consumption with regards to process level will be a problem in the evaluation of energy consumption by the machine or in the creation of approaches to minimising energy at the operational level (Kordonowy Citation2002; Weinert, Chiotellis, and Seliger Citation2011). Therefore, we shall review research on energy minimisation via operational strategies.
B. Energy minimisation via operational methods
The use of new energy-efficient machines may require additional investment and impose enormous pressure on companies, so managers seek alternative measures of minimising energy consumption through operational processes. In manufacturing industries, where the machine tools are used to carry out large job productions, i.e. job shop, flow shops, etc., the standard strategy to employ is job scheduling. In job scheduling, jobs are assigned to machines following a certain routine or precedence so that machines are effectively put to use, and only when their services are needed (Pinedo Citation2012).
Initially, the most common objectives that are mostly considered by researchers in scheduling problems are production related objectives such as makespan, mean tardiness, inventory cost, etc., energy minimisation as an objective is often neglected. But, due to recent advocating of the need to minimise energy consumption and emission at the production level (end users). Also, the fact that the operational method has proven to be a feasible and effective method to reduce the energy consumption of manufacturing companies (Fang et al. Citation2011; Mouzon and Yildirim Citation2008). Researchers have responded by carrying out further research on scheduling problems to minimise the energy used up during production using several strategies. In this section, we will present a review of some of these research and also highlights some key future research areas.
The major areas of energy improvement techniques during operation planning that are popular in the literatures are: Reduction of non-processing energy (NPE) consumed by the machine; Changing of operation speed level during machining process; Time of use strategies; and reduction of total energy during production.
1) Reduction of NPE consumed by machine: This method eliminates or reduces the energy consumed by the machine while it is not producing. Three levels of power consumption by machines during manufacturing processes has been identified vis-a-viz: the idle power, start-up power, and machining power. The first two are mostly referred to as the NPE, and the third categories is known as processing energy consumption (PE) (Mouzon Citation2008; Liang et al., Citation2015; Liu et al. Citation2016). The target in this technique is to minimise the non-processing energy consumption of the machine tools. To apply this method of energy minimisation, the energy consumed during each idle period of the machine and the energy used up when the machine is switched ‘off’ from ‘on’ state and back to ‘on’ state are calculated and compared. When the consumed energy during the idle period is higher than a particular value (Breakeven value), which is the value that is economically justifiable to shut down the machine for that particular idle period, then the machine is shut down or otherwise left to consume idle power. The research by Hu et al. (Citation2017) investigates the energy consumption associated with changes in spindle rotation and tool changes; this research considered the minimisation of the NPE during operation using Ant colony optimisation algorithm. This approach has been successfully deployed by many other researchers (Mouzon and Yildirim Citation2008)(; Liu et al. Citation2016; Che et al. Citation2017; Firas and Denis Citation2015). This approach may, however, not be suitable for all machines, especially machines with a large warm-up time and warm-up energy such as an industrial oven. In this case, it may be economical not to switch off the machine until after the entire production.
2) Changing machine’s operating speed: This method of energy minimisation techniques is based on variable speed selection approach for machining process during operation. Energy consumed by a machine is proportional to the speed with which the machine is processing the operations. This implies that a machine operating at a higher speed consumed much power, though its processing time is reduced. Based on this principle, energy minimisation algorithms for parallel machine scheduling through variable speed selector (speed scaling approach) was carried out by Wu and Che (Citation2019). They create several variable speed selector vectors from which the machine optimally selects the appropriate speed to be used for the processing of the operation so that minimal energy is used up. Similar technique was used (Bampis et al. Citation2012) where a polynomial algorithm was used to solve a speed-scaling single-machine scheduling problem. they considered the use of power-down strategies to minimise total energy consumption. Also, a flexible speed-scaling flow shop scheduling problem was formulated in (Dai et al. Citation2013) with objective of minimising both makespan and total energy consumption. This problem was solved with the help of a genetic-simulated annealing algorithm. Other researchers that have employed speed scaling approaches in energy minimisation are but not limited to Ding, Song, and Wu (Citation2016), Fang et al. (Citation2016), Chen, Luo, and Zhang (Citation2011) and Luo, Zhang, and Fan (Citation2019). This speed scaling approach may compromise the quality of the finished jobs since the quality of jobs is sometimes a function of speed.
