
ABSTRACT
In this research work, the design and development of false ceiling board composite from unsaturated polyester with pineapple leaf fibre reinforcement are discussed. The composite material was developed by the hand lay-up method according to the proportion of the fibre and the resin. The reinforced material is used at the fabric stage, and the structure of the fabric is plain mat weave. Hence, the optimum proportion of the raw materials was identified by using central composite design and the best results were 30 % reinforcement and 70 % resin with respect to the better value of physio-mechanical properties of the composite material characterised such as tensile strength, compressive strength, bending strength, water absorption and void fraction. The result showed that the maximum tensile strength is 43.13 N/mm2, the compressive strength is 39.78 N/mm2, the bending strength is 38.65 N/mm2, the minimum water absorbency is 2.52 % and the void fraction is 1.1 %.
1. Introduction
Composite material can be defined as a combination of two or more materials that results in better properties than when the individual components are used alone. The two constituents are reinforcement and a matrix. The main advantages of composite materials are their high strength and stiffness, combined with low density, when compared with bulk materials, allowing for a weight reduction in the finished par (Rajak et al. Citation2019).
The two main components of the composite materials are the matrix phase and reinforcement phase. The matrix holds the reinforcements and helps to transfer load. The matrix combines the individual particles of reinforcement, protecting them against external influences, and prevents their damage. The reinforcing phase provides the strength and stiffness. In most cases, the reinforcement is harder, stronger and stiffer than the matrix. The role of the reinforcement in a composite material is the fundamental one for increasing the mechanical properties (Roylance and engineering Citation2000).
Nowadays, there are so many fibres which are extracted naturally and used as a reinforcement of composite material, due to lightweight, biodegradability, low cost, eco-friendly nature and superior mechanical properties (Azman et al. Citation2021; de Azevedo et al. Citation2021; Khalid et al. Citation2021). Hence, natural fibres such as jute, coir, sisal, pineapple, ramie, bamboo and banana have been the focus in the development of natural fibre composites, primarily in value-added applications. The versatile material system so developed has potential for wood substitute applications like door shutters, flooring tiles, roofing sheets, partitions, etc. and is envisaged to significantly contribute towards forest conservation and environmental protection (Das and Kalita Citation2014).
The common fibres used for composite material are extracted from plant sources such as steam, leaf, root and seeds. Pineapple leaf fibre is a type of natural fibre that is extracted from leaf of pineapple plants. Pineapple leaf fibre, which is rich in cellulose, relatively inexpensive and abundantly available, has the potential for use as a polymer-reinforced composite. Compared to other natural fibres, pineapple leaf fibres (PALF) exhibit superior mechanical properties due to their high cellulose content (around 70–82%) and low microfibrillar angle (14°). PALF are obtained from the leaves of pineapple plant Ananas comosus, which is a perennial herbaceous plant and widely cultivated. Recently, PALF have been studied by several authors as a reinforcement in thermoplastic materials such as low-density polyethylene (LDPE), polypropylene (PP) and starch/poly (lactic acid) (PLA) (Taj, Munawar, and Khan Citation2007; Arib et al. Citation2006; Hoyos Arango, Jaramillo Quiceno, and Santa Marín Citation2016).
Therefore, in this research work, composite material with pineapple fibre reinforcement and unsaturated polyester matrix is developed. In addition, to determine the physio-mechanical properties of the composite material such as void fraction, water absorption and mechanical strengths (tensile, bending and compressive).
2. Materials and methods
2.1 Materials
Pineapple leaf fibre was utilised as reinforcement and the primary source of strength in this work, while the matrix holds all the fibres together in shape and transfers stresses between the reinforcing fibres. Unsaturated polyester is used as a matrix in order to hold together the reinforcement and to distribute the applied load on the composite material. Also, caustic soda or sodium hydroxide (NaOH) is used to treat the pineapple leaf fibre, which is used to remove unwanted elements of fibre such as lignin, wax and hemicellulose, and polyamide chemical is used for curing purposes of composite development.
Indeed, based on the result shown in : physical and mechanical properties of pineapple leaf fibre is good result for natural fibre reinforcement of composite materials are moisture content, length and tensile strength.
Table 1. Physical and mechanical properties of pineapple leaf fibre (Gebino, Muhammed, and Engineering Citation2018).
