
ABSTRACT
Detrimental physical and mechanical properties are common problems for composites when their flame retardancy is improved through filler additions. An increased interest of the synergistic nanoparticle addition to improve the flame retardancy of natural fiber composites is the aim of this work. The paper investigates the synergistic effect of two different nanoparticles (halloysite nanotubes (HNTs) and montmorillonite (MMT) nanoclay) on the flame and mechanical properties in an intumescent ammonium polyphosphate (APP)-based polypropylene (PP)/kenaf composite system. First, the nature of nanoparticle dispersion in PP through X-ray diffraction (XRD) and transmission electron microscopy (TEM) reveals that under twin screw compounding process, the partial exfoliation and intercalation have taken place within the nanocomposites. An increase in the decomposition temperature was observed under thermogravimetric analysis (TGA), with the presence of HNT. However, MMT tends to lower the maximum decomposition temperature under inert atmosphere. The flammability analysis in an intumescent flame retardant (IFR) system shows that the suitable amount of high aspect ratio nanoparticles with their exfoliation characteristics effectively helps to reduce the sustained combustion. Even though, improved stiffness properties can be observed with the presence of increased filler content, particle agglomeration tends to reduce the mechanical strengths of these composites due to low compatibilization and crack propagation.
1. Introduction
Natural fibers are inherently combustible in nature [Citation1]. The challenge is to improve the flame retardancy of these natural fiber-based polymer composites by simultaneously maintaining their mechanical properties for industrial applications [Citation2–Citation5]. Recently, various researches have been undertaken in order to establish enhanced performance of natural fiber flame retardant additives for these composites [Citation6,Citation7].
Selection of a filler type to introduce flame retardant property to natural fiber-based polymer composites is determined by several factors that include chemical compatibility, decomposition temperature, particle size and viscosity during melting [Citation8]. Among halogen-free flame retardants, one of the most effective methods to improve the flame retardancy of polypropylene (PP)-based polymer composites is to incorporate intumescent flame retardant (IFR) into the polymer [Citation9–Citation12]. However, relatively low flame retardant efficiency of the IFR system needs a large proportion of the flame retardant additive, which leads to impede their commercial applications [Citation13]. To overcome this, many synergistic types of fillers including montmorillonite (MMT) nanoclays, zeolite, iron powder, sepiolite, carbon and halloysite nanotubes have been introduced in the recent past with competitive mechanical properties [Citation14–Citation18]. Even though, natural fibers act as combustion sources, the effective use of ‘synergism’ with these filler compounds has given overwhelming results in controlling flame retardancy during the recent past [Citation19,Citation20].
In nanocomposites, flame retardant enhancement is achieved through improved barrier properties [Citation21]. Balance between successful exfoliation and intercalation of nanoparticles within the matrix is the key in order to achieve effective thermal barrier during composites combustion [Citation22,Citation23]. The filler ingredients ratio and the amount of compatibilizer present in the composite are the two other key factors in achieving homogeneously blended nanocomposites [Citation24–Citation27].
In this work, our aim is to develop and analyze synergistic effects of flame retardant nanofillers in intumescent ammonium polyphosphate (APP) containing kenaf natural fiber composites (KeCs). Two different filler particles, MMT nanoclay and halloysite nanotubes (HNTs), were chosen to study this. Their distribution and dispersion in the matrix were studied, and the thermal and mechanical performance of the resultant nanocomposites were analyzed that will help in processing and manufacturing of intumescent APP-based synergistic flame retardant natural fiber composites.
2. Experimental and methodology
2.1. Materials
MMT nanoclay (Cloisite® 30B ≤ 13 µm) and HNTs (length 1–3 µm and diameter 30–70 nm) were purchased from Sigma-Aldrich Private Limited, Australia. PP block copolymer (melt flow index (MFI) = 8.0 g/10 min, 230°C/2.16 kg) was purchased from Clarient New Zealand Limited and maleic anhydride-modified polypropylene polymer (MAPP) (MFI = 120 g/10 min, 190°C/2.16 kg) was purchased from DuPont New Zealand Limited. Kenaf bast fibers were supplied by Bruce Smith Limited, New Zealand. Intumescent APP (P = 23–25 wt.%, N = 14.4–16.4 wt.%) was purchased from Chemcolour industries New Zealand Limited. Irganox 1076, purchased from Clarient New Zealand Limited, was also used against thermo-oxidative degradation of PP.
2.2. Sample preparation
Ground PP, MAPP and APP were dried overnight at a temperature of 80°C. Kenaf bast fibers (30 wt.%) were dried in an oven at 70°C for 3 days and then dry mixed with PP, MAPP (3 wt.%) and APP (20 wt.%) mixture using a Phas-o-mec high-intensity mixer at 19 Hz for 2 min. All the blends with different nanoparticles were compounded in an intermeshing corotating Twin-Screw Extruder (Type LTE26-40), having a screw diameter of 26 mm and an L/D ratio of 40. Temperature profile of 165–185°C was used along the extruder barrel, from feed section to die section, with a screw speed of 150 rpm and 2 kg/h throughput. Final compound was ground into pellet form using Meretto grinder and dried overnight. Test specimens were then made using Boy 50A injection molding machine with a heat profile of 165–180°C from feed zone to die zone.
2.3. Material characterization
2.3.1. X-ray diffraction (XRD)
X-ray diffraction (XRD) patterns of nanoparticles and as-extruded composite samples were obtained using a Bruker AXS D8 advance X-ray diffractometer with area detector operating under a voltage of 40 kV and a current of 40 mA. During the work, Cu Kα radiation with a wave length of 0.15418 nm was used within an axis range of 2–20º.