3) Time of use technique: The production time is classified into peak and off-peak time, the jobs scheduling is then strategised such that, a significant amount of jobs is processed during off-peak periods, i.e. when the peak-power load is reduced, so that cost and energy of production are minimised. This technique is referred to as the time of use (TOU) strategy and has gained acceptance by many researchers as means of minimising cost of energy usage by the machine. The energy minimisation through the reduction of peak-power load inflow shop was considered in (Fang et al. Citation2011). A similar approach was used by Bruzzone et al. (Citation2012), where a modification of jobs scheduled in flexible flow shops was developed in order to adjust to maximum peak power constraints. Also, a single-machine scheduling problem under the time-of-use (TOU) strategy was considered by Che, Zeng, and Lyu (Citation2016). A new mathematical model which determines efficient scheduling for minimisation of makespan and electricity consumption cost (ECC) in flexible job shop scheduling problem (FJSSP) under a time-of-use (TOU) policy was presented by Zhang et al. (Citation2017) and Sharma et al. (Citation2015). This TOU approach may be difficult for the large-scale manufacturing industry.
4) Reduction in total energy consumption: Other researchers minimise total energy consumption by machine during jobs production. The total energy consumed by a machine during operation is computed by taking the product of the constant power consumed by the machine and the whole period in which the machine tool is used. Researchers use this total energy reduction methods as one of the objectives in formulating a scheduling problem. It is important to mention that the scheduling problem is one of the hardest combinatorial optimisation problems (Al-Hinai and ElMekkawy Citation2011; Pinedo and Hadavi Citation1991), as it is a non-deterministic polynomial (NP-hard) problem (Fattahi, Mehrabad, and Jolai Citation2007). Therefore, classical mathematical optimisation methods are not suitable for solving this type of problem (Marler and Arora Citation2004), hence optimisation techniques are used. The performance of optimisation techniques is problem dependent or problem specific; however, optimisation techniques is good if it possess both good exploration and exploitation capabilities; the exploration quality refers to the ability of an optimisation algorithm to seek for the global optimum in the solution space of an unknown optimisation problem, while the exploration process refers to its ability to apply the knowledge of previous and current solutions to look for the better solution (Estrada-Wiese, del Ro-Chanona, and Del Ro Citation2018). The performance of the optimisation techniques can be evaluated using convergence time, computation level involved, multi-objectives/constraints capabilities, and ease of implementation. This paper does not review the performance of optimisation techniques available but rather, mentions the type that is used in the research considered to solve energy minimisation problems.
In Lei, Gao, and Zheng (Citation2017), a novel teaching-learning based optimisation algorithm was used to minimise the total energy consumption in a hybrid flow shop using the steady power consumption approach. Energy-efficient dynamic scheduling for a flexible flow shop was presented by Tang et al. (Citation2016), they used an improved particle swarm optimisation to minimise the total energy consumption of the scheduling problem. The minimisation of total energy consumption by machine tool was also carried out in flexible flow shop (Dai et al. Citation2013), an energy efficiency objective problem was formulated, and solved using an improved genetic-simulated annealing algorithm. In Yildirim and Mouzon (Citation2011), a mathematical model for minimising total energy consumption, and maximum completion time on machine tool was carried out. The total energy consumption of a single machine was also minimised by Shrouf et al. (Citation2014) through production scheduling. A mixed integer linear multi-objective optimisation for two-machine flow shop problem was carried out by Mansouri, Aktas, and Besikci (Citation2016), they developed a low bound heuristic that minimised both the total energy consumption and the make-span. An energy efficient job shop scheduling problem was solved using multi-objective genetic algorithm with local search capability in Zhang and Chiong (Citation2016), where both the total weighted tardiness and energy consumption were minimised. Similarly, in Lei, Zheng, and Guo (Citation2017), the total energy consumption in a flexible job shop scheduling was minimised using a shuffle frog-leaping algorithm. In Luo et al. (Citation2013), an ant-colony optimisation algorithm was to solve a minimisation problem involving production efficiency and cost of electric power in a hybrid flow shop. It was revealed in the research presented by Hu et al. (Citation2018) that the machining energy consumption can be reduced via optimum sequencing of the features of the part being processed by the machine at the planning stage. Using different optimisation techniques, other studies that considered the minimisation of total energy consumption during production includes but not limited to Fu et al. (Citation2019), Kawaguchi and Fukuyama (Citation2018), Shukla, Kumar, and Kushwaha (Citation2021), Gao et al. (Citation2011).
All of these energy minimisation techniques on machine tool considered steady state energy consumption of the machine and the transient energy consumption by the machine is ignored. The transient energy consumption cannot be ignored since the machine always transits from one steady state to another during operation. To the best of our knowledge, all the research on energy minimisation at the operational level ignored the transient energy consumption aspect of machine tools.
