
ABSTRACT
Reverse logistics has grown in importance with the increase in environmental sustainability issues. However, reverse logistics is often associated with complex and difficult uncertainty issues, the vagueness of information, and the numerous decision variables and constraints. To address these issues, researchers deployed a class of effective methods called simulation-based optimisation. The aim of this study is to perform a systematic review of the available reverse logistics literature, discussing reverse logistic and simulation-based optimisation, highlighting the research gap and setting future directions.
This work identifies: (1) various research design and methodologies used in reverse logistics literature; (2) the most explored areas of reverse logistics and discusses the sector where the exploration can be redirected; (3) the various simulation-based optimisation (SO) methods; and (4) the most dominant SO methods for solving reverse logistics problems. This study will be useful to researchers and practitioners in finding new research opportunities in the field of reverse logistics.
1. Introduction
Today, reverse logistics has taken on great importance in a world of increasing environmental concerns and strict regulations, as it effectively recovers and transforms the enormous amount of waste accumulated from returned products into reusable products. Reverse logistics (RL) is widely recognised as an environmentally friendly practice that could contribute in greening supply chains (Govindan, Soleimani, and Kannan Citation2015). It plays a major role in the green supply chain by mitigating and reducing environmental damage, reducing problems of the acquisition of production inputs, and enhancing economic value by promoting the sales of discarded products in a secondary market after taking proper actions, thereby providing a tactical competitive advantage and high customer satisfaction (Prakash and Barua Citation2016; Tavana et al. Citation2016; Mangla, Govindan, and Luthra Citation2016; Mavi, Goh, and Zarbakhshnia Citation2017). To create a reverse flow in supply chains, manufacturers should come up with take-back programsoffers, which give incentives to retailers to collect and return the used products (Dyckhoff, Lackes, and Reese Citation2013; Dekker et al. Citation2013). For instance, Dell was among the first companies to implement a take-back program in 2014, when the company managed to recycle 10% of the plastic used in its manufacturing processes. The recycled plastics were subsequently used in new computers (Kazemi, Modak, and Govindan Citation2019). Kodak started earlier to take back, reuse, and recycle its own used cameras instead of disposing of them. Therefore, up to 80% of the parts of such cameras were reused in the production of new ones. Xerox and Canon also remanufactured the majority of the used equipment (Jayaraman and Luo Citation2007).
The process of collecting the used and returned products to be recovered and used again in the supply chain is the definition of RL. This term has also been defined by many authors, each of whom has provided their own perspective, depending on the time and the scope of research. In simple terms, RL may be defined as the process whereby companies can become more environmentally efficient through recycling, reusing, and reducing the amount of materials used (Carter and Ellram Citation1998). Additionally, RL has also been defined as the role of logistics in product returns, source reduction, recycling, material substitution, reuse of materials, waste disposal, refurbishing, repair, and remanufacturing (Stock et al. Citation2001). However, the standard definition and the most popular one has been given by (Rogers and Dale Citation2001) as: ‘the process of planning, implementing, and controlling the efficient, cost-effective flow of raw materials, in process inventory, finished goods and related information from the point of consumption to the point of origin for the purpose of recapturing value or proper disposal’.
Notably, RL differs from the closed loop supply chain (CLSC). The CLSC concept refers to all forward logistics in the chain (e.g. procurement of materials, production, and distribution), along with the RL to collect and process returned (used or unused) products and/or parts of products to ensure a socioeconomically and ecologically sustainable recovery (Kumar and Kumar Citation2013).
Returned products cause challenges for manufacturers in terms of predicting the demand and the uncertainty of the quantity and quality of returned products. The uncertainty in return rates is regarded as one of the most significant challenges in RL systems and has significant effects on operational activity scheduling, forecasting return rates, and inventory management (Fleischmann et al. Citation2000; Ilgin and Gupta Citation2013). To this end, several researchers used simulations to study these challenges. Simulation modelling imitates the behaviour of the entire system and reduces the complexity in solving the model to address the problems of manufacturing systems, compared to mathematical modelling. Exploiting simulation models consequently results in reducing the need for developing a complex mathematical relationship.
Despite the fact that simulation is capable of explaining the relationships between the input and the output of complex problems, the lack of an optimum set of decision variables in terms of pre-defined objective functions is noteworthy. This is the purpose of simulation-based optimisation models (SO), which allow decision-makers to find the best possible alternatives while their impact on the system performance is evaluated using simulation models (Abo-Hamad and Arisha Citation2011). SO is a generic term which refers to a method used for optimising stochastic simulation; it can be utilised to research specific parameters of inputs in a stochastic simulation in a way that an objective function defined as an output of the simulation becomes optimised (or minimised).
To the best of our knowledge, and based on the aftermath of the previously published literature reviews listed in , the use of simulation optimisation techniques in RL has not yet been reviewed. This paper aims to conduct a systematic review of the progress made by researchers using simulation optimisation in the RL field. Accordingly, future directions are outlined. The next sections of the study are structured as follows: an extensive literature review on RL, simulation techniques and simulation optimisation techniques is presented in Section 2. The research methodology is introduced in Section 3. We discuss various areas of RL and the use of simulation optimisation in these areas in Section 4. An analysis of the current gap and a discussion of the potential of simulation optimisation in RL is presented in Section 5. In Section 6, future research opportunities are outlined and discussed. Finally, Section 7 outlines a conclusion of the paper and perspectives.
Table 1. Previously published reviews on RL
2. Background
2.1. Reverse logistics
RL has become a mandatory part of the supply chain due to its profitability and its environmental benefit. Furthermore, researchers have reported several benefits that could be achieved with RL, e.g. efficient resource utilisation and environmental protection (Ageron, Gunasekaran, and Spalanzani Citation2012). The remanufacturing process spends less time manufacturing and consumes less virgin raw material and energy than the traditional production process. Due to this fact, the customer will pay less for the remanufactured product (Sundin and Dunbäck Citation2013). For instance, recovery is often cheaper than building or buying new materials. Recoverable manufacturing systems are environmentally friendly and profitable in a number of industries, including copiers, automobile parts, computers, office furniture, mass transit, aviation equipment, and tires (Jayaraman and Dekker Citation2005).
(Alqahtani, Gupta, and Nakashima Citation2019) also confirm that remanufactured products are very popular with consumers due to their appeal in offering the latest technology with lower prices, compared to brand new products. According to the results of a survey by (Azadeh and Mazaheri Citation2013), replacing forward supply chain flow with the reverse in specified stages could diminish the cost and cycle time of the supply chain. (Jayaraman and Luo Citation2007) state that an effective RL system could potentially increase profitability via reduced material requirements and an improved market share through an environmental image. Indirect benefits of a RL program, such as better corporate image and increased levels of customer satisfaction, may also add value.
Firms adopting sustainability in their activities, such as remanufacturing, recycling, or reuse, stand to reap more financial benefits. (Lalmazloumian, Abdul-Kader, and Ahmadi Citation2014) reported that adopting a manufacturing/remanufacturing system can diminish the total cost of the hybrid system and it is particularly achievable through the savings done by utilising returned items instead of using new raw material. Thus, remanufacturing used items would be cheaper than manufacturing new items for the company. Reuse also has its benefits: first, it may reduce the energy and material consumption during manufacture because existing components are utilised. Second, the utilisation of existing components reduces an enterprise’s monetary expenditure on producing or acquiring new components. In addition, since reuse processes are generally more labour-intensive than the processes of manufacturing, and materials recycling, they are expected to increase employment in the economy. Another form could be in the market, in the supply of raw materials, or in the unknown quality of the cores until they are disassembled because all the parts are not necessarily recoverable, and sometimes the cores are damaged, so the recovery of their parts would be too costly or could result in very low yields. Although RL is attracting more interest due to its profitability and environmental benefits, the resulting instability, uncertainty, and complexity are disrupting its progress in the supply chain. Indeed, uncertainty issues can arise within the different stages of the supply chain, such as uncertainty of customer demand in terms of timing, quantity, or both. Another form could be in the market place, in the supply of raw materials,or in the unknown quality of the cores until they are disassembled because all the parts are not necessarily recoverable, and sometimes the cores are damaged; thus, recovering their parts be too costly or could result in very low yields (Ferrer and Whybark Citation2001). High uncertainty and variation in the return flow make the production planning of the reverse manufacturing system difficult to control, resulting in increased production costs and poor economic performance (Li, González, and Zhu Citation2009).
The RL process is characterised by its complexity, it starts when returned products are collected. Then, they are sorted and inspected to decide their next destination in the network; at this step, they are cleaned and the parts are separated into scrap parts and reusable ones. The next destination is usually referred to as the product disposition, where the recovery alternatives can be listed as direct reuse, repair, remanufacture, refurbish, recycle, cannibalisation, or disposal. The selection of product disposition depends on numerous criteria, including the physical condition of the returned product and product age as a secondary criterion (Yanikara and Kuhl Citation2015).
Reuse: consist of reusing the product or materials in the manufacturing of other products. This concerns the processes undertaken in second-hand shop businesses and includes product inspection, cleaning, storage, and testing, but does not necessarily include disassembly, reprocessing, and reassembly (Matsumoto Citation2010). Inderfurth, de Kok, and Flapper (Citation2001) mentioned that the reuse of old products, either as components, subassemblies or even completely after cleaning and upgrading, can be very cost-effective. This is especially true for complex, high-tech products with relatively long life cycles, such as copiers and medical equipment.
Repair: consists of restoring the damaged components to a functional state. For example, repair includes electronic devices such as computers, phones, machines etc.
In the literature, a joint policy for sourcing raw materials, manufacturing new items, and repairing used items has been determined by (Omar and Yeo Citation2014) so that the total relevant cost of the model is minimised.
Remanufacturing: is one option for managing and restoring a non-functional, discarded, or traded-in product to like-new condition (Lund and Hauser Citation2010). The remanufacturing process involves first collecting used or damaged products and then disassembling the collected product so that each part can be inspected and cleaned. The defective parts are then replaced with new parts and reassembled for testing to ensure that the product functions like a new product. Most of returned products can be remanufactured such as phones, toner cartridges, mobiles, computer and telecommunication equipment, automobile parts (eg., electric vehicle batteries) and electrical components, tyres.
Refurbished products are those that are slightly damaged or have a technical problem and can be quickly repaired (Rani, Ali, and Agarwal Citation2020). The objective of the refurbishing line is to recover the economic value of returned products and obtain quality information from products that failed in the field (Calvi et al. Citation2015). Different types of returned products can be refurbished, such as computers, printers, cell phones, sun protection products, furniture and tires. As a result, many companies have started to refurbish returned products (eg, Apple, Canon, IBM), especially in the electronics industry.
Recycling: the purpose of recycling is to recover the material and convert it into a reusable material without conserving any product structures. Examples of recycling include plastic, paper, glass, sand, electronic waste, carpet and batteries. (Kannan, Sasikumar, and Devika Citation2010).
Cannibalisation: is a process in which reusable parts and components are recovered from used products to provide remanufactured replacement parts for customer service support (e.g. IBM’s computer services parts) (Fleischmann and Minner Citation2004). In general, the remanufacturing and refurbishing process lead to the cannibalisation of new products (Rani, Ali, and Agarwal Citation2020). For instance, if there are two printers, one with a defect on its print-head and the other with a broken cartridge, the best solution might be to cannibalise the defective parts of one printer.
For a more detailed literature review about RL processes, we refer the reader to the paper by (Rachih, Mhada, and Chiheb Citation2019).
