
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
Life cycle assessment (LCA) is an attractive approach to implement the waste management system in terms of environmental sustainability. The variety of environmental options has been made an emergence requirement a methodology to choose the best options for decision-makers. This paper aims to generate a comprehensive model to facilitate the life cycle products to develop a cleaner production strategy in paper manufacture. In the first step, the requirement and adopting models are applied to determine the main criteria of LCA. Then, an analytical hierarchy process (AHP) model is designed to assess the LCA qualification of the paper manufacturing process according to the selected criteria. The environmental impact, production process, technical capability, raw material, energy consumption, human resource, manufactured products, and economic are selected as a higher priority after considering the requirement and adopting the decision model. Pair-wise comparative of 52 sub-criteria showed that circulating of water and solid waste reusing from wastewater treatment plant through dissolved air flotation (DAF) and disk filter enables us to have many advantages not only the pollutants removal but also the enhancement of the LCA framework.
1. Introduction
The most important indicator of human life and all plant and animal groups is the environment. Industrial plants are one of the largest sources of pollution worldwide. The paper recycling industry, in its kind, has a great impact on the collection of used paper and cardboard waste. Life cycle assessment has different stages that this research uses a hierarchical analysis process in the cradle to gate section to look for effective quality indicators in the environment that exist directly and indirectly. The combination of these two research methods is now considered a multi-criteria research method. In the next step, after determining the indicators and sub-indicators, by prioritising hierarchical analysis, the most effective indicators were identified. In the second step, the identified options that are the scope of the recycled paper life cycle were added to the hierarchy. The results of this study showed that life cycle assessment is a practical approach to implementing a waste management system in terms of environmental sustainability. And prioritising environmental indicators is a way to choose the best option for decision-makers and the purpose of this paper is to create a comprehensive model for better life cycle assessment towards a cleaner production strategy for the recycled paper industry. Pulp and paper manufacture has always been the main consumer of water and energy resources which led to significant environmental concerns (Chung Citation2019). Recently, implementing the cleaner production strategy persuade the manufacture into environmental sustainability. Increasing the number of recycled paper mills is one of the principal strategies for developing clean technology and the low waste paper recycling rate in developing countries (Ervasti, Miranda, and Kauranen Citation2016; Kinnaman, Shinkuma, and Yamamoto Citation2014). However, assessing a promising methodology for monitoring the environmental impact is very necessary. Life cycle assessment (LCA) is an attention method to interconnect the environmental impact on the manufacturing process (Jacquemin, Pontalier, and Sablayrolles Citation2012; Pomponi and Lenzen Citation2018; Raymond, Slater, and Savelski Citation2010). The LCA is adopted to minimise the negative environmental concerns throughout the manufacturing processes. On the other hand, the indicator system of LCA is an impressive tool to measures clean technology levels. At the clean technology levels, the path towards a sustainable process is unclear because of complex interrelated behaviour between indicators (Singlitico, Goggins, and Monaghan Citation2019; Verghese, Horne, and Carre Citation2010; Vinodh and Rathod Citation2010). Besides sustainability, it is clear to consider the qualitative and quantitative indicators as the goal of sustainable development. Therefore, decision-making is determined as a strong tool for favouring the best possible choices among several criteria to achieve an optimum result (Corominas et al. Citation2020; Dong et al. Citation2018; Means and Guggemos Citation2015).
The uncertainly is a critical parameter for decision-making towards a sustainable environment for any manufacture. To facilitate the problems, considering multi-stakeholders is an ideal solution. The analytical hierarchy process (AHP) represents an attractive multi-criteria decision-making (MCDM) method that characterises the interrelationships between the complicated elements (Tan, Chen, and Wu Citation2019; Zheng et al. Citation2011). It provides a successful potential to evaluate multiple criteria in a quantitative and non-linear manner. Thus, not only does AHP enable an application for the theoretical method but also it is a useful tool for practical systems (Ren et al. Citation2017; Zare et al. Citation2016).
Some studies investigated the life cycle of a recycled paper mill (Campano et al. Citation2018; Ghorbannezhad et al. Citation2011; Ouda et al. Citation2017). They revealed that it is an urgent need to interconnect the environmental impact to process modification. Sevigné-itoiz et al. (Citation2015) determined the factors that influence the process and policymakers. Kim et al. (Citation2016) are reported that process change is the most priority option for implementing cleaner production in the recycled paper mill. Creating a model to boost the equipment to standard recycling is proposed by Ma et al. (Citation2019). Also, some authors indicated that it is important not only to consider the greenhouse gas emission but also the water and energy consumption in paper mills (Chung Citation2019; Gupta and Shukla Citation2020; Quinteiro et al. Citation2018). Although there are various results from academics’ researchers, it is clear the necessity of energy evaluation and water resources in life cycle products.