V. Research directions
In various machine tool models, very few researchers include the transient state of the machine in their formulated energy model, and this has a considerable impact on the efficiency of these models. Also, at the machine operations level, researchers have reported several energy minimisation methods central to job scheduling approach. Techniques such as energy minimisation using variable speed selector, minimisation of non-processing energy, minimisation of total energy consumption, etc., have all been reviewed. Majority of these researches have only considered the steady state of the machine tool in their energy minimisation approaches, little or no attention is paid on the energy consumption during the transient operation states of the machine, as a result of this, accurate monitoring of the total energy consumed by the machine tool during operation is not feasible. Therefore, more research should be encouraged on the application of energy modelling of machine tools, that will include all the possible states (transient and steady state) of the machine during machine operations
VI. Conclusion
Energy is a valuable commodity that is inevitable for the sustainability of lives. The demand for energy is continuously increasing in proportion to the world population growth, and development. As more than 80% of this energy is sourced from fossil fuels, harmful emissions are enormous and, on the rise, this has to be checked as recommended by IEA, and other environmental governing bodies. As a result of this, more environmentally friendly methods of energy generation have been encouraged, though the response and the investment towards alternative (ecologically friendly) sources of energy production are still far from achieving the landmark because less than 14% of the world energy is generated from these sources at the moment. Based on our review, energy minimisation through efficient use of energy is seen as the intermediate and immediate solution. Therefore, this research has reviewed the existing methods that have been deployed so far in this regard, using a top-to-bottom approach, while also, highlighting area that requires more attention. Also, with the industrial sector accounting for about 37% of the world total energy consumption, with 90% of the energy consumed by the industrial sector via manufacturing processes and 36% of emission, with machine tools taking the highest percentage, the actual amount of energy consumed by machine tools is unknown due to lack of efficient energy models. Researchers had formulated several energy models for machine tools during operations so that the actual amount of energy consumption on each operation process by the machine is estimated. The output from the energy model serves as input for machine tool builders (to adjust the designed method), and end users (guides on use for application), so that appropriate steps/methods are put in place to reduce the energy demand by the machine tools. From the literature survey, we have identified that very few researchers had considered the transient state of the machine in their energy model; therefore, more research is needed in this area. At the operations level, researchers have reported several methods centrally to job scheduling for energy minimisation, methods like variable speed selector, minimisation of non-processing energy, or minimisation of total energy consumption, have all been reported. To the best of our knowledge, almost all of the researches had only considered the application of the steady-state model of the machines in their methods of energy minimisation, while neglecting energy consumption due to the transient state of machine tools. The energy consumption during the transient state of machines is inevitable for accurate monitoring of the actual energy used up by the machine tools. Therefore, more research is also required in the application of transient energy consumption model at the operation level. In conclusion, to reduce the emission and energy consumption, more investment should be made in the production of energy from environmentally friendly sources, more researches on efficient energy models for machine tool should be considered; finally, the application of energy models incorporating transient energy consumption should be researched and included in production planning for manufacturing industries.
Acknowledgments
The authors would like to acknowledge and thank the management of Petroleum Technology Development Fund (PTDF), Nigeria for their financial and moral support in conducting this research.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
Notes on contributors
Lukman Aminu Yusuf
Lukman Yusuf received the B.Eng. degree in Electrical Engineering from Kano State University of Science and Technology (KUST), Wudil and the M. Eng degree from Bayero University, Kano, Nigeria. He is currently pursuing a PhD degree at the Department of Electrical and Electronic Engineering, University of Glasgow. His research interest includes AI, Acoustic Cavitation and Energy modelling.
Kayode Popoola
Kayode Popoola received the B.Eng. and M. Eng. degree in Electrical Engineering from Bayero University, Kano, Nigeria. He is currently pursuing a PhD degree at the Department of Electronic Engineering, University of York. His research interest includes Aerial platform wireless communication, Vehicular networks and Energy modelling.
Haruna Musa
Haruna Musa is currently a Professor of Electrical Engineering, Bayero University, Kano. He holds a PhD and MSc degree from Bayero University, Kano and University of Lagos respectively. He has over 40 publications in local and international journals. His area of interest include Distributed generation systems, Intelligent optimization techniques and Energy modelling.
References
- Abdelaziz, E., R. Saidur, and S. Mekhilef. 2011. “A Review on Energy Saving Strategies in Industrial Sector.” Renewable and Sustainable Energy Reviews 15 (1): 150–168. doi:https://doi.org/10.1016/j.rser.2010.09.003.
- Al-Hinai, N., and T. ElMekkawy. 2011. “An Efficient Hybridized Genetic Algorithm Architecture for the Flexible Job Shop Scheduling Problem.” Flexible Services and Manufacturing Journal 23 (1): 64–85. doi:https://doi.org/10.1007/s10696-010-9067-y.
- Arafat, M., T. Sjafrizal, and R. A. Anugraha. 2020. “An Artificial Neural Network Approach to Predict Energy Consumption and Surface Roughness of a Natural Material.” SN Applied Sciences 2 (7): 1–11. doi:https://doi.org/10.1007/s42452-020-2987-6.
