
ABSTRACT
Two novel two-step thermomechanical routes were developed to produce ultrafine-grained ferrite microstructures in a 10Ni–0.1C steel without high-strain deformation. Homogeneous ultrafine ferrite (UFF) structures having mean grain sizes down to 460 nm were fabricated by a total equivalent strain of 0.92 and exhibited high yield strength of 820 MPa with large uniform elongation of 10% and total elongation of 29%. The formation of UFF was attributed to two different phenomena, i.e. dynamic transformation from austenite to ferrite and dynamic recrystallization of ferrite.
GRAPHICAL ABSTRACT
IMPACT STATEMENT
Ultragrain refinement and remarkable strength-ductility properties can be achieved by controlling dynamic transformation and recrystallization in a thermomechanically controlled process without high-strain deformation.
Ultrafine-grained steels having simple chemical compositions without special alloying elements (e.g. plain carbon steels) and mean grain sizes smaller than 1 µm have large potential and benefits to replace some high-cost alloy steels with similar mechanical properties. Thermomechanically controlled processes (TMCP) can realize ultrafine ferrite (UFF) through various kinds of solid–solid reactions, i.e. recrystallization and phase transformation, occurring during the high-temperature deformation processes.[Citation1–8] Among the metallurgical mechanisms in TMCP, dynamic transformation (DT), which is the transformation from austenite to ferrite occurring during deformation of austenite, can achieve UFF of 1–3 µm.[Citation5,Citation9–11] However, the high strain required for fabricating UFF is the main obstacle to the practical application of the TMCP including DT. To obtain a homogeneous UFF structure throughout the thickness of materials, large accumulated strain over 2 is usually required.[Citation12] As a result, so far, UFF has been only achieved in the surface layers of plates.[Citation13]
Recently, some reports have revealed that in the TMCP where DT occurs, DT may not be the only mechanism for ferrite grain refinement.[Citation14,Citation15] The present authors have confirmed that dynamically transformed ferrite is further deformed, leading to the occurrence of dynamic recrystallization (DRX), which results in further ferrite grain refinement.[Citation16,Citation17] The novelty of this DRX of DT ferrite phenomenon is that the grain size of ferrite experiencing nucleation and some extent of growth prior to DRX could be very small. It has been well established that decreasing initial grain size (prior to DRX) can decrease the required strain for the initiation of DRX and enhance the nucleation rate and grain growth kinetics, i.e. DRX kinetics.[Citation18–21] It is implied that the required strain for the fabrication of ultrafine grains could be greatly reduced if the two grain refinement mechanisms, i.e. DT and DRX, could be well controlled in one TMCP. This will open the door to achieving ultragrain refinement down to nanoscale requiring no high strain in TMCP.
In the present study, we for the first time propose two novel TMCP routes composed of two-step deformation to achieve homogeneous UFF structures by controlling DT and DRX behaviors rather than applying large strains. The material used in this study is a 10Ni–0.1C steel (C: 0.111, Ni: 10.08, Mn: 0.01, P: 0.001, Si: 0.006, Al: 0.33, S: 0.0017, Fe: bal. (wt%)). Ortho-equilibrium temperature (Ae3) and para-equilibrium temperature (Ap3) of the steel are 686°C and 583°C, respectively. Cylindrical specimens with a height of 12 mm and a diameter of 8 mm were installed in a thermomechanical processing simulator (Thermecmastor-Z®, Fuji Electronic Industrial Co. Ltd.) for conducting TMCP. The TMCP processes including compression were conducted at high temperatures achieved by induction heating in a vacuum chamber. Microstructures at the center of the specimens on the section parallel to the compression axis were characterized by a field-emission-type scanning electron microscope (FE-SEM, FEI (Philips) XL30S FEG), electron back-scattering diffraction (EBSD) analysis performed in the FEG-SEM and transmission electron microscopy (TEM, Philips CM200FEG). Mechanical properties after the TMCP were examined by an uniaxial tensile test at room temperature with an initial strain rate of 8.3 × 10−4 s−1. Small-size tensile specimens with gage length, width and thickness of 2, 1 and 0.5 mm, respectively, were cut from the compressed specimens, so that the gage parts corresponded to the center of the specimens. Two square marks (diagonal length of about 40 µm) were made on the tensile specimens to demarcate the gauge length (2 mm). A digital image correlation (DIC) method was used to measure the displacement during the tensile test. High-resolution 2456 × 2058-pixel images were taken by a CCD camera (type: svs625MFCP, pixel (µm2): 3.45 × 3.45) at 10 frames/second. The displacement was obtained by calculating the change of the distance between the two marks in the images.
Two novel TMCP routes were designed for obtaining UFF structures. In the TMCP route-1 (Figure (a)), the specimen was austenitized at 700°C for 900 s, first cooled to a low temperature of 410°C at a rate of 30°C s−1, held for 10 s, pre-deformed by just 10% reduction (equivalent strain of 0.11) at a strain rate of 10°C s−1, reheated to 520°C at a rate of 55°C s−1and then deformed again by 50% reduction (equivalent strain of 0.81) at a strain rate of 10−2 s−1 followed by water-quenching. The aim behind this thermomechanical route was to significantly enhance the generation of defects in the metastable austenite through the pre-deformation at a high-strain rate, and to allow the DT and recrystallization to progress more completely through the major deformation at 520°C with a lower strain rate. In route-2 (Figure (b)), the austenitized specimens were pre-deformed at a lower temperature of 300°C (above the Ms temperature of 250°C) and subsequently underwent the same deformation schedule as in route-1.
Figure 1. Schematic illustrations of the TMCP route-1 (a) and route-2 (b).