2.2. Simulation techniques
Simulation has been broadly known as the best and most appropriate methodology for investigating and solving problems in complex real-world systems (Bruzzone Citation2004) to make the right choice, understand why, explore possibilities, analyse the strengths and weaknesses of the problems, find optimal solutions, train personnel and managers, and transfer research and development (R&D) results to real systems (Sokolowski and Banks Citation2010). In addition, simulation has demonstrated its capability to recreate (with great precision) the intrinsic complexity of real-world systems, allowing alternative solutions to be found and tested under multiple constraints and several performance measures to be monitored simultaneously. Simulation could be defined as the imitation of the operation of a real-world system or process over time. Simulation includes the generation of an artificial history of the system, and the observation of that artificial history to draw conclusions about the operating characteristics of the real system that is represented (Sokolowski and Banks Citation2010).The advantage of using a simulation study is obvious. It is not necessary to modify the actual system to evaluate the different alternatives. This is particularly useful when modifying a real system is very difficult or too expensive. In addition, it would be beneficial for systems in the design phase to evaluate high-level measurements and assess how changes affect performance (Calvi et al. Citation2015). Simulations are often used to analyse systems that are too complicated to attack via analytic methods, such as calculus, standard probability and statistics, or queueing theory (Goldsman Citation2007). There are different simulation techniques that occupy a prominent place in the simulation process. The main categories can be identified on the basis of three basic dimensions: 1) timing of change, 2) randomness, and 3) data organisation (Mourtzis, Doukas, and Bernidaki Citation2014).
The concept of the randomness dimension is simple and it answers the following question: Does a simulation process include uncertainty and variability? Thus, based on the randomness dimension two types of simulation can be identified: stochastic or deterministic. Deterministic means that repeating the same simulation will result a determined unique set of outputs, which implies that these simulations do not include uncertainty or variability. In contrast, regarding stochastic simulations (SS), repeating the same simulation will not always lead to the same result. In short, stochastic simulation accepts random variables as inputs, which logically lead to random outputs. This type of simulation is more difficult to represent and analyse because it requires the use of appropriate statistical techniques. Unlike deterministic simulation, these simulations include uncertainty and variability (Sokolowski and Banks Citation2010). Regarding the time factor, stochastic and deterministic simulations can be categorised into static and dynamic. A static simulation is independent of time, whereas, dynamic simulation (DS) evolves with respect to time (Abid, Radji, and Mhada Citation2019). Finally, and based on the third dimension (data organisation), simulation environment is categorised into grid-based and mesh-free. Grid-based means that data are associated with discrete cells at specific locations in a grid, and updates take place to each cell according to its previous state and those of its neighbours. On the other hand, mesh-free relates to how the data of individual particles and updates look at each pair of particles and is more expensive than grid-based. For further details about the simulation environment, we refer the reader to (Mourtzis, Doukas, and Bernidaki Citation2014) and (Sulistio, Yeo, and Buyya Citation2004).
The most studied static and dynamic simulation techniques are outlined in .
Table 2. Simulation techniques
Table 3. Simulation techniques, continued
2.3. Simulation-based optimisation (SO)
In the literature, simulation has often been distinguished by the lack of its optimisation capacity; simulation results have generally been executed with a set of observations, rather than an optimal solution to the problem, as is usually found in normative models (e.g. linear programming, dynamic programming). By integrating optimisation functions into simulation systems, we not only eliminate the main limitations, but also open the door to simulation in terms of new fields of application and research possibilities (Tekin and Sabuncuoglu Citation2004). The SO approach is an emerging field which integrates optimisation methods into simulation analysis. One of the objectives of simulation optimisation is to optimise the resources expended while maximising the information obtained in a simulation experiment (Carson and Maria Citation1997). SO can be defined as a general term for methods used to optimise stochastic simulations. SO consists in finding specific settings for the input parameters of a stochastic simulation where the target objective is the minimisation of the output function simulation (Amaran et al. Citation2016). With the capability of performing optimisation, simulation can also become an operational tool to solve short-term decision-making problems, along with strategic and tactical problems (i.e. design and long-term planning problems) (Tekin and Sabuncuoglu Citation2004). SO methods have also proven to be useful for the analysis of different system configurations for complex logistic or manufacturing systems under uncertainty (Li, González, and Zhu Citation2009). To address specific features of simulation optimisation methods, four main types have been briefly explained in the next section.
2.3.1. Gradient-based methods
The gradient-based methods or stochastic approximation methods were developed extensively by (Robbins and Monro Citation1951) and (Kiefer and Wolfowitz Citation1952) in the 1950 s. These methods, as the name implies, use gradients of the problem functions to perform the search for the optimum point. Gradient-based search methods are iterative, which means the same calculations are repeated each time (Murray Citation1972). Differentiation in the gradient context is usually used to simplify the objective function to find an optimum solution. The gradient-based approach requires a mathematical expression of the objective function (Abo-Hamad and Arisha Citation2011). When such a mathematical expression cannot be obtained, it is necessary to use an estimation technique to start the solution procedure. The estimated gradient’s direction guides the search process to move from one potential solution to another in an iterative scheme in a process called stochastic approximation (Robbins and Monro Citation1951). These procedures are designed to address the randomness arising from using simulations to evaluate the system performance and its derivatives by moving conservatively through the feasible region. Thus, even large errors should not put these algorithms too far off course, and they should eventually converge to the optimal solution despite the noise (Sokolowski and Banks Citation2010). One of the gradient estimators is perturbation analysis (PA), which is a technique that expedites the data collection process by performing several experiments concurrently. Infinitesimal perturbation analysis (IPA) is one class of algorithms used in perturbation analysis (Johnson and Jackman Citation1989). In IPA, all partial gradients of an objective function are estimated from a single simulation run, which represents a significant advantage in terms of computational efficiency. The main idea is that if an input variable is perturbed by an infinitesimal amount, the sensitivity of the output variable to the parameter can be estimated by plotting its propagation model (Carson and Maria Citation1997). Another gradient estimator is the likelihood ratio estimator (LRE), also called the score function (SF) method. In the LRE, the gradient of the expected value of an output variable relative to an input variable is expressed as the expected value of a function of input parameters and simulation parameters (e.g. length of simulation runs, value of the output variable, etc.). (Carson and Maria Citation1997).
2.3.2. Meta-model-based methods
Meta-model-based techniques allow for approximating the objective function using an analytical approach. It can then replace a part of the simulation model with a mathematical function that mimics the input-output behaviour of that part. Such integration of metamodels simplifies the simulation model in terms of computation time, and therefore, the optimisation process (Dos Santos and Dos Santos Citation2009). The metamodel is built from the data of the decision model. Once the simulations are performed, the inputs and outputs of the decision model are recorded. These data are used to estimate the parameters of the metamodel. Then, the metamodel is used to perform sensitivity studies (Blanning Citation1975). (Dos Santos and Dos Santos Citation2009) report that the use of metamodels is particularly useful when the simulation models are impractically slow and/or large. This metamodel can be obtained in various ways, two of the most common being response surface methodology (RSM) and artificial neural networks (ANNs).
RSM is a class of procedures that adjusts a series of regression models to the responses of a simulation model assessed at several points and optimises the resulting regression function (Carson and Maria Citation1997). (Amaran et al. Citation2016) mentioned that RSM is generally useful in the context of continuous optimisation problems and focuses on learning input-output relationships to approach the underlying simulation by a surface. This procedure’s greatest advantage is that it uses well known statistical tools. Compared to many gradient methods, RSM is a relatively efficient method of simulation optimisation in the number of simulation experiments needed (Tekin and Sabuncuoglu Citation2004).
ANNs are a set of methods that have been used extensively since the 1990 s. ANNs are a group of statistical learning algorithms inspired by neural networks (Scotti et al. Citation2015). A very important characteristic of ANNs is their adaptive nature, and they are one part of a machine-learning approach (Pasomsub et al. Citation2010). ANNs have proven to be effective and flexible methods that approximate arbitrary smooth functions and can be fitted using noisy response values (Barton Citation1998).
2.3.3. Statistical methods
Gradient-based and meta-model-based methods are used for continuous decision parameters, whereas, statistical methods are used for discrete decision parameters. In a discrete space, decision variables take a discrete set of values, such as the number of machines in the system, alternative locations of depots, different scheduling rules or policies, etc. Since the system performance is not deterministic, further statistical analysis is required to compare the performance of each solution and the number of replications for each solution is also to be determined. Statistical methods include different types of approaches, such as Ranking and Selection (R&S), multiple comparison procedures (MCPs) and ordinal optimisation (OO).
R&S procedures are statistical methods specifically developed to select the best system or a subset that contains the best system design from a set of k competing alternatives (Goldsman and Nelson Citation1994). The fundamentals were first proposed by (Bechhofer Citation1954). In R&S, there are two main approaches: the indifference-zone approach and subset selection approach. These approaches have the ability to treat the optimisation problem as a multicriteria decision problem. If the decision involves selecting the best system design, the technique of indifference-zone ranking may be used. On the other hand, if the decision concerns selecting a subset of system designs to obtain the best design, the subset selection approach may be used (Carson and Maria Citation1997). In general, these methods ensure the probability of a correct selection at or above a level specified by the user (Swisher, Jacobson, and Yücesan Citation2003).
MCPs specify the use of certain pairwise comparisons to make inferences in the form of confidence intervals about relationships among all designs (Swisher, Jacobson, and Yücesan Citation2003). Four general classes of MCPs have been developed. The first is the multiple comparison with the best (MCB), which is an alternative to R&S, because it has the same intent of R&S, namely to determine the best system from a set of alternatives. The second one is multiple comparisons with a control (MCC). MCC is the construction of simultaneous confidence intervals in comparison to a fixed control. This method is particularly useful when one wishes to compare design alternatives to the current design (Schrage Citation1989). The third is multiple comparisons among all groups (MCA), which was developed by (W.Tukey Citation1953), and is similar to the brute force method, except that instead of constructing separate confidence intervals and using the Bonferroni inequality to determine an overall confidence. Finally, the fourth one is the brute force of MCPs. In this approach, one simply assesses all possible pairwise confidence intervals for system designs.
OO is a method of speeding up the process of stochastic optimisation via parametric simulation (Ho Citation1999). The OO technique aims to reduce the solution space and shorten computation time (Horng Citation2011). The traditional concept of OO concentrates on finding a subset of ‘good enough’ designs rather than finding an accurate estimate of the best performance value by sampling from a large set of solutions and evaluating a smaller set of designs (Ho, Sreenivas, and Vakili Citation1992; Chen et al. Citation2000). This important feature of OO makes it a robust optimisation choice when the number of alternatives is very large (He, Chick, and Chen Citation2007).
2.3.4. Meta-heuristics
In the case of discrete decision parameters, statistical methods have proven to be efficient. However, it is computationally complex and time-consuming to assess every possible alternative or all the parameter combinations when the solution space is very large (Bianchi et al. Citation2009). Therefore, determining which alternative(s) to be simulated and evaluated is crucial. Moreover, most of the aforementioned optimisation techniques fail to find an optimum solution when the solution space is high-dimensional and discontinuous, or when the decision variables are qualitative (Abo-Hamad and Arisha Citation2011). Thus, meta-heuristics are used in this case and they are capable of exploring large or infinite solution spaces. Meta-heuristics are high-level frameworks that combine basic heuristics to efficiently and effectively explore the search space (Blum and Roli Citation2003). These classes of algorithms may be classified into a single solution base, which starts with a single initial solution and moves away from it, describing a trajectory in the search space (e.g. simulated annealing, tabu search) or population-based solution, which deals with a set of solutions rather than a single one (e.g. enetic algorithm). For more detailed explanations about meta-heuristic methods, we refer the reader to the paper by (Rachih, Mhada, and Chiheb Citation2019).
3. Review methodology
The review of past literature is a necessary step to evaluate the direction in which the study of SO applied to RL has gone, what has been discovered, and what needs further research. For this literature review, we adopted a systematic approach, which includes four steps prescribed by (Mayring Citation2001) as part of the qualitative content analysis method: document collection, descriptive analysis, category selection, and document evaluation.
