
Abstract
A review of composite product data interoperability and product life-cycle management challenges is presented, which addresses “Product Life-cycle Management”, developments in materials. The urgent need for this is illustrated by the life-cycle management issues faced in modern military aircraft, where in-service failure of composite parts is a problem, not just in terms of engineering understanding, but also in terms of the process for managing and maintaining the fleet. A demonstration of the use of ISO 10303-235 for a range of through-life composite product data is reported. The standardization of the digital representation of data can help businesses to automate data processing. With the development of new materials, the requirements for data information models for materials properties are evolving, and standardization drives transparency, improves the efficiency of data analysis, and enhances data accuracy. Current developments in Information Technology, such as big data analytics methodologies, have the potential to be highly transformative.
Introduction
This review evolved out of an InnovateUKCitation1 feasibility study, under the “Game-changing technologies for aerospace” competition. The project was entitled, “Consolidation of property data for the life-cycle of a composite product (COMP-LIFE)”,Citation2 the partners were Ferroday Limited,Citation3 Axis Composites,Citation4 and the “Analytical Decision Making” research group at Wrexham Glyndwr University,Citation5 and the project ran between April and September 2016.
The purpose of the ISO 10303 (STEP) standardsCitation6–8 is for the consolidation of digital engineering data from the different stages of the life-cycle of a composite product into one verifiable source. COMP-LIFE was a “demonstration” project to show the feasibility of managing a full life-cycle audit trail of composites material properties, engineering data, and test and inspection data by combining these all within a data system, using ISO 10303-235 “Engineering properties for product design and verification”.Citation9
The ability to consolidate data in this way is highly significant, as it enables “interoperability”: the ability to communicate meaningful data about the product at all stages of the life-cycle and to all members of the participating supply-chain. The life-cycle begins with the engineering design and validation phase, and during service life should capture maintenance inspection data and in-service records and at end of life, these records would inform the possibility of recycling or safe disposal. Furthermore, through-life product information stored for one particular designed component should also be made available into the design process for the next generation of products, thus being more than just an audit trail for a particular product life-cycle.
The timeliness and need for such an approach is illustrated below by the challenges of keeping strategic military aircraft in operation, despite in-service failure of composite components; nevertheless, this is a general issue shared by many industry sectors. For example, during product verification and validation activities, it is necessary to compare test data with computational analysis prediction. The product development need is to facilitate that comparison: this is beginning to take center stage with the engineering analysis software vendors, and was a major theme at the 2017 NAFEMS conference.
Challenges in the life-cycle management of aircraft
The technical and scientific challenges associated with life-cycle assessment and through-life management of composite structures can be illustrated in the context of in-service challenges faced by the aerospace industry. As a result of these challenges, there is currently a renewed focus on methods for assessing the in-service performance of both undamaged and damaged composite and bonded structures, and recognition of the need for greater interoperability of in-service data, for the management and sustainment of aircraft fleet.
The extent of the engineering need is so wide-ranging, that it is easy for discipline specialists to focus on particular issues such as fatigue life or impact damage, and lose sight of the bigger picture. The purpose of the standards in life-cycle management is infrastructural – it ensures all the necessary data are available in an appropriate form at the point of use. It enables the discipline specialists to communicate with each other and to use the best data available.
A summary of technical and scientific challenges
Type certification
Inter-ply delamination is perhaps one of the most likely forms of damage that is likely to be seen in a composite structure; a conclusion that is reinforced by the results of the A320 full-scale fatigue test whereCitation10:
… the damage consisted in a delamination (one could say a dis-bonding, too) between the stringer array and the main skin …
A similar failure, during static loading, was seen in the composite wing to fuselage joint of the Boeing 787.Citation11 This subsequently led to the decision to restrict the use of composites to a maximum of approximately 15% of the structure.Citation12
Prior to 2009, the US Federal Aviation Administration (FAA) approach to the certification of composite and bonded structures was based on a “no growth” design philosophy; however, in 2009, the FAA introduced a “slow growth” approach to certifying composite and adhesively bonded structures, and also to adhesively bonded repairsCitation13:
The traditional slow growth approach may be appropriate for certain damage types found in composites if the growth rate can be shown to be slow, stable and predictable. Slow growth characterization should yield conservative and reliable results. As part of the slow growth approach, an inspection program should be developed consisting of the frequency, extent, and methods of inspection for inclusion in the maintenance plan.
For military aircraft, these approaches are documented in the United States Joint Services Specification Guidelines JSSG-2006Citation14 and the US Composite Materials Handbook CMN-17–3GCitation15:
A building-block approach to design development testing is essential for composite structural concepts, because of the mechanical properties variability exhibited by composite materials, the inherent sensitivity of composite structure to out of plane loads, their multiplicity of potential failures modes, and the significant environmental effects on failure mode and allowable. Special attention to development testing is required if the composite parts ultimate strength is to be certified with a room temperature/lab air static test. Sufficient development testing must be done with an appropriately sized component to validate the failure mode and failure strain levels for the critical design cases with critical temperature and end of life moisture.
This building-block approach involves coupon tests, large component tests and finally that the structure be subjected to a full-scale fatigue test (FSFT) of at least twice the design life of the aircraft. Should a delamination (i.e. a crack) arise during the FSFT then this delamination should not be detectable at 115% design limit load (DLL). Thus for small initial delaminations inherent in the structure, the crack driving force should be beneath the fatigue threshold value, or the delamination growth should be slow such that there is no detectable delamination prior to 115% DLL. Any delamination present in the structure must not grow to the point where it causes failure in less than two lifetimes.
The JSSG-2006 document also requires a risk of failure assessment to be performed. Since a large scatter that is often seen in delamination growth test results,Citation16,17 certifying via a single FSFT is problematic. The finding that the variability in delamination growth can be captured by allowing for small changes in the fatigue threshold term in the Hartman–Schijve variant of the Nasgro equationCitation18,19 suggests the possibility of a method for calculation of the risk of failure analogous to that used in the USAF approach for failure risk in metallic airframes.Citation20
Implications
Given the extensive scatter seen in delamination growth, a result of no (or limited) observable delamination growth in tests does not rule out the possibility of delaminations occurring in aircraft in-service. A documented example of such failure by delamination has been recorded in an AIRBUS A310 aircraft,Citation21 which did not arise during either the building block tests or in full-scale fatigue testing. Clearly, test results are of limited use if they do not replicate the true multi-axial stress state seen in the aircraft and if they do not duplicate worst case manufacturing scenarios.
Delaminations can arise as a result of unforeseen manufacturing or assembly problems, meaning that it is entirely possible for an operational aircraft to be found to have a delamination that did not arise during the FSFT. Alternatively, a delamination might develop unexpectedly, such as the delamination seen in the F/A-18 fatigue test,Citation19 where a delamination grew from the last step in the stepped lap-joint, where the epoxy-matrix carbon-fiber composite was adhesively bonded to a Ti-6Al-4V alloy end-fitting.
Whereas the nature and size of naturally occurring defects in metallic aircraft is well documented,Citation22 there is no similar study into the nature and size of defects that lead to dis-bonding/delamination damage in operational composite structures. In conclusion, the life seen in the FSFT does not provide a simple multiplicative basis for calculating the life of a particular in-service aircraft.
Particular technical challenges
Bonded joints
Bonded step lap joints are used in a number of aircraft, viz: the F-15 horizontal stabilator, the F/A-18 wing, Beech Starship and the Lear Fan. While CMH-17-3GCitation15 discusses the design and static strength of bonded joints at length there is little guidance on the growth of dis-bonds, arising either from manufacturing problems or in-service events, and their effect on operational aircraft. Indeed, the primary recommendation contained in CMH-17-3G is for a no growth design. The durability of bonded joints is discussed in Section 10.6 of CMH-17-3G; however, attention is primarily focused how to determine the maximum load bearing capacity of a bonded joint,Citation23 and on the associated computer code, A4EI.Citation24–27 It also discusses the design of bonded repairs to damaged composite structure, and briefly refers to energy release rate approaches for assessing dis-bond growth. There is little discussion on the effects of dis-bonds in either bonded step lap joints or bonded composite repairs on structural integrity in the current certification standards. This shortcoming is highlighted by the statement contained inCitation10:
Of a much higher magnitude, this remark is relevant to structural bonding where an unexpected manufacturing deviation may have affected the bonding line quality to a non-measurable value.
Indeed, the fundamental importance of accounting for potential manufacturing defects in bonded joints is further highlighted by the dis-bonds found in the inner wing step lap joint of F/A-18 aircraft.Citation28 Korloufas reports that approximately 20% of the RAAF F/A-18 fleet contained dis-bonding between the composite skin and the titanium step lap joint, that there was evidence of potential growth of the disband, and concludes that the no growth approach could not be relied upon.
The F-111 aircraft provides an example of an in-service fatigue dis-bonding/delamination problem associated with a major load-bearing component: the boron-fiber epoxy-matrix composite doubler is bonded to the upper wing surface of the D6ac wing pivot fitting.Citation29 The doublers are approximately 120 plies thick and take about 30% of the load in the critical section of the wing-pivot fitting. It was found that, although the doublers passed the cold proof-load test (CPLT) and the associated building block fatigue tests, small defects of less than 0.1 mm in size led to extensive delamination and dis-bonding in under 1000 flight hours. From the technical point of view, the F-111 wing pivot fitting repair led to a number of important conclusions. Inter-laminar failure considerations, rather than the adhesive allowables, should drive the final design concept, with attention paid to both static strength and fatigue in the initial design process. Specific attention must be paid to assuring that the inter-laminar stresses and the strain energy density in the adhesive are beneath the fatigue design allowables.
Impact damage
The 1979 USAF studyCitation30 pioneered the understanding of the effect that impact damage can have on the operational life of a composite structure. As is the case with the growth of delamination damage the large scatter associated with impact damage growing under operational flight load spectra is large.Citation30-32 Much more recently Molent and ForresterCitation33 suggest that the “fastest” growing impact damage is an exponential function of the flight loads and therefore conforms to the formulation outlined in the USAF approach to assessing the risk of failure.Citation20
Integration of through-life data interoperability with in-service aircraft sustainment
The lifting of a composite structure and sustainment of composite operational aircraft requires a detailed understanding of delamination, dis-bonding and impact damaged composite and bonded structures. This in turn requires knowledge of fatigue thresholds, both for a no growth designCitation15 and for the slow growth design approach.Citation13,14 The scatter in the fatigue threshold and the associated delamination growth curves is so largeCitation31,34 that there are no currently existing standards for determining these.
This implies that there are aircraft in-service, for which unanticipated incipient failure cannot be ruled out, necessitating inspection, maintenance and repair processes, or component redesign and refit, in the light of in-service operational experience. In the aerospace industry, continuing airworthiness regulations dictate the maintenance schedule; however, should unanticipated problems be encountered, an Airworthiness Directive (AD) is issued, mandating additional actions necessary to restore airworthiness. Other in-service experience might lead to improvements that are optional, and this information is communicated through Service Bulletins (SB). Thus the regulation of industry itself has a key role in data communications, and should be viewed as a substantive part of the through-life data interoperability requirement.
To meet the challenge of “Game-changing technologies for aerospace”, it must be recognized that the limits imposed on design by current uncertainty lead to over-design and inefficient use of material. At the same time, uncertainty regarding component fatigue life places costly demands on inspection frequency and maintenance costs. In view of this, it is clear that new methods, techniques and approaches, soundly based on scientific discovery or exhaustive experimental testing, should be adopted as soon as possible after their applicability becomes established.
The process by which this adoption is facilitated is one in which the tenets of through-life data interoperability should play a vital role.
The COMP-LIFE project
The technical challenges discussed above highlight the need for a focus on composite products, the complex data management problem, and the pertinent and timely nature of the challenges. The use of composites in aerospace applications has been increasing rapidly, and with each new airframe or engine designed there are new generation composite components. The development and through-life management of those new composite components, for which there might be no directly comparable in-service equivalent, is presenting a significant challenge, and demonstrating that current data communication methods are not always entirely adequate.