- Balogun, V. A., and P. T. Mativenga. 2013. “Modelling of Direct Energy Requirements in Mechanical Machining Processes.” Journal of Cleaner Production 41: 179–186. doi:https://doi.org/10.1016/j.jclepro.2012.10.015.
- Bampis, E., C. Dürr, F. Kacem, and I. Milis. 2012. “Speed Scaling with Power down Scheduling for Agreeable Deadlines.” Sustainable Computing: Informatics and Systems 2 (4): 184–189.
- Bruzzone, A. A., D. Anghinolfi, M. Paolucci, and F. Tonelli. 2012. “Energy-aware Scheduling for Improving Manufacturing Process Sustainability: A Mathematical Model for Flexible Flow Shops.” CIRP Annals 61 (1): 459–462. doi:https://doi.org/10.1016/j.cirp.2012.03.084.
- Che, A., X. Wu, J. Peng, and P. Yan. 2017. “Energy-efficient Bi-objective Single-machine Scheduling with Power-down Mechanism.” Computers & Operations Research 85: 172–183. doi:https://doi.org/10.1016/j.cor.2017.04.004.
- Che, A., Y. Zeng, and K. Lyu. 2016. “An Efficient Greedy Insertion Heuristic for Energy-conscious Single Machine Scheduling Problem under Time-of-use Electricity Tariffs.” Journal of Cleaner Production 129: 565–577. doi:https://doi.org/10.1016/j.jclepro.2016.03.150.
- Chen L, Luo W, Zhang G. Approximation Algorithms for Unrelated Machine Scheduling with an Energy Budget. Lecture Notes in Computer Science [Internet]. Springer Berlin Heidelberg; 2011;244–54. Available from: https://doi.org/http://dx.doi.org/10.1007/978-3-642-21204-8_27
- Dahmus, J. B., and T. G. Gutowski. 2004. “An Environmental Analysis of Machining,” in ASME 2004 International Mechanical Engineering Congress and Exposition.” In American Society of Mechanical Engineers Digital Collection, 643–652.
- Dai, M., D. Tang, A. Giret, M. A. Salido, and W. D. Li. 2013. “Energy-efficient Scheduling for a Flexible Flow Shop Using an Improved Genetic-simulated Annealing Algorithm.” Robotics and Computer-Integrated Manufacturing 29 (5): 418–429. doi:https://doi.org/10.1016/j.rcim.2013.04.001.
- Diaz N, Redelsheimer E, Dornfeld D. Energy Consumption Characterization and Reduction Strategies for Milling Machine Tool Use. Glocalized Solutions for Sustainability in Manufacturing [Internet]. Springer Berlin Heidelberg; 2011;263–7. Available from: https://doi.org/http://dx.doi.org/10.1007/978-3-642-19692-8_46
- Diaz, N., S. Choi, M. Helu, Y. Chen, S. Jayanathan, Y. Yasui, D. Kong, S. Pavanaskar, and D. Dornfeld. 2010. “Machine Tool Design and Operation Strategies for Green Manufacturing.” Proceedings of the 4th CIRP International Conference on High Performance Cutting (HPC2010), Vol. 1, pp. 271-276, Gifu, Japan.
- Ding, J.-Y., S. Song, and C. Wu. 2016. “Carbon-efficient Scheduling of Flow Shops by Multi-objective Optimization.” European Journal of Operational Research 248 (3): 758–771. doi:https://doi.org/10.1016/j.ejor.2015.05.019.
- Estrada-Wiese, D., E. del Ro-Chanona, and J. Del Ro. 2018. “Stochastic Optimization of Broadband Reflecting Photonic Structures.” Scientific Reports 8 (1): 1–9. doi:https://doi.org/10.1038/s41598-018-19613-6.
- Fang, K., N. A. Uhan, F. Zhao, and J. W. Sutherland. 2016. “Scheduling on a Single Machine under Time-of-use Electricity Tariffs.” Annals of Operations Research 238 (1–2): 199–227. doi:https://doi.org/10.1007/s10479-015-2003-5.
- Fang K, Uhan N, Zhao F, Sutherland JW. A New Shop Scheduling Approach in Support of Sustainable Manufacturing. Glocalized Solutions for Sustainability in Manufacturing [Internet]. Springer Berlin Heidelberg; 2011;305–10. Available from: https://doi.org/http://dx.doi.org/10.1007/978-3-642-19692-8_53
- Fattahi, P., M. S. Mehrabad, and F. Jolai. 2007. “Mathematical Modeling and Heuristic Approaches to Flexible Job Shop Scheduling Problems.” Journal of Intelligent Manufacturing 18 (3): 331–342. doi:https://doi.org/10.1007/s10845-007-0026-8.