2.3.2. Transmission electron microscopy (TEM)
FEI Tecnai 20 transmission electron microscope with a 200-kV acceleration voltage was used to obtain the TEM micrographs of different filler particles in the PP matrix using the specimens, which were cut from as-extruded composite samples under a Leica ultramicrotome with a diamond knife.
2.3.3. Thermogravimetric analysis (TGA)
Thermal analysis was carried out in a thermogravimetric analyzer (Shimadzu TGA 50) under argon atmosphere with a gas flow rate of 80 ml/min. Test samples were inserted in an open aluminum pan and heated from room temperature to 600°C at a constant heating rate of 10°C/min.
2.3.4. Underwriters laboratories test (UL-94)
UL-94 vertical burning tests were carried out according to the American Society for Testing and Materials (ASTM) D3801, by igniting the vertically positioned sample from the bottom. Five specimens were tested to measure the ability of the material to either self-extinguish or to spread the flame (V-0, V-1, V-2 or no rating (NR) classification).
2.3.5. Cone calorimeter (CC) test
Controlled constant heat flux combustion measurements were carried out by following the ASTM E1354 standard by using cone calorimeter (CC) with a heat flux of 50 kW/m2. Three specimens were tested for each combination of samples (100 × 100 × 3 mm3) and the flammability characteristics were averaged to evaluate the sample performance. These include time to ignition (TTI), peak heat release rate (pk-HRR), mass loss rate (MLR) and total heat release (THR).
2.3.6. Environmental scanning electron microscopy analysis (ESEM)
The morphological analyses were carried out using FEI Quanta 200 F environmental scanning electron microscopy analysis (ESEM) analyzer using CC test samples and tensile fractured samples. The formed char residues and nanoparticle dispersion/distribution within the composites were observed and characterized according to their structure/formation to evaluate the thermomechanical effectiveness of nanoparticle presence in the systems.
2.3.7. Mechanical tests
Tensile, flexural and charpy impact tests were carried out using Instron 5567 universal testing machine and Compagnia Europea Apparecchi Scientifici Torino pendulum impact tester by following the ASTM standards of D638, D790 and D6110, respectively, in order to analyze the mechanical performance of the nanocomposites. Ten injection molded standard test samples were used and the results were averaged in order to obtain the stiffness and strength results.
3. Results and discussion
3.1. Nanostructure and dispersion morphology analysis of composites
) shows the XRD pattern of the MMT (Cloisite 30B), which shows a diffraction peak at 2θ = 4.78°, corresponding to a d-spacing of 1.85 nm. For HNT, the presence of low intensity diffraction peak at 2θ = 11.98° resulted in a d-spacing of 0.74 nm, which is related to the multilayer tabular wall spacing [Citation28,Citation29]. XRD pattern of the KeC revealed low-intensity crystallization diffraction peak compared to that of neat PP. This can be due to the amorphous and crystalline regions present in kenaf fiber associated with the presence of lignin, hemicellulose and cellulose structures. In ), intumescent flame retardant kenaf natural fiber composite (KeC-IFR) revealed an absence of diffraction peaks (only presence of the PP matrix initial crystallization peak), while addition of 3 wt.% MMT into the system showed low-intensity diffraction peak at 2θ = 5.90°. This behavior indicates delamination and dispersion of the clay nanolayers with partial exfoliation and reduced intercalation.
Figure 1. XRD patterns of PP, nanoclays and flame retardant composites: (a) 2θ = 2–14°; (b) 2θ = 14–20°.
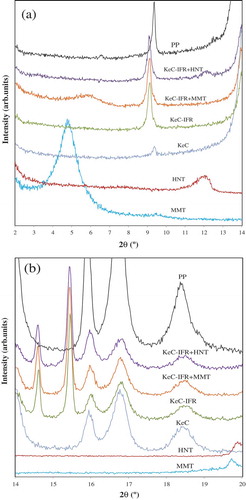
When the crystallization behavior is concerned, even though there is no change in position of the peaks of KeC and KeC-IFR systems compared to that of PP, two additional peaks can be observed in the KeC-IFR system between 2θ = 14–16° range. This may be due to the α and β crystal phases coexisting in the KeC-IFR composite with the presence of IFR, which further tends to slightly shift the peaks compared to that of PP and KeC [Citation30].
Considerable decrease in the crystallization peak intensities of the fiber-based composites compared to that of PP can be due to the nucleating ability of the kenaf fibers (with the presence of ligning, hemicellulose and cellulose), which accelerated the crystallization process of PP matrix [Citation23]. These facts can be further confirmed by TEM images as illustrated in .
Figure 2. TEM images of IFR and nanocomposites: (a) KeC-IFR; (b) KeC-IFR+MMT.
The TEM images of the KeC-IFR and KeC-IFR+MMT composites show exfoliated/intercalated clay galleries as well as agglomerated nanoclay particles. In the KeC-IFR system, fibers and IFR particles show well dispersed, disordered behavior of exfoliation, and this has been proven with the XRD observations by the absence of initial peaks. However, addition of MMT nanoclays into the system produced thick dark lines and thin gray lines. The dark strips correspond to agglomerated stacking layers of silicates, while the thin gray lines indicate the exfoliation of clay platelets. Intercalated regions can also be observed demonstrating improved interfaces of the KeC-IFR+MMT composites due to the formation of chemical/physical bonding between different filler particles due to the presence of MAPP acting as a compatibilizer [Citation9].