2.2. Methods
In this work, the pineapple leaf fibre is extracted by using the scrapping method, because this method is relatively used to obtain the better result of fibre strength than the other materials such as chemical and retting. For this reason, the fibre was treated for 30 minutes with 5 percent sodium hydroxide (NaOH) at a material liquor ratio (MLR) of 1:10 to remove lignin, hemicellulose, wax and oils from the pineapple fibre’s external surface. Increasing the compatibility of the reinforcement material with the matrix and improving the mechanical properties of the composite material are two benefits of this process (Benyahia et al. Citation2013; Li et al. Citation2007; Naveen et al. Citation2015; Mohd Nazarudin et al. Citation2013; Rajeshkumar, Hariharan, and Scalici Citation2016; Bachchan, Das, and Chaudhary Citation2021; Girimurugan et al. Citation2021). After treating and drying the fibre develop plain mat weaves, and the characterised results of plain mat weave are presented in .
Table 2. Plain mat weave thread density tested result.
Here, the composites were developed by the lay-up method and the physio-mechanical properties of the composite material were tested according to their standard (Nanda and Satapathy Citation2017; Gopinath, Kumar, and Elayaperumal Citation2014; Reddy, Reddy, and Reddy Citation2018).
2.2.1. Tensile strength
The ASTM E 1309 standard specifies basic tension or flat-sandwich tension testing to ascertain this. A cross-head speed of 10 mm/s was used in the universal testing machine Instron 1195, and the tensile strength was calculated as follows:
where Wt is the tensile load at failure (N), b is the specimen width (mm) and t is the specimen thickness (mm).
2.2.2. Flexural strength
Testing was conducted using a universal testing machine (Vardhan et al. Citation2021). The specimens were produced in accordance with ASTM D790. Flexural strength was calculated as follows:
where W is the load at failure (N) and L, b and t are the length, width and thickness of the samples (mm).
2.2.3. Compressive strength
The compressive strength of composite materials is tested using a thin, flat rectangular test specimen such as laminate panels, following ASTM D695. The calculation method is shown as follows:
where Wc is the failure load in N, while b and t are the sample’s width and thickness in mm.
2.2.4. Density and void fraction
Weight ratio techniques were used to calculate the composite’s theoretical density. Archimedes’ principle was used to determine the composites’ densities. This concept states that when an item is submerged in a liquid, the apparent weight loss is equal to the liquid’s displacement. Based on ASTM standard D792, distilled water was used to conduct the test. Composite density is computed as follows:
where Ww is the sample weight in air, Wa is the sample weight in water and ρa is the actual composite density.
Volume fraction calculation is shown as follows:
The theoretical and actual densities of the composite material are denoted by t and a, respectively.
2.2.5. Water absorption
The tests were performed in compliance with ASTM D570 guidelines.
Afterwards, the samples were put in distilled water that was kept at a constant temperature of 25°C (77°F) for 24 hours. The following is the water absorption amount:
When the composite has been submerged in water, its weight is Wt, and when it has dried, its weight is Wo.
3. Experimental results and discussion
After produce the product test the physio-mechanical property by cutting the sample size according to the specimen size standard of testing machine result shown as follows in .
Table 3. Tested results of physio-mechanical properties.
According to the response surface method (central composite design), the solution found the best value at fibre 30 % and resin 70 % from experimental results. Hence, the mechanical properties such as a tensile strength of 43.13 N/mm2, a compressive strength of 39.76 N/mm2 and a bending strength of 38.65 N/mm2 and the physical properties such as a water absorption of 2.52 % and a void fraction of 1.1 % fit the model.
3.1. Tensile strength
The tensile strength of the composite material analysedis shown in . Regarding the analysis, the F-value is 5.07, and it is suggested that the linear regression model is significant and also the p-value of the model was 0.00201 or less than 0.05, which indicates that the model terms were significant. This means that the factors (fibre and resin) affect the tensile strength of the composite materials.
Table 4. Analysis of variance for tensile strength.
The lack of fit is not significant, and the p-value of 0.0565 indicates that the model terms are not significant, which means that the result of centre point (fibre 25 % and resin 75 %) is different due to internal and external uncontrolled factors such as void and applied load.