Product data IT systems
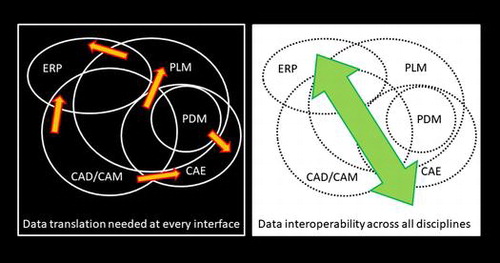
Most major companies engaged in engineering product design, manufacture and operation have developed an internal business structure around the concepts of Product Life-cycle Management (PLM) or Product Data Management (PDM), and as such have adopted IT systems which embody these capabilities. In many cases, the PDM/PLM systems have grown out of Computer Aided Engineering (CAE) software packages, or have been developed to link to these. Engineering software vendors have always been acutely aware of the need to be able to exchange information between their own systems and those of competitors, and as a result STEP (ISO 10303-203 “Product data representation and exchange”) has been implemented widely for design geometry transfer. In addition to that, the vendors have adopted their own conventions for interoperability. While these vendors are vying for attention, and there are many published reports of how usage of their software has enabled major engineering companies to overcome their problems, there is little mention of standards, and the present authors have been unable to find any mention at all of ISO 10303-235. Well-publicized development directions of the major vendors’ software systems mention “Beyond PLM”,Citation35 and “Industry 4.0”.Citation36 It is not clear whether the vision for these yet completely encompass the through-life, cross supply-chain product data interoperability needs.
Economic benefits of data representation standardization
It is clear that an IT system going beyond the current PDM/PLM vision, using ISO 10303-235, is required to meet the needs of the engineering industry. The costCitation37 of not doing this is hard to quantify, not least because of its commercially sensitive nature. Costs, or economic benefits, from the standardization of digital data representation could be categorized as being (i) cost savings achieved through data processing, (ii) opportunity costs, and (iii) potential costs.
Cost savings achieved through data processing
The data processing cost is that related to the collection and manipulation of data to produce meaningful information during the life-cycle a product. A cost saving can be achieved by data standardization. For example, in the engineering industry, testing is a common activity during the product life-cycle and it needs and generates significant amounts of data. By standardizing the digital representation of data, processing costs can be reduced by eliminating the need for non-value added activities, such as manual search and compilation of test data, and ensuring adequate understanding of its applicability.
Opportunity cost
The “opportunity cost” refers to a resource or an economic value forgone in order to choose one particular alternative instead of another. For example, let’s assume a company spends money on translating data from one format to another: a non-value-added activity. If the need for this were removed, then the money saved could be spent on further product design activity, leading to higher profits: a value added activity. In this case, the “opportunity cost” is the forgone extra sales revenue.
Potential cost
In this context, “potential cost” refers to the negative consequences caused by data problems, e.g. inaccuracy, inconsistency, incomplete data, incorrect values, misinterpretation, or missing data. It can also be considered as “externalities”.Citation38
In practice, each of these problems might lead to significant negative economic consequences. For example, the potential for “reputation cost” spans the everyday low level damage caused by slowness of information transfer, right through to the unfortunate incident where a component has failed unexpectedly in-service, giving rise to major repair costs, loss of complete machine or plant, and in the worst case, environmental disaster or deaths. Under the latter circumstances, the first step of an investigation would be to determine the root cause of the failure, by identifying failed components and then following the audit trail. Where the audit trail is easily accessible and the information held is complete and transparent, this task is made easier. It is also clear that, where information is complete and transparent, it would have been available to all those involved in design and decision-making regarding the component, and that every load case eventually that would have been reasonably conceivable would have been considered and addressed. In other words, it would not only aid the investigation, it would also have made an incident, where there would have been design culpability, much less likely to have occurred.
Another example of “potential cost” would be of cost relating to design or operation decisions taken, which were not optimal, and where a better decision could have been taken had the necessary information been made more readily available. For the design of complex components, where composites are a new material choice, such problems are quite frequently encountered as the implications of the load cases on the design features are hard to anticipate. Experience from similar components could be helpful in anticipating such design problems. Engineering companies do try to address this by managing logs of “Lessons learned” and encouraging communications between personnel carrying out similar work, but even so, finding such information in time is often a matter of serendipity.
ISO standards
Digital representation of product information
Over the past 30 years, the ISO Technical Committee 184 Sub-committee 4 Industrial data (ISO TC184/SC4)Citation39 has developed the ISO 10303 series of standards for digital product data representation and exchange – the SC4 Standards, also known as STEP – in order to achieve the objective of integrated digital product information. These International Standards, specified in the computer language EXPRESS,Citation40 provide a common global language for the representation of engineering data, described in a series of computer-understandable information models, and independent of proprietary software. Information models in the ISO 10303 family of standards are of two types:
| • | Integrated Generic Resources (IGR) – representations of the basic concepts of engineering and manufacturing in a single generic information model; and | ||||
| • | Application Protocols (AP) – selections from, and extensions of, the generic model to represent specific industrial applications. | ||||
An AP contains the data values, and is implemented in, or interfaced to, proprietary engineering application software for the processing, communication and archiving of the engineering data.
The organization of the ISO 10303 family is illustrated in Figure but the range of the Generic Resources is greater than is shown in the illustration. This organization is important because it means that all of the Application Protocols use the same information structures for the same engineering concepts. As a result, the combination and integration of several Application Protocols that were originally created separately is now an active area of development of the technology moving to have one integrated approach to the modelling of all engineering information. For example see the Modelling and Simulation information in a collaborative Systems Engineering Context (MoSSEC) project.Citation41
Figure 1 Diagrammatic structure of ISO 10303 Product data representation and exchange. © Ferroday Ltd, 2017; used with permission.
SC4 Standards are the equivalent of engineering specifications and so they can support the management of the quality control and quality assurance of the information as with any other engineered product. ISO 80008 provides guidance on the quality control of digital information based on measurable conformance to a specification. The syntax of the data file of instances of the entities in an ISO 10303 standard can be defined by one of the following standards:
| • | ISO 10303-21 – an ASCII text file (Part 21 file); | ||||
| • | ISO 10303-26 – a binary representation of the data using the HDF5 format; | ||||
| • | ISO 10303-28 – an XML representation of the Part 21 file. | ||||
Standards for simulation representation
ISO 10303209 Composite and metallic structural analysis and related design (AP209)Citation42,43 was developed to enable companies using different CAD and FEA systems to exchange engineering design and analysis data using the same information model and the standard file formats. AP209 includes configuration management data to ensure that design and analysis information carried out by the different teams is related to the correct product versions. AP209 ensures that configuration-managed CAD and FEA data can be reused in the future even when systems have been changed or are no longer available.
The information model of Edition 1 of AP209 represents data for the following main concepts:
Finite-element data
This includes models, analysis definitions and load cases, and results. A model can be specified down to the level of element shape functions, discretization points and integration rules. Static and natural frequency analyses are within the scope.
Configuration management data
A version of the finite-element model is linked to a version of the product. This ensures that the correct finite-element data may be associated with the correct version of a product within a Product Data Management (PDM) system.
Product geometry
The Standard can record both the design geometry and the idealized geometry created for the analysis. Nodes, finite elements, their edges, faces, and volumes can be explicitly associated with aspects of the product geometry. Element properties, loadings or boundary conditions on a curve, edge, surface, or volume of the geometric model can be specified.
Composite lay-up
The lay-up of a composite part can be specified in detail. Shape, stacking sequence, and property information can be supplied for individual plies and their fiber orientations.
The second edition of AP209 has been re-named as Multidisciplinary analysis and design, and builds on Edition 1 of ISO 10303-239, reflecting more recent developments in the U.S.A. and in Europe. This now includes Computational Fluid Dynamics (CFD) and a generalized mesh-based numerical analysis capability and also enables the incorporation of the latest methods for the representation of CAD model. A consortium of aerospace and defense industry companies are collaborating on a project, Long Term Archiving and Retrieval (LOTAR),Citation44 focusing on the use of these standards for the long-term archiving of digital analysis data.
The result is a comprehensive resource for the integration of analysis data with CAD and manufacturing requirements, in a digital representation independent of proprietary software, leading to greater opportunities for global industrial collaboration.
Standards for product property representation
ISO 10303-45: Material and other engineering properties is a part of the Integrated Generic Resource (IGR), developed by Ferroday Ltd as a model for the digital representation for any property of a product and its value. The meaning or semantics of a “property”Citation45 is defined by the particular process required for its measurement: it may describe the behavior of either a product or a process. A quantity can be defined independently, but a property cannot be independent since it is related to the process of its measurement and to the object that it describes. There are two types of quantitative properties:
| • | Simple – making a comparison with a standard quantity (length, time, weight, voltage, etc.): different measurement methods produce the same result; | ||||
| • | Complex – where the meaning of the property is defined by the measurement process (e.g. hardness, fracture, creep strength) and different measurement processes will create properties with different semantics. | ||||
In both types, the measure of the value of a property will depend on the type and conditions of the measurement process – the data environment. Communicating the value of a property without also specifying the data environment reduces the semantics of the measure value and its validity and this is the essential concept of ISO 10303-45.
ISO 10303-235: Engineering properties for product design and verification (AP235)Citation46,47 is the Application Protocol (AP), also developed by Ferroday Ltd, which extends ISO 10303-45 to represent the collection of processes determining the value of a product property. The entity-relationship model in ISO 10303-235 is sufficiently general to apply to any property of any product measured by any method. As there are thousands of names of properties and testing methods, it is not possible to include all their names and definitions in the information model. Therefore, the AP235 model can reference a computer-understandable dictionary of names of testing methods and properties, conforming to ISO 13584. A prototype of such a dictionary has been demonstrated. This approach means that there can be many dictionaries for the different knowledge domains or industrial systems in which the model can be applied. An illustration of the scope of ISO 10303-235 is illustrated in Figure . This concept of a dictionary of testing methods and their properties has been demonstratedCitation48 by creating a prototype dictionary of some of the testing methods and their properties described in Military Handbook 5.Citation49
Figure 2 Overview of scope of ISO 10303–235. © Ferroday Ltd, 2017; used with permission
The information model in the second edition of ISO 10303-235 was built from the IGR using the same information structures that the second Edition of AP209 used for the corresponding engineering concepts. AP209 uses the representation structure for a property defined in ISO 10303-45 that is also the foundation of ISO 10303-235. There are many other corresponding representations in the two standards, allowing the possibility for product data and properties represented by ISO 10303-235 to be consolidated and compared with product data and analysis results represented by ISO 10303-209.
ISO 13584 parts library (PLIB)
The majority of the information models in the standards developed by ISO TC184/SC4 are entity-relationship models. These types of models provide the means to capture complex relationships between the features and other properties of a single product. An alternative means to specify the information about an object is as a member of a classification, which describes a relationship to other objects by means of subtype and super-type relationships. This alternative approach leads to a model that is able to describe a collection of related products. For a detailed description, see Swindells and Wilkes.Citation50
Other standards
The potential problem with “standards” that are established by wide usage patterns, rather than ones that are deliberately and formally agreed, is that their onward development might be hindered by a fundamental limitations of the working structure, by divergence of usage introduced by different branches of the user base, or by the dissolution of the founding group. A particular example might be the use of XML, and its application to data used in finite-element analysis,Citation51 where data transfer in this way is limited to similar analysis activities within similar analysis packages: the usage cannot span the through-life requirements for all the product development disciplines.
Consolidating data from several stages in the life-cycle of a composite material product
The increasing industrial interest in through-life data management is evidenced through activities such as those of MoSSECCitation41 and LOTAR.Citation44 These activities are largely focused around AP209, or are proposals for extending this functionality further. ISO 10303-235 was created to address such needs, and although it has been published since 2009, there is relatively little evidence of widespread penetration.Citation52 In view of this, and the need to both publicize and validate its use, the major objective of the COMP-LIFE project, was the demonstration of the use of the ISO 10303-235 to represent product and property data from several stages in the life-cycle of composite products. This work has been successfully completed.
The starting materials for which property data were represented were: resin and hardener components; working properties of the mixture; cured system properties; properties of the E-glass component; as well as the textile weave style, the weave material components and their properties.