3.2. Thermal degradation behavior
TGA analysis of polymer and its nanocomposites was carried out in order to understand the effects of nanoparticles addition. Thermal degradation and the amount of residual char remained at different temperatures were measured in order to evaluate the behavior of composites during degradation.
Although the onset degradation temperature of the neat copolymer (PP) is substantially higher than those of the natural fiber composites and the flame retardant nanocomposites ()), the total decomposition of neat PP occurred in a single step having a maximum degradation temperature of 426°C. The KeC shows two peaks ((b)) during degradation with an increase in the peak degradation temperature to 443°C. Furthermore, with the addition of IFR into the system, complex degradation behavior was observed with three different peaks with a maximum peak temperature of 437°C [Citation8].
Figure 3. Thermal degradation behavior of neat PP and various nanocomposites: (a) TGA; (b) Derivative thermogravimetry.
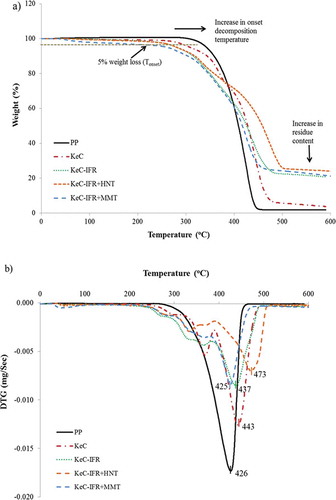
Addition of two different types of nanoparticles (MMT and HNT) into the flame retardant composite (KeC-IFR) led to different responses that led to the shift of the maximum degradation peaks to left and right of the KeC-IFR peak ()) with considerably low peak intensity. The observed maximum decomposition rates (Rmax in ) also shifted to either side of the average value of the KeC-IFR system. This behavior shows MMT is less effective in IFR composite systems, as evaluated by TGA. However, consideration of char residues over 500°C shows different phenomenon. This observation indicates the presence of MMT has a negative effect on IFR systems at low temperatures, which is manifested by the amount of char produced at 450°C is higher in the KeC-IFR system compared to that in the KeC-IFR+MMT system. However, the presence of MMT makes the formed char stronger and more compact at high temperatures to protect the matrix from degradation. The performance of HNT is best under this criterion, as it has a lower decomposition rate and the higher decomposition temperature with an increased amount of char residue content at any temperature compared to those of other composites.
Table 1. TGA data of different composites showing the fraction of char residues.
3.3. Flammability behavior
3.3.1. UL-94 V test
Sample ignition resistance of neat PP and its flame retardant nanocomposites were investigated under UL-94 vertical burning test. Sustained burning of neat PP with intense dripping starting within 15 s of first flame application () was observed. Similar results were achieved with substantially increased ‘dripping in’ time with the presence of kenaf, and further increase was observed with the addition of 20 wt.% IFR into the system. However, under oxidative combustion, addition of 3 wt.% of HNT into the IFR system has lowered the flammability characteristics by lowering the dripping time. Adding similar proportion of MMT into the IFR system has significantly enhanced the flame retardant performance by extinguishing the flame after first 3 s of the first flame application and by delaying the dripping to 65 s of second flame application. Therefore, in the presence of MMT, significant improvement in sustained combustion of the sample was achieved; even though, there was no UL rating observed in any of the samples.
Table 2. Flammability performance.
3.3.2. CC test
Neat PP and its flame retardant nanocomposites forced combustion behavior was observed under CC test and the results were tabulated in . TTI of PP was shortened with the addition of 30 wt.% kenaf fiber into the system (since it is flammable), and there was no change in the value with the presence of IFR. This can be due to the initial combustion of IFR before it performs the role in the material or the possible increase of heat flux with the presence of kenaf and IFR [Citation25]. Slightly delayed TTI can be observed with the inclusion of nanoparticles in the composites (over the IFR system), but it was not enough to exceed the TTI of neat PP. Since heating of the material prior to ignition occurs through radiative heat transfer, the formed char skin with the presence of keC-IFR and nanoparticles is expected to increase the radiative heat absorption and thereby enhance the ignition [Citation31]. On the other hand, the improved dispersion of MMT (as shown in TEM and XRD results) in the nanocomposites increase the consolidation of the melt which further reduces the conductivity and increases the TTI.
The rapid and intensive combustion of PP completely burns the composite just over 4 min by releasing the maximum pk-HRR with a value of 1145 kW/m2 ()). A reduction of 36% in the pk-HRR was observed with the presence of 30 wt.% kenaf in the composite. This has been further reduced by 67% in KeC-IFR system due to stabilization of the unstable lignocellulose ash layer (which forms during the combustion of lignin/hemicellulose content in kenaf) with the presence of more stable intumescent char [Citation8]. The IFR system shows two peaks of HRR – the first corresponds to the buildup of the char structure through the carbonization process with the presence of char forming additives in the system. Once the char has been formed, the barrier effect slows down the rate of combustion of the composite by inhibiting the mass and volatile transfer between the condensed phase and gas phase. At a high temperature, the increased amount of trapped volatiles creates excess internal pressure during escape, which increases the void formation. This leads to cracking and degradation of the char residue and promotes enhanced combustion, resulting in another peak HRR, as observed in ).
Figure 4. Cone calorimeter analysis: (a) HRR; (b) THR; (c) SPR; (d) carbon monoxide production (COP).