The recycled paper manufacture encounters two strategies in terms of environmental sustainability implementation (Žarković, Rajaković-ognjanović, and Rajaković Citation2011). The first division is to modify the existing technology or entirely innovative manufacturing establishment. Although the new technology establishment provides a convenient approach to the worldwide competition it is so expensive for industries to support them. Therefore, industrial leaders must be chosen as the most appropriate alternatives from a wide range of options. Thus, the pulp and paper manufacture explore to find a low-cost way to update the existing technologies in terms of LCA. Moreover, the selection of appropriate elements encourages companies to set up an innovative framework regards competitive advantages. Shen et al. (Citation2010) indicated that the multiple criteria of economic, technological, and social criteria should be considered to achieve a successful framework for LCA. Energy planning is another option to have the desired process with low energy consumption (Abreu et al. Citation2017; Yan et al. Citation2020). Kumar et al. (Citation2017) studied the evaluation of a sustainable energy system based on multi-criteria decision-making. They selected the four criteria: technical, economic, environmental, and social in their studies. The paper mill needs to be updated and introduce a new way into the market. A hierarchical structure is designed to integrate the LCA with AHP through overviewing of recycled paper production methods and the integration of literature studies and expert assessments in this industry. The present article generally consists of the following steps: (a) proposes a new method of multi-criteria decision analysis (MCDA) based on the cradle to gate type of an LCA in production, indoor transportation, wastewater system, and disposal of the source-separated recycled paper factory in Iran; (b) combinination of LCA and AHP methods in order to design the hirarchical model and priority its criteria and subcriteria; (c) impacts of the waste management system under study were calculated with evaluation methods and an alternative future scenario where as a hybrid wastewater treatment system based on the LCA model for the recycled paper manufacturing were presented. In fact, the two adopted methods are developed for explaining level of complexity as well as number and type of environmental impact categories.
2. Material and methods
2.1. Defining the effective LCA indicators based on the case study
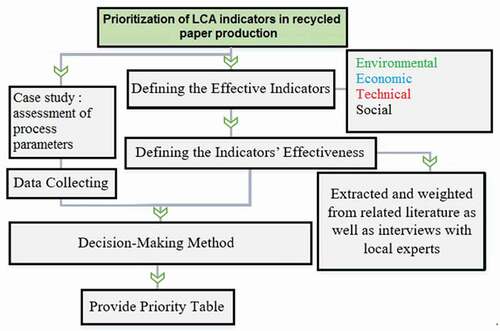
The aim of this study is the prioritisation assessment of environmental issues in a recycled paper mill based on a cradle to gate section of LCA concepts. To determine priority at the first level, it was necessary to identify the essential factors that affect the decision procedure for the selection of alternatives. These factors should be able to identify the best strategy due to environmental effects would be the best option for investment and development. Thus, the first questionnaire is designed to make the most important qualitative indicators of recycling paper life cycle products. These indicators have been proposed to solve the environmental problems of the product life cycle and the configuration of the most important parts of the environment issues for reducing the use of natural resources, reducing of soil toxicity, reducing of water toxicity, reducing of greenhouse gas emissions and increasing human health. After defining the proper indicators, their effectiveness were weighed. According to the results of indicator wights at previous step, the second questionanir was applied to select the best alternatives.The conceptual framework of the current study is shown in . Each of these steps will be discussed in more detail in the following parts.
Figure 1. The schematic framework of LCA indicators prioritisation in the recycled paper mill
2.2. Case study presentation
Kaveh paper mill is selected as a case study where paperboard is produced using a mix of an old corrugated container (OCC) and waste paper. The life cycle of paper indicated that there is a gap between paper consumption and paper recycling which requires a good program for waste management (collecting and sorting). The recycled paper manufacture can be split into the following steps: (1) defibration processing where the recycled paper convert to pulp fibre after degrading; (2) stock preparation additives that mixed process aid additives to increase strength and then forms the wet sheets; (3) paper sheet processing which forming, heating, and cutting sections are responsible to form dry sheets of papers ().
Figure 2. Recycled paper manufacture processing
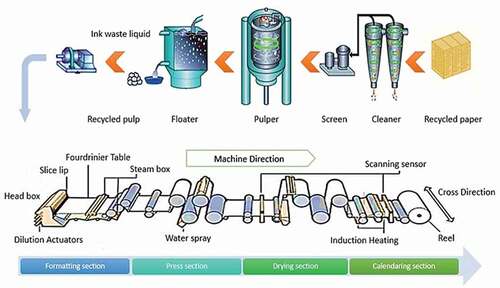
This company is one of the largest and most reputable companies producing recycled paper required by the packaging industry in domestic and foreign markets located on the Kaveh Industrial City. Recycling waste paper has received a lot of attention in recent years due to the lack of natural resources and preventing the effects of environmental degradation. The benefits of paper recycling as a valuable commodity in our country are of special importance due to its profitability and reduction of dependence on the import of this product and the cost of converting and producing it from plant fibres to paper and creating employment. According to daily statistics, 44,000 tons of urban and rural waste is produced in the country. In May, with only 22% of paper and cardboard in the production waste, 111,000 tons of recycled paper can be obtained annually. Studies show that to produce one ton of paper, 17 large trees must be cut down, so that each tree converts 6 kg of carbon dioxide into oxygen annually. Therefore, if this trend continues, irreparable problems will be created for the earth. Reducing the entry of pollutants into the environment and producing methane gas in landfills and waste bins for use in greenhouses Preventing the waste of national capital Reducing the need for landfills Abandonment of incinerators and job creation can be part of the benefits Recycled paper wasted. The production of waste paper pulp including used cartons is done in such a way that used cartons are collected from cities and in wastepaper packaging production workshops after cutting and pressing to Kaveh industrial city, which according to the main research of this factory (approx. 90%) from the cities with a distance of about 160 km and the remaining 10% depending on the conditions of other countries like Iraq, etc. In face-to-face interviews with the drivers of these trailers, it was revealed that about 60 litres of diesel were burned to transport the incense from the packaging to the factory entrance door. An average of 4 to 6 trailers of 22 tons of recycled paper are produced daily. The products of this collection include all types of floating paper and brown wrapping paper (recycled liner and floating and test liner) with an annual production capacity of 31,000 tons. In the field research, it was found that the maximum production of this factory was 3200 tons per month and the average in 2018 was 2200 tons per month. Paper production is as follows in . Stored recycled paperboards are transferred to the pulper and then to the refining system where they are mechanically processed to form a pulp. Raw materials are refined to produce the optimal fibre quality. The pulp is then screened to remove impurities and residual fibres. The accepted paper fibre is sent to the mixing tank. During mass preparation, the mixture has an adjusted consistency of approximately 3%. The pulp is diluted to about 1%, screened, and centrifugally cleaned before being sent to the paper machine headbox, where paper production is initiated. The headbox is responsible for the very important distribution of suspended fibres into the forming section.