As an intermediate stage, test coupon property data were represented. The test coupon samples were cut 0° and 90° from four laminates, and a series of tests performed. The test conditions and property data represented using ISO 10303-235 were measurements of: tensile strength; flexural strength; fiber volume fraction; Poisson’s ratio; inplane shear strain; and inter-planar shear strain.
ISO 10303-235 was also used to represent the locations and dimensions of defects in a complex flanged component, where the defects were detected using a phased array ultrasonic probe. Two longitudinal scans of the component had been made in opposite directions and defects had been identified in various locations.
Finally, the capability was demonstrated on a finished product. This example was a composite beam, with cut-outs, that was loaded at four points to create bending. The beam was instrumented with nine strain gauge rosettes each capable of three micro-strain measurements oriented at 90°, 45° and 0° to the principal fiber direction. These measurements of actual strain were intended to be a verification of the values of local strain derived from a finite-element analysis of the behavior of the beam. Two data loggers recorded the micro-strain readings from 27 data points at one-second intervals in real time, with the load rate and micro-strain data presented in three Excel spreadsheets. This collection of data was transformed into two data files in the HDF5Citation53 format, conforming to ISO 10303-26, where the micro-strain values can be recorded as a function of the elapsed time of the test. This file could then be referenced as an external source of data from the ISO 10303-235 model, and the index references of a critical point in this file were specified as a value of a function in the model. The value of the sensor output at this critical point was recorded as a property value that depended on the conditions of the test at that time.
Overview of product life-cycle management/product data management
The concept that is now known as “Product Life-cycle Management”, or more frequently as simply “PLM”, has transcended the boundaries of its original meaning, and has been absorbed into common product development terminology, reflecting the broad range of through-life and cross supply-chain demands, and the personnel engaged in these aspects of the product development process. As discussed above, the ISO standards provide a basis for interoperability of data, and that ISO 10303-235 is particularly aligned to the needs of through-life product data. Thus, this section reviews the various types and nomenclature of product life-cycle management software, where ISO 10303-235 implementation is required.
Emergence of the concepts
Origins of product life-cycle management
The concept of PLM started about 30 years ago, growing from the notion of a product design development process. Typically, the process would include steps such as “Concept design”, “Detailed design”, “Verification/simulation”, “Test program manufacturing”, “Test”, “Production manufacturing”, and so on. In those days, this was nothing new, and many major engineering companies would have had their own name for such processes. As time progressed a number of common themes emerged.
The first of these was that product development process should be deemed to continue beyond entry into service, to reflect maintenance and end of life issues. As a result, the phases of the PLM process became known as “Conceive”, “Design”, “Realize”, and “Service”.
Secondly, it was recognized that the process was not a simple progression through steps, and some parts might be better represented by iterative loops. The iteration allowed information obtained later in the design process to be reflected in the product design. This information might arise from a change in the product specification, or it might represent analysis or test data results: in either case, making design flexibility a part of the process provides the basis for responsive and efficient design decision-making.
Finally, the computerization of the various steps in the product development process presented a need for interoperability of product data. Ensuring that the necessary software communication systems were in place would enable a more efficient and effective product development process. The software vendors that produced the Computer Aided Design (CAD), Computer Aided Engineering (CAE) and Computer Aided Manufacturing (CAM) software saw this as an opportunity to enhance their products. At this point, competitor software vendors began to realize that customers would only use their products if data generated in one piece of software could be read into another – in other words, the software should enable the PLM process. In response to this need, the vendors adopted a more open-architecture policy, and the need for standards for data interoperability was realized and implemented. At the same time, many vendors also developed a PLM software platform as a tool for managing the PLM process and the data generated during the process.
Product data management and enterprise resource planning
These days, the concept of “Product Data Management (PDM)”, see SrinivasanCitation54, is now commonly considered to be included within the concept of PLM, but its origins were different and distinct.
The focus of PDM is on the management of product data, which in the earlier days implied computer databases containing data such as product CAD schemes, materials data, analysis results, test results, and so on. It would also contain data such as “Bill of Materials (BOM)”, costs, prices, and logistical information: data systems containing that sort of data are also referred to as “Enterprise Resource Planning (ERP)” systems.
Current picture for PLM, PDM, and ERP
At the time of writing, the term PLM seems to be the most commonly used, and is generally understood to have the most inclusive meaning, that is, that PDM and ERP are implied within the overall concept of PLM. It is this inclusive usage that the present authors use from here on in.
On the one hand, it is apparent that PDM addresses the technical data for the product, and as such maps onto the data interoperability aspects of PLM. These days, such a software system should be capable of managing technical product data according to the ISO 10303 (STEP) standard. On the other hand the business-related PDM data, or ERP data, maps onto the through supply-chain and through-life aspects of PLM. While it is now common for all three terminologies to be used almost inter-changeably, the co-evolution has had an impact on how the standards have been developed.
Advances in engineering science and business practice, fueled by expanding IT capability in recent years, mean that the requirements of PLM are still expanding. A first attempt at creating a standard spanning those requirements, funded by NATO and MoD, is ISO 10303-239Citation55 “Product Life Cycle Support (PLCS)”. Several of the ISO standards support product life-cycle management in some way, including part 235 as demonstrated in the COMP-LIFE Project. The increasing integration and harmonization of the latest version of the information models should make it easier to combine them and tailor their use to appropriate views of the life-cycle.
The latest international developmentCitation56 is ISO 10303-242Citation57 which combines CAD and FEA and CFD into one model framework and incorporates ISO 10303-45 for materials and properties. The earlier editions of Part 242 are now implemented by the German automotive and international aerospace industries.
Design for Manufacture, verification, and validation
The demand for cheaper products and cost efficient manufacture has led to the creation of a number of concepts in design philosophy and in manufacturing working practice. The main ones are: “Design for Manufacture” (DfM), which has been expanded to consider all aspects of the product life-cycle and is now known as “Design for X (DfX)Citation58”; Product Life-cycle Management (PLM); Lean Manufacturing (LEAN); and Process Improvement, the concepts of which are registered by Motorola trademark as “Six Sigma”.
Although each of these concepts grew from individual initiatives, they have a great deal of commonality, and reflect the engineering design and manufacturing industry practice of today. Ameri and DuttaCitation59 consider the knowledge loop requirements of PLM and emphasize that PLM sits alongside practices such as LEAN and Six Sigma in that it represents a cultural change just as much as a set of processes and methodologies.
Design verification vs. design validation
Frequently the terms “verification” and “validation” are used interchangeably, so it is necessary here to explain that there is an important distinction. “Verification” refers to a continuous checking process, while “validation” is the final check.
For example, during the development of a component, for each design iteration there might be a verification step: this verification might be a geometric check that the component can be fitted in place during assembly, or it might be a stress analysis calculation to provide confidence that it would survive the in-service loads. The important fact to remember is that these verification steps are incomplete: they answer only a part of the requirement, and they might do so with poorer quality initial information or with a low fidelity method. They are still valuable, as they facilitate the design process. In contrast, the validation step is complete, and it is almost always carried out using physical hardware, rather than electronic models.
In the context of design verification and validation with the product life-cycle, Maropoulos and CeglarekCitation52 present an excellent review of the application of ISO 10303 standards across a very broad range of product development disciplines.
Capabilities generally embodied
The initial capability requirements, to support design, analysis, verification, and validation, are well understood and are implemented in all the leading CAD/CAM and CAE software tools. With the development of new manufacturing methods, there are emerging requirements that once in place would facilitate agile manufacturing.
Sudarsan et al.Citation60 propose a product information modeling framework for product life-cycle management with the vision to integrate
… all the information produced throughout all phases of a product’s life cycle to everyone in an organization at every managerial and technical level, along with key suppliers and customers.
Their work discusses the National Institute of Standards and Technology (NIST)Citation61 and the Core Product Model (CPM),Citation62 Unified Modelling Language (UML),Citation63 and Enterprise Resource Planning (ERP),Citation64 as well as ISO 10303 and EXPRESS.
The gap between PLM, ISO 10303, and the “need”
Many recent authors point out that some aspects of PDM/PLM are encapsulated in ISO 10303 standards, while some are not. Other authors point out that PLM is not and cannot be expected to be a substitute for ISO 10303. The point is that ISO 10303 provides a common point for development. Although, in 2005, Patil, Dutta, and SriramCitation65 asserted in 2005 that ISO 10303 had some shortcomings because the designer’s intent is not captured and because geometry-related semantics are not mapped, by 2009 Mehta, Patil, and DuttaCitation66 explore the suitability of STEP for PLM within a complex supply-chain organization, and conclude that while several standards support some aspects of PLM, no single monolithic standard exists to support all the components of PLM.
It is clearly the case that while PLM and ISO 10303 have some commonality in terms of intention, and address certain aspects of the through life-cycle information interoperability, between them, they still do not span the complete need.
On-going research on particular aspects of the need include, for example, CAD geometry for architecture for CFD simulation of fire in buildings.Citation67 The need for a “Manufacturing Service Description Language (MSDL)” is presented by Ameri and DuttaCitation68,69, who explain the “Virtual Enterprise (VE)” concept and discuss the difficulties in agreeing standards due to the complexity of manufacturing knowledge, and describe an ontological approach.
Zhao et al.Citation70 discuss the measurement of manufacturing process environmental impact performance, in the context of ISO 10303-242. Inspection methods, including non-contact dimensional inspection are discussed by Srivatsan et al.Citation71, Hardwick and LoffredoCitation72 describe STEP-NC AP-238 and CNC processing, and Lipman and LubellCitation73 discuss conformance checking of the as-manufactured component. Bostelman, Albus and StoneCitation74 apply geometric information to problems in robotics and access for assembly and construction.
The changing nature of “materials”
Before considering the properties of particular materials, it is first appropriate to consider what is meant by a material property, the quality of the data that constitutes that property, and how it might be appropriate to use that property.Citation75 For “new” materials, it might be the case that good quality materials property data are not available at the initial component design stage. Until that component design is developed further, it might not be cost effective to begin a thorough materials characterization test program, and consequently it might be considered very reasonable to use approximate data: at that stage one is concerned with questions such as, “What sort of material would be appropriate?” or “Roughly what dimensions would be required?” Although the final design verification would not be based on approximate materials property data, it is clear that in this case the design process would, and therefore this approximate material property should form a part of the audit trail. As it is not precise data, it should not be mistaken for better quality material data and be used in an inappropriate manner. It rapidly becomes clear that data, without context, is liable to be misinterpreted.
The difficulty lies in the way material property information was managed in the past, and the habitual thinking that resulted from this. Until the boom in the use of composites, the majority of high performance materials were metallic alloys. Their structure was considered homogeneous and isotropic properties and could thus be characterized by bulk properties. In some cases, particular manufacturing processes would lead to variation from that: sheet metal rolling can give rise to direction dependent Young’s modulus, forging processes can lead to internal residual stresses, etc., but these became known factors for special consideration at the design verification stage. Because these factors lead only to relatively small changes to localized stress within the component, for each new component designed any necessary adjustments to the design could be anticipated by experience gained during the design of previous similar components. If the component were to fail at the verification stage, then the adjustment to the design would be relatively minor, and even be achievable within the geometric tolerances of component blanks that might have already been prepared and in inventory ready for full-scale component production.
In modern times, even for alloy components, this approach is becoming increasing flawed. The drive to reduce costs, improve efficiency and reduce waste, has led to a complete inter-linkage between design, manufacturing process physics, and manufacturing process management. This sea-change was instigated by DemingCitation76,77, who used observation and statistical analysis methods to fuel a manufacturing revolution.Citation78 More recent terminology encompassing this revolution, or aspects within it, includes Design for Manufacture (DfM), “Six Sigma” or Process Excellence, Kaizen and LeanCitation79. Fundamentally, many of the past assumptions concerning working processes are now considered wasteful or inefficient. For example, the ideal practice of “Near Net Shape” manufacturing ensures that an initial manufacturing process, such as forging, produces a part which requires minimal further manufacture processing. This means reduced waste material, and reduced processing time. It also means that there is minimal geometrical tolerance thereby probably ruling out the possibility of finish-manufacturing a component to a revised design, but that is unlikely to be an issue, since holding excessive inventory is also considered wasteful as it represents material committed and work done but not yet transformed into a profit.