- Firas, A.-Q., and G. Denis. 2015. “A Multi-objective Genetic Method Minimizing Tardiness and Energy Consumption during Idle Times.” IFAC-PapersOnLine 48 (3): 1216–1223. doi:https://doi.org/10.1016/j.ifacol.2015.06.250.
- Fu, Y., G. Tian, A. M. Fathollahi-Fard, A. Ahmadi, and C. Zhang. 2019. “Stochastic Multi-objective Modelling and Optimization of an Energy-conscious Distributed Permutation Flow Shop Scheduling Problem with the Total Tardiness Constraint.” Journal of Cleaner Production 226: 515–525. doi:https://doi.org/10.1016/j.jclepro.2019.04.046.
- Gao, L., G. Zhang, L. Zhang, and X. Li. 2011. “An Efficient Memetic Algorithm for Solving the Job Shop Scheduling Problem.” Computers & Industrial Engineering 60 (4): 699–705. doi:https://doi.org/10.1016/j.cie.2011.01.003.
- Global Machine Tools Market, “Global Machine Tools Market by Product Type (Milling Machines, Drilling Machines, Turning Machines, Grinding Machines, Electrical Discharge Machines), Automation Type, Industry Segment, Sales Channel, and Region – Global Forecast to 2027,” https://www.marketsandmarkets.com/Market-Reports/machine-tools-market-168345068.html, 2018, online;accessed 22 January 2021
- Han, F., L. Li, W. Cai, C. Li, X. Deng, and J. W. Sutherland. 2020. “Parameters Optimization considering the Trade-off between Cutting Power and Mrr Based on Linear Decreasing Particle Swarm Algorithm in Milling.” Journal of Cleaner Production 262: 121388. doi:https://doi.org/10.1016/j.jclepro.2020.121388.
- He, Y., F. Liu, T. Wu, F. Zhong, and B. Peng. 2012. “Analysis and Estimation of Energy Consumption for Numerical Control Machining.” Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 226 (2): 255–266. doi:https://doi.org/10.1177/0954405411417673.
- Hu, L., R. Tang, Y. Liu, Y. Cao, and A. Tiwari. 2018. “Optimising the Machining Time, Deviation and Energy Consumption through a Multi-objective Feature Sequencing Approach.” Energy Conversion and Management 160: 126–140. doi:https://doi.org/10.1016/j.enconman.2018.01.005.
- Hu, L., Y. Liu, N. Lohse, R. Tang, J. Lv, C. Peng, and S. Evans. 2017. “Sequencing the Features to Minimise the Non-cutting Energy Consumption in Machining considering the Change of Spindle Rotation Speed.” Energy 139: 935–946. doi:https://doi.org/10.1016/j.energy.2017.08.032.
- I. E. Agency. 2007. Tracking Industrial Energy Efficiency and CO2 Emissions. Organisation for Economic Co-operation and Development.
- IEA. 2011. World Energy Outlook 2011, IEA, Paris https://www.iea.org/reports/world-energy-outlook-2011
- IEA, P., “ World Energy Outlook 2020,” http://www.iea.org/reports/world-energy-outlook-2020/, 2020, [Online; accessed 02 June 2020].
- Jetté, M., K. Sidney, and G. Blümchen. 1990. “Metabolic Equivalents (Mets) in Exercise Testing, Exercise Prescription, and Evaluation of Functional Capacity.” Clinical Cardiology 13 (8): 555–565. doi:https://doi.org/10.1002/clc.4960130809.
- Jia, S., Q. Yuan, D. Ren, and J. Lv. 2017b. “Energy Demand Modeling Methodology of Key State Transitions of Turning Processes.” Energies 10 (4): 462. doi:https://doi.org/10.3390/en10040462.
- Jia, S., Q. Yuan, W. Cai, M. Li, and Z. Li. 2018. “Energy Modeling Method of Machine-operator System for Sustainable Machining.” Energy Conversion and Management 172: 265–276. doi:https://doi.org/10.1016/j.enconman.2018.07.030.
- Jia, S., R. Tang, and J. Lv. 2014. “Therblig-based Energy Demand Modeling Methodology of Machining Process to Support Intelligent Manufacturing.” Journal of Intelligent Manufacturing 25 (5): 913–931. doi:https://doi.org/10.1007/s10845-012-0723-9.
- Jia, S., R. Tang, J. Lv, Q. Yuan, and T. Peng. 2017a. “Energy Consumption Modeling of Machining Transient States Based on Finite State Machine.” The International Journal of Advanced Manufacturing Technology 88 (5–8): 2305–2320. doi:https://doi.org/10.1007/s00170-016-8952-2.