3.1. Material collection
The first phase of a literature review is material collection, which consists of selecting the database and the keywords used to find articles. The material to be gathered is detailed and delimited with units of analysis. For this purpose, three databases are selected for searching articles such as Scopus (www.scopus.com), Science Direct (www.sciencedirect.com), and Web of Science (www.webofknowledge.com). We searched with the relevant keywords (keywords for RL and SO techniques are listed in ). These keywords were repeated for each database, 1703 articles were obtained, of which 45 were duplicates, and then we refined the search with ‘English’ for language and date of publication from 2005 onwards, we reduced the search period due to the lack of published articles before 2005 until June 2021. We considered eliminating reviews, conference reviews and books. Only articles focusing on RL and recovery processes in CLSC are considered. Articles focusing on CLSC were not considered directly because the focus of this work is on RL. However, some articles addressing CLSC were used to strengthen the analysis, although they were not included in the literature review. 843 publications were subjected to title and abstract review to ensure that their primary topic was relevant to our research area. 84 of these were selected for a full article review, 29 articles were not relevant to the topic and were excluded from research and 5 were not available. Finally, the references cited in these selected articles were evaluated to identify additional sources of information, resulting in 50 relevant articles. All the steps of selection are listed in .
Figure 1. Mapping the scientific literature search for SO methods applied to RL
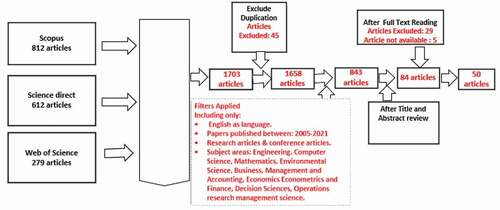
Table 4. Keywords used for the literature search for RL and SO techniques
3.2. Descriptive analysis
In this phase of the research, the article data were extracted in a Microsoft Excel spreadsheet to assess them in detail. To facilitate the statistical analysis of the data, we grouped the data by categories in tables and charts to better help us interpret the research findings and identify the most crucial relationships involving RL and SO. The analysis of the data reveals that most of the selected papers are published in highly reputed journals, such as Resources Conservation and Recycling, Computer & Industrial Engineering, the International Journal of Production and Economy and International Proceeding. The publication and distributions of the journal are presented in .
Figure 2. Distribution of publications based on different journals
3.2.1. Reverse logistic and simulation-based optimisation
Reviewing reveals that the application of SO in RL problems is gradually increasing, especially from 2005 to 2017, which means that the subject of RL/SO gained more interest from researchers in the last five years, approximately; the highest percentage was in 2017, as is illustrated in .
Figure 3. Distribution of SO publications per year across the period of the study
3.3. Category selection
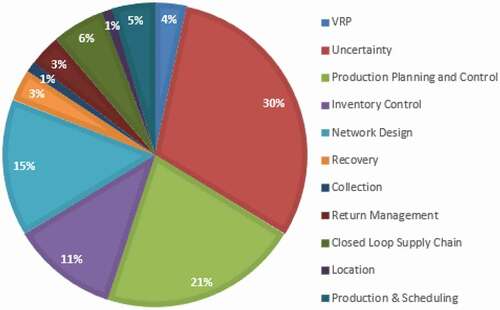
After analysing the data in the previous phase, we proceeded in the category selection phase to determine the categories and dimensions for the classification of the selected papers. We implemented the number of papers as a criterion during our categorisation. Each category should contain a large class of papers and the category should be capable of being subdivided into sufficient subcategories. Two categories emerged from the systematic literature review (SLR). The first one is based on the problem field in RL, in which the main topics are divided into six subcategories: (1) uncertainty; (2) production planning and control; (3) network design; (4) closed loop supply chain; (5) inventory control (see )
Figure 4. Distribution of research paper based on RL areas solved using SO
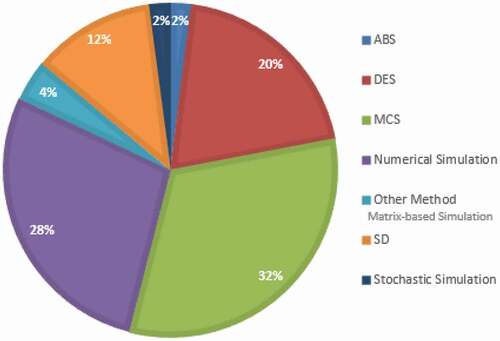
Additionally, the second category is based on the simulation used to solve the problem and is also divided into subcategories that includes six subclasses: (1) Monte Carlo simulation; (2) discrete event simulation; (3) agent-based simulation; (4) continuous simulation; (5) system dynamic; and (6) hybrid simulation. The other simulation method or SO methods used are grouped in the category ‘other methods’. shows results based on articles that use simulation methods used in SO techniques.
Figure 5. Distribution of research papers for simulation methods used in SO
For the articles that use SO to solve RL problems, we classify the selected papers into four subclasses: (1) gradient-based model; (2) meta-model-based methods; (3) statistical methods; and (4) meta-heuristics. Each subclass includes several optimisation methods, such as response surface method, artificial neural networks, ordinal optimisation, ranking & selection, simulated annealing (SA), genetic algorithm (GA), tabu search (TS), and scatter search (SS) (see ). Moreover, and presents the distribution of the various combinations between the simulation method and optimisation methods.
Figure 6. Distribution of research papers for optimisation methods used in SO
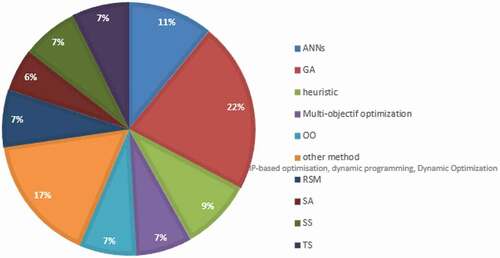
Figure 7. Distribution of research papers for SO methods used in RL
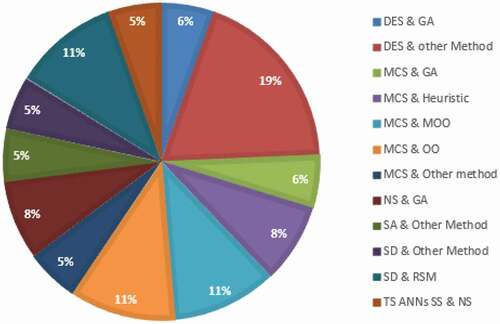
Table 5. Distribution of research papers for SO methods used in RL, continued
summarises the classification of the articles by the problem category, simulation methods, simulation software, optimisation methods, and optimisation software used.
Table 6. Classification of papers by simulation optimisation techniques and software
3.4. Material evaluation
In this phase, measures were taken to ensure a high level of reliability of the research. Rigorous validity is achieved by discussing the concepts by the authors and with other researchers using the deductive and inductive approaches simultaneously. The content analysis allowed the extraction of some theoretical evidence and future potential directions of research that will be discussed in the next section.
4. Detailed analysis of the literature
In this section, we will highlight in detail the different categories of RL problems outlined in the previous section. Various types of RL problem categories are addressed in the literature. However, some authors undertake research in certain categories more than others, and on the basis of the results found in the descriptive analysis, we limit the discussion to the most studied areas. For each problem category, we will highlight, by histograms, the most used SO methods.
4.1. Uncertainty
Uncertainty can be described as the inherent characteristics that cause predictable fluctuations. Uncertainty may take the form of high variability in demand, process, or supply, which in turn creates problems in planning, scheduling, and control (Patil, Shrotri, and Dandekar Citation2012). Therefore, ignoring the uncertainty parameters may result in a considerable decrease in the effectiveness of the reverse supply chain.
To tackle uncertainty problems, several researchers proposed various models using SO methods. As can be seen from and , DES & other method,s MCS & MOO, DES & GA and MCS & HEURISTICS has been mostly employed to solve uncertainty problems in RL.
Figure 8. Most commonly used SO methods for solving uncertainty problems
4.2. Production planning and control (PPC)
Production planning and control is composed of two operations. The first part is Production Planning (PP) which is responsible for ensuring the availability of all materials, assembly parts at the right time, in the right place and in the right quantities to allow operations to proceed according to predetermined schedules at the lowest possible cost (Kiran Citation2019). The second part is the control process, which consists of using different control techniques to obtain the optimal performance of the production system while optimising resources, and most importantly, satisfying the customer demand. The most used and efficient tools for production planning and control are re-order point systems (ROP), material requirements planning (MRP), and Kanban. The planning of production and control in the reverse channel involves complex issues. The main issues include material requirement planning, inventory planning, and capacity planning. To cope with the dynamic complexity of the PPC problem, SD & RSM, MCS & OO NS & SA are the most commonly employed SO techniques to deal with PPC optimisation problems (see ).
Figure 9. Most commonly used SO methods for solving the PPC problem
4.3. Network design
Network design is a strategic decision which consists of determining a variation of parameters, such as:hth locations, number of facilities, capacities and the sizes of facilities, technology used, productsprocess, selection of suppliers, etc (Frankel et al. Citation2014). Reverse supply chain network design (RSCND) focuses on establishing anfrastructure to manage the reverse channel only considering the existing uncertainty in the return quantities and other parameters of RL network (Akçal, Çetinkaya, and Üster Citation2009). Efficient tools have been implemented to tackle Network design problems. MCS & MOO and NS & SA have been mostly used for solving Network design problems in RL (see ).
Figure 10. The most used SO methods for solving the network design problem
4.4. Inventory control (IC)
Managing inventory is always a complicated and crucial task, whether it is in the forward supply chain or the reverse supply chain. Inventory control determines when to check the quantity of the stock,,hen to replenish it and how many goods to order. However, the customer demand is uncontrollable. For this purpose, various classical inventory control models have been established to maintain a proper inventory level while keeping the cost minimum (Vats, Soni, and Rathore Citation2018), such as economic order quantity (EOQ) which determines the optimal order quantities for purchasing and manufacturing (Alfares and Ghaithan Citation2019), just-in-time inventory control, ABC analysis, and safety stock levels. The inventory control (IC) problem has been tackled using simulation optimisation techniques. The most dominant SO methods used to tackle CLSC problems are: DES & GA, DES & Heuristic, MCS & Heuristic, DES & TS, and TS ANNs SS & DES, NS & meta-heuristics.
4.5. Closed loop supply chain (CLSC)
The CLSC is a system that creates large value. This system has evolved from reverse flows, which refers to a complete loop of flows from the customer, back to the provider, then through reprocessing operations and then back to the customer. Hence, it involves a manufacturer/buyer, who is directly responsible for the RL (Kumar et al. Citation2016). Decision makers have to decide when to acquire discarded equipment, when to recover used parts or dispose of them, and when to produce new parts (Schröter and Spengler Citation2005). Compared to other areas of RL, only a few studies were found that considered CLSC focusing on RL. CLSC is extremely complex and challenging to control. SO is among the tools used to solve CLSC problems, as can be seen from . The most dominant SO methods used to tackle CLSC problems are: DES & GA, NS & GA, MCS & MOO, and MCS & GA & PSO.
5. Discussion and results
Although the growth of several information technology (IT) solutions in this context is significant, there are still obvious obstacles to overcome. Due to the high level of uncertainty in the reverse supply chain, the complexity of its system, the vagueness of information, and the numerous decision variables and constraints, an objective function cannot be described using a mathematical model and computing the values of the performance measures and finding the optimal decision variables analytically is very hard and sometimes impossible. Considering these difficulties, simulation is frequently used in evaluating the different configurations of complex systems and to conduct experiments on real systems to improve the efficiency of operations. However, simulation cannot optimise and provide the best solution to the problem. Thus, an optimisation algorithm is needed, which internally interacts with a simulation iteratively, tests the performance of a certain operation policy using the simulation, and seeks better results until a global or local optimum is discovered.
Typically, combining simulation with optimisation could provide better and faster output. Furthermore, SO models offer the flexibility to adapt to arbitrary stochastic elements, and generally allow the modelling of all the complexities of difficult real-world problems to find the best possible alternatives.