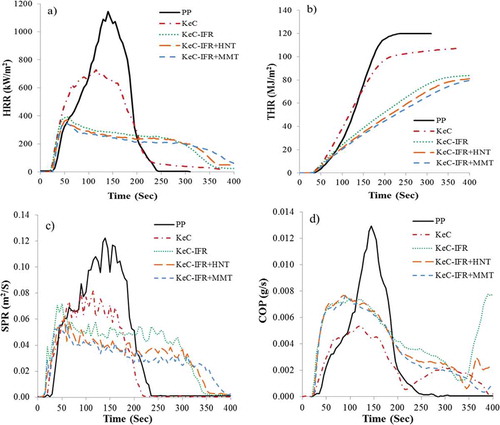
The formation of phosphocarbonaceous species contained aluminosilicate structures with the presence of nanoparticles in the system has effectively enhanced the HRR over KeC-IFR system by lowering the HRR and thereby providing increased FPI. However, the viscosity and effective particle dispersion play the major role in stabilization of the formed char layer, which was more pronounced with MMT compared to that with HNT. This particle dispersion effect further leads to better performance during the combustion process by producing the lowest pk-HRR.
The amount of smoke release (SPR) and COP during combustion processes are the two other significant factors in fire atmosphere in order to increase the life survivability. ) shows that with the presence of MMT nanoparticles, the composites produce the least amount of smoke. In general, the IFR systems increase the initial CO production (compared to that of KeC) considerably, even though it slows down with an increase in burning time ()). The controlled combination of IFR and nanoparticles in the system is another key factor for achieving better performance under safe environment [Citation22].
3.3.3. CC residue characterization
During fire, the complete protective mechanism of the specimen will exist with the formation of stable homogeneous char layer covering the entire sample surface. This further leads to the generation of a diffusion barrier and thereby improves the thermal shielding by reducing volatile escape and minimizing oxygen penetration. In the process of investigation, macroscale digital photos of the formed char residues were captured after the CC test ().
Figure 5. Digital photographs of CC char residues: (a) KeC; (b) KeC-IFR; (c) KeC-IFR+HNT; (d) KeC-IFR+MMT.
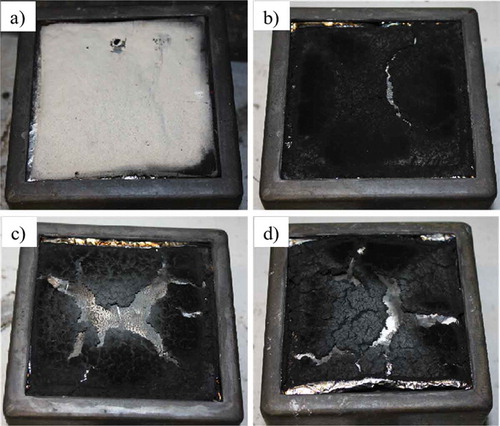
Neat PP burns out without leaving any residue (not shown here); however, adding 30 wt.% kenaf into PP (KeC) formed levoglucosan continuous lignocellulosic ash layer ()) at the end of the sample burning. Addition of IFR into the system (KeC-IFR) formed a thin stable char layer covering the entire surface ()) and the structural density of the formed char residue was further increased with the addition of HNT and MMT nanoparticles into the KeC-IFR system (,)) driving comparatively low pk-HRR. Further degradation of the nanocomposite under constant heat shows the bursting of the flammable volatile rising bubbles within the condensed phase of the burning material, which tends to push the high aspect ratio nanoparticles outward from the center of the surface. Second, further increase of the melt convective flow toward the sample surface creates an accumulation of clay particles out of center by destroying the network structure by creating shrinkage from the outside. These effects lead to the sudden burst of the char surface from the center and shrink–crack propagation, creating wide openings. The efficiency of the structural integrity is better with MMT sample ()) due to the improved initial dispersion of nanoparticles (TEM and XRD) which enhances the effective viscosity gradient for the sample at high temperatures compared to that caused by HNT [Citation32].
Microscale char residue analysis using ESEM shows voids present in each of the samples leading to high-temperature instability of the protection system (). In the KeC-IFR system, at first, reaction of acidic species below 280°C (APP and its degradation products of orthophosphates and polyphosphoric acids) combines with the char forming agents present in the IFR and fiber systems (levoglucosan formed through lignin/hemicellulose degradation). During continuous heating, carbonization process takes place to stabilize the formed char on the surface of the burning material (around 280°C), and further heating enhances the blowing process by decomposing APP to evolve ammonia. This leads to swelling of the formed char under the blowing process [Citation33]. The loose char structure (,)) reveals the presence of voids in the KeC-IFR system is not effective enough to act as a heat insulating barrier at high temperatures.
Figure 6. ESEM images of CC char residues of KeC-IFR (a and b), KeC-IFR+HNT (c and d) and KeC-IFR+MMT (e and f).
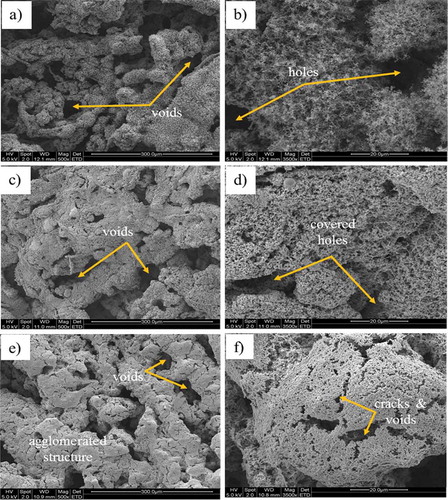
With the addition of 3 wt.% of HNT into the system, the intumescent char becomes more uniform and cohesive with increased mechanical integrity of the protective layer ()). The ‘skeleton-frame’ structure formed ()) enhanced the connection between the top and the bottom multicellular layers to each other and thereby effectively minimize the volatile escape by blocking the heat release. This will further prevent the flame intensity of the burning material at the surface and minimize the smoke and gaseous product emissions at a high temperature (,)).