Table 1. The amount of paper production in the Kaveh paper industry
In the steam production section of the factory, there are 4 boilers with a steam-water temperature of 160 to 170° C and daily consumption of 170–180 cubic metres of fresh water. The efficiency of these boilers is about 50–60% Every hour, 10 tons of steam enters the production line from one boiler; For example, for the production of ordinary paper, three boilers with a capacity of 50٪ bring a total of 15 tons of steam into the production line, and for the production of flotation paper, four boilers with a capacity of 50٪ bring about 20–25 tons of steam into the production line. The chemicals used daily in this area include 500 mg of sulphite and 1500 mg of phosphate for descaling. In the paper production section, chemicals produced in the cation and anionic starch production section, 8 sacks of 25 kg per batch – liquid paint (30–40 litres per shift), diesel (20–40 litres per shift for sludge removal) – alkaline Ketone dimer (one 25 kg sack per batch) is used. Each batch is 1.8 cubic metres of the material tank. 5 batches of additives are made in each shift. Generally, 2.4 tons of starch and 375 kg of alkaline ketone dimer are consumed in a working day with 3 shifts. To wash the garments of the factory, a 25 kg sack of perk solution is used every week. The input of additives to the factory is one truck per week from nearby cities. The amount of production is about 3000 cubic metres of effluent circulation inside the factory, which is used for pulp and equipment of production lines. This water circulation is continuously transferred to the water treatment section and returns to the production lines. Excess effluent is about 200 to 300 cubic metres per day and is directed to the treatment plant of the industrial town. Freshwater varies from about 800 to 1100 cubic metres. The effluent treatment of this factory is anaerobic. The information about the effluent from the factory based on the test results is as follows in .
Table 2. The minimum amount of water pollution after treatment in the factory
2.3. Combination of LCA and AHP methods
One of the most widely used methods is the Analytic Hierarchy Process (AHP). AHP is a multi-criteria decision-making technique that is often used to solve complex decision problems in a variety of disciplines. Numerous applications such as manufacturing industries, environmental management, waste management, transportation industry, construction industry, etc. use this method in their macro decision-making structure. The AHP hierarchical structure allows decision-makers to easily understand problems in terms of relevant criteria and sub-criteria. The decision-making method is made using the AHP method in four steps:
A) Problem definition B) Determining the type of knowledge sought C) Decision-making structure following the purpose of decision-making D) Using the priority obtained from the comparison to obtaining the final priorities of the variables.
The most important step in this decision-making process is a two-step comparison that quantification is the most important step in multi-criteria methods that use qualitative data. Pair comparisons are determined using a scale. This scale is a one-to-one mapping between the set of discrete language choices available to the decision-maker and a discrete set of numbers that indicate importance or weight. Pair comparisons in AHP were developed in line with the scale introduced by the late Professor Saati. A combination of the LCA and AHP methods is used to compare the environmental impact of different waste management scenarios. In the first stage, the LCA is used to assess the environmental impacts of developed scenarios and to calculate the values of impact categories (indicators), global warming (matter), global acidification, human toxicity, and feed accumulation. In the next step, the AHP method is used to rank the developed scenarios according to the purpose (Saati, Citation2000).
The decision-making process is a two-step comparison, which is the most important step in several metrics that use qualitative data. the pairwise comparisons are determined using a scale. this scale is a mapping between a set of discrete linguistic choices available to the decision-maker and a discrete set of numbers representing the importance or weight. to compare the environmental impact of different waste management scenarios, a combination of LCA and the method is used. in the first step, LCA is used to evaluate the environmental impacts of developed scenarios and calculate the quantities of impact categories (indices), global warming (matter), global acidification, toxicity for humans, and eutrophication. in the next stage, the method is used to rank the developed scenarios according to the target. The life cycle assessment boundary from the paper mill as shown in , includes six steps: waste paper collection, pulp production, virgin pulp production, transport and stock consumption, paper recycling, and non-recyclable matter (Liu et al. Citation2020; Nie et al. Citation2018). It is anticipated that the thermomechanical pulp (TMP) process is a significant energy consumer as an alternative raw material provider in a recycled paper mill. Utilisation of de-inking pulp (DIP) from 15% to 85% can be shutting down the TMP process and reduce the external energy resources. Therefore, retrofitting the existing process with the DIP machinery system inaugurates the high yield product and generates less sludge. Life cycle assessment (LCA) is used as an environmental management tool with a cradle to grave approach to evaluate various systems and can assess the environmental impacts throughout the life cycle of a process. This method is very different from other evaluation tools due to its ability to evaluate the entire life cycle of a process, however, it is possible to use the information collected by other techniques. The use of life cycle assessment (LCA) as an environmental management tool in different methods and titles has been started since 1960. In fact, in this method, by carefully reviewing and auditing, all resources used to produce the product and all materials released to the environment are evaluated and focuses on the least environmental consequences in product or process selection. In recent years, two approaches to life cycle assessment (LCA) have emerged:
Figure 3. Life cycle assessment system boundary in a recycled paper mill
A) An approach that, as a product history, expresses its initial flows and environmental consequences B) An approach that examines and compares the potential environmental consequences of different systems and production processes.