The above points are indicative of the whole, but the real enablers for this radical change are the increasingly powerful software tools for engineering design, simulation, and optimization. The days of re-design following the verification stage should now be over: finite-element analysis verification of a design is no longer a single gate before a major validation test but a diagnostic tool in the design optimization loop. The final design should represent an efficient use of material, able to be manufactured without undue processing, and economic for in-service duty (e.g. being low weight). The design should not only take into account convenience and handling during product assembly, it should also consider dis-assembly for maintenance. Optimization is not merely concerned with finding the minimum weight or the minimum cost, but in weighing up a myriad of requirements and attempting to meet all of them to an appropriate degree.
The optimization loop starts at the very beginning of the component design, so it starts before any mature materials properties, specific to the new component, are available. Note that approximate materials data can still be very helpful in driving design optimization decisions, but mature materials properties would be useful in the latter stages of the optimization and would be essential to the verification step. Materials capability development can thus run in parallel with product development.
Surface layer property manipulation has been a regular part of traditional high performance component design for centuries. Surface coatings can be applied to create a barrier against temperature, erosion, or chemical attack.Citation80 Other forms of surface manipulation, such as plasma nitridingCitation81 or shot peening,Citation82 lead to the formation of a residual compressive stress layer close to the surface, which provides protection against crack initiation. Alternatively, the coating is the actively engineered “component”, for example low-friction surfaces or high-quality reflective surfaces for optical instruments, but a consequence is that there is an extraordinary surface tolerance demand on the material substrate.Citation83 It is clear that any description of the material properties of a component, with such a surface treatment as described above, such take cognizance of the materials and processing involved in the surface treatment methodology. In terms of the ISO 10303 (STEP) terminology, it is convenient to consider a “material” as being, in itself, a “product”, and to follow the same nomenclature in every aspect of its properties definition.Citation9
Looking beyond the “bulk” material paradigm, it is clear that materials have been “designed” at the substructure level since antiquity, and this is well illustrated in the development of alloys, whereby the presence of different elements influences the metallic crystal grain structure. Heating/cooling and strain can influence the crystalline phase, and the crystal size, shape, and orientation. This means that the manufacturing processing can have a significant influence on the final component properties.Citation84 Developing the manufacturing process to create products to be made from “designed materials” will have a profound effect on the duty capability of the product, and this cannot be directly related to the “bulk” material properties, nor to the strength enhancing surface treatments.
Composite materials
Composite materials represent one very particular form of “designed material”, and while to a large extent the current weight-reduction and component optimization challenges are being addressed through increased use of fiber-reinforced organic matrix composites, the scene is being set in readiness for multiphase materials of many forms, with “functionally graded” properties, and which could be enabled by the rapidly developing additive manufacturing revolution.Citation85,86 Capture and characterization of functionally graded material properties presents a challenge both to the physical testing and to the materials property representation within the design verification step.Citation87 In the meantime there has been an explosion of interest in composites for weight sensitive applications, and this has been well publicized in aerospace and also for automotive applications. What has not been so well documented is the difficulties faced by those industries to maintain and manage their materials database information for the new composite components, such that the audit trail of what quality of material data was used and at which stage of the design.
Designing with composites requires a significantly greater volume of data than designing with metals, in consequence of the design variables relating to the material anisotropy, ply orientations, and method of fabrication.Citation88,89 These data can then be used in Lamination theory (LT) to predict the strength and stiffness of a given laminate. LT can be used to combine properties and the orientation of each ply in a predetermined stacking sequence to predict the overall performance characteristics for a laminate.
The test data requirement must also address factors such as the Environmental knock-down factors,Citation90 B-Basis scatterCitation91 and the effect of impact damage or holes.Citation92 Also, the prediction of failure in composites by numerical or analytical methods is not fully matureCitation93–95 and is still heavily reliant on test data. This was one of the main objectives of the COMP-LIFE Project, which was mainly realized. The scope of ISO 10303-235 includes the capability to represent property values as matrices and as tensors. The scope also includes the representation of the processes for the knock-down factors and the qualification of values as B-Basis and similar descriptions.
Matrix polymers and fiber reinforcement materials
During the design and certification stages, much time and energy is devoted to ensure a robust composite component. For example, to collect the test data required to design for damage tolerance requires testing a large range of different lay-ups and thickness for different impact energy levels; however, the results would be only applicable to the particular fiber, resin, layup, and manufacturing method combination in question.Citation96
Advanced composites normally constitute continuous fibrous reinforcement. Fibers have excellent axial properties.Citation97,98 Fibers commonly used for advanced composite reinforcement are carbon, boron, aramid, E-glass, and S-glassCitation99 although the aerospace industry is mostly concerned with carbon fibers as they offer the greatest mechanical performance per unit. This excellent performance is attributed to the molecular structure of the carbon in the fiber, which is an allotrope of carbon called turbostatic graphite.Citation100,101
Flaws, inclusions, voids, and damage
Anomalies such as porosity, micro-cracking, and delamination resulting from processing discrepancies; inadvertent edge cuts, surface gouges and scratches, damaged fastener holes, and impact damage are all common manufacturing defects. Damage can also occur in detail parts or components during assembly, transport, or during operation.
Process quality controls and inspection will ensure that any large and obvious flaws or damage to a component would lead to that component being identified and scrapped or re-worked. In the case of smaller flaws that are either impractical, or too difficult or expensive to prevent, it is necessary to specify acceptable limits for the flaws that can be tolerated and those that cannot: these limits, or the method by which they are applied, should also be considered part of the material specification. Currently the industry relies on keeping porosity volume fraction very low, and by inspecting for individual voids above a limiting size. Analytical workCitation102 representing voids with statistical distribution through a test region suggests that higher levels of porosity could be acceptable, and proposes an inspection methodCitation103-105 for efficient identification of void cluster characteristics.
Non-obvious engineering property consequences
The difference in stiffness and strength between fibers and matrix leads to some obvious consequences regarding the stiffness and strength of a composite component: the component will withstand high levels of tensile loading applied in directions where there are plies with similar fiber alignment. The same is broadly true for compressive loading; however, the presence of matrix material and other fiber direction plies plays an important role. Under sufficiently high compressive loading, fibers can buckle to form kink bands,Citation106 and this initiates the failure of the component. This is important: for metals or materials which are isotropic or near isotropic, failure is usually thought of as a material property. Composites are in reality structures built from a combination of materials, and the failure of a composite component is frequently initiated by a structural mechanism. It is noteworthy that under the ISO 10303-235 standard, a “material” is treated as a “product”, meaning that this distinction in failure mechanism can be captured.
An issue that is easy to overlook is the fact that a laminated composite component is generally stiff and strong in-plane, but is weak through the thickness. In the early adoption of composites, the components selected for composite design were those for which through-thickness properties were not important; however, this presented design challenges for interfaces of composite components with other parts of the overall product. Traditional mechanical joining methods, such as bolting, had to be re-thought, since bolting of sheet or flanges works by applying a high through-thickness compressive force.Citation107 As capability in designing for composites has increased, more composite components with more challenging load cases are being designed. Where, for a metal component, one load case might be insignificant compared with others, and might not merit special analysis verification attention, the same is not true for composites. This means that the analysis verification workload is increased. Noting that stress analysis for composites is still a niche engineering skill set,Citation108 this has the potential to impact on the engineering project design timeline.
Impact damage is a particular issue with composites, since even small energy impacts can give rise to hidden delamination damage.Citation109,110 For low energy impact, the delamination damage might be invisible, but would significantly reduce the duty capability of the component. In the design of composite components for which impact is an important factor, allowance might be made for pre-determined levels of delamination, based on “Barely visible impact damage (BVID)” inspection.
Finally, another major design requirement for composite components, particularly airfoils, is performance under vibration and the possibility of failure through high cycle fatigue (HCF). For metallic components, there is usually specimen test data available for ~109 cycles, and the fatigue life of the component can be predicted with confidence at the design verification stage. For composites, this approach is problematic because the matrix material is viscoelastic and also a poor heat conductor, so testing gives rise to localized heating. As a result, in order to prevent overheating, the load cycle frequency has to be kept low, making tests of HCF life over ~107 unfeasible. The alternative is to rely entirely on resonance testing of a test component, with continuously adaptive forcing frequency in order to keep the forcing on resonance.Citation111
For materials scientists and researchers, each of these testing challenges presents a technical challenge and an opportunity for scientific discovery. For product development engineers, the complexity obscures the real issues: the difficulty in achieving complete test validation of a component, and the subsequent need to record, communicate and manage unanticipated in-service failures appropriately in order to ensure on-going serviceability.
Manufacturing, inspection, and metrology methods
Throughout the last 40 years of using polymer composites in the aerospace sector, designers and manufacturing engineers have progressed from relatively small lightly loaded components and sections of structure such as ailerons and fairings to heavily stressed and critical items such as the main wing and fuselage of the Boeing 787, the Airbus A400M and the Airbus A350 aircraft, as well as gas turbine engine components such as the fan blade and containment casing.Citation112–114 High fiber volume is essential for good aircraft structure performance. It is also important that distribution of both fiber and resin is uniform throughout the component. The typical values for an aerospace composite lay-up of unidirectional pre-impregnated fibers, known as a “pre-preg”, and cured in an autoclave,Citation115 is approximately 54%, aerospace RTMCitation116 components could be 57%, and some new resin infusion and advanced pultrusionCitation117 processes could be above 60%. Although a simple “Rule of Mixtures (ROM)” approachCitation118 predicts an increase in performance with increased fiber volume fraction (Vf), in reality some important material properties such as compression after impact strength begin to diminish as the resin content becomes insufficient to support the fibers. One of the major difficulties associated with composite manufacture is that of void formation during impregnation and cure.Citation119 These process-induced material variations must be understood and communicated back to the design stage, and the selection of both manufacturing process type and resin/fiber system will be influenced by the specific properties required for different parts of the aircraft.
Other parts of the aircraft are not so severely stressed but require different sets of properties. As an example, the leading edges of the wings, empennage, and nose cone all have a high risk of bird strike and will require high composite toughness and resistance to impact and delamination.Citation120-122 Other parts of the aircraft with more complex geometries, such as fuselage doors, fairings, pressure bulk heads, and landing gear doors, might be manufactured using processes more suited to forming these complex and relatively small-scale components than can be achieved using pre-preg processes.
As the size, stress values, and criticality of parts increase, manual input is substituted by complex sophisticated robotic machinery,Citation123 which delivers consistency, freedom from defects, and increased processing speed.
Many of the alternative processes to pre-preg production reduce cost by eliminating the autoclave stage, forming the composite by weaving,Citation124 winding,Citation125 stitchingCitation126 or assembling a dry fiber preform which is then infused or infiltrated with a fluid resinCitation127 to produce the final component. Composite components produced via these processes do not achieve the same levels of stiffness and strength as those produced via the pre-preg route, but can have other advantages, for example, fiber arrangements can be multi-directional (e.g. a 3D fiber architectureCitation128-130), giving significant improvements in delamination and impact resistance.
In many instances, uncertainties associated with existing damage, as well as economic considerations, necessitate a reliance on inspection and repair programs to ensure the required structural capability is maintained. Typical composite in-process non-destructive inspection (NDI) methods are: visual, through-transmission ultrasonics (TTU),Citation131 pulse-echo ultrasonics,Citation132 X-ray,Citation133 and other advanced NDI methods such as enhanced optical schemesCitation134 and thermography.Citation135
No discussion of the manufacture and life performance of composites would be complete without the consideration of 3D reinforcement techniques.Citation136 A conventional pre-preg formed from a stack of plies can be reinforced in the through-thickness direction by stitching, tufting, or “z-pinning”. Each of these techniques presents problems, potentially causing problems of damage to the in-plane fibers of the pre-preg, and causing other distortions. While it can achieve through-thickness reinforcement, that is at the expense of downgrading the in-plane properties.
Design and optimization in the context of complex composite components
Because design for composite components offers so many options: fiber choice, matrix choice, fiber orientation, and manufacturing methods, there is a great deal of potential for optimization in the design. For example, Li, Volovoi and HodgesCitation137 present an overview of the design optimization of the helicopter rotor blade, describing a multitude of design parameter options, analysis and verification methods and the issues of linking design study analysis results to parameterized new designs needed for the iteration step in the optimization process.