- Kawaguchi S, Fukuyama Y. Reactive Hybrid Particle Swarm Optimization Based Job-shop Scheduling Problems Considering Energy Management. TENCON 2018–2018 IEEE Region 10 Conference [Internet]. IEEE; 2018 Oct; Available from: https://doi.org/http://dx.doi.org/10.1109/tencon.2018.8650438
- Kim, H., and K. Ehmann. 1993. “A Cutting Force Model for Face Milling Operations.” International Journal of Machine Tools & Manufacture 33 (5): 651–673. doi:https://doi.org/10.1016/0890-6955(93)90099-G.
- Kong, D., S. Choi, Y. Yasui, S. Pavanaskar, D. Dornfeld, and P. Wright. 2011. “Software-based Tool Path Evaluation for Environmental Sustainability.” Journal of Manufacturing Systems 30 (4): 241–247. doi:https://doi.org/10.1016/j.jmsy.2011.08.005.
- Kordonowy, D. N., “A Power Assessment of Machining Tools,” Ph.D. dissertation, Massachusetts Institute of Technology, 2002.
- Lei, D., L. Gao, and Y. Zheng. 2017. “A Novel Teaching-learning-based Optimization Algorithm for Energy-efficient Scheduling in Hybrid Flow Shop.” IEEE Transactions on Engineering Management 65 (2): 330–340. doi:https://doi.org/10.1109/TEM.2017.2774281.
- Lei, D., Y. Zheng, and X. Guo. 2017. “A Shuffled Frog-leaping Algorithm for Flexible Job Shop Scheduling with the Consideration of Energy Consumption.” International Journal of Production Research 55 (11): 3126–3140. doi:https://doi.org/10.1080/00207543.2016.1262082.
- Li, B., X. Tian, and M. Zhang. 2020. “Modeling and Multi-objective Optimization of Cutting Parameters in the High-speed Milling Using Rsm and Improved Tlbo Algorithm.” The International Journal of Advanced Manufacturing Technology 111 (7–8): 2323–2335. doi:https://doi.org/10.1007/s00170-020-06284-9.
- Li, L., F. Liu, B. Chen, and C. B. Li. 2015. “Multi-objective Optimization of Cutting Parameters in Sculptured Parts Machining Based on Neural Network.” Journal of Intelligent Manufacturing 26 (5): 891–898. doi:https://doi.org/10.1007/s10845-013-0809-z.
- Li, W., and S. Kara. 2011. “An Empirical Model for Predicting Energy Consumption of Manufacturing Processes: A Case of Turning Process.” Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 225 (9): 1636–1646. doi:https://doi.org/10.1177/2041297511398541.
- Liang P, Yang H, Liu G, Guo J. An Ant Optimization Model for Unrelated Parallel Machine Scheduling with Energy Consumption and Total Tardiness. Mathematical Problems in Engineering [Internet]. Hindawi Limited; 2015;2015:1–8. Available from: https://doi.org/http://dx.doi.org/10.1155/2015/907034
- Lin, W., B. Lee, and C. Wu. 2001. “Modeling the Surface Roughness and Cutting Force for Turning.” Journal of Materials Processing Technology 108 (3): 286–293. doi:https://doi.org/10.1016/S0924-0136(00)00835-9.
- Liu, F., J. Xie, and S. Liu. 2015. “A Method for Predicting the Energy Consumption of the Main Driving System of A Machine Tool in A Machining Process.” Journal of Cleaner Production 105: 171–177. doi:https://doi.org/10.1016/j.jclepro.2014.09.058.
- Liu, Y., H. Dong, N. Lohse, and S. Petrovic. 2016. “A Multi-objective Genetic Algorithm for Optimisation of Energy Consumption and Shop Floor Production Performance.” International Journal of Production Economics 179: 259–272. doi:https://doi.org/10.1016/j.ijpe.2016.06.019.
- Liu, Y., H. Dong, N. Lohse, S. Petrovic, and N. Gindy. 2014. “An Investigation into Minimising Total Energy Consumption and Total Weighted Tardiness in Job Shops.” Journal of Cleaner Production 65: 87–96. doi:https://doi.org/10.1016/j.jclepro.2013.07.060.
- Luo, H., B. Du, G. Q. Huang, H. Chen, and X. Li. 2013. “Hybrid Flow Shop Scheduling considering Machine Electricity Consumption Cost.” International Journal of Production Economics 146 (2): 423–439. doi:https://doi.org/10.1016/j.ijpe.2013.01.028.
- Luo, S., L. Zhang, and Y. Fan. 2019. “Energy-efficient Scheduling for Multi-objective Flexible Job Shops with Variable Processing Speeds by Grey Wolf Optimization.” Journal of Cleaner Production 234: 1365–1384. doi:https://doi.org/10.1016/j.jclepro.2019.06.151.