Replacing HNT with MMT nanoparticles in the KeC-IFR system (,)) shows more improved performance (with better quality of nanoparticle dispersion) with the formation of ‘coral reef’ dense surface char structure ()), which further reduced the HRRs and volatile productions as discussed above (). Although the formed char with the presence of nanoparticles is strong and compact compared to that of KeC-IFR system, the accumulation of silicate platelets on the surface creates islands like structures (,)), where the protection is not quite efficient. The migration of heat depends on the amount of exfoliated clay particles present in the system and the plasticity of the surface coating at the expansion temperature. Further, the nature of the surfactant (MAPP) and antioxidant (AO) along with their rates of decomposition contribute to reduce the surface tension of the different reinforcements present (kenaf fiber, polymer, APP and nanoclays) during processing and oxidative decomposition by forming more stable homogeneous char structures.
However, among all these improvement aspects, the initial selection of appropriate proportion of the flame retardant content (e.g. a higher content of nanoparticles leads to ablative reassembling of silicate layers, which can hinder the escape of ammonia and other degradation products [Citation24,Citation34]) and dispersion/distribution technique employed plays the major roles for the formation of heat insulating char barrier without defects [Citation35].
3.4. Mechanical behavior
The mechanical properties (modulus and strength) of the various composites are shown in . Addition of kenaf fibers into PP matrix has significantly improved the modulus of the composites ()).
Figure 7. Mechanical properties of KeC-IFR composites: (a) modulus; (b) strength.
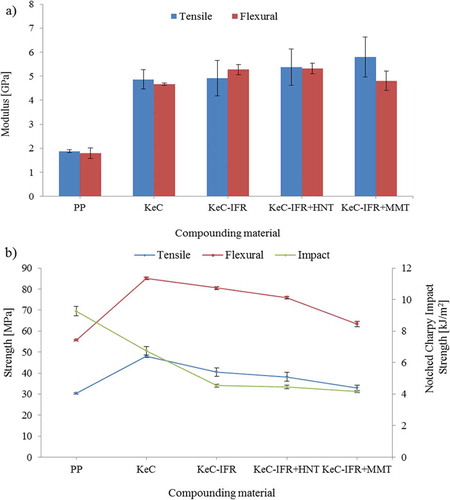
The improved interfacial adhesion with the presence of compatibilizer (MAPP) increased the load transfer between the fiber and matrix leading to the highest tensile and flexural strength properties in KeCs ()) [Citation36].
Introducing flame retardant into the system can adversely affect the adhesion between the fiber and matrix, and thereby reduce the load transferability between the components [Citation37]. The effect has led to reduced tensile and flexural strengths of the IFR composite systems compared to that of KeC; however, the modulus property has shown substantial increase due to the presence of higher particle loading with reduced particle size.
The mechanical performance of the nanocomposites strongly depends on the particle loading, particle size and interfacial adhesion between the particles and matrix [Citation38]. The increased amount of filler loading with high aspect ratio particles has significantly enhanced the modulus properties of the nanocomposites; however, the less affectivity of processing conditions and the amount of compatibilizer present has inhibited the nanoparticle dispersion by creating particle agglomerations and void spaces (,)), which resulted in a reduction in strengths [Citation39,Citation40]. Additionally, the nucleating ability of the nanoparticles also helps to improve the crystallinity behavior of the composites by further leading to the improved nanocomposite modulus [Citation41].
Figure 8. Morphological analysis of tensile-fractured samples: (a) KeC; (b) KeC-IFR; (c) KeC-IFR+HNT; (d) KeC-IFR+MMT.
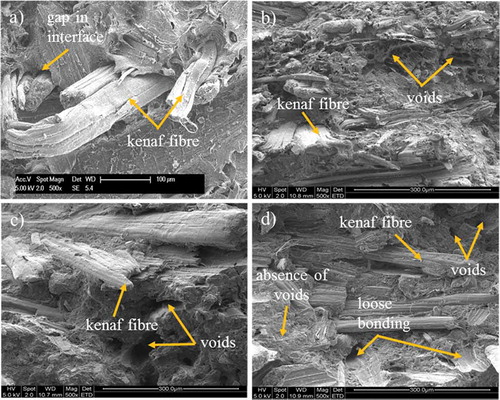
A decrease in impact strength can be observed with the increase of filler loading. The increase amounts of gaps/voids are causing interferences to the homogeneity by creating detrimental impact energy absorption behavior () [Citation42]. Nonuniform dispersion with agglomerated nanoclay particles provides locations of stress concentrations, thus providing sites for crack initiations. The fracture strength is further decreased with microcrack propagation due to poor interfacial bonding, which contributes to further reduction in impact strengths [Citation22,Citation43].
However, a high degree of intercalation of nanoparticles can be achieved through stepwise mixing with substantial amount of particle loading which leads to improved strength properties [Citation44]. The temperature-mixing approach needs to be carefully controlled in order to avoid thermal degradation of particles when natural fiber and IFR are present in the system [Citation45].