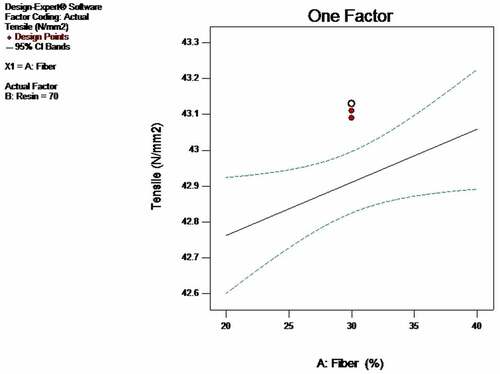
shows the effect of one factor (fibre) loading on tensile strength, and it indicates the fibre percent increases the tensile strength up to the optimum position of the factors. However, the fibre percentage increases above the optimum level and the tensile strength decreases.
Figure 1. Effect of fibre on tensile strength.
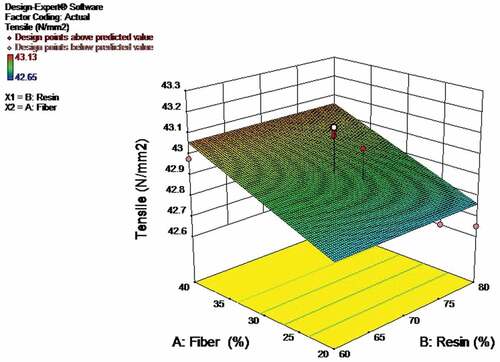
shows the 3D surface and helps to identify the optimum position of the factors over the response surface. It also indicates that the fibre and resin increase the tensile strength up to the optimum point.
Figure 2. The effect of fibre and resin on tensile strength of the composite.
3.2. Compressive strength
shows analysis of the factors (fibre and resin) and its significance on the compressive strength of the composite. The P-value of the model was 0.00416 or less than 0.05, which indicates that the model terms (fibre and resin) were significant. Therefore, the factors have an effect on the compressive strength of composite material.
Table 5. Analysis of variance for compressive strength.
The lack of fit is not significant, and the p-value of 0.0573 indicates that the model terms are not significant, which means that the result of centre point is different due to internal and external uncontrolled factors.
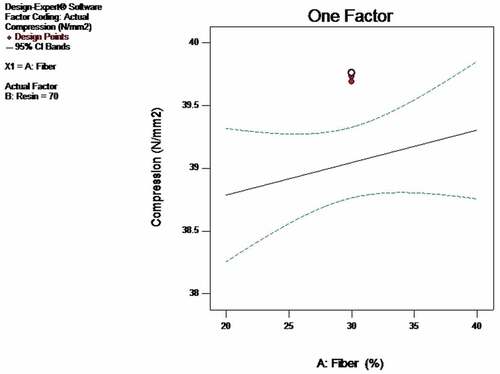
shows the effect of single factor (fibre) on compressive strength, when fibre percentage increases the compressive strength up to the optimum position.
Figure 3. The effect of fibre on compressive strength.
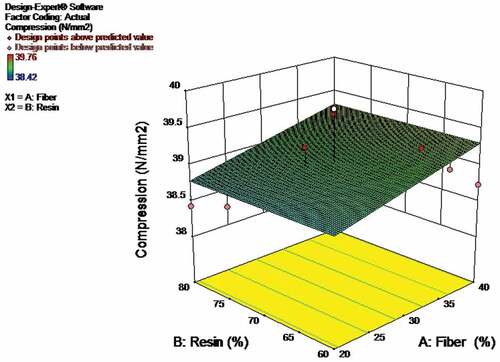
shows the 3D surface and helps to identify the focal position of the factors (fibre and resin) over the response surface and the best compressive strength. When the fibre and resin increase, the compressive strength also increases up to the optimum point.
Figure 4. The effect of fibre and resin on compressive strength of the composite.
3.3. Bending strength
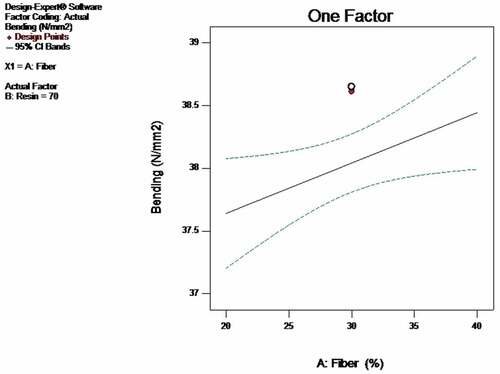
According to 3-point, bending strength of the composite analysis is shown in . The F-value of the model is 31.88, which suggested that the model is significant, and the P-value is 0.0041 or less than 0.05, which indicates that model terms are significant. The significant model terms are fibre and resin. Therefore, the factors have an effect on the compressive strength of composite material.