SO experiments with multiple scenarios have the goal of researching, finding, and improving parameters to achieve the best results, and thus maximising the performance measures of a simulated system. This performance is typically described as an objective function that attempts to minimise or maximise production performance parameters, such as the simultaneous minimisation of inventory, resource under-utilisation, and demand backlogs (Ebner, Young, and Geraghty Citation2019).
Based on the previous analysis of the reviewed papers and the statistics presented in , we can conclude that DES combined with other methods is one of the most widely used SO techniques to solve various RL problems. For instance, DES has been combined with heuristics, evolutionary algorithm and also TS combined with SS & NN. As can be seen, DES has a powerful capability to tackle most of the RL domain and it is a flexible simulation technique for hybridisation with multiple optimisation techniques such as GA, TS, NN, SS. DES has been considered as an approach that absorbs the effect of uncertainties that exist in real-life problems in multiple RL problems. (Godichaud and Amodeo Citation2013) compared three inventory control policies with and without return remanufacturing activities to determine the best inventory control policies and their parameters for multi-echelon closed-loop supply chain with stochastic demands and returns and remanufacturing activities, using DES combined with multi-objectives optimisation evolutionary algorithm(MOOEA). In this study, DES evaluate performance of each solution, and MOOEA change decision variables (policy parameters) to explore search space. MOOEA allows solution searching while using simulation results. (Lalmazloumian, Abdul-Kader, and Ahmadi Citation2014) employed DES to find the optimal solution of the manufacturing, remanufacturing, and reorder point quantity in a hybrid manufacturing/remanufacturing system with return as disposal options and in which product returns and demands are stochastic and where both manufactured and remanufactured products are identical. One of the advantages of using the DES approach over the analytical technique is the ease of developing stochastic models and also changing the model parameters to analyse their impact on the overall system performance(Lalmazloumian, Abdul-Kader, and Ahmadi Citation2014).
The second mostly used SO method is SD combined with RSM and MCS combined with OO. SD & RSM has been deployed in several papers to build efficient control policies for the considered PPC system. RSM uses and combines well-known statistical tools such as regression analysis, statistical designs, to optimise simulated system. RSM has proven to be an effective SO method because, it does not require a large number of simulation experiments compared to other SO methods (Tekin and Sabuncuoglu Citation2004). It can model both discrete and continuous components of the simulation model, which significantly reduces runtime compared to purely discrete models(Lage Junior and Godinho Filho Citation2016). (Assid, Gharbi, and Hajji Citation2019b) addresses a hybrid manufacturing-remanufacturing systems subject to uncertainties that uses both raw materials and returned products in the production process using SD and RSM to determine the optimal control parameters including raw material supply and the storage space sizing of finished products, raw materials and returns while minimising the total incurred cost.
MCS & OO has been ranked first in PPC. From one hand, MCS is an effective tool for problems for which analytical solutions don’t exist or too complex to obtain Dai and Zheng (Citation2015). However, in some cases analytical methods are difficult to apply and simulation is usually the only possible solution but it is very time-consuming. On the other hand, the ordinal optimisation method provides an effective means for the SO approach. It aims to find a good or satisfactory solution among a large number of candidates rather than the true optimum by accurately estimating the performance value. However, the ordinary method also faces serious difficulties in the presence of complex stochastic constraints, because many infeasible decisions cannot be excluded from the ordinary comparison without extensive computation. Prior determination of feasibility is extremely difficult by analytical or numerical methods for the same reason that evaluating stochastic constraints can be just as complicated as evaluating the cost function. In fact, effective incorporation of constraints is one of the main challenges in developing any SO method. Thus, a model where MCS combined with a new constrained ordinal optimisation method has been developed by Song et al. (Song, et al., Citation2005b) for solving remanufacturing planning problems with complicated stochastic constraints and reducing the computation time of MCS. The model aim to allocate appropriate capacity, inventory and to minimise the cost while satisfying various constraints such as repair cycling time.
A wide range of Simulation and Optimisation software has been deployed to develop SO models, 34 papers (66.66%) used SO software tools. Most of the papers used MATLAB to solve optimisation problems in RL, which has been mentioned in 18% of the papers, followed by Arena as a simulation tool and none optimisation software used (15%), arena & optquest (15%) and finally, Lingo (12%). In 17 articles (33.33%), no software was used. In addition, uncertainty, Production Planning Control and Network Design have proven to be among the reverse logistics issues most addressed by the authors in the literature.
SO techniques have its own drawbacks as well it could be time consuming and costly due to the complexity and the inherent uncertainties of some models, depending on the control variables involved and the complexity of the scenario. Thus, the number of simulation experiments required can be extremely large in some cases (Li, González, and Zhu Citation2009). Therefore, sophisticated processes and methods, such as ordinal optimisation, are developed to speed up the selection of a good plan from a number of candidates and shorten the computation time. Some optimisation methods such as the branch and bound methods, heuristic algorithms and genetic algorithm face large amount of computation, disability of solving programming problems and falling into a local optimum problem. To address these issues, (Zhou et al. Citation2012) introduced crossover and mutation in GA to the PSO to optimise the design of remanufacturing closed-loop supply chain networks and avoid the limitations of GA.
As is well known, the GA has multiple advantages: first, it can handle both discrete and continuous variables compared to other global search methods. Second, the algorithm can escape easily from local extrema and is quick to implement. However, a limitation of the GA is that it may skip the optimal solutions around a certain individual solution. This occurs when the optimal solution does not strictly fit the selection criteria for the next generation. Thus, to overcome this problem, various studies have proposed other solutions to enhance the performance of GA, such as combining the algorithm with other methods, as can be seen from .
GA has proven to be a flexible method for hybridisation with other methods. This hybridisation also makes it possible to avoid the limits of certain SO methods.R1: Remanufacturing; R2: Recycling; R3: Reuse; R4: Repair; R5: Refurbishing; C1: Cannibalisation.
The hybrid SO can sometimes provide better and faster results than mathematical modelling or simulation, which was the case in the (Thammatadatrakul and Chiadamrong Citation2019) study. The author compared three solving methods (MILP with simulation, SO with OptQuest, and hybrid simulation optimisation algorithm) to test their performances and find an optimal inventory control policy in a hybrid manufacturing/remanufacturing system. Two indicators (system profit and associated costs) were used to interpret their performances. Consequently, MILP combined with simulation provides the lowest profit, since the value decision variables obtained are based on deterministic condition. Hence, they are not appropriate for a system under an uncertain environment. Thus, to remedy this problem hybrid SO has been introduced. This hybrid SO algorithm combines metaheuristics (Tabu Search, Neural Network, and Scatter Search) and simulation, and allows the attainment of the highest system profits and optimal results with a reduced number of iterations.
The factor of time is really important in simulation optimisation processes and it is one of the advantages that SO methods offer. However, some optimisation algorithms may be time consuming. For example, to obtain better performance using the SA algorithm, the parameters must be adjusted. The latter can be done by running the algorithm under different combinations of parameter values and selecting the combination that gives the best answers. However, studying all possible combinations usually takes a long time. This problem can be solved using the Taguchi method, which uses an orthogonal array to set the parameter values of the SA algorithm with fewer experiments to be conducted. Ameli, Mansour, and Ahmadi-Javid (Citation2019) used the Taguchi method to reduce the number of experiments while adjusting SA algorithm parameters.
6. Future opportunities
In this section, we will highlight the main findings of our work and we will outline some opportunities of research based on the research gap discussed in the previous section.
Our research reveals interesting future research implications for RL problems. As can be seen from and , uncertainty problem, PPC, Network Design, and Inventory Control are among the most common RL areas addressed by researchers and they also offer a noteworthy opportunity for research. As a future work, we propose to study a hybrid manufacturing/remanufacturing system using a hybrid simulation optimisation algorithm. This can be implemented in another case study, e.g. to consider an RL area other than inventory management problems and adding more factors, such as uncertain timing of returned component arrival and costs of remanufacturing (such as the disposal cost) and also analysing the effects of cost structure variation on the hybrid system (Thammatadatrakul and Chiadamrong Citation2019). Another challenging work could be extended to study an integrated problem which simultaneously integrates two problems, which are the selection of a design of a family of EOL products in a collective responsibility EOL scheme where a number of producers collaborate in the EOL phase of their products and plan EOL options (Ameli, Mansour, and Ahmadi-Javid Citation2019). Other potentially interesting topics could be to study an Inventory Control model for perishable products in a CLSC under uncertainty incorporating dynamic pricing behaviour in the integrated model for SC planning (Hasani, Eskandarpour, and Fattahi Citation2018). Additional work could be to study an integrated process planning and scheduling for remanufacturing using SO, considering other types of uncertainties, such as the categorisation of the input jobs and the processing time (Zhang, Ong, and Nee Citation2015). Another interesting topic could be to address the problem of production planning in a hybrid manufacturing/remanufacturing system, taking into account the uncertainty of customer demand involving multiple products. This may also explore several return policies with different percentages of returns and the extent to which returns are no longer economically beneficial for different system’s configurations (Assid, Gharbi, and Hajji Citation2019b).
Based on , it is evident that there are very few simulation optimisation models developed for RL location and allocation problems for one or multiple facilities in a reverse supply chain network. Another issue to be modelled using simulation combined with GA or other optimisation method (eg.,TS, SA) could be the design of a reverse logistics network to determine the location and size of warehouses and return centres in order to minimise total reverse logistics costs (e.g. transportation and storage costs) and fully utilise the return capacity while taking into account the stochastic nature of returns and customer demand (Zhou and Min Citation2011). It was also observed that there are few RL models considering VRP making deliveries or collections between one or several depots for a number of customers or for multiple product types. Thus, VRP and location/allocation problems are an interesting area of the application of SO in RL.
Very little attention has been given to the problem of lot sizing, this is another gap that needs to be addressed in the future. Other interesting topic could be explored is the problem of capacitated Lot sizing in RL which involves planning batch sizes of multiple items over a planning horizon in RL, as well as the uncapacitated Lot sizing problem with remanufacturing which consists of finding a production plan of one item over a multi-period horizon to minimise the total production, set up and inventory costs using SO.
Several areas of RL are not sufficiently covered in the literature, which could be a potential application of SO, such as collection, returns management problem considering the quality of return products, production and scheduling, recovery and also the CLSC, which is considered a broad area of research. However, research using SO is limited in this area, which is probably due to the large number of studies that are addressed using mathematical modelling.
Considering the drawbacks of some SO methods that has been already discussed, an interesting area of research could be to combine multiple SO methods (e.g. DES & SD & ABS & GA, DES & ABS & SA, MCS & TS & ANNs) or with other methods (e.g. machine learning) to address RL problems and avoid those limitations and achieve better and faster results.
7. Conclusion
Reverse logistics is now a predominant field of research focused on managing the recovery of products once they are no longer needed or usable by the user, to make them reusable in a market, in order to achieve an economic return through reuse, remanufacturing or recycling. The concept of reverse logistics has evolved over the years. Recent advances in the field of reverse logistics and the remarkable interest of companies to evaluate and improve their RL performance have led many researchers to focus on RL problems and to develop powerful tools for modelling and solving these problems, simulation-based optimisation methods being among these methods.
In this regard, this paper presented an extensive coverage of the literature on RL and SO. The SO has proven to be an efficient technique to solve multiple problems in the RL field. In this review, knowledge of various RL issues and the methods of SO used to tackle them in the literature have been discussed. An analysis of the literature carried out through a review of relevant papers from reputed scientific publications. The analysis showed that the most dominant SO methods are the DES, combined with other methods (eg.heuristics, evolutionary algorithm, TS & SS & NN), MCS combined with OO and SD combined with RSM. Those three methods are characterised by their flexibility in solving various issues, such as RL uncertainty issues and Production Planning Control.
For academics and researchers, our research reveals interesting future research implications in the field of RL and simulation optimisation. This review will be useful for researchers to choose the appropriate method for their projects and contexts. Additionally, we aspire that the descriptive analysis illustrates a good reference for researchers working on RL projects. Finally, we expect that our paper will be used as a guide in SO projects, along with projects using SO to study RL to enhance the quality of SO and RL projects by choosing the appropriate SO method.