The multiplicity of options also means that there is also a greater potential for manufacturing tolerance variation to cause knock-on detrimental performance in the component, necessitating a much more stringent quality process involving test and inspection methods, for which the data must be stored. These days, optimization is not simply a case of selecting materials and modifying geometry so as to minimize cost or weight. Materials choice and geometrical modification still dominate the process, but the nature of the “objective function” has changed to take cognizance of the number of manufacturing processes, tooling changes, or surface quality requirements: such issues indicate labor and machine time, which contribute to the component cost. In general, the prediction of the whole-life cost of a productCitation138,139 is a very complex problem, but a necessary one to enable design optimization for cost.
Since composite materials present such a high potential for property variability, the issue of “design robustness” must be considered carefully. Alongside the modeling the costs of materials and manufacturing processes, the overhead of the cost of ensuring quality should also be accounted for in the optimization cost model.Citation140
ISO 10303-209 in the context of the design of composite products
Hunten, Feeney and SrinivasanCitation141 review the usage of ISO 10203-209 in the context of design and analysis of composite components, and the embodiment of it within the leading CAD and CAE software products. They comment that the composite design philosophy is currently “2½ D”, meaning that the information captured is essentially based on a “2D” representation, with some particular adaptations; however, a fully “3D” representation methodology will become necessary. They also note that the STEP composites modular capabilities and additive manufacturing will be incorporated into the new ISO 10303-242 “Managed Model-Based 3D Engineering”.Citation57
Dutta et al.Citation142 and subsequently Patil et al.Citation143,144 propose an information models for heterogeneous objects and also of layered manufacturing, which uses 2D slice concepts from ISO 10303. Adjustment of localized layer thickness is described by Alexander and DuttaCitation145, and a feature-based approach, using B-spline modeling is presented by Qian and DuttaCitation146. Other work in layered manufacturing is reviewed by Dutta et al.Citation147, by Pratt et al.Citation148 and by Premkumar et al.Citation149.
Potentially transformative developments in IT
To date, the storage and communication of digital product information has been enabled by the developments in Information Technology (IT). Initially, the availability of computer hardware and programming languages made it possible to perform higher precision engineering verification analysis, typically using Finite-Element Analysis (FEA), than was possible using traditional hand calculations. Gradually design drawing boards were retired making way to Computer Aided Design (CAD) software. Within the technical engineering domain, linking CAD and FEA was the logical next step. In parallel, IT business systems were being developed, initially to manage finances and later to manage customer and supplier information, logistics, and for project management, which ultimately developed into Enterprise Resource Planning (ERP) software.
Over the past 20 years it has become the norm in the workplace to have a computer on every desk, and connected to the corporate intranet. Levels of connectivity have gradually increased, such that the supply-chain and much of the Internet is accessible, with restrictions based on data sensitivity and export control, rather than on connection capability. In this environment, all the IT-based information systems are evolving toward an all-inclusive “PLM” system. Let us first consider the nature of the immediate requirements and the IT capabilities that will meet those needs.
Accessibility and transparency
This future vision should clearly encapsulate all the through-life and cross supply-chain data communication needs, and expand capability and capacity to transfer greater amounts of data. The data quantity is not to be underestimated, to carry output decks from increasingly high fidelity FEA models, and also from high resolution test data such as high speed video data, and 3D image information. The capability goal certainly represents a challenge, but it is a recognized one, and can in principle be managed within the ISO 10303-235 methodology. In regard to capacity, internet bandwidth is increasing, with significant national government support,Citation150,151 as it is deemed to be of strategic economic importance.
Storage and the cloud
KomorowkiCitation152 presents an interesting study of hard drive cost per gigabyte since the 1980s. While the cost had been falling at an exponential rate until around 2009, he notes that over the past seven years the price per gigabyte has not reduced substantially. The reasons proposed for this were that, firstly speed has replaced price as the more significant market driver, and secondly, that usage has moved away from the computer and physical storage to smart phones and tablets with cloud storage.
The data in the study were taken from historical price lists: not only have the demographics of the market have changed with change in prices, so too have the usage styles and expectations of the consumers – business or personal. 20 years ago, the employees driving and the developing adoption of office computing systems were themselves far more likely to be home computer users than otherwise.Citation153,154 These days, although the personal usage is a huge part of the market, its relevance should not be discounted. IT usage experiences in our personal life have a tendency to drive our expectations for IT capability in the office, since the user base for entertainment and social usage is far larger, and thus more developed than IT for specialized business purposes.
Control of data access
In order to achieve consolidated information sharing there are also practical and pragmatic decisions to be made about what constitutes the “supply-chain”. The total information set will contain data that are not necessary to all supply-chain partners, and some of that information might be of a commercially sensitive nature or it might be export controlled.
For example, consider a complex product comprised of multiple components that are manufactured and supplied by a number of companies. For some of those machine components there will frequently be more than one supplier: data held about the component made by supplier A should not be transmitted to supplier B.
For export-controlled technology, care has to be taken to ensure adequate information access is feasible to the countries where the suppliers are situated, and, under US ITAR (International Traffic in Arms Regulations)Citation155 and EAR (Export Administration Regulations),Citation156 consider the nationalities of the employees who would work on the component. Practical issues associated with this include the need to locate server storage on appropriate national soil, and the ability to determine the geographic location, nationality, and the employing company of the user who is trying to draw the data down from the server.
Where there is a need to restrict the flow of information, it must obviously be complied with, but this should not be interpreted as carte blanche to restrict information flow for reasons of convenience, or to accept failure of the “interoperability” of data sharing system.
Business to Business (B2B) IT support
A supply-chain is a system of entities, individuals, activities, information, and resources involved from supplier to customer. One of the key topics in supply-chain management is the effective and efficient management of data from different internal and external systems. For example, in 2012, Airbus dealt with 200 tier 1 suppliers for its Airbus A380 modelCitation157: this presents a practical challenge as to how to exchange data between Airbus and its suppliers.
For B2B communication of manufacturing information, an “Integrated Product and Process Data (IPPD)” approachCitation158 is proposed by Kulvatunyou et al., who show this could facilitate the process of evaluating manufacturing process capability and supporting business negotiation.
Another example concerns the achievement of “in-transit visibility”, which is a critical success factor in the age of Internet of Things (IoT). According to Gartner’s estimation,Citation159 by 2020, the number of devices connected to the Internet will reach 20.8 billion. An agreed standard will be required by industry so that different systems and devices from different businesses partners can communicate to each other in a common language. Furthermore, data representation standardization will increase the transparency and speed of such transactions.
Finally, just to indicate the breadth of applicability of the methods available, Aklouf and DriasCitation160, talk about the need for a business process ontology layer in the context of a web-based shopping service. They note that EXPRESS serves this need, and describe PLIBEditor and an extension that they made to it to support a user friendly user interface for interactive product selection requests.
New computing
The pertinent question is to what extent has the availability of IT capability lead the development of PLM, and to what extent has current IT capability been challenged by the needs of PLM and through-life product data interoperability? Perhaps now is the right time for a holistic future vision.
Big data and data analytics
The terms “Big Data” and “Data Analytics” are now frequently used, and relate to the transformative power of analytical software algorithms interacting with large quantities of apparently mixed and unconnected data. The central notion of “Big Data” is the challenge of storage, access and interpretation of increasingly large quantities of data, while “Data Analytics” deals with algorithms to address this issue. It is increasingly being recognized that such methods can play a significant role in business intelligence.Citation161 It is but a small step to recognize that these methods can also be used as a proactive means of communication of through-life product data through the extended supply-chain and customer base.
The most powerful demonstrations of the power of such tools can be seen in performance of some of the biggest brand shopping and social media sites. Mayer-Schönberger and CukierCitation162 present a well-researched yet popular account of Big Data, set in the context of questions such as how social media websites manage the feed so that more interesting posts appear higher up the list, and how do the supermarket retailers manage to ensure stocks of seasonal and perishable goods in the approximate quantities that the customers desire.
In the context of PLM and through-life communication of product data, data analytics techniques could be used to provide early diagnosis of incipient problems, such as recognizing patterns from maintenance information, usage conditions, and experience on similar components in the fleet. To some extent, this type of activity is already a feature of Predictive MaintenanceCitation163,164 and Structural Health Monitoring,Citation165,166 but the adoption of these ideas is currently rather limited to particular aspects of the component or machine life management.
It is of interest to note the development of a new annual international conference, on Data Analytics and Management in Data Intensive Domains,Citation167,168 which was first formed in 2015.
Discussion
Visions for future product data interoperability implementations
Vision for facilitation of product data interoperability – “Status Quo but shinier”
The current capability provided by the ISO 10303 (STEP) and other related ISO standards, combined with the functionality of today’s leading CAD/CAM, CAE, PDM/PLM, and ERP software tools, provides a strong basis for the development and through-life support of composite products. Incremental improvements and capability enhancements will overcome any current shortfalls, although this might be at the cost of the additional effort implied by manual intervention.
Developments in the technologies for manufacture, assembly, inspection, and maintenance, might require special consideration, but the fundamental structure of the ISO standards and the capability of the EXPRESS language provide a framework within which such development can take place.
Easily achieved enhancements would rely on the fundamental structure, but provide a better interface to the personnel working within the extended supply-chain. In the first instance, difficulties of description and input of property information can be overcome through the development of web-based tools. Enabling the free-flow of information to those who require it will streamline the process of performing the engineering work by circumventing the need for formal request of documentation between supply-chain partners. Competition between the vendors of the leading software packages will drive enhancements to the user-interface and provide intuitive information search capability.
Vision for enhanced product data interoperability – “Product Life-cycle Management in twenty-first Century”
The vision described above is probably representative of the expectations of many engineering companies that operate within a complex supply-chain. The present authors feel that this lacks ambition and vision because it fails to recognize the extent of the capabilities growing in the IT sector.
As stated before, the ISO standards and the EXPRESS language can and should provide a foundation: it is the tools for engagement with the information held that require consideration. The biggest problem with the current system is not with the storage, or even with the access to the data, but with informing the human user of the data that there is some information available that he or she should know about. To some extent, systems like “Lessons Learned Logs” try to address this, but they rely on the initiative of individuals to check through updates that are often seen as irrelevant.
Big Data analytics methodologies have the capability to discover patterns in data. By matching a pattern of usage or component design, manufacture or in-service difficulties to human users who are engaged in similar work, the system could automatically alert the company to issues at the earliest possible stage. In the event of a major problem, such a system would assist bringing together the personnel with the most appropriate experience, in order to resolve it quickly. The documentation step is vital, as it would provide information which could be used to assess cost savings that it made possible. It would also document which users were more responsive and adaptable, and thus provide a means for rewarding problem-solving capability.
Conclusions
This paper describes the successful demonstration of the use of ISO 10303-235 for the representation of through-life composite product data. It also notes the importance of through-life composite product data interoperability in the aerospace industry, and identifies three key practical issues:
| • | Product life-cycle management | ||||
| • | The changing nature of materials | ||||
| • | The potential for developments in Information Technology to be transformative. | ||||
In regard to product life-cycle management, standardization of the digital representation of data can help businesses to automate data processing, across the whole supply-chain and through the complete product life-cycle. For example, data from different business partners with different systems can be assembled more quickly, cheaply, and efficiently if the sources of data have standardized representations.
It is noted that, with the development of new materials, the perception of the nature of materials is changing, and with that so too are the requirements for data information models for materials properties. Data standardization drives transparency, improves the efficiency of data analysis, and enhances data accuracy. For example, a standardized material data representation can be reused in different scenarios without manual intervention.
Current developments in Information Technology have the potential to be highly transformative. While standard digital data representation means that different systems and devices from different businesses partners can communicate to each other in a common language: big data analytics methodologies could transform that communication by providing a dynamic alert of tailored relevant information to each human user working within the supply-chain. Implementation of ISO standards, including ISO 10303-235 and more general uptake of the capability by industry will enable this transformation.