Table 6. Analysis of variance for bending strength.
The lack of fit is not significant, and the p-value of 0.0584 indicates that the model terms are not significant, which means that the result of centre point is different due to internal and external uncontrolled factors.
shows the effect of fibre on bending strength, when the fibre percentage increases the bending strength up to the optimum position.
Figure 5. The effect of fibre on bending strength of the composite.
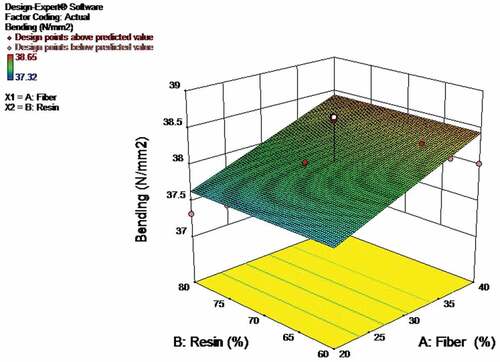
shows the 3D surface of the composite and helps to identify the focal position of the factors (fibre and resin) over the bending strength. It also shows that the fibre and resin increase the bending strength up to the optimum point.
Figure 6. The effect of fibre and resin on bending strength of the composite.
3.4. Water absorption
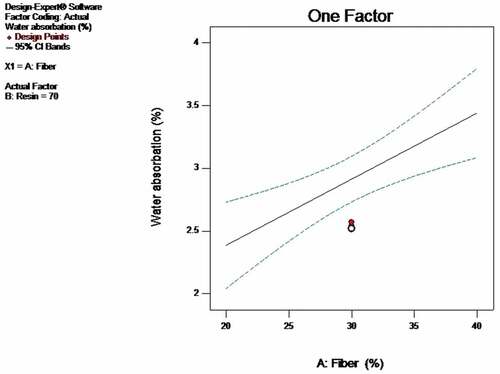
The water absorption samples of each composite type were conditioned before its weight was recorded as the initial weight of the composites. The samples were then placed in distilled water maintained at room temperature (25°C) for 24 hours. The amount of water absorbed by the composites was calculated by using the weight difference of the sample according to the ASTM D570 standard, and the analysis is shown in .
Table 7. Analysis of variance for water absorption.
The F-value of the model is 19.43, which suggested that the model is significant, and the P-value is 0.0035 or less than 0.05, which indicates that the model terms (fibre and resin) are significant. Therefore, the factors have an effect on the water absorption of the composite. In addition, the lack of fit is not significant and the p-value is 0.0583 or greater than 0.05: this means that the result of centre point is different due to internal and external uncontrolled factors. According to Fickian diffusion theory, the presence of the hydroxyl group increases water uptake up to the saturation point (Reddy, Reddy, and Reddy Citation2018). The relation between fibre loading and water absorption is presented in , and it shows that the percentage of fibre loading increases the water absorption.
Figure 7. The effect of fibre loading on water absorption of the composite.
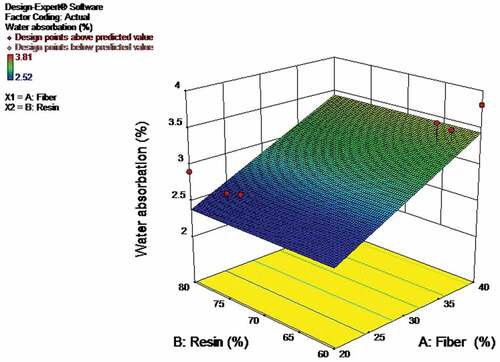
shows the 3D view and helps to identify the focal position of the factors (fibre and resin) over the response surface and the best (minimum) water absorption.
Figure 8. The effect of fibre and resin on water absorption of the composite.
3.5. Void fraction
The void fraction was calculated based on the result of theoretical and actual densities of the composite ASTM standard D792. The analysis of the void fraction is shown in . The F-value of the model is 16.41, which suggested that the model is significant, and the P-value is 0.0382 or less than 0.05, which indicates that the model terms (fibre and resin) are significant. Therefore, the factors (fibre and resin) have an effect on the void fraction of composite. However, the lack of fit is not significant and the p-value of 0.0577 indicates that the model terms are not significant, which means that the result of centre point is different due to internal and external uncontrolled factors.