The lack of good waste management makes that the recycled paper transferred from far locations even 500 km of the mill site. To avoid greenhouse gas (GHG) emissions compared to the existing situation, the most effective energy and environmental criteria and sub-criteria are identified in terms of the LCA framework ().
Figure 4. Analytical hierarchy process concerning LCA boundary
In particular, the immense perspective of LCA builds a practical approach to obtain significant environmental advantages through the waste management system in a recycled paper mill. The entire economic cost and environmental impact represent a logistic system for solid waste management besides process optimisation and transport.
2.4. Analytical hierarchy process (AHP) methodology
shows the framework of the goal in this study. Before the AHP model is introduced, the main criteria are refined into two fundamental filters of obligations and adopting.
Figure 5. The refining of criteria based on the obligations and adopting a decision model
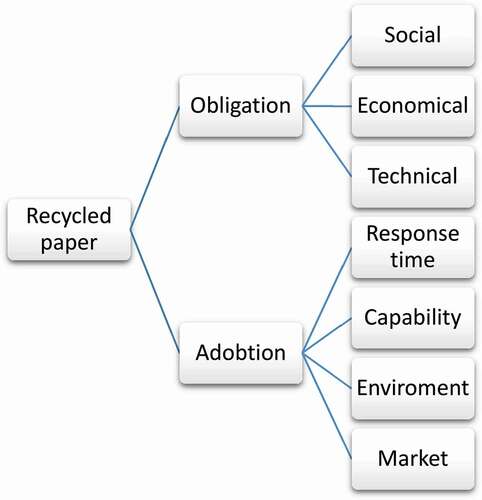
The obligation filter refers to investigate the process options which are essential for recycled paper manufacture. The appropriate adopting of criteria is checked out by the second filter. In the next phase, the evaluation of criteria and sub-criteria are performed by a questionnaire is given to industry experts. The questioners are completed by use of the numbers from 1 (equally) to 9 (absolutely preferred) to obtain the relative importance. The matrix algebra-based algorithm is calculated the criteria weights based on the pair-wise comparison matrix. The mathematical computations are applied to normalise each matrix by bxy value addition. Therefore, the measurement of the normalised weight from criteria and pair-wise comparison matrix will be as following:
where a11 represents the comparison between element i and element j. The final vector weight calculates by Equationequation (2)(2)
(2) :
Finally, the compatibility of data in the matrix is measured for judgements using EquationEquation (3)(3)
(3) :
Where ƛmax is the largest eigenvalue of the judgement matrix and n is the rank.
The random index (RI) is applied to calculate the incompatibility rate (CR) which only CR≤0,1 is accepted. The incompatible judgements of questionnaires were usually returned to respondents for more discussion.
3. Results
Based on the LCA boundary, the applicable environmental sustainability criteria were calculated and illustrated in .
Figure 6. The results of main criteria selection
after analysing the interviews, the coding and extraction of concepts, and finally the design of the questionnaire. the questionnaire was used in paired comparisons to prioritise the life cycle evaluation indices in the paper industry with the method of hierarchical analysis that were used and were placed at the disposal of experts and according to them, each was given priority. according to the following criteria and sub-criteria, questionnaires are designed and drawn. The study was conducted with the number of experts of 12 people including faculty professors at Tehran University and Shahid Beheshti University in the field of paper and energy consumption, as well as the managers of the production line, the head of the Department of the Maintenance and Maintenance Department, the head of the Department of Accounting and Financial Sector, Superintendent of the Department of Accounting and Finance, which had doctoral and master’s degrees.
The main criteria of manufacturing product, environmental impact, production process, technical capability, raw material, energy consumption, and economic were selected after passing two obligations and adopting procedures. Then, the pair-wise comparison of main criteria was calculated and the dominant criteria in terms of the relative importance of each criterion are presented in .
Table 3. The priority of main criteria from LCA based framework
The environmental impact and production process were obtained as the highest priority. The kraft and sulphite processes are two favourable pulp and paper processes because of high-quality products. These processes impose many environmental hazards such as enormous energy consumption, wastewater, chemical usage, etc. led to damage to natural resources. The development of recycled paper makes a lot of advantages in pulp and paper manufacture include reduction of GHG emissions, less energy consumption, lower hazard material in the wastewater, and protect natural resources. However, the lower quality of the paper is one of the main challenges in a recycled paper mill which adds virgin pulp like kraft pulp to compensate for this problem. In this regard, using fibre classification, changing the process, and modifying the equipment enables to achieve higher paper quality compared with virgin kraft pulp (Akhundzadeh and Shirazi Citation2017). showed the result of the sub-criteria evaluation of the LCA boundary in a recycled paper mill in Iran. Change in the production line, waste management, reusing of water, reduction of total suspended solids, and process design was respectively ranked as first to fifth among 52 sub-criterions.