Funding
This work was supported by Innovate UK, under “Game-changing technologies for aerospace” [grant number 132254].
Acknowledgements
The authors acknowledge financial support from Innovate UK, under the “Game-changing technologies for aerospace” call, grant reference 132254.
References
- InnovateUK Website: available at https://www.gov.uk/government/organisations/innovate-uk/about, (last accessed 2 December 2016).
- COMP-LIFE Blog Site: available at https://complifesite.wordpress.com/about/, (last accessed 2 December 2016).
- Ferroday Limited Website: available at http://www.ferroday.co.uk/, (last accessed 2 December 2016).
- Axis Composites Limited Website: available at http://www.axis-composites.com/, (last accessed 2 December 2016).
- Wrexham Glyndwr University’s ‘Analytical Decision Making’ research group website: available at https://www.glyndwr.ac.uk/en/Research/Ourresearch/AnalyticalDecisionMakingResearchGroup/, (last accessed 27 July 2017).
- The International Organization for Standardization Website: available at http://www.iso.org/iso/home.htm, (last accessed 2 December 2016).
- Wikipedia Webpage ‘ISO 10303’: available at https://en.wikipedia.org/wiki/ISO_10303, (last accessed 2 December 2016).
- M. Hardwick: ‘Data exchange using STEP’, in ‘Mechanical engineers’ handbook’, (ed. M. Kutz), 3rd edn, Vol. 1, 725–731; 2006, Hoboken, NJ, Wiley.
- N. Swindells: ‘The representation and exchange of material and other engineering properties’, Data Sci. J., 2009, 8, 190–200.10.2481/dsj.008-007
- J. Rouchon: ‘Fatigue and damage tolerance evaluation of structures: the composite materials response’, 22nd Plantema Memorial Lecture, 25th ICAF Symposium, Hamburg, Germany, Rotterdam, The Netherlands, 2009, National Aerospace Laboratory NLR, NLR-TP-2009-221.
- D. Gates: ‘Boeing 787 wing flaw extends inside plane’, Seattle Times, 30 July 2009, available at http://www.seattletimes.com/business/boeing-aerospace/boeing-787-wing-flaw-extends-inside-plane/, (last accessed 27 July 2017).
- T. Abe: ‘Composite application challenge in primary aircraft structures’, ICAS Biennial Workshop 2011, Stockholm, 5 September 2011.
- Federal Aviation Authority: ‘Airworthiness Advisory Circular No: 20-107B’, Composite Aircraft Structure, 2009, 8 September 2009.
- Department of Defense Joint Service Specification Guide, Aircraft Structures. JSSG-2006, October 1998.
- Composite Materials Handbook: ‘Volume 3: polymer matrix composites materials usage, design and analysis’, March 2012, Published by SAE International. available at http://books.sae.org/r-424/.
- G. B. Murri: ‘Evaluation of delamination onset and growth characterization methods under mode I fatigue loading’, NASA/TM-2013-217966, Langley Research Center, Hampton, VA, 2013.
- A. J. Brunner, S. Stelzer, G. Pinter and G. P. Terrasi: ‘Cyclic fatigue delamination of carbon fiber-reinforced polymer-matrix composites: data analysis and design considerations,’ Int. J. Fatigue, 2016, 83, 293–299.10.1016/j.ijfatigue.2015.10.025
- A. Mujtaba, S. Stelzer, A. J. Brunner And and R. Jones: ‘Influence of cyclic stress intensity threshold on the scatter seen in cyclic Mode I fatigue delamination growth in DCB tests,’ Compos. Struct., 2017, 169, 138–143.10.1016/j.compstruct.2016.07.080
- R. Jones, S. Stelzer and A. J. Brunner: ‘Mode I, II and mixed Mode I/II delamination growth in composites’, Compos. Struct., 2014, 110, 317–324.
- A. P. Berens, P. W. Hovey and D. A. Skinn: ‘Risk analysis for aging aircraft fleets - Volume 1: analysis’, WL-TR-91-3066, Flight Dynamics Directorate, Wright Laboratory, Air Force Systems Command, Wright-Patterson Air Force Base, Dayton, OH, October 1991.
- ‘Loss of rudder in flight air Transat Airbus A310-308 C-GPAT, Miami, Florida, 90 nm S’, Report Number A05F0047, Transportation Safety Board of Canada, 6 March 2005.
- S. A. Barter, L. Molent and R. H. Wanhill: ‘Typical fatigue-initiating discontinuities in metallic aircraft structures,’ Int. J. Fatigue, 2012, 41, 1–198.
- D. L. Potter: ‘Primary adhesively bonded structure technology (PABST): design handbook for adhesive bonding’, USAF Technical Report, AFFDL-TR-79-3129, Long Beach, CA, November 1979.
- L. J. Hart-Smith: ‘Design methodology for – bonded-bolted composite joints, Vol. II. Use manual and computer codes’, Technical Report AFWAL-TR-81-3154, Long Beach, CA, February 1982.
- LJ Hart-Smith, ‘Adhesive bonded double lap joints’, Report NASA CR-112235, Hampton, VA, NASA Langley Research Center, January 1973.
- LJ Hart-Smith: ‘The strength of adhesive-bonded double-lap joints’, IRAD Technical Report No. MDC-J0367, Long Beach, CA, Douglas Aircraft Company, November 1969.
- LJ Hart-Smith: ‘The strength of adhesive-bonded single-lap joints’, IRAD Technical Report No. MDC-J0742, Long Beach, CA, Douglas Aircraft Company, April 1970.
- C. Kourloufas and J. Wittkopp: ‘F/A-18A/B inner wing bonded joint defects – through life management strategy’, ADF Aircraft Structural Integrity Symposium (AASIS16), 16th–18th November 2016, available at http://www.defence.gov.au/DASP/ConferencesAndSeminars/Presentations.asp, (last accessed 27th July 2017).
- L. Molent and R. Jones: ‘The F111C wing pivot fitting repair and implications for the design/assessment of bonded joints and composite repairs,’ in ‘Aircraft sustainment and repair’, (eds. R. Jones, N. Matthews, A. A. Baker and V. Champagne Jr.), Chap. 10; 2018, Oxford, UK, Elsevier Butterworth-Heinemann Press.
- D. E. Pettit, K. N. Lauraitis and J. M. Cox: ‘Advanced residual strength degradation rate modeling for advanced composite structures volume I – task I: preliminary screening’, AFWAL-TR-79-3095, Burbank, CA, August 1979.
- G. Clark and T. J. Van Blaricum: ‘Load spectrum modification effects on fatigue of impact damaged, carbon fibre composite coupons,’ Composites, 1987, 18, 243–251.10.1016/0010-4361(87)90414-9
- D. S. Daunders and T. J. Van Blaricum: ‘Effect of load duration on the fatigue behaviour of graphite/epoxy laminates containing delaminations,’ Composites, 1988, 19, (3), 217–228.10.1016/0010-4361(88)90240-6
- L. Molent and C. Forrester: ‘The lead crack concept applied to defect growth in aircraft composite structures,’ Compos. Struct., 2017, 166, 22–26.10.1016/j.compstruct.2016.12.076
- R. Jones, A. J. Kinloch, A. J. Brunner and J. G. Michopoulos: ‘Is the FAA slow growth approach to certification of composite and bonded structures feasible?’, Proceedings 14th International Congress on Fatigue, ICF14, Rhodes, Greece, 18th–23rd June.
- ‘Beyond PLM,’ available at http://www.engineering.com/PLMERP/ArticleID/9229/Will-Dassault-Systemes-beyond-PLM-vision-be-realized-any-time-soon-TV-report.aspx.
- ‘Industry 4.0’, available at http://www.engineering.com/PLMERP/ArticleID/6958/Siemens-Tesis-PLMware-and-Industry-40.aspx.
- A. Moreno: ‘Interoperability: costs and benefits’, in ‘Interoperability for digital engineering systems’, (ed. A. Moreno), Part I, Ch. 2; 2015, Milan, Franco Angeli Edizioni.
- J. Emblemsvaring: ‘Life-cycle costing: using activity-based costing and Monte-Carlo methods to manage future costs and risks’; 2003, Hoboken, Wiley.
- List of ISO Technical Committees Website, available at http://www.iso.org/iso/home/standards_development/list_of_iso_technical_committees.htm, (last accessed 7th December 2016).
- D. A. Schenk and P. R. Wilson: ‘Information modeling: the EXPRESS way’, 1994, New York, NY, Oxford University Press. List of ISO technical committees website: http://www.iso.org/iso/home/standards_development/list_of_iso_technical_committees.htm, (last accessed December 7th 2016).
- ‘Modelling and Simulation information in a collaborative Systems Engineering Context (MoSSEC)’, available at http://www.mossec.org/, (last accessed 3rd August 2017).
- K. Hunten: ‘Design and manufacture of composite materials’, in ‘Interoperability for digital engineering systems’, (ed.A. Moreno), Part I, Ch. 8; 2015, Milan, Franco Angeli Edizioni.
- K. Hunten: ‘ISO 10303-209: Composite material structure, shape and properties’ in ‘Interoperability for digital engineering systems’, (ed. A. Moreno), Part II, Ch. 4; 2015, Milan, Franco Angeli Edizioni.
- ‘Long Term Archiving and Retrieval – LOTAR’, 2017, available at http://lotar-international.org/, (last accessed 3rd August 2017).
- N. Swindells: ‘Materials and the properties of products’, in ‘Interoperability for digital engineering systems’, (ed. A. Moreno), Part I, Ch. 7; 2015, Milan, Franco Angeli Edizioni.
- N. Swindells: ‘ISO 10303-235: Engineering properties for product design’ in ‘Interoperability for digital engineering systems’, (ed. A. Moreno), Part II, Ch. 5; 2015, Milan, Franco Angeli Edizioni.
- ISO 10303-235 Website, available at http://www.ap235.org, (last accessed 7th December 2016).
- V. Kafka: ‘Reference dictionaries for product properties’, Proc. Int. Conf. Metal Fabrication and Welding Technology, Nottingham, UK, 2003, 273–281.
- ‘Military Handbook 5: Metallic materials and elements for aerospace vehicle structures’, MIL-HDBK-5H, Philadelphia, PA, U.S. Department of Defense, 1998.
- N. Swindells and W. Wilkes: ‘Product libraries’, (ed. A. Moreno), Part I, Ch. 10; 2015, Milan, Franco Angeli Edizioni.
- J. G. Michopoulos: ‘Development of the finite element modeling markup language’, Proc. ASME 2002 Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Montreal, Canada, September 2002, DETC2002/CIE-34406.
- P. G. Maropoulos and D. Ceglarek: ‘Design verification and validation in product lifecycle’, CIRP Ann. – Manuf. Technol., 2010, 59, (2), 740–759.
- The HDF Group: ‘What is HDF5?’, support website, available at https://support.hdfgroup.org/HDF5/whatishdf5.html2017, (last accessed 3rd August 2017).
- V. Srinivasan: ‘STEP in the context of product data management’, in ‘Advanced design and manufacturing based on STEP’, (ed. X. Xu and A. Y. C. Nee), 353–381; 2009, London, Springer.
- A. Moreno, X. Fiorentini and R. Bertucat: ‘ISO 10303-239: product life cycle support’, in ‘Interoperability for digital engineering systems’, (ed. A. Moreno), Part II, Ch. 7; 2015, Milan, Franco Angeli Edizioni.
- ‘Interoperability for digital engineering systems’, (ed. A. Moreno); 2015, Milan, Franco Angeli Edizioni.
- S. Vettermann: ‘ISO 10303-242: 3D Engineering and beyond’ in ‘Interoperability for digital engineering systems’, (ed. A. Moreno), Part II, Ch. 8; 2015, Milan, Franco Angeli Edizioni.
- R. E. Giachetti: ‘A standard manufacturing information model to support design for manufacturing in virtual enterprises,’ J. Intell. Manuf., 1999, 10, (1), 49–60.10.1023/A:1008916530350
- F. Ameri and D. Dutta: ‘Product lifecycle management; closing the knowledge loops,’ Comput.-Aided Des. Appl., 2013, 2, (5), 577–590.