Table 8. Analysis of variance for void fraction.
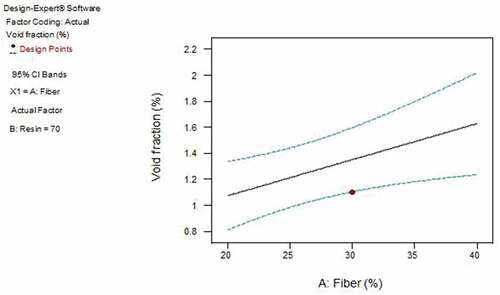
shows that the fibre percentage increases the void fraction up to the optimum level according to statistics results. But at an optimum percentage of fibre and resin, the void fraction was minimum.
Figure 9. The effect of fibre on the void fraction of the composite.
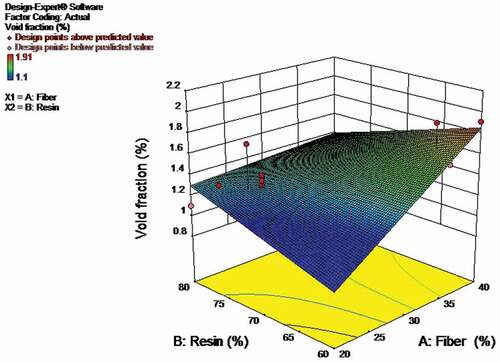
shows the 3D view, and the focal position of the factors (fibre and resin) over the response surface and the best (minimum) void fraction are determined.
Figure 10. The effect of fibre and resin on the void fraction of the composite.
4. Conclusion
Based on the obtained result, pineapple fibre and unsaturated polyester false celling board composite by using the hand lay-up method were used to fill the prepared mould with an appropriate amount of resin mixture and layers of fibres. The optimum proportion result of the factors (fibre and resin) was determined using design of expert (central composite design) software, and the best proportion was 30% fibre and 70% resin. The mechanical properties of the developed product are as follows: a tensile strength of 43.13 N/mm2 as per ASTM E 1309, a compressive strength of 39.78 N/mm2 as per ASTM D 695 and a bending/flexural strength of 38.65 N/mm2 as per ASTM D790, and the physical properties such as water absorption (2.52 %) and void fraction (1.1 %) are as per ASTM D 570 test standard and ASTM test standard D 792, respectively. Hence, the developed composite material has better physio-mechanical properties than the existing wood-based ceiling board and natural fibre-reinforced composite. Therefore, pineapple leaf fibre reinforced with an unsaturated polyester matrix can possibly be used as false ceiling board materials.
Data Availability
In this work, all the relevant data have been included; if you want additional data, you can communicate with the corresponding author.
Acknowledgments
This research was performed with the support of Textile Engineering Department Wolkite University, Ethiopia.
Disclosure statement
No potential conflict of interest was reported by the author(s).
References
- Arib, R., Sapuan, S.M., Ahmad, M.M.H.M., Paridah, M.T. and Zaman, H.K. 2006. “Mechanical Properties of Pineapple Leaf Fibre Reinforced Polypropylene Composites.” Materials & Design 27 (5): 391–396.
- Azman, M., Asyraf, M.R.M., Khalina, A., Petrů, M., Ruzaidi, C.M., Sapuan, S.M., Wan Nik, W.B, et al. 2021. “Natural Fiber Reinforced Composite Material for Product Design: A Short Review.” Polymers 13 (12): 1917. DOI:10.3390/polym13121917.
- Bachchan, A. A., P. P. Das, and V. J. M. T. P. Chaudhary. Effect of Moisture Absorption on the Properties of Natural Fiber Reinforced Polymer Composites: A Review. Materials Today: Proceedings 2021.
- Benyahia, A., Merrouche, A., Rokbi, M. and Kouadri, Z. 2013. “Study the Effect of Alkali Treatment of Natural Fibers on the Mechanical Behavior of the Composite Unsaturated Polyester-fiber Alfa.” composites 2 (3).
- Das, H., and D. J. B. N. Kalita. 2014. “Recent Development of Fiber Reinforced Composite Materials.” Biosensor Nanotechnology 441: 496.