- Mansouri, S. A., E. Aktas, and U. Besikci. 2016. “Green Scheduling of a Two-machine Flowshop: Trade-off between Makespan and Energy Consumption.” European Journal of Operational Research 248 (3): 772–788. doi:https://doi.org/10.1016/j.ejor.2015.08.064.
- Marler, R. T., and J. S. Arora. 2004. “Survey of Multi-objective Optimization Methods for Engineering.” Structural and Multidisciplinary Optimization 26 (6): 369–395. doi:https://doi.org/10.1007/s00158-003-0368-6.
- May, G., B. Stahl, M. Taisch, and D. Kiritsis. 2017. “Energy Management in Manufacturing: From Literature Review to a Conceptual Framework.” Journal of Cleaner Production 167: 1464–1489. doi:https://doi.org/10.1016/j.jclepro.2016.10.191.
- Mouzon, G., and M. B. Yildirim. 2008. “A Framework to Minimise Total Energy Consumption and Total Tardiness on A Single Machine.” International Journal of Sustainable Engineering 1 (2): 105–116. doi:https://doi.org/10.1080/19397030802257236.
- Mouzon, G. C., “Operational Methods and Models for Minimization of Energy Consumption in a Manufacturing Environment,” Ph.D. dissertation, Wichita State University, 2008.
- O. Publishing. 2012. OECD Green Growth Studies Energy. OECD publishing.
- Park, C.-W., K.-S. Kwon, W.-B. Kim, B.-K. Min, S.-J. Park, I.-H. Sung, Y. S. Yoon, K.-S. Lee, J.-H. Lee, and J. Seok. 2009. “Energy Consumption Reduction Technology in Manufacturing—a Selective Review of Policies, Standards, and Research.” International Journal of Precision Engineering and Manufacturing 10 (5): 151–173. doi:https://doi.org/10.1007/s12541-009-0107-z.
- Peng, T., and X. Xu. 2014. “Energy-efficient Machining Systems: A Critical Review.” The International Journal of Advanced Manufacturing Technology 72 (9–12): 1389–1406. doi:https://doi.org/10.1007/s00170-014-5756-0.
- Pinedo, M. 2012. Scheduling. Vol. 29. Springer Berlin Heidelberg.
- Pinedo M, Hadavi K. Scheduling: Theory, Algorithms and Systems Development. Operations Research Proceedings 1991 [Internet]. Springer Berlin Heidelberg; 1992;35–42. Available from: https://doi.org/http://dx.doi.org/10.1007/978-3-642-46773-8_5
- Salahi, N., and M. A. Jafari. 2016. “Energy-performance as a Driver for Optimal Production Planning.” Applied Energy 174: 88–100. doi:https://doi.org/10.1016/j.apenergy.2016.04.085.
- Santos, R. C., M. Pereira, and J. C. Ferreira, “Energy Consumption in Milling as a Result of Different Machining Parameters and Tool Paths,” in 2020 IEEE Green Technologies Conference (GreenTech). IEEE, 2020, pp. 206–211.
- Schischke, D.-I. K. 2012. “Machine Tools and Related Machinery.” In Fraunhofer Institute for Reliability and Microintegration, IZM. Berlin, Germany
- Seyedzadeh, S., F. P. Rahimian, P. Rastogi, and I. Glesk. 2019. “Tuning Machine Learning Models for Prediction of Building Energy Loads.” Sustainable Cities and Society 47: 101484. doi:https://doi.org/10.1016/j.scs.2019.101484.
- Sharma A, Zhao Fhttps://doi.org/http://dx.doi.org/10.1016/j.jclepro.2015, Sutherland JW. Econological scheduling of a manufacturing enterprise operating under a time-of-use electricity tariff. Journal of Cleaner Production [Internet]. Elsevier BV; 2015 Dec;108:256–70. Available from: .06.002
- Shen, N., Y. Cao, J. Li, K. Zhu, and C. Zhao. 2018. “A Practical Energy Consumption Prediction Method for Cnc Machine Tools: Cases of Its Implementation.” The International Journal of Advanced Manufacturing Technology 99 (9–12): 2915–2927. doi:https://doi.org/10.1007/s00170-018-2550-4.
- Shrouf, F., J. Ordieres-Meré, A. Garca-Sánchez, and M. Ortega-Mier. 2014. “Optimizing the Production Scheduling of a Single Machine to Minimize Total Energy Consumption Costs.” Journal of Cleaner Production 67: 197–207. doi:https://doi.org/10.1016/j.jclepro.2013.12.024.
- Shukla DK, Kumar D, Kushwaha DS. Task scheduling to reduce energy consumption and makespan of cloud computing using NSGA-II. Materials Today: Proceedings [Internet]. Elsevier BV; 2021 Jan; Available from: https://doi.org/http://dx.doi.org/10.1016/j.matpr.2020.11.556
- Tang, D., M. Dai, M. A. Salido, and A. Giret. 2016. “Energy-efficient Dynamic Scheduling for a Flexible Flow Shop Using an Improved Particle Swarm Optimization.” Computers in Industry 81: 82–95. doi:https://doi.org/10.1016/j.compind.2015.10.001.