4. Conclusions
The studied two different nanoparticle contained composites in KeC-IFR system revealed the following:
The melt-blending approach used has the difficulty in obtaining fully exfoliated or fully intercalated polymer/clay nanocomposites with the presence of high proportion of filler particles (in some research work, this behavior was further investigated and the processing techniques were altered to generate segregated clay particles, thereby developing more homogeneous nanocomposites [Citation35,Citation46]).
HNT-based nanocomposites perform better under non-oxidative thermal degradation conditions compared to that of MMT nanocomposites. However, the cone calorimetry results show that under constant heat thermo-oxidative decomposition, the MMT nanocomposites has improved flammability properties over the other.
The presence of lignin in kenaf and high aspect ratio nanoclay particles in the composite enhances the expansion of the carbonaceous char (produced by IFR degradation) on the surface with nucleating reactions by improving the structural integrity of the formed char. The rising gas bubbles further disperse the clay particles by improving the mechanical strength and density of the formed structure, which substantially reduces the HRRs and gas emissions.
The ‘coral reef’ and ‘skeleton-frame’ structures observed under ESEM char analysis confirmed the aluminosilicate barrier effect formed with the presence of the MMT and HNT nanoparticles, which enhances the thermal stabilization of phosphor-carbonaceous structure. However, continuous exposure to intense heating over longer times disrupts the agglomerated nanoparticle structures by shrink–cracking and bursting of the weaker portions of the char residue.
The increased filler loading provides improved modulus properties of the nanocomposites; however, the adverse effect of the particle agglomeration and weaker interfacial adhesion (due to the limited amount of compatibilizer present with high filler loading) tend to decrease the mechanical strengths and the ability of energy absorption of the nanocomposites through crack initiation and propagation within the filler boundaries.
Acknowledgments
The authors would like to thank the Ministry of Business Innovation and Employment, New Zealand for their financial support through a research grant (UOAX 1004) and CACM technicians for their valuable technical support.
Disclosure statement
No potential conflict of interest was reported by the authors.
Additional information
Funding
Notes on contributors
Aruna Subasinghe
Dr Aruna Subasinghe is a researcher of the Centre for Advanced Composite Materials of the University of Auckland, New Zealand. His current areas of research include the improvement of thermal, flammability and mechanical properties of natural fiber composites and their manufacturing techniques.
Raj Das
Dr Raj Das is a faculty member of the Mechanical Engineering Department of the University of Auckland, New Zealand. He is also a member of the Centre for Advanced Composite Materials. His current areas of interest include impact response and failure of composite materials, numerical modelling using finite element and mesh-less methods, dynamic fracture and fatigue, structural optimization and severe plastic deformation processes.
Debes Bhattacharyya
Professor Debes Bhattacharyya is a Distinguished Professor (holds a Personal Chair) in the Department of Mechanical Engineering and has been the founding Director of the Centre for Advanced Composite Materials (CACM) at the University of Auckland, since 2004. He also holds an Adjunct Professor position at Washington State University, Pullman, USA. Professor Bhattacharyya was the Head of Mechanical Engineering Department from 1999 to early 2005. His current research interest primarily includes the mechanics and manufacturing of composite materials.
References
- S. Kalia, B. Kaith, and I. Kaur, Pretreatments of natural fibers and their application as reinforcing material in polymer composites—A review, Polymer Eng. Sci. 49 (7) (2009), pp. 1253–1272. doi:10.1002/pen.v49:7
- N.P.G. Suardana, M.S. Ku, and J.K. Lim, Effects of diammonium phosphate on the flammability and mechanical properties of bio-composites, Mater. Des. 32 (4) (2011), pp. 1990–1999. doi:10.1016/j.matdes.2010.11.069
- T. Wittek and T. Tanimoto, Mechanical properties and fire retardancy of bidirectional reinforced composite based on biodegradable starch resin and basalt fibres, Express Polym. Lett. 2 (11) (2008), pp. 810–822. doi:10.3144/expresspolymlett.2008.94
- M. Tajvidi, R.H. Falk, and J.C. Hermanson, Effect of natural fibers on thermal and mechanical properties of natural fiber polypropylene composites studied by dynamic mechanical analysis, J. Appl. Polym. Sci. 101 (6) (2006), pp. 4341–4349. doi:10.1002/(ISSN)1097-4628