Table 4. The priority of sub-criteria from the combination of LCA and AHP models
4. Discussion
In this study, the combination of life cycle and hierarchical analysis is formed using the analytic hierarchy process (AHP) and paired comparisons in the cradle of recycling paper mill. The importance of qualitative indicators in each stage of paper production is called paper life cycle inventory. The effective indicators of life cycle inventory enable to improve waste management strategy in paper production and help the policymakers to implement by priority of indicators. The selection of superior environmental options has positive effects on environmental sustainability and provide a practical way to develop a simple model by integrating the product life cycle with decision-making tools. Changing the production process and reusing the solid waste from production line were obtained the highest priority indicators in this stidy. Consequently, Integration assesment of process change and reusing the solid waste with considering the environmental, economic, and technical capability concluded that to design a wastewater treatment system in recyclined paper mill. In this regard, a wastewater treatment system has been proposed to minimise the negative environmental impacts and facilitate this hierarchical model in sustainable development. However, the method of this study enables us to consider the necessity of a comprehensive model and improve emission reduction for decision making. The first hypothesis is proved and it can be concluded that one of the best methods of multi-criteria decision making can be a combination of product life cycle and analytical hierarchy process. According to the sensitivity analysis, the indicators to reduce the utilisation of natural resources is the most important and most sensitive indicator which followed by the environmental indicator. Finally, the economic criteria was putted in the last level according to sensitivity analysis. In other words, changing the weight of the economy criteria showed the lowest sensitivity in the research options. It is still a big challenge to identify the composition of solid wastes during the pulping process owing to the operation variety of pulp product manufactures. The main solid waste associated with recycled paper mills principally consists of primary sludge from the production process and biological sludge. If solid fibre is not reused for material recovery, it would serve the major portion of the residues from wastewater (Bhardwaj et al. Citation2019; Singh et al. Citation2013; Zhang et al. Citation2020). Although different studies are suggested the facility methods of chemical recovery, the enhancement of waste management in recycling pulp has surpassed as old newspaper (ONP), old magazine (OMG), and old corrugated container (OCC) and mix grade significant effect on the strength of pulp and also equipment facilities. On the other hand, nearly 70 % of solid wastes of wastewater sludge are generated by the de-inking process in recycled paper manufacture (Elnakar and Buchanan Citation2019; Hubbe et al. Citation2016; Monte et al. Citation2009). To solve this problem, dissolve air flotation (DAF) is an efficient instrument to purify the process waters to reuse the water and reduce the effluent in the wastewater treatment plants. To vision, a green implementation system for future wastewater treatment plants is considering a hybrid system. Combining coagulation-flocculation-sedimentation (CFS) with Fenton is reported by Grötzner et al. (Citation2018). They revealed that the removal reduction of 95 % of TSS and 76 % of lignin contents are achieved. (Hubbe et al. Citation2016) indicated that modifying the save all operation and secondary biological treatment system should be retrofitted in the existing wastewater system for future green technology in the pulp and paper mill. is designed as an ideal option to meet the LCA requirement in recycled paper manufacture. The system proposed to speed up the biodegradation process and improve the efficiency of contaminants by increasing the solid retention time (SRT). In addition, it tries to solve the diverse effect of return activated sludge (RAS) on microorganisms by acclimating of microorganisms with prevailing situations. It is expected, this system to be developed in the future.
Figure 7. A hybrid wastewater treatment system based on the LCA model
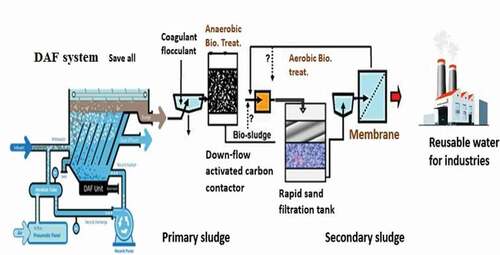
The presented system indicated that the hybrid wastewater system enables recovery of the energy and also reuses the water in a recycled paper mill. The system is covered the most priority elements of this study in terms of waste management, water circulation, process change, and reduction of suspended solids. It can be calculated that the implementation of the LCA boundary combined with AHP can be applied to improve environmental sustainability and enhance the waste management for existing paper manufacture.