As an extension for the present work, we propose to study additional published papers discussing RL and more simulation methods (e.g. object-oriented simulation, parallel and distributed simulation), combined with other optimisation methods (e.g. MOO, scatter search, branch & bound, simplex algorithm, ant lion algorithm, mixed-integer linear programming,and linear optimisation). Due to the lack of articles addressing recycling, refurbishing, and cannibalisation issues using SO, research in this area could be an interesting field to fill the research gap.
Highlights
Review of the literature on simulation optimization and reverse logistics (RL).
Identify the simulation optimization methods and the key areas of Reverse Logistics.
Discuss the most common simulation optimization methods used to solve RL problems.
Future opportunities in Reverse Logistics and simulation optimization are suggested.
Additional information
Notes on contributors
Salma Abid
Salma Abid is a Ph.D. student at Mohamed V University - Rabat / ENSIAS in Morocco. She holds a master's degree in engineering and industrial management. She is pursuing her research on simulation and optimization applied to different components of logistics and supply chain. She has published several research papers in this field in international conferences.
Fatima Zahra Mhada
Fatima Zahra Mhada is a professor at The University Mohamed V – Rabat / ENSIAS in Morocco. She holds a Ph.D. from Polytechnic Montreal (2011) and an engineering degree from ‘l’École Mohammedia d’Ingénieurs’. Her research area is related to modeling, simulation and stochastic control applied to the various components of the supply chain. She ensures the course of the simulation, supply chain management, and Information Systems design and implementation within the ENSIAS. She has published the results of her research in renowned international journals (Annals of Operations Research, International Journal of Production Economics, Discrete Event Dynamic Systems, Computers in Industry, …) and co-organized four editions of the International IEEE Conference Management operational Logistics.
References
- Abid, S., S. Radji, and F. Z. Mhada. 2019. “Simulation Techniques Applied in Reverse Logistic: A Review.” In 2019 International Colloquium on Logistics and Supply Chain Management (LOGISTIQUA), Montreuil, France, 1–6. IEEE.
- Abo-Hamad, W., and A. Arisha. 2011. “Simulation-optimisation Methods in Supply Chain Applications: A Review.” Irish Journal of Management 30: 95–124.
- Ageron, B., A. Gunasekaran, and A. Spalanzani. 2012. “Sustainable Supply Management: An Empirical Study.” International Journal of Production Economics 140: 168–182. doi:https://doi.org/10.1016/j.ijpe.2011.04.007.
- Ahluwalia, P. K., and A. K. Nema. 2006. “Multi-objective Reverse Logistics Model for Integrated Computer Waste Management.” Waste Management & Research 24: 514–527. doi:https://doi.org/10.1177/0734242X06067252.
- Akçal, E., S. Çetinkaya, and H. Üster. 2009. “Network Design for Reverse and Closed-loop Supply Chains: An Annotated Bibliography of Models and Solution Approaches.” Networks 53: 231–248. doi:https://doi.org/10.1002/net.20267.
- Alfares, H. K., and A. M. Ghaithan. 2019. “Eoq and Epq Production-inventory Models with Variable Holding Cost: State-of-the-art Review.” Arabian Journal for Science and Engineering 44: 1737–1755. doi:https://doi.org/10.1007/s13369-018-3593-4.
- Alqahtani, A. Y., S. M. Gupta, and K. Nakashima. 2019. “Warranty and Maintenance Analysis of Sensor Embedded Products Using Internet of Things in Industry 4.0.” International Journal of Production Economics 208: 483–499. doi:https://doi.org/10.1016/j.ijpe.2018.12.022.
- Amaran, S., N. V. Sahinidis, B. Sharda, and S. J. Bury. 2016. “Simulation Optimization: A Review of Algorithms and Applications.” Annals of Operations Research 240: 351–380. doi:https://doi.org/10.1007/s10479-015-2019-x.
- Ameli, M., S. Mansour, and A. Ahmadi-Javid. 2019. “A Simulation-optimization Model for Sustainable Product Design and Efficient End-of-life Management Based on Individual Producer Responsibility.” Resources, Conservation and Recycling 140: 246–258. doi:https://doi.org/10.1016/j.resconrec.2018.02.031.
- Ansari, Z. N., and S. D. Daxini. 2021. “A State-of-the-art Review on Meta-heuristics Application in Remanufacturing.” Archives of Computational Methods in Engineering 1–44. doi:https://doi.org/10.1007/s11831-021-09580-z.
- Aras, N., V. Verter, and T. Boyaci. 2006. “Coordination and Priority Decisions in Hybrid Manufacturing/remanufacturing Systems.” Production and Operations Management 15: 528–543. doi:https://doi.org/10.1111/j.1937-5956.2006.tb00161.x.
- Asif, R. 2011. “Reverse Logistics: Rfid the Key to Optimality.” Journal of Industrial Engineering and Management (JIEM) 4: 281–300.
- Assid, M., A. Gharbi, and A. Hajji. 2019a. “Production and Setup Control Policy for Unreliable Hybrid Manufacturing-remanufacturing Systems.” Journal of Manufacturing Systems 50: 103–118. doi:https://doi.org/10.1016/j.jmsy.2018.12.004.
- Assid, M., A. Gharbi, and A. Hajji. 2019b. “Production Planning of an Unreliable Hybrid Manufacturing–remanufacturing System under Uncertainties and Supply Constraints.” Computers & Industrial Engineering 136: 31–45. doi:https://doi.org/10.1016/j.cie.2019.06.061.
- Assid, M., A. Gharbi, and A. Hajji. 2020. “Production Control of Failure-prone Manufacturing-remanufacturing Systems Using Mixed Dedicated and Shared Facilities.” International Journal of Production Economics 224: 107549. doi:https://doi.org/10.1016/j.ijpe.2019.107549.
- Assid, M., A. Gharbi, and A. Hajji. 2021. “Production Planning and Control of Unreliable Hybrid Manufacturing-remanufacturing Systems with Quality-based Categorization of Returns.” Journal of Cleaner Production 312: 127800.
- Azadeh, A., and E. Mazaheri. 2013. “Optimum Production Planning of a Dedicated Remanufacturing Process by an Integrated Simulation-based Optimisation Approach.” International Journal of Logistics Systems and Management 16: 67–84. doi:https://doi.org/10.1504/IJLSM.2013.055571.
- Balogh, P., P. Golea, V. Inceu. 2013. “Profit Forecast Model Using Monte Carlo Simulation in Excel.” Romanian Statistical Review 61:33–40.
- Banguera, L., J. Sepúlveda, G. Fuertes, R. Carrasco, and M. Vargas. 2017. “Reverse and Inverse Logistic Models for Solid Waste Management.” South African Journal of Industrial Engineering 28: 120–132. doi:https://doi.org/10.7166/28-4-1701.
- Barton, R. R. 1998. “Simulation Metamodels.” In 1998 Winter Simulation Conference. Proceedings (Cat. No. 98CH36274), Phoenix Arizona USA, 167–174.
- Bayndr, Z. P., R. Dekker, and E. Porras. 2006. “Determination of Recovery Effort for a Probabilistic Recovery System under Various Inventory Control Policies.” Omega 34: 571–584. doi:https://doi.org/10.1016/j.omega.2005.01.015.
- Bechhofer, R. E. 1954. “Stochastic Estimation of the Maximum of a Regression Function.” The Annals of Mathematical Statistics 25: 16–39. doi:https://doi.org/10.1214/aoms/1177728845.
- Bianchi, L., M. Dorigo, L. M. Gambardella, and W. J. Gutjahr. 2009. “A Survey on Metaheuristics for Stochastic Combinatorial Optimization.” Natural Computing 8: 239–287. doi:https://doi.org/10.1007/s11047-008-9098-4.
- Blanning, R. W. 1975. “The Construction and Implementation of Metamodels.” simulation 24: 177–184. doi:https://doi.org/10.1177/003754977502400606.
- Blum, C., and A. Roli. 2003. “Metaheuristics in Combinatorial Optimization: Overview and Conceptual Comparison.” ACM Computing Surveys (CSUR) 35: 268–308. doi:https://doi.org/10.1145/937503.937505.
- Bottani, E., and G. Casella. 2018. “Minimization of the Environmental Emissions of Closed-loop Supply Chains: A Case Study of Returnable Transport Assets Management.” Sustainability 10: 329. doi:https://doi.org/10.3390/su10020329.
- Bottani, E., R. Montanari, M. Rinaldi, and G. Vignali. 2015. “Modeling and Multi-objective Optimization of Closed Loop Supply Chains: A Case Study.” Computers & Industrial Engineering 87: 328–342. doi:https://doi.org/10.1016/j.cie.2015.05.009.
- Bouchhima, F., G. Nicolescu, E. M. Aboulhamid, and M. Abid. 2007. “Generic Discrete–continuous simulation Model for Accurate Validation in Heterogeneous Systems Design.” Microelectronics Journal 38: 805–815. doi:https://doi.org/10.1016/j.mejo.2007.04.001.
- Boudhar, H., M. Dahane, and N. Rezg. 2017. “New Dynamic Heuristic for the Optimization of Opportunities to Use New and Remanufactured Spare Part in Stochastic Degradation Context.” Journal of Intelligent Manufacturing 28: 437–454. doi:https://doi.org/10.1007/s10845-014-0989-1.
- Brailsford, S. C., S. M. Desai, and J. Viana. 2010. “Towards the Holy Grail: Combining System Dynamics and Discrete-event Simulation in Healthcare.” In Proceedings of the 2010 winter simulation conference, Baltimore Maryland, 2293–2303.
- Brandão, R., D. J. Edwards, M. R. Hosseini, A. C. Silva Melo, and A. N. Macêdo. 2021. “Reverse Supply Chain Conceptual Model for Construction and Demolition Waste.” Waste Management & Research 39: 1341–1355.
- Bruzzone, A. G. 2004. “Modeling and Simulation Methodologies for Logistics and Manufacturing Optimization.” Simulation (San Diego, Calif.) 80: 1–58.
- Calvi, K., S. Chung, M. Economou, R. Kulkarni, and R. Havens. 2015. “Dedicated Refurbishing Line Optimization by Simulation.” In International Conference on Industrial Engineering and Engineering Management (IEEM), Singapore, 1262–1266.
- Carson, Y., and A. Maria. 1997. “Simulation Optimization: Methods and Applications.” In Proceedings of the 29th conference on Winter simulation, Atlanta Georgia USA, 118–126.
- Carter, C. R., and L. M. Ellram. 1998. “Reverse Logistics: A Review of the Literature and Framework for Future Investigation.” Journal of Business Logistics 19: 85–102.
- Chakraborty, K., K. Mukherjee, S. Mondal, and S. Mitra. 2021. “A Systematic Literature Review and Bibliometric Analysis Based on Pricing Related Decisions in Remanufacturing.” Journal of Cleaner Production 127265. doi:https://doi.org/10.1016/j.jclepro.2021.127265.
- Chanintrakul, P., A. E. Coronado Mondragon, C. Lalwani, and C. Y. Wong. 2009. “Reverse Logistics Network Design: A State-of-the-art Literature Review.” International Journal of Business Performance and Supply Chain Modelling 1: 61–81. doi:https://doi.org/10.1504/IJBPSCM.2009.026266.
- Chen, C. H., J. Lin, E. Yücesan, and S. E. Chick. 2000. “Simulation Budget Allocation for Further Enhancing the Efficiency of Ordinal Optimization.” Discrete Event Dynamic Systems 10: 251–270. doi:https://doi.org/10.1023/A:1008349927281.
- Chong, S. H., S. B. Hasan, and S. C. Kiong. 2013. “Current Reverse Logistic for End of Life Computer in Malaysia Ismail, A.E., Alimin, A.J., Mohd Tobi, A.L., Khalid, A., Abdullah, H.Z., Masood, I., Ibrahim, M.H.I., Mohd Noor, M. K., Yusof, M.S., Jamian, S., Salleh, S., Siswanto, W.A., and Wan Muhammad, W.N.A.” In Applied Mechanics and Materials, 536–539. Switzerland: Trans Tech Publ.