- R. Sudarsan, S. J. Fenves, R. D. Sriram and F. Wang: ‘A product information modeling framework for product lifecycle management,’ Comput.-Aided Des., 2005, 37, 1399–1411.10.1016/j.cad.2005.02.010
- National Institute of Standards and Technology Website, available at https://www.nist.gov/, (last accessed 6th December 2016).
- S. Foufou, S. J. Fenves, C. Bock, S. Rachuri and R. D. Sriram: ‘A core product model for PLM with an illustrative XML implementation’, Proc. Int. Conf. on PLM, Lyon, France, March 2005.
- Unified Modeling Language Website, available at http://www.uml.org/ (last accessed 6th December 2016).
- E. Monk and B. Wagner: ‘Concepts in enterprise resource planning’, 4th edn; 2011, Boston, MA, CENGAGE Learning Custom Publishing.
- L. Patil, D. Dutta and R. Sriram: ‘Ontology-based exchange of product data semantics’, IEEE Trans. Autom. Sci. Eng., 2005, 2, (3), 213–225.
- C. Mehta, L. Patil and D. Dutta: ‘STEP in the context of PLM’, in ‘Advanced design and manufacturing based on STEP’, (ed. X. Xu and A. Y. C. Nee), 383–397; 2009, London, Springer.
- M. Spearpoint: ‘Transfer of architectural data from the IFC model to a fire simulation software tool,’ J. Fire Protect. Eng., 2007, 17, (4), 271–292.10.1177/1042391507074681
- F. Ameri and D. Dutta: ‘An upper ontology for manufacturing service description’, Proc. ASME 2006 Int. Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Philadelphia, USA, September 2006, DETC2006-99600.
- F. Ameri and D. Dutta: ‘A matchmaking methodology for supply chain deployment in distributed manufacturing environments’, J. Comput. Inf. Sci. Eng., 2008, 8, (1), 011002. DOI:10.1115/1.2830849.
- Y. F. Zhao, N. Perry and H. Andriankaja: ‘A manufacturing informatics framework for manufacturing sustainability assessment’, Proc. 20th CIRP Int. Conf. on Life Cycle Engineering, Singapore, April 2013, Springer, 475–480.
- V. Srivatsan, R. Katz, D. Dutta and B. Powałka: ‘Dynamic error characterization for non-contact dimensional inspection systems’, J. Manuf. Sci. Eng., 2008, 130, (5), 051003, DOI:10.1115/1.2952820.
- M. Hardwick and D. Loffredo: ‘Challenges and choices in the specification and implementation of the STEP-NC AP-238 standard,’ J. Comput. Inf. Sci. Eng., 2007, 7, (3), 283–291.10.1115/1.2768090
- R. Lipman and J. Lubell: ‘Conformance checking of PMI representation in CAD model STEP data exchange files’, Comput.-Aided Des. 2015, 66, 14–23.
- R. V. Bostelman, J. S. Albus and W. C. Stone: ‘Toward next-generation construction machines’, Proc. American Nuclear Society 9th Topical Meeting on Robotics, Seattle, WA, USA, March 2001, available at https://www.nist.gov/node/599961.
- M. M. Farag: ‘Quantitative methods of materials selection’, in ‘Mechanical engineers’ handbook’, (ed. M. Kutz), 3rd Edn, Vol. 1, 466–488; 2006, Hoboken, NJ, Wiley.
- W. E. Deming: ‘Out of the crisis’, 1986, Cambridge, MA, MIT Center for Advanced Engineering Study.
- M. Walton: ‘The Deming management method’, 1986, New York, NY, Penguin Putnam.
- J. K. Liker: ‘The Toyota way’, 2004, New York, NY, McGraw-Hill.
- M. L. George, J. Maxey, D. Rowlands and M. Upton: ‘The LEAN Six Sigma pocket toolbook’, 2005, New York, NY, McGraw-Hill Education.
- ‘Metallurgical and ceramic protective coatings’, (ed. K. H. Stern), 1996, London, Chapman & Hall.
- Y. Sun and T. Bell: ‘A numerical model of plasma nitriding of low alloy steels,’ Mater. Sci. Eng. A, 1997, 224, 33–47.10.1016/S0921-5093(96)10561-X
- D. W. Hammond: ‘Fatigue fracture in the presence of shot peeing residual stresses: initiation, propagation and relaxation phenomena’, PhD thesis, Cranfield Institute of Technology, Cranfield, UK, 1988.
- C. Atkins, J. Mitchell and P Rees: ‘Non-contact profilometry of E-ELT segments at OpTIC Glyndwr’, Proc. SPIE8126, Optical Manufacturing and Testing IX, 81260 M, San Diego, CA, USA, August 2011, DOI:10.1117/12.893690.
- S. Kalpakjian and S. R. Schmid: ‘Manufacturing engineering and technology’, 7th Edn; 2013, London, UK, Pearson Ed Asia.
- C. Barnatt: ‘3D printing: the next industrial revolution’, 2013, CreateSpace Independent Publishing Platform.
- C. Barnatt: ‘3D printing: second edition’, 2014, ExplainingTheFuture.com.
- P. Yang and X. Qian: ‘A B-spline-based approach to heterogeneous objects design and analysis,’ Comput.-Aid. Des., 2007, 39, 95–111.10.1016/j.cad.2006.10.005
- A. Baker, S. Dutton and D. Kelly: ‘Composite materials for aircraft structures’, 2nd edn, 2004, Reston, VA, AIAA.
- I. M. Daniel and O. Ishai: ‘Engineering mechanics of composite materials’, 2nd edn, 2005, Oxford, UK, Oxford University Press.
- C. Soutis and D. Turkmen: ‘Moisture and temperature effects of the compressive failure of CFRP unidirectional laminates,’ J. Compos. Mater., 1997, 31, (8), 833–848.
- M. R. Talagani, Z. Gurdal, F. Abdi and S. Verhoef: ‘Obtaining A-basis and B-basis allowable values for open-hole specimens using virtual testing’, AIAAC-2007-127, 4th Ankara Int. Aerospace Conf., September, 2007, METU, Ankara.
- U. Polimeno and M. Meo: ‘Detecting barely visible impact damage detection on aircraft composites structures,’ Compos. Struct., 2009, 91, (4), 398–402.10.1016/j.compstruct.2009.04.014
- A. S. Kaddour and M. J. Hinton: ‘Progress in failure criteria for polymer matrix composites: A view from the first World-Wide Failure Exercise (WWFE),’ Failure Mech. Polym. Matrix Compos., 2010, 3–25.10.1533/9780857095329.1.3
- O. O. Ochoa and J. J. Engblom: ‘Analysis of progressive failure in composites,’ Compos. Sci. Technol., 1987, 28, 87–102.10.1016/0266-3538(87)90092-3
- B. B. Liao and P. F. Liu: ‘Finite element analysis of dynamic progressive failure of plastic composite laminates under low velocity impact,’ Compos. Struct., 2017, 159, 567–578.10.1016/j.compstruct.2016.09.099
- P. Shyprykevich, J. Tomblin, L. Ilcewicz, A.J. Vizzin, T.E. Lacy, and Y. Hwang: ‘Guidelines for analysis, testing, and non-destructive inspection of impact-damaged composite sandwich structures’, DOT/FAA/AR-02/121, March 2003.
- A. A. Griffith: ‘‘The phenomena of rupture and flow in solids,’ Philos. Trans. Roy. Soc. London A, 1921, 221, 163–198.10.1098/rsta.1921.0006
- G. H. Erçin, P. P. Camanho, J. Xavier, G. Catalanotti, S. Mahdi and P. Linde: ‘Size effects on the tensile and compressive failure of notched composite laminates,’ Compos. Struct., 2013, 96, 736–744.10.1016/j.compstruct.2012.10.004
- C. Soutis: ‘Fibre reinforced composites in aircraft construction,’ Prog. Aerospace Sci., 2005, 41, (2), 143–151.10.1016/j.paerosci.2005.02.004
- ‘Chemistry and physics of carbon’, (ed. P. L. Walker Jr. et al.), Vol. 1–28, New York, NY, Marcel Decker.
- C. Soutis: ‘Carbon fiber reinforced plastics in aircraft construction,’ Mater. Sci. Eng.: Part A, 2005, 412, 171–176.10.1016/j.msea.2005.08.064
- A. J. McMillan: ‘Material strength knock-down resulting from multiple randomly positioned voids,’ J. Reinforced Plastics Compos., 2012, 31, (1), 13–28.10.1177/0731684411422614
- A. J. McMillan, E. Archer, A. McIlhagger and G. Lelong: ‘Strength knock-down assessment of porosity in composites: modelling, characterising and specimen manufacture,’ in ‘Proc. Modern Practice in Stress and Vibration Analysis, Journal of Physics: Conference Series’, Vol. 382, Glasgow, UK, August 2012, 012027. DOI 10.1088/1742-6596/382/1/012027.
- A. J. McMillan: ‘Defect identification and characterization algorithms for assessing effect on component strength’, Proc. 15th European Conf. Composite Materials, Venice, Italy, June 2012.
- A. J. McMillan: ‘Method for locating artefacts in a material’, United States Patent US8774497B2, granted 8th July 2014.
- S. T. Pinho, P. Robinson and L. Iannucci: ‘Fracture toughness of the tensile and compressive fibre failure modes in laminated composites,’ Compos. Sci. Technol., 2006, 66, (13), 2069–2079.10.1016/j.compscitech.2005.12.023
- E. W. Godwin and F. L. Matthews: ‘A review of the strength of joints in fibre-reinforced plastics,’ Composites, 1980, 11, (3), 155–160.10.1016/0010-4361(80)90008-7
- D. Brosius: ‘Is a composites technical talent shortage looming?’, CompositesWorld, 2015, website, available at http://www.compositesworld.com/articles/is-a-composites-technical-talent-shortage-looming, (Last accessed 12th December 2016).
- A. Baker, S. Dutton and D. Kelly: ‘Composite materials for aircraft structures’, 2nd edn, Chap. 13, ‘Airworthiness considerations for airframe structures’, 477–490; 2004, Reston, VA, AIAA.
- Z. Mikulik and P. Haase: ‘CODAMEIN – Composite damage metrics and inspection (high energy blunt impact threat)’, European Aviation Safety Agency, Research Project EASA.2010/2, EASA website, available at https://www.easa.europa.eu/system/files/dfu/CODAMEIN_Report_20120312_highres.pdf, (last accessed 12th December 2016).
- F. Magi, D. Di Maio and I. Sever: ‘Scanning LDV measurement technology for vibration fatigue testing’, in ‘Rotating machinery, hybrid test methods, vibro-acoustics & laser vibrometry’, ‘Proc. 34th IMAC, A conference and exposition on structural dynamics’, (eds. J. De Clerk and D. S. Epp), 87–94; 2016.
- E. Blake: ‘Innovation in commercial aircraft the 787 Dreamliner cabin,’ Res. Technol. Manag., 2010, 53, (6), 24–29.
- G. Marsh: ‘Composites flying high,’ Reinforced Plastics, 2014, 58, (3), 14–18.10.1016/S0034-3617(14)70133-X
- G. Marsh: ‘Composites in commercial jets,’ Reinforced Plastics, 2015, 59, (4), 190–193.10.1016/j.repl.2015.06.001
- P. Hubert, G. Fernlund and A. Poursartip: ‘Autoclave processing for composites’, in ‘Manufacturing techniques for polymer matrix composites (PMCs)’, (ed. S. Advani and K.-T. Hsiao), 2012, Cambridge, UK, Woodhead Publishing Limited.
- D. Abraham and R. McIlhagger: ‘A review of liquid injection techniques for the manufacture of aerospace composite structures,’ Polym. Polym. Compos., 1996, 4, (6), 437–443.
- S. Black: ‘Pultruding costs out of aerospace parts’, High-Perform. Compos., 2009. available at https://www.compositesworld.com/articles/pultruding-cost-out-of-aerospace-parts.
- C. R. Barrett, W. D. Nix and A. S. Tetelman: ‘The principles of engineering materials’, 318; 1973, Englewood Cliffs, NJ, Prentice-Hall.