- Vijayaraghavan, A., and D. Dornfeld. 2010. “Automated Energy Monitoring of Machine Tools.” CIRP Annals 59 (1): 21–24. doi:https://doi.org/10.1016/j.cirp.2010.03.042.
- Wang, Q., F. Liu, and C. Li. 2013. “An Integrated Method for Assessing the Energy Efficiency of Machining Workshop.” Journal of Cleaner Production 52: 122–133. doi:https://doi.org/10.1016/j.jclepro.2013.03.020.
- Weinert, N., S. Chiotellis, and G. Seliger. 2011. “Methodology for Planning and Operating Energy-efficient Production Systems.” CIRP Annals 60 (1): 41–44. doi:https://doi.org/10.1016/j.cirp.2011.03.015.
- Wu, X., and A. Che. 2019. “A Memetic Differential Evolution Algorithm for Energy-efficient Parallel Machine Scheduling.” Omega 82: 155–165. doi:https://doi.org/10.1016/j.omega.2018.01.001.
- Xiao, Y., Z. Jiang, Q. Gu, W. Yan, and R. Wang. 2021. “A Novel Approach to Cnc Machining Center Processing Parameters Optimization considering Energy-saving and Low-cost.” Journal of Manufacturing Systems 59: 535–548. doi:https://doi.org/10.1016/j.jmsy.2021.03.023.
- Xie J, Zhao P, Hu P, Yin Y, Zhou H, Chen J, et al. Multi-objective feed rate optimization of three-axis rough milling based on artificial neural network. The International Journal of Advanced Manufacturing Technology [Internet]. Springer Science and Business Media LLC; 2021 Mar 26;114(5–6):1323–39. Available from: https://doi.org/http://dx.doi.org/10.1007/s00170-021-06902–0
- Yildirim, M. B., and G. Mouzon. 2011. “Single-machine Sustainable Production Planning to Minimize Total Energy Consumption and Total Completion Time Using a Multiple Objective Genetic Algorithm.” IEEE Transactions on Engineering Management 59 (4): 585–597. doi:https://doi.org/10.1109/TEM.2011.2171055.
- Yoon, H.-S., E.-S. Kim, M.-S. Kim, J.-Y. Lee, G.-B. Lee, and S.-H. Ahn. 2015. “Towards Greener Machine Tools–a Review on Energy Saving Strategies and Technologies.” Renewable and Sustainable Energy Reviews 48: 870–891. doi:https://doi.org/10.1016/j.rser.2015.03.100.
- Zeng, Y., T. Li, Y. Deng, and C. Yuan. 2019. “A General Empirical Energy Consumption Model for Computer Numerical Control Milling Machine.” Journal of Manufacturing Science and Engineering 141 (2). doi:https://doi.org/10.1115/1.4042306.
- Zeroudi, N., M. Fontaine, and K. Necib. 2012. “Prediction of Cutting Forces in 3-axes Milling of Sculptured Surfaces Directly from Cam Tool Path.” Journal of Intelligent Manufacturing 23 (5): 1573–1587. doi:https://doi.org/10.1007/s10845-010-0460-x.
- Zhang H, Dai Z, Zhang W, Zhang S, Wang Y, Liu R. A New Energy-Aware Flexible Job Shop Scheduling Method Using Modified Biogeography-Based Optimization. Mathematical Problems in Engineering [Internet]. Hindawi Limited; 2017;2017:1–12. Available from: https://doi.org/http://dx.doi.org/10.1155/2017/7249876
- Zhang, R., and R. Chiong. 2016. “Solving the Energy-efficient Job Shop Scheduling Problem: A Multi-objective Genetic Algorithm with Enhanced Local Search for Minimizing the Total Weighted Tardiness and Total Energy Consumption.” Journal of Cleaner Production 112: 3361–3375. doi:https://doi.org/10.1016/j.jclepro.2015.09.097.
- Zhang, Z., R. Tang, T. Peng, L. Tao, and S. Jia. 2016. “A Method for Minimizing the Energy Consumption of Machining System: Integration of Process Planning and Scheduling.” Journal of Cleaner Production 137: 1647–1662. doi:https://doi.org/10.1016/j.jclepro.2016.03.101.
- Zou, J., Q. Chang, J. Arinez, and G. Xiao. 2017. “Data-driven Modeling and Real-time Distributed Control for Energy Efficient Manufacturing Systems.” Energy 127: 247–257. doi:https://doi.org/10.1016/j.energy.2017.03.123.