5. Conclusions
In this study, the environmental impact of the production process, technical capability, raw materials, energy consumption, human resources, products, and the economy were selected as the most important and effective quality indicators after considering the requirement and adopting a decision model. The combination of these two research methods is now considered a multi-criteria research method. In this way, the determination of indicators was identified by the hierarchical analysis, prioritisation of these indicators and their sub-indicators were identified as the most important and effective among them. The weighting of indicators by experts and university professors so that more weight means the amount of more pollution production on the amplitude of the life cycle of recycled paper and the impact on the environment and the irreversible effects of each index qualitatively separated in the recycled paper life cycle was completed. Environmental impact and production process were obtained as the highest priority. These processes impose many environmental hazards such as high energy consumption, wastewater, chemical consumption, etc. on natural resources. To promote the waste management strategy, the LCA is a useful technique to help policymakers for implementing. Choosing high-priority environmental options causes positive effects on environmental sustainability. Today, paper manufacture needs a practical methodology to develop an easy-to-use model for integrating LCA with decision-making tools. LCA-AHP methodology is designed to evaluate the comparative weights of LCA options. An obligation and adopting model associated with the fuzzy model is performed to select the main criteria. Considering the environmental impact of paper products and the changing of the production process are the most important criteria according to the LCA goal. Minimising wastewater and solid wastes reusing are selected as the highest priority between 52 sub-criteria based on the existing paper mill. Consequent identification of hierarchical indicators could be significant environmental, economic, and technical opportunities in paper manufacture. In this regard, a wastewater treatment system is proposed into consideration to minimise the negative environmental impacts and facilitate this hierarchical model into sustainable development. However, the methodology of this study enables us to compensate for the necessity of a comprehensive LCA model and improve the GHG emissions reduction for decision-making. Considering that the results of life cycle evaluation using the hierarchical analysis method in this research have facilitated the process of evaluation and prioritisation of quality indicators in the Kaveh paper industry. It is suggested that the initial evaluation of the product life cycle model in this study can be developed at other cellulose industries such as cellulose composite industries and chemical wood industries. It is also recommended in higher-level research by simulating the production process with the help of chemical engineering software such as Aspen Plus and using the Aspen Hysis environment to balance the mass and integrate the production process of the product and then examine the reactions. It would be worth montioning that the life cycle assessment software such as SimaPro and Open LCA use a new and engineered path by combining the AHP method to develop new management methods and adopt energy and environmental policies in these industries.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
Notes on contributors
Mohammad Moosavi
Mohammad Moosavi is currently an M.S graduated student at University of Tehran supervised by Prof. Majid Azizi and Dr. Payam Ghorbannezhad. His research interest are in Analytical Hierarchy Process and Life Cycle Assessment in Pulp and Paper mill.
Payam Ghorbannezhad
Payam Ghorbannezhad is an assistant professor at Shahid Beheshti University. He obtained his PhD (Gorgan University of Agricultural and Natural Resources, Iran) with awarded scholarship at University of Groningen, the Netherlands in 2017. He is specializing in waste management, sustainable engineering and biomass valorization technologies. Payam Ghorbannezhad.
Majid Azizi
Majid Azizi obtained his PhD in management of wood and paper industries from University of Tehran in 2002. He is working as a professor at the department of wood & paper sciences and industries, University of Tehran, Iran. Dr. Azizi, s research areas include Analytic Hierarchy Process, Analytic Network Process, Multi Criteria Decision Making, Forecasting, Industrial Management and Wood Products Marketing.
Hamid Zarea Hosseinabadi
Hamid Zarea Hossienabadi is an associate professor at department of Wood & Paper engineering at University of Tehran. His research interest are in bio-composites, adhesives and life cycle assessment (LCA) in wood -based composite industries.
References
- Abreu, M. I., R. Oliveira, and J. Lopes. 2017. “Attitudes and Practices of Homeowners in the Decision-making Process for Building Energy Renovation.” Procedia Engineering 172: 52–59. doi:https://doi.org/10.1016/j.proeng.2017.02.016.
- Akhundzadeh, M., and B. Shirazi. 2017. “Technology Selection and Evaluation in Iran’s Pulp and Paper Industry Using a 2-filtered Fuzzy Decision-making Method.” Journal of Cleaner Production 142: 3028–3043. doi:https://doi.org/10.1016/j.jclepro.2016.10.166.
- Bhardwaj, N. K., D. Kaur, S. Chaudhry, M. Sharma, and S. Arya. 2019. “Approaches for Converting Sugarcane Trash, a Promising Agro Residue, into Pulp and Paper Using Soda Pulping and Elemental Chlorine-free Bleaching.” Journal of Cleaner Production 217: 225–233. doi:https://doi.org/10.1016/j.jclepro.2019.01.223.
- Campano, C., N. Merayo, C. Negro, and A. Blanco. 2018. “Low-fibrillated Bacterial Cellulose Nanofibers as a Sustainable Additive to Enhance Recycled Paper Quality.” International Journal of Biological Macromolecules 114: 1077–1083. doi:https://doi.org/10.1016/j.ijbiomac.2018.03.170.
- Chung, S. 2019. “Maurigap Standards Sag: Promoting Sustainable Local Agriculture through Green Retail & Green Hospitality-switch Green Africa.” https://wedocs.unep.org/handle/20.500.11822/33751
- Corominas, L., D. Byrne, J. S. Guest, A. Hospido, P. Roux, A. Shaw, and M. D. Short. 2020. “The Application of Life Cycle Assessment (LCA) to Wastewater Treatment: A Best Practice Guide and Critical Review.” Water Research 184: 116058. doi:https://doi.org/10.1016/j.watres.2020.116058.
- Dong, Y., S. Miraglia, S. Manzo, S. Georgiadis, H. J. D. Sørup, E. Boriani, T. Hald, S. Thöns, and M. Z. Hauschild. 2018. “Environmental Sustainable Decision Making–the Need and Obstacles for Integration of LCA into Decision Analysis.” Environmental Science & Policy 87: 33–44. doi:https://doi.org/10.1016/j.envsci.2018.05.018.
- Elnakar, H., and I. D. Buchanan. 2019. “Pulp and Paper Mill Effluent Management.” Water Environment Research 91 (10): 1069–1071. doi:https://doi.org/10.1002/wer.1179.