- J. R. Lowe, M. J. Owen and C. D. Rudd: ‘Void formation Resin Transfer Moulding’, Proc. 4th Int. Conf. on ‘Automated Composites’ ICAC95, Nottingham, 1995, Institute of Materials, 227–234
- U. Polimeno and M. Meo: ‘Detecting barely visible impact damage detection on aircraft composites structures,’ Compos. Struct., 2009, 91, (4), 398–402.10.1016/j.compstruct.2009.04.014
- E. C. Cleary and A. Dickey, ‘Guidebook for addressing aircraft/wildlife hazards at general aviation airports’, CRP Report 32, US, Transportation Research Board, 2010.
- J. C. Prichard and P. J. Hogg: ‘The role of impact damage in post-impact compression testing,’ Composites, 1990, 21, (6), 503–511.10.1016/0010-4361(90)90423-T
- K. He, H. Nie and C. Yan: ‘The intelligent composite panels manufacturing technology based on tape-laying automatic system,’ Procedia CIRP, 2016, 56, 610–613.10.1016/j.procir.2016.10.120
- E. Archer, S. Buchanan, A. T. McIlhagger and J. P. Quinn: ‘The effect of 3D weaving and consolidation on carbon fiber tows, fabrics, and composites,’ J. Reinforced Plastics Compos., 2010, 29, (20), 3162–3170.10.1177/0731684410371405
- J. Mack and R. Schledjewski: ‘The filament winding process in thermoplastics’, in ‘Manufacturing techniques for polymer matrix composites (PMCs)’, (eds. S. Advani and K-T. Hsiao), 2012, Cambridge, UK, Woodhead Publishing Limited.
- T. Dooher, C. McGarrigle, D. Dixon, A. McIlhagger, E. Harkin-Jones and E. Archer: ‘Novel stitching yarn for improved delamination performance of carbon fibre composites’, 17th European Conf. on ‘Composite Materials’ ECCM17, Munich, Germany, 2016.
- E. Sozer, P. Simacek, and S. Advani: ‘Resin transfer molding (RTM) in polymer matrix composites’, in ‘Manufacturing techniques for polymer matrix composites (PMCs)’, (ed. S. Advani and K-T. Hsiao), Cambridge, UK, 2012, Woodhead Publishing Limited.
- E. Archer, J. Broderick, S. Buchanan and A. T. McIlhagger: ‘Internal strain measurement and impact response of three-dimensional angle interlock woven carbon fibre composites,’ J. Reinforced Plastics Compos., 2013, 32, (12), 912–924.10.1177/0731684413475720
- S. Buchanan, E. Archer, D. Townsend, S. Jenkins, A. T. McIlhagger and J. Quinn: ‘Determination of in-plane shear modulus of 3D woven composites with large repeat unit cells,’ Plastics Rubber Compos., 2012, 41, (4–5), 194–198.10.1179/1743289811Y.0000000060
- A. P. Mouritz, M. K. Bannister, P. J. Falzon and K. H. Leong: ‘Review of applications for advanced three-dimensional fibre textile composites’, Compos. Part A, 1998, 30, (12), 1445 or 14–45.
- K. Steiner, R. Eduljee and X. Huang: ‘Ultrasonic NDE techniques for the evaluation of matrix cracking in composite laminates,’ Compos. Sci. Technol., 1995, 53, 193–198.10.1016/0266-3538(95)00018-6
- R. E. Bouazzaoui, S. Baste and G. Camus: ‘Development of damage in a 2D woven C/SiC composite under mechanical loading: II. Ultrasonic characterization,’ Compos. Sci. Technol., 1996, 56, 1373–1382.10.1016/S0266-3538(96)90008-1
- I. Jandejsek, J. Jakubek, M. Jakubek, P. Prucha, F. Krejci, P. Soukup, D. Turecek, D. Vavrik and J. Zemlicka: ‘X-ray inspection of composite materials for aircraft structures using detectors of Medipix type’, J. Instrumentation, 2014, 9.
- E. Archer, S. King, J. P. Quinn, S. Buchanan, and A. T. McIlhagger: ‘Impact damage analysis of 3D woven carbon fibre composites using computed tomography’, 18th Int. Conf. on Composite Materials, ICCM-18, Jeju, South Korea, 2011, The Korean Society for Composite Materials, Seoul, Korea, Vol W02 (3).
- C. Meola, S. Boccardi, G. M. Carlomagno, N. D. Boffa, F. Ricci, G. Simeoli and P. Russo: ‘Impact damaging of composites through online monitoring and non-destructive evaluation with infrared thermography,’ NDT & E Int., 2017, 85, 34–42.10.1016/j.ndteint.2016.10.004
- A. P. Mouritz: ‘Tensile fatigue properties of 3D composites with through-thickness reinforcement,’ Compos. Sci. Technol., 2008, 68, (12), 2503–2510.10.1016/j.compscitech.2008.05.003
- L. Li, V. V. Volovi and D. H. Hodges: ‘Cross-sectional design of composite rotor blades’, 63rd Annual Forum of the American Helicopter Society, Virginia Beach, VA, May 2007, AHS Log No. 1370.
- L. B. Newnes, A. R. Mileham, W. M. Cheung, R. Marsh, J. D. Lanham, M. E. Saravi and R. W. Bradbery: ‘Predicting the whole-life cost of a product at the conceptual design stage,’ J. Eng. Des., 2008, 19, (2), 99–112.10.1080/09544820701803061
- Y. Xu, F. Elgh, J. A. Erkoyuncu, O. Bankole, Y. Goh, W. M. Cheung, P. Baguley, Q. Wang, P. Arundachawat, E. Shehab, L. Newnes and R. Roy: ‘Cost Engineering for manufacturing: current and future research,’ Int. J. Comput. Integ. Manuf., 2012, 25, (4–5), 300–314.10.1080/0951192X.2010.542183
- M. D. Wakeman and J-A. E. Månson: ‘Cost analysis’ in ‘Design and manufacture of textile composites’, (ed. A. C. Long), 2005, Ch. 10, 364–404, Cambridge, UK, Woodhead Publishing Limited, CRC Press.
- K. A. Hunten, A. B. Feeney and V. Srinivasan: ‘Recent advances in sharing standardized STEP composite structure design and manufacturing information,’ Comput.-Aided Eng., 2013, 45, 1215–1221.10.1016/j.cad.2013.05.001
- D. Dutta, V. Kumar, M. J. Pratt and R. D. Sriram: ‘Towards STEP-based data transfer in layered manufacturing’, Proc. 10th Int. IFIP WG5.2/5.3 Conf. PROLAMAT 98, Trento, Italy, September 1998, University of Trento, paper #45.
- L. Patil, D. Dutta, A.D. Bhatt, K. Jurrens, K. Lyons, M. J. Pratt and R. D. Sriram: ‘Representation of heterogeneous objects in ISO 10303 (STEP)’, Proc. ASME, Orlando, FL, USA, November 2000, available at https://www.nist.gov/node/606841.
- L. Patil, D. Dutta, A. D. Bhatt, K. Jurrens, K. Lyons, M. J. Pratt and R. D. Sriram: ‘A proposed standards-based approach for representing heterogeneous objects for layered manufacturing,’ Rapid Prototyping J., 2002, 8, (3), 134–146.10.1108/13552540210430979
- P. Alexander and D. Dutta: ‘Layered manufacturing of surfaces with open contours using localized wall thickening,’ Comput.-Aided Des., 2000, 32, 175–189.10.1016/S0010-4485(99)00079-2
- X. Qian and D. Dutta: ‘Feature-based design for heterogeneous objects,’ Comput.-Aided Des., 2004, 36, 1263–1278.10.1016/j.cad.2004.01.012
- D. Dutta, F. B. Prinz, D. Rosen and L. Weiss: ‘Layered manufacturing: current status and future trends,’ J. Comput. Inf. Sci. Eng., 2000, 1, (1), 60–71.
- M. J. Pratt, A. D. Bhatt, D. Dutta, K. W. Lyons, L. Patil and R. D. Sriram: ‘Progress towards an international standard for data transfer in rapid prototyping and layered manufacturing,’ Comput.-Aided Des., 2002, 34, 1111–1121.10.1016/S0010-4485(01)00189-0
- V. Premkumar, S. Krishnamurty, J. C. Wileden and I. R. Grosse: ‘A semantic knowledge management system for laminated composites,’ Adv. Eng. Inform., 2014, 28, 91–101.10.1016/j.aei.2013.12.004
- Federal Communications Commission: ‘National Broadband Plan’ website, available at https://www.fcc.gov/general/national-broadband-plan, (last accessed 8th December 2016).
- Gov.UK: ‘Guidance Broadband Delivery UK’ website, available at https://www.gov.uk/guidance/broadband-delivery-uk, (last accessed 8th December 2016).
- M. Komorowski: ‘A history of storage cost (update)’, website, available at http://www.mkomo.com/cost-per-gigabyte-update, (last accessed 8th December 2016).
- M. Igbaria and J. Iivari: ‘The effects of self-efficacy on computer usage,’ Omega Int. J. Mgmt. Sci., 1995, 23, (6), 587–605.10.1016/0305-0483(95)00035-6
- E. Karahanna and D. W. Straub: ‘The psychological origins of perceived usefulness and ease-of-use,’ Inform. Manage., 1999, 35, 237–250.10.1016/S0378-7206(98)00096-2
- U.S. Department of State, Directorate of Defense Trade Controls website, available at http://pmddtc.state.gov/index.html, (last accessed 2nd December 2016).
- U.S. Department of Commerce, Bureau of Industry and Security website, available at https://www.bis.doc.gov/index.php, (last accessed 2nd December 2016).
- Oliver Wyman: ‘Challenges for European aerospace suppliers’, 2015, Oliver Wyman. available at http://www.oliverwyman.com/our-expertise/insights/2015/mar/challenges-for-european-aerospace-suppliers.html.
- B. Kulvatunyou, R. A. Wysk, N. Ivezic and A. Jones: ‘Integrated product and process data for business to business collaboration,’ Artif. Intell. Eng. Des. Anal. Manuf., 2003, 17, (3), 253–270.
- ‘Gartner says 6.4 billion connected “Things” will be in use in 2016, up 30 percent from 2015’, Gartner website, , available at http://www.gartner.com/newsroom/id/3165317, (last accessed 12th December 2016).
- Y. Aklouf and H. Drias: ‘An adaptive e-commerce architecture for enterprise information exchange’, in ‘Enterprise information systems: concepts, methodologies tools and applications’, (ed. Mehdi Khosrow-Pour, et al.), 329–345; 2011, Hershey, PA, Information Science Reference, IGI Global.
- H. Chen, R. H. L. Chiang and V. C. Storey: ‘Business intelligence and analytics: from Big Data to big impact’, MIS Quart., 2012, 36, (4), 1165–1188.
- V. Mayer-Schönberger and K. Cukier: ‘Big data: a revolution that will transform how we live, work and think’, 2013, London, John Murray ().
- A. Kelly: ‘Maintenance strategy: business-centred maintenance’, 1997, Oxford, Butterworth-Heinemann, Elsevier Science.
- R. K. Mobley: ‘An introduction to predictive maintenance’, 2002, Woburn MA, Butterworth-Heinemann, Elsevier Science.
- C. R. Farrar and K. Worden: ‘An introduction to structural health monitoring,’ Philos. Trans. R. Soc. A, 2007, 365, 303–315.10.1098/rsta.2006.1928
- K. Diamanti and C. Soutis: ‘Structural health monitoring techniques for aircraft composite structures,’ Prog. Aerospace Sci., 2010, 46, (8), 342–352.10.1016/j.paerosci.2010.05.001
- ‘XVIII Int. Conf. Data Analytics and Management in Data Intensive Domains’, (Chair: I. Sokolov), October 2016, Ershovo, Moscow, available at http://damdid2016.frccsc.ru/en/conference_short.html.
- L. Kalinichencko, S. O. Kuznetsov and Y. Manolopoulos: ‘Data Analytics and Management in Data Intensive Domains,’ Proc XVIII Int Conf DAMDID/RCDL 2016, Oct 11–14 2016, Ershovo, Moscow, Russia, Springer, Berlin, Germany, available at http://www.springer.com/gb/book/9783319571348.