- P. Niu, B. Liu, X. Wei, X. Wang, and J. Yang, Study on mechanical properties and thermal stability of polypropylene/hemp fiber composites, J. Reinf. Plast. Compos. 30 (1) (2011), pp. 36–44. doi:10.1177/0731684410383067
- T.D. Hapuarachchi and T. Peijs, Multiwalled carbon nanotubes and sepiolite nanoclays as flame retardants for polylactide and its natural fibre reinforced composites, Compos. Part. A: Appl. Sci. Manuf. 41 (8) (2010), pp. 954–963. doi:10.1016/j.compositesa.2010.03.004
- B. Schartel, U. Braun, U. Schwarz, and S. Reinemann, Fire retardancy of polypropylene/flax blends, Polymer 44 (20) (2003), pp. 6241–6250. doi:10.1016/S0032-3861(03)00692-X
- A. Subasinghe and D. Bhattacharyya, Performance of different intumescent ammonium polyphosphate flame retardants in PP/kenaf fibre composites, Compos. Part. A: Appl. Sci. Manuf 65 (2014), pp. 91–99. doi:10.1016/j.compositesa.2014.06.001
- B. Du, Z. Guo, P. Song, H. Liu, Z. Fang, and Y. Wu, Flame retardant mechanism of organo-bentonite in polypropylene, Appl. Clay Sci. 45 (3) (2009), pp. 178–184. doi:10.1016/j.clay.2009.05.003
- B. Li and M. Xu, Effect of a novel charring–foaming agent on flame retardancy and thermal degradation of intumescent flame retardant polypropylene, Polym. Degrad. Stab. 91 (6) (2006), pp. 1380–1386. doi:10.1016/j.polymdegradstab.2005.07.020
- N.A. Isitman, M. Dogan, E. Bayramli, and C. Kaynak, Fire retardant properties of intumescent polypropylene composites filled with calcium carbonate, Polymer Eng. Sci. 51 (5) (2011), pp. 875–883. doi:10.1002/pen.v51.5
- A. Vuillequez, M. Lebrun, R.M. Ion, and B. Youssef, Effect of phosphorus-nitrogen intumescent flame retardant on structure and properties of poly(propylene), Macromol. Symp. 290 (1) (2010), pp. 146–155. doi:10.1002/masy.v290:1
- X. Lai, X. Zeng, H. Li, F. Liao, C. Yin, and H. Zhang, Synergistic effect of phosphorus-containing montmorillonite with intumescent flame retardant in polypropylene, J. Macromol. Sci. B. 51 (6) (2012), pp. 1186–1198. doi:10.1080/00222348.2011.625909
- G.S. Venkatesh, A. Deb, A. Karmarkar, and S.S. Chauhan, Effect of nanoclay content and compatibilizer on viscoelastic properties of montmorillonite/polypropylene nanocomposites, Mater. Des. 37 (2012), pp. 285–291. doi:10.1016/j.matdes.2011.12.034
- H.F. Zhu, J. Li, L. Xu, K. Tao, L.X. Xue, and X.Y. Fan, Synergistic effect between montmorillonite intercalated by melamine and intumescent flame retardant (IFR) on Polypropylene, Adv. Mat. Res. 295–297 (2011), 315–318.
- Z. Zhao, J. Gou, S. Bietto, C. Ibeh, and D. Hui, Fire retardancy of clay/carbon nanofiber hybrid sheet in fiber reinforced polymer composites, Compos. Sci. Technol. 69 (13) (2009), pp. 2081–2087. doi:10.1016/j.compscitech.2008.11.004
- H. Lu and C.A. Wilkie, Study on intumescent flame retarded polystyrene composites with improved flame retardancy, Polym. Degrad. Stab. 95 (12) (2010), pp. 2388–2395. doi:10.1016/j.polymdegradstab.2010.08.022
- B. Du and Z. Fang, Effects of carbon nanotubes on the thermal stability and flame retardancy of intumescent flame-retarded polypropylene, Polym. Degrad. Stab. 96 (10) (2011), pp. 1725–1731. doi:10.1016/j.polymdegradstab.2011.08.002
- H. Demir, E. Arkiş, D. Balköse, and S. Ülkü, Synergistic effect of natural zeolites on flame retardant additives, Polym. Degrad. Stab. 89 (3) (2005), pp. 478–483. doi:10.1016/j.polymdegradstab.2005.01.028
- M.E. Mngomezulu, M.J. John, V. Jacobs, and A.S. Luyt, Review on flammability of biofibres and biocomposites, Carbohydr. Polym. 111 (2014), pp. 149–182. doi:10.1016/j.carbpol.2014.03.071
- B. Lecouvet, M. Sclavons, C. Bailly, and S. Bourbigot, A comprehensive study of the synergistic flame retardant mechanisms of halloysite in intumescent polypropylene, Polym. Degrad. Stab. 98 (2013), pp. 2268–2281. doi:10.1016/j.polymdegradstab.2013.08.024
- B. Kord, Effect of nanoparticles loading on properties of polymeric composite based on hemp fiber/polypropylene, J. Thermoplastic Composite Mater. 25 (7) (2012), pp. 793–806. doi:10.1177/0892705711412815
- M. Biswal, S. Mohanty, and S.K. Nayak, Thermal stability and flammability of banana-fiber-reinforced polypropylene nanocomposites, J. Appl. Polym. Sci. 125 (SUPPL. S2) (2012), pp. E432–E443. doi:10.1002/app.35246
- Y. Tang, Y. Hu, B. Li, L. Liu, Z. Wang, Z. Chen, et al., Polypropylene/montmorillonite nanocomposites and intumescent, flame-retardant montmorillonite synergism in polypropylene nanocomposites, J. Polymer Sci. . A: Polymer Chem. 42 (23) (2004), pp. 6163–6173. doi:10.1002/pola.20432
- Y. Liu, J.S. Wang, C.L. Deng, D.Y. Wang, Y.P. Song, and Y.Z. Wang, The synergistic flame-retardant effect of O-MMT on the intumescent flame-retardant PP/CA/APP systems, Polym. Adv. Technol. 21 (11) (2010), pp. 789–796. doi:10.1002/pat.1502