- de Azevedo, A. R., Cruz, A.S., Marvila, M.T., de Oliveira, L.B., Monteiro, S.N., Vieira, C.M.F., Fediuk, R., et al. 2021. “Natural Fibers as an Alternative to Synthetic Fibers in Reinforcement of Geopolymer Matrices: A Comparative Review.” Polymers 13 (15): 2493.
- Gebino, G., N. J. C. T. I. F. T. Muhammed, and T. Engineering. 2018. “Extraction and Characterization of Ethiopian Pineapple Leaf Fiber.” Current Trends in Fashion Technology & Textile Engineering 4 (3): 20–26.
- Girimurugan, R., Saravanan, K.G., Manickavasagam, P., Gurunathan, G. and Vairavel, M. 2021. Experimental Studies on Water Absorption Behaviour of Treated and Untreated Hybrid bio-composites. in IOP Conference Series: Materials Science and Engineering. IOP Publishing.
- Gopinath, A., M. S. Kumar, and A. J. P. E. Elayaperumal. 2014. “Experimental Investigations on Mechanical Properties of Jute Fiber Reinforced Composites with Polyester and Epoxy Resin Matrices.” Procedia Engineering 97: 2052–2063.
- Hoyos Arango, D. B., N. Jaramillo Quiceno, and J. F. Santa Marín. Composites with pineapple-leaf Fibers Manufactured by Layered Compression Molding. in VIII Congreso Internacional de Materiales CIM. 2016.
- Khalid, M. Y., Al Rashid, A., Arif, Z.U., Ahmed, W., Arshad, H. and Zaidi, A.A. 2021. “Natural Fiber Reinforced Composites: Sustainable Materials for Emerging Applications.” Results in Engineering 11: 100263.
- Li, X., et al. 2007. “Chemical Treatments of Natural Fiber for Use in Natural fiber-reinforced Composites: A Review.” Journal of Polymers and the Environment 15 (1): 25–33.
- Mohd Nazarudin, Z., Mohd Ariff, J., Kassim, M.A., Othman, N.S., Maizatulnisa, O., Syaidatul Hazira, M.N. and Mohammad Taib, M.N.A. 2013. “The Effect of Alkaline Treatment on Water Absorption and Tensile Properties of non-woven Kenaf Polyester Composite.” In Advanced Materials Research. Trans Tech Publ.
- Nanda, B. P., and A. Satapathy. Processing and Characterization of Epoxy Composites Reinforced with Short Human Hair. in IOP conference series: materials science and engineering. 2017. IOP Publishing.
- Naveen, E., Venkatachalam, N. and Maheswaran, N. 2015. “Alkali Chemical Treatment on the Surface of Natural Fiber.” International Journal of Innovative Research in Science, Engineering and Technology 4 (4): 172–178.
- Rajak, D. K., Pagar, D.D., Menezes, P.L. and Linul, E. 2019. “Fiber-reinforced Polymer Composites: Manufacturing, Properties, and Applications.” Polymers 11 (10): 1667.
- Rajeshkumar, G., V. Hariharan, and T. J. J. O. N. F. Scalici. 2016. “Effect of NaOH Treatment on Properties of Phoenix Sp. Fiber.” Journal of Natural Fibers 13 (6): 702–713.
- Reddy, B. M., Y. V. M. Reddy, and B. C. M. J. I. J. O. A. E. R. Reddy. 2018. “Effect of Alkali Treatment on Mechanical, Water Absorption and Chemical Resistance Properties of cordia-dichotoma Fiber Reinforced Epoxy Composites.” International Journal of Applied Engineering Research 13 (6): 3709–3715.
- Roylance, D. J. D. O. M. S., and M. I. O. T. engineering. 2000. Introduction to Composite Materials. Cambridge.
- Taj, S., M. A. Munawar, and S. J.-P.-P. A. O. S. Khan. 2007. “Natural fiber-reinforced Polymer Composites.” Proceedings-Pakistan Academy of Sciences 44 (2): 129.
- Vardhan, D. H., Sai Chaithanya Kishore, D., Santhosh Kumar Reddy, Y., Manohar Reddy, K., Raghavendra, G. and Rudrapati, R. 2021. Effect of Grey and White Portland Cement Fillers on Flexural and Shear Strength of GFRP Composite Material. Advances in Materials Science and Engineering 2021.