- Chouinard, M., S. D’Amours, and D. At-Kadi. 2008. “A Stochastic Programming Approach for Designing Supply Loops.” International Journal of Production Economics 113: 657–677. doi:https://doi.org/10.1016/j.ijpe.2007.10.023.
- Costa-Salas, Y., W. Sarache, and M. Überwimmer. 2017. “Fleet Size Optimization in the Discarded Tire Collection Process.” Research in Transportation Business & Management 24: 81–89. doi:https://doi.org/10.1016/j.rtbm.2017.08.001.
- Dai, Z., and X. Zheng. 2015. “Design of Close-loop Supply Chain Network under Uncertainty Using Hybrid Genetic Algorithm: A Fuzzy and Chance-constrained Programming Model.” Computers & Industrial Engineering 88: 444–457. doi:https://doi.org/10.1016/j.cie.2015.08.004.
- De Campos, E. A. R., I. C. de Paula, R. N. Pagani, and P. Guarnieri. 2017. “Reverse Logistics for the End-of-life and End-of-use Products in the Pharmaceutical Industry: A Systematic Literature Review.” Supply Chain Management: An International Journal 22: 375–392. doi:https://doi.org/10.1108/SCM-01-2017-0040.
- De Paula, I. C., E. A. R. de Campos, R. N. Pagani, P. Guarnieri, and M. A. Kaviani. 2019. “Are Collaboration and Trust Sources for Innovation in the Reverse Logistics? Insights from a Systematic Literature Review.” Supply Chain Management: An International Journal 25: 176–222 .
- Dekker, R., M. Fleischmann, K. Inderfurth, and L. N. van Wassenhove. 2013. Reverse Logistics: Quantitative Models for Closed-loop Supply Chains. Berlin: Springer Science & Business Media.
- Dinler, E., and Z. Güngör. 2017. “Planning Decisions for Recycling Products Containing Hazardous and Explosive Substances: A Fuzzy Multi-objective Model.” Resources, Conservation and Recycling 117: 93–101. doi:https://doi.org/10.1016/j.resconrec.2016.11.012.
- Dos Santos, P. M. R., and M. I. R. Dos Santos. 2009. “Using Subsystem Linear Regression Metamodels in Stochastic Simulation.” European Journal of Operational Research 196: 1031–1040. doi:https://doi.org/10.1016/j.ejor.2008.05.005.
- Dreyfuss, M., Y. Giat, and A. Stulman. 2018. “An Analytical Approach to Determine the Window Fill Rate in a Repair Shop with Cannibalization.” Computers & Operations Research 98: 13–23. doi:https://doi.org/10.1016/j.cor.2018.05.018.
- Dyckhoff, H., R. Lackes, and J. Reese. 2013. Supply Chain Management and Reverse Logistics, 426. Berlin: Springer Science & Business Media.
- Ebner, J., P. Young, and J. Geraghty. 2019. “Intelligent Self-designing Production Control Strategy: Dynamic Allocation Hybrid Pull-type Mechanism Applicable to Closed-loop Supply Chains.” Computers & Industrial Engineering 135: 1127–1144. doi:https://doi.org/10.1016/j.cie.2019.04.005.
- Fattahi, M., and K. Govindan. 2017. “Integrated Forward/reverse Logistics Network Design under Uncertainty with Pricing for Collection of Used Products.” Annals of Operations Research 253: 193–225. doi:https://doi.org/10.1007/s10479-016-2347-5.
- Feitó-Cespón, M., Y. Costa, M. S. Pishvaee, and R. Cespón-Castro. 2021. “A Fuzzy Inference Based Scenario Building in Two-stage Optimization Framework for Sustainable Recycling Supply Chain Redesign.” Expert Systems with Applications 165: 113906. doi:https://doi.org/10.1016/j.eswa.2020.113906.
- Fernandes, S. M., C. M. T. Rodriguez, A. C. Bornia, A. C. Trierweiller, S. M. D. Silva, and P. D. S. Freire. 2018. “Systematic Literature Review on the Ways of Measuring the of Reverse Logistics Performance.” Gestão & Produção 25: 175–190. doi:https://doi.org/10.1590/0104-530x3177-16.
- Ferrer, G., and D. C. Whybark. 2001. “Material Planning for a Remanufacturing Facility.” Production and Operations Management 10: 112–124. doi:https://doi.org/10.1111/j.1937-5956.2001.tb00073.x.
- Fleischmann, M., H. R. Krikke, R. Dekker, and S. D. P. Flapper. 2000. “A Characterisation of Logistics Networks for Product Recovery.” Omega 28: 653–666. doi:https://doi.org/10.1016/S0305-0483(00)00022-0.
- Fleischmann, M., and S. Minner. 2004. “Inventory Management in Closed Loop Supply Chains .” In Supply Chain Management and Reverse Logistics, edited by Dyckhoff, H., Lackes, R., and Reese, J., 115–138. Berlin Heidelberg: Springer.
- Franke, C., B. Basdere, M. Ciupek, and S. Seliger. 2006. “Remanufacturing of Mobile Phones—capacity, Program and Facility Adaptation Planning.” Omega 34: 562–570. doi:https://doi.org/10.1016/j.omega.2005.01.016.
- Frankel, R., S. B. Keller, B. C. Keller, B. J. Gibson, J. B. Hanna, C. C. Defee, and H. Chen, et al. 2014. Definitive Guides for Supply Chain Management Professionals (Collection). New Jersey: FT Press.
- Genchev, S. E., R. G. Richey, and C. B. Gabler. 2011. “Evaluating Reverse Logistics Programs: A Suggested Process Formalization.” The International Journal of Logistics Management 22: 242–263. doi:https://doi.org/10.1108/09574091111156578.
- Glazner, C. G. 2009. “Understanding Enterprise Behavior Using a Hybrid Simulation of Enterprise Architecture.” Ph.D. thesis, Massachusetts Institute of Technology.
- Godichaud, M., and L. Amodeo. 2013. “Comparing Inventory Policies for Closed-loop Supply Chain Using Simulation-based Optimization.” IFAC Proceedings Volumes 46: 418–423. doi:https://doi.org/10.3182/20130619-3-RU-3018.00384.
- Goldsman, D. 2007. “Introduction to Simulation.” In 2007 Winter Simulation Conference Washington, DC (IEEE), 26–37.
- Goldsman, D., and B. L. Nelson. 1994. “Ranking, Selection and Multiple Comparisons in Computer Simulation.” In Proceedings of Winter Simulation Conference, Orlando Florida, 192–199.
- Golkebiewsk, B., J. Trajer, M. Jaros, and R. Winiczenko. 2013. “Modelling of the Location of Vehicle Recycling Facilities: A Case Study in Poland.” Resources, Conservation and Recycling 80: 10–20. doi:https://doi.org/10.1016/j.resconrec.2013.07.005.
- Govindan, K., H. Soleimani, and D. Kannan. 2015. “Reverse Logistics and Closed-loop Supply Chain: A Comprehensive Review to Explore the Future.” European Journal of Operational Research 240: 603–626.
- Govindan, K., and M. Bouzon. 2018. “From a Literature Review to a Multi-perspective Framework for Reverse Logistics Barriers and Drivers.” Journal of Cleaner Production 187: 318–337. doi:https://doi.org/10.1016/j.jclepro.2018.03.040.
- Guan, X., C. Song, Y. C. Ho, and Q. Zhao. 2006. “Constrained Ordinal Optimization—a Feasibility Model Based Approach.” Discrete Event Dynamic Systems 16: 279–299. doi:https://doi.org/10.1007/s10626-006-8137-5.
- Hasani, A., M. Eskandarpour, and M. Fattahi. 2018. “A Simulation-based Optimisation Approach for Multi-objective Inventory Control of Perishable Products in Closed-loop Supply Chains under Uncertainty.” International Journal of Advanced Operations Management 10: 324–344. doi:https://doi.org/10.1504/IJAOM.2018.097268.
- Hazen, B. T. 2011. “Strategic Reverse Logistics Disposition Decisions: From Theory to Practice.” International Journal of Logistics Systems and Management 10: 275–292. doi:https://doi.org/10.1504/IJLSM.2011.043118.
- He, D., S. E. Chick, and C. H. Chen. 2007. “Opportunity Cost and Ocba Selection Procedures in Ordinal Optimization for a Fixed Number of Alternative Systems.” IEEE Transactions on Systems, Man, and Cybernetics, Part C (Applications and Reviews) 37: 951–961. doi:https://doi.org/10.1109/TSMCC.2007.900656.
- He, M., T. Lin, X. Wu, J. Luo, and Y. Peng. 2020. “A Systematic Literature Review of Reverse Logistics of End-of-life Vehicles: Bibliometric Analysis and Research Trend.” Energies 13: 5586. doi:https://doi.org/10.3390/en13215586.
- Ho, Y. C., R. S. Sreenivas, and P. Vakili. 1992. “Ordinal Optimization of Deds.” Discrete Event Dynamic Systems 2: 61–88. doi:https://doi.org/10.1007/BF01797280.
- Ho, Y. C. 1999. “An Ordinal Optimization Approach to Optimal Control Problems.” Automatica 35: 331–338. doi:https://doi.org/10.1016/S0005-1098(98)00155-1.
- Horng, S. C. 2011. “Ordinal Optimization Based Approach to the Optimal Resource Allocation of Grid Computing System.” Mathematical and Computer Modelling 54: 519–530. doi:https://doi.org/10.1016/j.mcm.2011.02.042.
- Hosseini, M. R., N. Chileshe, R. Rameezdeen, and S. Lehmann. 2015a. “Integration of Design for Reverse Logistics and Harvesting of Information: A Research Agenda.” International Journal of Logistics Systems and Management 20: 480–515. doi:https://doi.org/10.1504/IJLSM.2015.068490.
- Hosseini, M. R., R. Rameezdeen, N. Chileshe, and S. Lehmann. 2015b. “Reverse Logistics in the Construction Industry.” Waste Management & Research 33: 499–514. doi:https://doi.org/10.1177/0734242X15584842.
- Hosseini, M., N. Chileshe, R. Rameezdeen, and S. Lehmann. 2014. “Reverse Logistics for the Construction Industry: Lessons from the Manufacturing Context.” Ph.D. thesis, Scientific and Academic Publishing.
- Ilgin, M. A., and S. M. Gupta. 2013. “Reverse Supply Chains: Issues and Analysis Gupta, S.M.” In Chapter: Reverse Logistics 18: 1-60. FL, USA: CRC PRESS.
- Inderfurth, K., A. G. de Kok, and S. Flapper. 2001. “Product Recovery in Stochastic Remanufacturing Systems with Multiple Reuse Options.” European Journal of Operational Research 133: 130–152. doi:https://doi.org/10.1016/S0377-2217(00)00188-0.
- Ingalls, R. G. 2011. “Introduction to Simulation.” In Proceedings of the 2011 Winter Simulation Conference (WSC), Phoenix, Arizona, 1374–1388.
- Islam, M. T., and N. Huda. 2018. “Reverse Logistics and Closed-loop Supply Chain of Waste Electrical and Electronic Equipment (Weee)/e-waste: A Comprehensive Literature Review.” Resources, Conservation and Recycling 137: 48–75. doi:https://doi.org/10.1016/j.resconrec.2018.05.026.
- Jayaraman, V., and R. Dekker. 2005. “Competitive Advantages: Incorporating Product Returns in a Value Chain.” Technical Report. Working Paper. University of Miami, FL.
- Jayaraman, V., and Y. Luo. 2007. “Creating Competitive Advantages through New Value Creation: A Reverse Logistics Perspective.” Academy of Management Perspectives 21: 56–73. doi:https://doi.org/10.5465/amp.2007.25356512.