- H. Khanjanzadeh, T. Tabarsa, and A. Shakeri, Morphology, dimensional stability and mechanical properties of polypropylene-wood flour composites with and without nanoclay, J. Reinf. Plast. Compos. 31 (5) (2012), pp. 341–350. doi:10.1177/0731684412438793
- G.S. Ezat, A.L. Kelly, S.C. Mitchell, M. Youseffi, and P.D. Coates, Effect of maleic anhydride grafted polypropylene compatibilizer on the morphology and properties of polypropylene/multiwalled carbon nanotube composite, Polymer Compos. 33 (8) (2012), pp. 1376–1386. doi:10.1002/pc.22264
- S. Rooj, A. Das, V. Thakur, R.N. Mahaling, A.K. Bhowmick, and G. Heinrich, Preparation and properties of natural nanocomposites based on natural rubber and naturally occurring halloysite nanotubes, Mater. Des. 31 (4) (2010), pp. 2151–2156. doi:10.1016/j.matdes.2009.11.009
- Y.M. Lvov, D.G. Shchukin, H. Mohwald, and R.R. Price, Halloysite clay nanotubes for controlled release of protective agents, Acs Nano 2 (5) (2008), pp. 814–820. doi:10.1021/nn800259q
- H. Lin, H. Yan, B. Liu, L. Wei, and B. Xu, The influence of KH-550 on properties of ammonium polyphosphate and polypropylene flame retardant composites, Polym. Degrad. Stab. 96 (7) (2011), pp. 1382–1388. doi:10.1016/j.polymdegradstab.2011.03.016
- A. Fina, F. Cuttica, and G. Camino, Ignition of polypropylene/montmorillonite nanocomposites, Polym. Degrad. Stab. 97 (12) (2012), pp. 2619–2626. doi:10.1016/j.polymdegradstab.2012.07.017
- M. Lewin, Reflections on migration of clay and structural changes in nanocomposites, Polym. Adv. Technol. 17 (9–10) (2006), pp. 758–763. doi:10.1002/(ISSN)1099-1581
- S. Bourbigot, M. Le Bras, S. Duquesne, and M. Rochery, Recent advances for intumescent polymers, Macromol. Mater. Eng. 289 (6) (2004), pp. 499–511. doi:10.1002/(ISSN)1439-2054
- S. Bourbigot and S. Duquesne, Fire retardant polymers: Recent developments and opportunities, J. Mater. Chem. 17 (22) (2007), pp. 2283–2300. doi:10.1039/b702511d
- B. Lecouvet, M. Sclavons, S. Bourbigot, J. Devaux, and C. Bailly, Water-assisted extrusion as a novel processing route to prepare polypropylene/halloysite nanotube nanocomposites: Structure and properties, Polymer 52 (19) (2011), pp. 4284–4295. doi:10.1016/j.polymer.2011.07.021
- R.M. Taib, N.M.A. Khairuddin, M. Ishak, and Z. Arifin, The influence of alkalitreatment and compatibilizer addition on the tensile properties and water absorption behavior of polypropylene/kenaf fiber composites, Advanced Mater. Res. 626 (2013), pp. 449–453. doi:10.4028/www.scientific.net/AMR.626.449
- L. Shumao, R. Jie, Y. Hua, Y. Tao, and Y. Weizhong, Influence of ammonium polyphosphate on the flame retardancy and mechanical properties of ramie fiber-reinforced poly (lactic acid) biocomposites, Polym. Int. 59 (2) (2010), pp. 242–248.
- S.-Y. Fu, X.-Q. Feng, B. Lauke, and Y.-W. Mai, Effects of particle size, particle/matrix interface adhesion and particle loading on mechanical properties of particulate–polymer composites, Compos. Part. B: Eng. 39 (6) (2008), pp. 933–961. doi:10.1016/j.compositesb.2008.01.002
- K. Szustakiewicz, B. Cichy, M. Gazińska, and J. Pigłowski, Comparative study on flame, thermal, and mechanical properties of HDPE/clay nanocomposites with MPP or APP, J. Reinf. Plast. Compos. 32 (14) (2013), pp. 1005–1017. doi:10.1177/0731684413481508
- F.Z. Arrakhiz, K. Benmoussa, R. Bouhfid, and A. Qaiss, Pine cone fiber/clay hybrid composite: Mechanical and thermal properties, Mater. Des. 50 (2013), pp. 376–381. doi:10.1016/j.matdes.2013.03.033
- K. Wang, J. Wu, L. Ye, and H. Zeng, Mechanical properties and toughening mechanisms of polypropylene/barium sulfate composites, Compos. Part. A: Appl. Sci. Manuf. 34 (12) (2003), pp. 1199–1205. doi:10.1016/j.compositesa.2003.07.004
- A. Ismail, A. Hassan, A.A. Bakar, and M. Jawaid, Flame retardancy and mechanical properties of kenaf filled polypropylene (PP) containing ammonium polyphosphate (APP), Sains Malaysiana 42 (4) (2013), pp. 429–434.
- W. Chanprapanon, N. Suppakarn, and K. Jarukumjorn, Flame retardancy, thermal stability, and mechanical properties of sisal fiber/organoclay/polypropylene composites, Advanced Mater. Res. 410 (2011), pp. 47–50. doi:10.4028/www.scientific.net/AMR.410
- J. Jordan, K.I. Jacob, R. Tannenbaum, M.A. Sharaf, and I. Jasiuk, Experimental trends in polymer nanocomposites—A review, Mater. Sci. Eng. 393 (1–2) (2005), pp. 1–11. doi:10.1016/j.msea.2004.09.044
- S. Ochi, Mechanical properties of kenaf fibers and kenaf/PLA composites, Mech. Mater. 40 (4–5) (2008), pp. 446–452. doi:10.1016/j.mechmat.2007.10.006
- M. Aloui, J. Soulestin, M.F. Lacrampe, P. Krawczak, D. Rousseaux, J. Marchand-Brynaert, et al., A new elaboration concept of polypropylene/unmodified Montmorillonite nanocomposites by reactive extrusion based on direct injection of polypropylene aqueous suspensions, Polymer Eng. Sci. 49 (11) (2009), pp. 2276–2285. doi:10.1002/pen.21474