- Ervasti, I., R. Miranda, and I. Kauranen. 2016. “A Global, Comprehensive Review of Literature Related to Paper Recycling: A Pressing Need for A Uniform System of Terms and Definitions.” Waste Management 48: 64–71. doi:https://doi.org/10.1016/j.wasman.2015.11.020.
- Ghorbannezhad, P., M. Azizi, S. C. Ting, M. Layeghi, and O. Ramezani. 2011. “Cleaner Production: A Case Study of Kaveh Paper Mill.” International Journal of Sustainable Engineering 4 (1): 68–74. doi:https://doi.org/10.1080/19397038.2010.528464.
- Grötzner, M., E. Melchiors, L. H. Schroeder, A. R. Dos Santos, K. G. Moscon, M. A. de Andrade, S. H. S. Martinelli, and C. R. Xavier. 2018. “Pulp and Paper Mill Effluent Treated by Combining Coagulation-flocculation-sedimentation and Fenton Processes.” Water, Air, & Soil Pollution 229 (11): 364. doi:https://doi.org/10.1007/s11270-018-4017-5.
- Gupta, G. K., and P. Shukla. 2020. “Insights into the Resources Generated from the Pulp and Paper Industry Wastes Challenges, Perspectives, and Innovations.” Bioresource Technology 297: 122496. doi:https://doi.org/10.1016/j.biortech.2019.122496.
- Hubbe, M. A., J. R. Metts, D. Hermosilla, M. A. Blanco, L. Yerushalmi, F. Haghighat, P. Lindholm-Lehto, Z. Khodaparast, M. Kamali, and A. Elliott. 2016. “Wastewater Treatment and Reclamation: A Review of Pulp and Paper Industry Practices and Opportunities.” Bioresources 11 (3): 7953–8091. doi:https://doi.org/10.15376/biores.11.3.hubbe.
- Jacquemin, L., P. Y. Pontalier, and C. Sablayrolles. 2012. “Life Cycle Assessment (LCA) Applied to the Process Industry: A Review.” The International Journal of Life Cycle Assessment 17 (8): 1028–1041. doi:https://doi.org/10.1007/s11367-012-0432-9.
- Kim, M., M. J. Kim, S. Pyo, S. Lee, P. Ghorbannezhad, D. C. Y. Foo, and C. Yoo. 2016. “Greenhouse Emission Pinch Analysis (GEPA) for Evaluation of Emission Reduction Strategies.” Clean Technologies and Environmental Policy 18 (5): 1381–1389. doi:https://doi.org/10.1007/s10098-015-1063-1.
- Kinnaman, T. C., T. Shinkuma, and M. Yamamoto. 2014. “The Socially Optimal Recycling Rate: Evidence from Japan.” Journal of Environmental Economics and Management 68 (1): 54–70. doi:https://doi.org/10.1016/j.jeem.2014.01.004.
- Kumar, A., B. Sah, A. R. Singh, Y. Deng, X. He, P. Kumar, and R. Bansal. 2017. “A Review of Multi-criteria Decision Making (MCDM) Towards Sustainable Renewable Energy Development.” Renewable and Sustainable Energy Reviews 69: 596–609. doi:https://doi.org/10.1016/j.rser.2016.11.191.
- Liu, M., S. Tan, M. Zhang, G. He, Z. Chen, Z. Fu, and C. Luan. 2020. “Waste Paper Recycling Decision System Based on Material Flow Analysis and Life Cycle Assessment: A Case Study of Waste Paper Recycling from China.” Journal of Environmental Management 255: 109859. doi:https://doi.org/10.1016/j.jenvman.2019.109859.
- Ma, B., X. Li, Z. Jiang, and J. Jiang. 2019. “Recycle More, Waste More? When Recycling Efforts Increase Resource Consumption.” Journal of Cleaner Production 206: 870–877. doi:https://doi.org/10.1016/j.jclepro.2018.09.063.
- Means, P., and A. Guggemos. 2015. “Framework for Life Cycle Assessment (LCA) Based on Environmental Decision-making during the Conceptual Design Phase for Commercial Buildings.” Procedia Engineering 118: 802–812. doi:https://doi.org/10.1016/j.proeng.2015.08.517.
- Monte, M. C., E. Fuente, A. Blanco, and C. Negro. 2009. “Waste Management from Pulp and Paper Production in the European Union.” Waste Management 29 (1): 293–308. doi:https://doi.org/10.1016/j.wasman.2008.02.002.
- Nie, Y., Y. Wu, J. Zhao, J. Zhao, X. Chen, T. Maraseni, and G. Qian. 2018. “Is the Finer the Better for Municipal Solid Waste (MSW) Classification in View of Recyclable Constituents? A Comprehensive Social, Economic and Environmental Analysis.” Waste Management 79: 472–480. doi:https://doi.org/10.1016/j.wasman.2018.08.016.
- Ouda, O. K., M. Rehan, N. Nader, and A. S. Nizami. 2017. “Environmental and Economic Benefits of Recovered Paper: A Case Study of Saudi Arabia.” Energy Procedia 142: 3753–3758. doi:https://doi.org/10.1016/j.egypro.2017.12.272.
- Pomponi, F., and M. Lenzen. 2018. “Hybrid Life Cycle Assessment (LCA) Will Likely Yield More Accurate Results than Process-based LCA.” Journal of Cleaner Production 176: 210–215. doi:https://doi.org/10.1016/j.jclepro.2017.12.119.