- Jayasinghe, R. S., N. Chileshe, and R. Rameezdeen. 2019. “Information-based Quality Management in Reverse Logistics Supply Chain.” Benchmarking: An International Journal 26: 2146–2187. doi:https://doi.org/10.1108/BIJ-08-2018-0238.
- Johnson, M. E., and J. Jackman. 1989. “Infinitesimal Perturbation Analysis: A Tool for Simulation.” Journal of the Operational Research Society 40: 243–254. doi:https://doi.org/10.1057/jors.1989.35.
- Kannan, G., P. Sasikumar, and K. Devika. 2010. “A Genetic Algorithm Approach for Solving A Closed Loop Supply Chain Model: A Case of Battery Recycling.” Applied Mathematical Modelling 34: 655–670. doi:https://doi.org/10.1016/j.apm.2009.06.021.
- Kazemi, N., N. M. Modak, and K. Govindan. 2019. “A Review of Reverse Logistics and Closed Loop Supply Chain Management Studies: A Bibliometric and Content Analysis.” International Journal of Production Research 57: 4937–4960. doi:https://doi.org/10.1080/00207543.2018.1471244.
- Kiefer, J., and J. Wolfowitz. 1952. “Stochastic Estimation of the Maximum of a Regression Function.” The Annals of Mathematical Statistics 23: 462–466. doi:https://doi.org/10.1214/aoms/1177729392.
- Kiran, D. 2019. Production Planning and Control: A Comprehensive Approach. Oxford, United Kingdom: Butterworth-heinemann.
- Kumar, N. R., and R. S. Kumar. 2013. “Closed Loop Supply Chain Management and Reverse Logistics-a Literature Review.” International Journal of Engineering Research and Technology 6: 455–468.
- Kumar, V., M. Amorim, A. Bhattacharya, and J. A. Garza-Reyes. 2016. “Managing Reverse Exchanges in Service Supply Chains.” Supply Chain Management 21: 157–165. doi:https://doi.org/10.1108/SCM-12-2015-0467.
- Lage Junior, M., and M. Godinho Filho. 2016. “Production Planning and Control for Remanufacturing: Exploring Characteristics and Difficulties with Case Studies.” Production Planning & Control 27: 212–225. doi:https://doi.org/10.1080/09537287.2015.1091954.
- Lalmazloumian, M., W. Abdul-Kader, and M. Ahmadi. 2014. “A Simulation Model of Economic Production and Remanufacturing System under Uncertainty.” In IIE Annual Conference. Proceedings, Institute of Industrial and Systems Engineers (IISE), Montréal, Canada, 3211.
- Larsen, S. B., D. Masi, D. C. Feibert, and P. Jacobsen. 2018. “How the Reverse Supply Chain Impacts the Firm’s Financial Performance.” International Journal of Physical Distribution & Logistics Management 38: 284–307. doi:https://doi.org/10.1108/IJPDLM-01-2017-0031.
- Li, J., J. Wang, and Z. Hu. 2006. “A Reverse Logistics Network Design Method Using Genetic Algorithm.” In 6th World Congress on Intelligent Control and Automation, Dalian, China, 7287–7291.
- Li, J., M. González, and Y. Zhu. 2009. “A Hybrid Simulation Optimization Method for Production Planning of Dedicated Remanufacturing.” International Journal of Production Economics 117: 286–301. doi:https://doi.org/10.1016/j.ijpe.2008.11.005.
- Liu, P., X. Zhang, Z. Shi, and Z. Huang. 2017. “Simulation Optimization for Mro Systems Operations.” Asia-Pacific Journal of Operational Research 34: 1750003. doi:https://doi.org/10.1142/S0217595917500038.
- Liu, S., G. Zhang, and L. Wang. 2018. “Iot-enabled Dynamic Optimisation for Sustainable Reverse Logistics.” Procedia CIRP 69: 662–667. doi:https://doi.org/10.1016/j.procir.2017.11.088.
- Longden, D., J. Brammer, L. Bastin, and N. Cooper. 2007. “Distributed or Centralised Energy-from-waste Policy? Implications of Technology and Scale at Municipal Level.” Energy Policy 35: 2622–2634. doi:https://doi.org/10.1016/j.enpol.2006.09.013.
- Lund, R. T., and W. M. Hauser. 2010. “Remanufacturing-an American Perspective.” In Responsive Manufacturing - Green Manufacturing (ICRM 2010), 5th International Conference on, IET, Ningbo.
- Ma, Y., Z. Li, F. Yan, and C. Feng. 2019. “A Hybrid Priority-based Genetic Algorithm for Simultaneous Pickup and Delivery Problems in Reverse Logistics with Time Windows and Multiple Decision-makers.” Soft Computing 23: 6697–6714. doi:https://doi.org/10.1007/s00500-019-03754-5.
- Mahaboob Sheriff, K., A. Gunasekaran, and S. Nachiappan. 2012. “Reverse Logistics Network Design: A Review on Strategic Perspective.” International Journal of Logistics Systems and Management 12: 171–194. doi:https://doi.org/10.1504/IJLSM.2012.047220.
- Mangla, S. K., K. Govindan, and S. Luthra. 2016. “Critical Success Factors for Reverse Logistics in Indian Industries: A Structural Model.” Journal of Cleaner Production 129: 608–621. doi:https://doi.org/10.1016/j.jclepro.2016.03.124.
- Mashhadi, A. R., S. Behdad, and J. Zhuang. 2016. “Agent Based Simulation Optimization of Waste Electrical and Electronics Equipment Recovery.” Journal of Manufacturing Science and Engineering 138: 1–11. doi:https://doi.org/10.1115/1.4034159.
- Mathiyazhagan, K., S. Rajak, S. S. Panigrahi, V. Agarwal, and D. Manani. 2020. “Reverse Supply Chain Management in Manufacturing Industry: A Systematic Review.” International Journal of Productivity and Performance Management. doi:https://doi.org/10.1108/IJPPM-06-2019-0293.
- Matsumoto, M. 2010. “Development of a Simulation Model for Reuse Businesses and Case Studies in Japan.” Journal of Cleaner Production 18: 1284–1299. doi:https://doi.org/10.1016/j.jclepro.2010.04.008.
- Mavi, R. K., M. Goh, and N. Zarbakhshnia. 2017. “Sustainable Third-party Reverse Logistic Provider Selection with Fuzzy Swara and Fuzzy Moora in Plastic Industry.” The International Journal of Advanced Manufacturing Technology 91: 2401–2418. doi:https://doi.org/10.1007/s00170-016-9880-x.
- Mayring, P. 2001. “Combination and Integration of Qualitative and Quantitative Analysis.” In Forum Qualitative Sozialforschung/Forum: Qualitative Social Research, Berlin.
- Meade, L., J. Sarkis, and A. Presley. 2007. “The Theory and Practice of Reverse Logistics.” International Journal of Logistics Systems and Management 3: 56–84. doi:https://doi.org/10.1504/IJLSM.2007.012070.
- Miller, C. R., and M. Sarder. 2012. “Public Works Policy Implications of Sustainable Reverse Logistics Operations.” Public Works Management & Policy 17: 68–82. doi:https://doi.org/10.1177/1087724X11429044.
- Moghaddam, K. S. 2015a. “Fuzzy Multi-objective Model for Supplier Selection and Order Allocation in Reverse Logistics Systems under Supply and Demand Uncertainty.” Expert Systems with Applications 42: 6237–6254. doi:https://doi.org/10.1016/j.eswa.2015.02.010.
- Moghaddam, K. S. 2015b. “Supplier Selection and Order Allocation in Closed-loop Supply Chain Systems Using Hybrid Monte Carlo Simulation and Goal Programming.” International Journal of Production Research 53: 6320–6338. doi:https://doi.org/10.1080/00207543.2015.1054452.
- Mourtzis, D., M. Doukas, and D. Bernidaki. 2014. “Simulation in Manufacturing: Review and Challenges.” Procedia CIRP 25: 213–229. doi:https://doi.org/10.1016/j.procir.2014.10.032.
- Murray, W. A. 1972. Numerical Methods for Unconstrained Optimization. New York: Academic Press.
- Nakatani, J., K. Konno, and Y. Moriguchi. 2017. “Variability-based Optimal Design for Robust Plastic Recycling Systems.” Resources, Conservation and Recycling 116: 53–60. doi:https://doi.org/10.1016/j.resconrec.2016.09.020.
- Niranjan, S. 2017. “A Study of Remanufacturing System in Presence of Unreliable Supply of New Products.” In Winter Simulation Conference (WSC), Las Vegas Nevada, 3459–3470.
- Omar, M., and I. Yeo. 2014. “A Production–repair Inventory Model with Time-varying Demand and Multiple Setups.” International Journal of Production Economics 155: 398–405. doi:https://doi.org/10.1016/j.ijpe.2013.12.034.
- Pasomsub, E., C. Sukasem, S. Sungkanuparph, B. Kijsirikul, W. Chantratita. 2010. “The Application of Artificial Neural Networks for Phenotypic Drug Resistance Prediction: Evaluation and Comparison with Other Interpretation Systems.” Japanese Journal of Infectious Diseases 63:87–94.
- Patil, D., A. Shrotri, and A. Dandekar. 2012. “Management of Uncertainty in Supply Chain.” International Journal of Emerging Technology and Advanced Engineering 2: 303–308.
- Peng, S., T. Li, J. Zhao, Y. Guo, S. Lv, G. Z. Tan, and H. Zhang. 2019. “Petri Net-based Scheduling Strategy and Energy Modeling for the Cylinder Block Remanufacturing under Uncertainty.” Robotics and Computer-integrated Manufacturing 58: 208–219. doi:https://doi.org/10.1016/j.rcim.2019.03.004.
- Pierreval, H., R. Bruniaux, and C. Caux. 2007. “A Continuous Simulation Approach for Supply Chains in the Automotive Industry.” Simulation Modelling Practice and Theory 15 (2): 185–198. doi:https://doi.org/10.1016/j.simpat.2006.09.019.
- Pokharel, S., and A. Mutha. 2009. “Perspectives in Reverse Logistics: A Review.” Resources, Conservation and Recycling 53: 175–182. doi:https://doi.org/10.1016/j.resconrec.2008.11.006.
- Polotski, V., J. P. Kenne, and A. Gharbi. 2019a. “Joint Production and Maintenance Optimization in Flexible Hybrid Manufacturing–remanufacturing Systems under Age-dependent Deterioration.” International Journal of Production Economics 216: 239–254. doi:https://doi.org/10.1016/j.ijpe.2019.04.023.
- Polotski, V., J. P. Kenné, and A. Gharbi. 2019b. “Production Control of Hybrid Manufacturing–remanufacturing Systems under Demand and Return Variations.” International Journal of Production Research 57: 100–123. doi:https://doi.org/10.1080/00207543.2018.1461272.
- Prajapati, H., R. Kant, and R. Shankar. 2019. “Bequeath Life to Death: State-of-art Review on Reverse Logistics.” Journal of Cleaner Production 211: 503–520. doi:https://doi.org/10.1016/j.jclepro.2018.11.187.
- Prakash, C., and M. K. Barua. 2016. “A Multi-criteria Decision-making Approach for Prioritizing Reverse Logistics Adoption Barriers under Fuzzy Environment: Case of Indian Electronics Industry.” Global Business Review 17: 1107–1124. doi:https://doi.org/10.1177/0972150916656667.
- Pushpamali, N., D. Agdas, and T. M. Rose. 2019. “A Review of Reverse Logistics: An Upstream Construction Supply Chain Perspective.” Sustainability 11: 1–14. doi:https://doi.org/10.3390/su11154143.
- Rachih, H., F. Z. Mhada, and R. Chiheb. 2019. “Meta-heuristics for Reverse Logistics: A Literature Review and Perspectives.” Computers & Industrial Engineering 127: 45–62. doi:https://doi.org/10.1016/j.cie.2018.11.058.
- Rani, S., R. Ali, and A. Agarwal. 2020. “Fuzzy Inventory Model for New and Refurbished Deteriorating Items with Cannibalisation in Green Supply Chain.” International Journal of Systems Science: Operations & Logistics 1–17 doi:https://doi.org/10.1080/23302674.2020.1803434.
- Raza, S. A. 2020. “A Systematic Literature Review of Closed-loop Supply Chains.” Benchmarking: An International Journal. doi:https://doi.org/10.1108/BIJ-10-2019-0464.
- Robbins, H., and S. Monro. 1951. “A Stochastic Approximation Method.” The Annals of Mathematical Statistics 400–407. doi:https://doi.org/10.1214/aoms/1177729586.
- Rogers, T. L., and S. R. Dale. 2001. “An Examination of Reverse Logistics Practices.” Journal of Business Logistics 22: 129–148. doi:https://doi.org/10.1002/j.2158-1592.2001.tb00007.x.
- Ross, W., M. Ulieru, and A. Gorod. 2014. “A Multi-paradigm Modelling & Simulation Approach for System of Systems Engineering: A Case Study.” In 2014 9th International Conference on System of Systems Engineering (SOSE), Glenelg, Australia, 183–188.
- Sasikumar, P., and G. Kannan. 2008. “Issues in Reverse Supply Chains, Part Ii: Reverse Distribution Issues–an Overview.” International Journal of Sustainable Engineering 1: 234–249. doi:https://doi.org/10.1080/19397030802509974.
- Scheidegger, A. P. G., T. F. Pereira, M. L. M. de Oliveira, A. Banerjee, and J. A. B. Montevechi. 2018. “An Introductory Guide for Hybrid Simulation Modelers on the Primary Simulation Methods in Industrial Engineering Identified through a Systematic Review of the Literature.” Computers & Industrial Engineering 124: 474–492. doi:https://doi.org/10.1016/j.cie.2018.07.046.
- Schrage, L. 1989. “Guide to Simulation.” European Journal of Operational Research 39: 108–107. doi:https://doi.org/10.1016/0377-2217(89)90358-5.
- Schröter, M., and T. Spengler. 2005. “A System Dynamics Model for Strategic Management of Spare Parts in Closed-loop Supply Chains.” In The 23rd International Conference of the System Dynamics Society, Boston, USA, 17–21. Citeseer.
- Scotti, L., H. Ishiki, F. JB Mendonca Junior, M. S da Silva, and M. T Scotti. 2015. “Artificial Neural Network Methods Applied to Drug Discovery for Neglected Diseases.” Combinatorial Chemistry & High Throughput Screening 18: 819–829. doi:https://doi.org/10.2174/1386207318666150803141219.
- Shokohyar, S., and S. Mansour. 2013. “Simulation-based Optimisation of a Sustainable Recovery Network for Waste from Electrical and Electronic Equipment (Weee).” International Journal of Computer Integrated Manufacturing 26: 487–503. doi:https://doi.org/10.1080/0951192X.2012.731613.
- Sokolowski, J. A., and C. M. Banks. 2010. Modeling and Simulation Fundamentals: Theoretical Underpinnings and Practical Domains. Hoboken, N.J.: John Wiley & Sons.
- Song, C., X. Guan, Q. Zhao, and Q. Jia. 2005b. “Planning Remanufacturing Systems by Constrained Ordinal Optimization Method with Feasibility Model.” In Proceedings of the 44th IEEE Conference on Decision and Control, Seville, Spain, 4676–4681.
- Song, C., X. Guan, Q. Zhao, and Q. S. Jia. 2011. “Remanufacturing Planning Based on Constrained Ordinal Optimization.” Frontiers of Electrical and Electronic Engineering in China 6: 443. doi:https://doi.org/10.1007/s11460-011-0162-y.
- Song, C., X. Guan, Q. Zhao, and Y. C. Ho. 2005a. “A. Machine Learning Approach for Determining Feasible Plans of a Remanufacturing System.” IEEE Transactions on Automation Science and Engineering 2, 262–275.
- Stindt, D., and R. Sahamie. 2014. “Review of Research on Closed Loop Supply Chain Management in the Process Industry.” Flexible Services and Manufacturing Journal 26: 268–293. doi:https://doi.org/10.1007/s10696-012-9137-4.
- Stock, J.R . 2001. “Reverse logistics in the supply chain.“ Revista Transport & Logistics 44: 44–48.
- Sulistio, A., C. S. Yeo, and R. Buyya. 2004. “A Taxonomy of Computer-based Simulations and Its Mapping to Parallel and Distributed Systems Simulation Tools.” Software: Practice and Experience 34: 653–673.
- Sundin, E., and O. Dunbäck. 2013. “Reverse Logistics Challenges in Remanufacturing of Automotive Mechatronic Devices.” Journal of Remanufacturing 3: 1–8. doi:https://doi.org/10.1186/2210-4690-3-2.
- Swisher, J. R., S. H. Jacobson, and E. Yücesan. 2003. “Discrete-event Simulation Optimization Using Ranking, Selection, and Multiple Comparison Procedures: A Survey.” ACM Transactions on Modeling and Computer Simulation (TOMACS) 13: 134–154. doi:https://doi.org/10.1145/858481.858484.
- Tavana, M., M. Zareinejad, D. Di Caprio, and M. A. Kaviani. 2016. “An Integrated Intuitionistic Fuzzy Ahp and Swot Method for Outsourcing Reverse Logistics.” Applied Soft Computing 40: 544–557. doi:https://doi.org/10.1016/j.asoc.2015.12.005.
- Tekin, E., and I. Sabuncuoglu. 2004. “Simulation Optimization: A Comprehensive Review on Theory and Applications.” IIE transactions 36: 1067–1081. doi:https://doi.org/10.1080/07408170490500654.
- Tesfaye, W., and D. Kitaw. 2020. “Conceptualizing Reverse Logistics to Plastics Recycling System.” Social Responsibility Journal 17 (5): 686–702 .
- Thammatadatrakul, P., and N. Chiadamrong. 2019. “Optimal Inventory Control Policy of a Hybrid Manufacturing–remanufacturing System Using a Hybrid Simulation Optimisation Algorithm.” Journal of Simulation 13: 14–27. doi:https://doi.org/10.1080/17477778.2017.1387334.
- Tombido, L. L., L. Louw, and J. Van Eeden. 2018. “A Systematic Review of 3pls’ Entry into Reverse Logistics.” South African Journal of Industrial Engineering 29: 235–260. doi:https://doi.org/10.7166/29-3-2062.
- Topcu, A., J. C. Benneyan, and T. P. Cullinane. 2013. “A Simulation-optimisation Approach for Reconfigurable Inventory Space Planning in Remanufacturing Facilities.” International Journal of Business Performance and Supply Chain Modelling 5: 86–114. doi:https://doi.org/10.1504/IJBPSCM.2013.051656.
- Vahdani, H., H. Mahlooji, and A. E. Jahromi. 2013. “Warranty Servicing for Discretely Degrading Items with Non-zero Repair Time under Renewing Warranty.” Computers & Industrial Engineering 65: 176–185. doi:https://doi.org/10.1016/j.cie.2011.08.012.
- Van Engeland, J., J. Beliën, L. De Boeck, and S. De Jaeger. 2020. “Literature Review: Strategic Network Optimization Models in Waste Reverse Supply Chains.” Omega 91: 102012.
- Vargas, M., M. Alfaro, N. Karstegl, G. Fuertes, M. D. Gracia, J. Mar-Ortiz, J. Sabattin, C. Duran, and N. Leal. 2021. “Reverse Logistics for Solid Waste from the Construction Industry.” Advances in Civil Engineering 2021. doi:https://doi.org/10.1155/2021/6654718.
- Vats, P., G. Soni, and A. P. S. Rathore. 2018. “A Review of Multi-objective Inventory Control Problem.” International Journal of Intelligent Enterprise 5: 213–230. doi:https://doi.org/10.1504/IJIE.2018.093396.
- Viegas, C. V., A. Bond, C. R. Vaz, and R. J. Bertolo. 2019. “Reverse Flows within the Pharmaceutical Supply Chain: A Classificatory Review from the Perspective of End-of-use and End-of-life Medicines.” Journal of Cleaner Production 238: 117719. doi:https://doi.org/10.1016/j.jclepro.2019.117719.
- W.Tukey, J. 1953. “The Problem of Multiple Comparisons.” Ph.D. thesis, Princeton University.
- Wang, J. J., H. Chen, D. S. Rogers, L. M. Ellram, and S. J. Grawe. 2017. “A Bibliometric Analysis of Reverse Logistics Research (1992-2015) and Opportunities for Future Research.” International Journal of Physical Distribution & Logistics Management 47: 666–687. doi:https://doi.org/10.1108/IJPDLM-10-2016-0299.
- Wang, L., M. Goh, R. Ding, and V. K. Mishra. 2018. “Improved Simulated Annealing Based Network Model for E-recycling Reverse Logistics Decisions under Uncertainty.” Mathematical Problems in Engineering: Emerging Trends on Optimization and Control under Uncertainty in Transportation and Construction 2018: 1–17.
- Wen, H., S. Hou, Z. Liu, and Y. Liu. 2017. “An Optimization Algorithm for Integrated Remanufacturing Production Planning and Scheduling System.” Chaos, Solitons & Fractals 105: 69–76. doi:https://doi.org/10.1016/j.chaos.2017.10.012.
- Wijewickrama, M., N. Chileshe, R. Rameezdeen, and J. J. Ochoa. 2020a. “Information Sharing in Reverse Logistics Supply Chain of Demolition Waste: A Systematic Literature Review.” Journal of Cleaner Production 280: 124359.
- Wijewickrama, M., N. Chileshe, R. Rameezdeen, and J. J. Ochoa. 2020b. “Quality Assurance in Reverse Logistics Supply Chain of Demolition Waste: A Systematic Literature Review.” Waste Management & Research 39: 0734242X20967717.
- Xin, C., J. Wang, Z. Wang, C. H. Wu, M. Nawaz, and S. B. Tsai. 2021. “Reverse Logistics Research of Municipal Hazardous Waste: A Literature Review.” Environment, Development and Sustainability 1–37. doi:https://doi.org/10.1007/s10668-021-01526-6.
- Yanikara, F. S., and M. E. Kuhl. 2015. A Simulation Framework for the Comparison of Reverse Logistic Network Configurations. In 2015 Winter Simulation Conference (WSC) California, USA, 979–990. IEEE.
- Zhang, H. 2019. “Optimization of Remanufacturing Production Scheduling considering Uncertain Factors.” International Journal of Simulation Modelling (IJSIMM) 18: 344–354. doi:https://doi.org/10.2507/IJSIMM18(2)CO8.
- Zhang, R., S. Ong, and A. Y. Nee. 2015. “A Simulation-based Genetic Algorithm Approach for Remanufacturing Process Planning and Scheduling.” Applied Soft Computing 37: 521–532. doi:https://doi.org/10.1016/j.asoc.2015.08.051.
- Zhou, G., and H. Min. 2011. “Designing a Closed-loop Supply Chain with Stochastic Product Returns: A Genetic Algorithm Approach.” International Journal of Logistics Systems and Management 9: 397–418. doi:https://doi.org/10.1504/IJLSM.2011.041863.
- Zhou, X. C., Z. X. Zhao, K. J. Zhou, and C. H. He. 2012. “Remanufacturing Closed-loop Supply Chain Network Design Based on Genetic Particle Swarm Optimization Algorithm.” Journal of Central South University 19: 482–487. doi:https://doi.org/10.1007/s11771-012-1029-y.
- Zolfagharinia, H., M. Hafezi, R. Z. Farahani, and B. Fahimnia. 2014. “A Hybrid Two-stock Inventory Control Model for A Reverse Supply Chain.” Transportation Research Part E: Logistics and Transportation Review 67: 141–161. doi:https://doi.org/10.1016/j.tre.2014.04.010.