- Quinteiro, P., B. G. Ridoutt, L. Arroja, and A. C. Dias. 2018. “Identification of Methodological Challenges Remaining in the Assessment of a Water Scarcity Footprint: A Review.” The International Journal of Life Cycle Assessment 23 (1): 164–180. doi:https://doi.org/10.1007/s11367-017-1304-0.
- Raymond, M. J., C. S. Slater, and M. J. Savelski. 2010. “LCA Approach to the Analysis of Solvent Waste Issues in the Pharmaceutical Industry.” Green Chemistry 12 (10): 1826–1834. doi:https://doi.org/10.1039/c003666h.
- Ren, J., X. Ren, H. Liang, L. Dong, L. Zhang, X. Luo, Y. Yang, and Z. Gao. 2017. “Multi-actor Multi-criteria Sustainability Assessment Framework for Energy and Industrial Systems in Life Cycle Perspective under Uncertainties. Part 1: Weighting Method.” The International Journal of Life Cycle Assessment 22 (9): 1397–1405. doi:https://doi.org/10.1007/s11367-016-1251-1.
- Saaty T.L., 2000. Fundamentals of Decision Making and Priority Theory (2nd ed.). Pittsburgh, PA, USA: RWS Publication.
- Sevigné-itoiz, E., C. M. Gasol, J. Rieradevall, and X. Gabarrell. 2015. “Methodology of Supporting the Decision-making of Waste Management with Material Flow Analysis (MFA) and Consequential Life Cycle Assessment (CLCA): A Case Study of Waste Paper Recycling.” Journal of Cleaner Production 105: 253–262. doi:https://doi.org/10.1016/j.jclepro.2014.07.026.
- Shen, Y. C., S. H. Chang, G. T. Lin, and H. C. Yu. 2010. “A Hybrid Selection Model for Emerging Technology.” Technological Forecasting and Social Change 77 (1): 151–166. doi:https://doi.org/10.1016/j.techfore.2009.05.001.
- Singh, P., O. Sulaiman, R. Hashim, L. C. Peng, and R. P. Singh. 2013. “Using Biomass Residues from Oil Palm Industry as a Raw Material for Pulp and Paper Industry: Potential Benefits and Threat to the Environment.” Environment, Development and Sustainability 15 (2): 367–383. doi:https://doi.org/10.1007/s10668-012-9390-4.
- Singlitico, A., J. Goggins, and R. F. Monaghan. 2019. “The Role of Life Cycle Assessment in the Sustainable Transition to a Decarbonized Gas Network through Green Gas Production.” Advanced Materials Research 99: 16–28. doi:https://doi.org/10.1016/j.rser.2018.09.040.
- Tan, Y. S., H. Chen, and S. Wu. 2019. “Evaluation and Implementation of Environmentally Conscious Product Design by Using AHP and Grey Relational Analysis Approaches.” Ekoloji 28 (107): 857–864. http://www.ekolojidergisi.com/download/evaluation-and-implementation-of-environmentally-conscious-product-design-by-using-ahp-and-grey-5701.pdf Accessed 19 August 2020.
- Verghese, K. L., R. Horne, and A. Carre. 2010. “Piquet: The Design and Development of an Online ‘Streamlined’ LCA Tool for Sustainable Packaging Design Decision Support.” The International Journal of Life Cycle Assessment 15 (6): 608–620. doi:https://doi.org/10.1007/s11367-010-0193-2.
- Vinodh, S., and G. Rathod. 2010. “Integration of ECQFD and LCA for Sustainable Product Design.” Journal of Cleaner Production 18 (8): 833–842. doi:https://doi.org/10.1016/j.jclepro.2009.12.024.
- Yan, R., J. Wang, S. Zhu, Y. Liu, Y. Cheng, and Z. Ma. 2020. “Novel Planning Methodology for Energy Stations and Networks in Regional Integrated Energy Systems.” Energy Conversion and Management 205: 112441. doi:https://doi.org/10.1016/j.enconman.2019.112441.
- Zare, R., J. Nouri, M. A. Abdoli, F. Atabi, and M. Alavi. 2016. “The Integrated Fuzzy AHP and Goal Programming Model Based on LCA Results for Industrial Waste Management by Using the Nearest Weighted Approximation of Fn: Aluminum Industry in Arak, Iran.” Advances in Materials Science and Engineering 2016 (1): 1–13. doi:https://doi.org/10.1155/2016/1359691.
- Žarković, D. B., V. N. Rajaković-ognjanović, and L. V. Rajaković. 2011. “Conservation of Resources in the Pulp and Paper Industry Is Derived from a Cleaner Production Approach.” Resources, Conservation and Recycling 55 (12): 1139–1145. doi:https://doi.org/10.1016/j.resconrec.2011.07.003.
- Zhang, Q., M. U. Khan, X. Lin, W. Yi, and H. Lei. 2020. “Green-composites Produced from Waste Residue in Pulp and Paper Industry: A Sustainable Way to Manage Industrial Wastes.” Journal of Cleaner Production 12: 12–51. doi:https://doi.org/10.1016/j.jclepro.2020.121251.
- Zheng, G., Y. Jing, H. Huang, and Y. Gao. 2011. “Applying LCA and Fuzzy AHP to Evaluate Building Energy Conservation.” Civil Engineering and Environmental Systems 28 (2): 123–141. doi:https://doi.org/10.1080/10286608.2010.482655.