The quenched microstructures after isothermal holding for 10 s at 410°C (Figure (a)) in route-1 and 300°C (Figure (c)) in route-2 were fully martensitic, indicating that no static transformation from austenite to ferrite occurred before the pre-deformations. The quenched microstructure after the pre-deformation at 410°C (Figure (b)) consists of mainly the martensitic phase and a small amount of ferrite (7% in area fraction). Figure (d) shows the microstructure of the specimen pre-deformed at 300°C and then isothermally held at 520°C for 4 s. The microstructure consists of martensite and tempered maternsite as well as a small amount of ferrite (8.7% in area fraction). This confirms the occurrence of deformation-induced martensitic transformation during the pre-deformation at 300°C, which results in dual phases of deformation-induced marternsite and deformed austenite (martensite in Figure (d) is the quenched phase from austenite) just after the pre-deformation. When the pre-deformed dual-phased structure was isothermally held at 520°C, the deformation-induced marternsite was tempered and ferrite transformation from deformed austenite occurred.
Figure 2. SEM images of the specimens water-quenched before pre-deformation (a,c) at 410°C (a) in the route-1, 300°C (c) in the route-2 and after pre-deformation at 410°C (b). (d) is an SEM image of the water-quenched specimen pre-deformed at 300°C and then isothermally held at 520°C for 4 s. F, M and TM indicate ferrite, martensite and tempered martensite, respectively. C.A. represents compression axis.
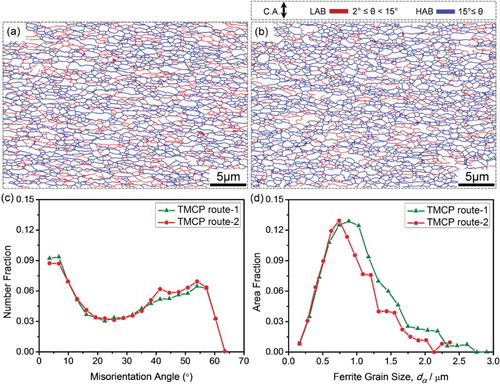
Figure (a) and 3(b) are EBSD grain boundary maps of the specimens processed in TMCP route-1 and route-2, respectively. They show microstructures composed of mainly ultrafine equiaxed ferrite grains together with some portions of coarse elongated ferrite. The coarse elongated grains are divided by a number of low-angle boundaries (LABs). They are clearly formed by DT and subsequently deformed. The existence of equiaxed grains indicates the occurrence of DRX of ferrite.[Citation14–17] The fractions of high-angle boundaries (HABs) in the specimen processed in route-1 and route-2 are 70% and 75% (Figure (c)), respectively, revealing highly recrystallized microstructures. Grain size along the compression axis was measured by the linear interception method counting only HABs. The mean grain sizes of ferrite obtained in route-1 and route-2 are 0.55 and 0.46 µm (Figure (d)), respectively. It should be noted that it is the first time to obtain such uniform and UFF structures without severe plastic deformation (only 60% in total reduction).
Figure 3. EBSD grain boundary maps of specimens processed in the TMCP route-1 (a) and route-2 (b). The LABs with misorientation of 2–15° and the HABs with misorientation above 15° are drawn in red and blue lines, respectively. (c) and (d) show distributions of boundary misorientation angles and ferrite grain sizes corresponding to (a,b).
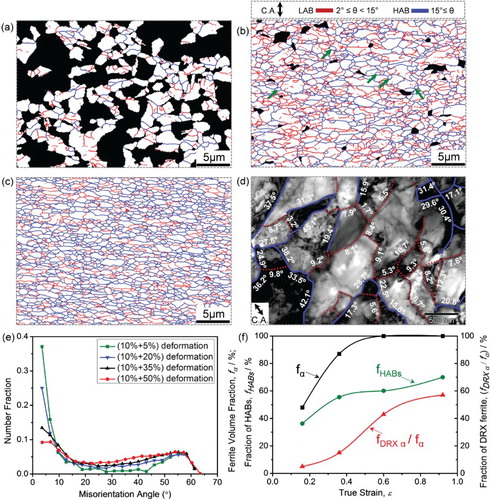
In TMCP route-1, it was considered that DT mainly progressed during 50% deformation at 520°C, because there was only 7% of ferrite after the pre-deformation (Figure (b)). The microstructure evolution during the deformation is shown in Figure . After the deformation by 5% reduction at 520°C (note that the specimens are already pre-deformed by 10% reduction at 410°C) (Figure (a)), the ferrite is coarse and not heavily deformed according to the amount of LAB. With an increase in the reduction to 20% (Figure (b)), equiaxed DRX grains could be observed within the ferrite matrix, as pointed by green arrows. The fraction of DRX grains increases with an increase in the reduction to 50% (Figure (c)). As further shown by the TEM image and the corresponding misorientation map (Figure (d)), the microstructure consists of ultrafine DRX grains surrounded by complete HABs and coarse elongated grains containing subgrains surrounded by either LABs or partial LAB and HAB. The grain refinement mechanism can be interpreted as follows: when ferrite is dynamically transformed from austenite, it is furthermore deformed during growth and contains subgrains. High concentration of deformation (or inhomogeneous deformation) would occur near grain boundaries (i.e. HABs) of ferrite,[Citation22] and could increase the misorientation angle of the subgrains (Figure (e)) and thus enhance the formation of HABs (Figure (f)). Finally, equiaxed UFF (i.e. DRX ferrite) surrounded by complete HABs is formed and its volume fraction increases with straining (Figure (f)). The ferrite structure is refined from coarse transformed grains (Figure (a)) to ultrafine DRX grains (Figure (c)) during the continuous deformation. The first 10% deformation at 410°C is specially designed for accelerating the ferrite transformation at 520°C. Lattice defects introduced into austenite by the pre-deformation at 410°C provide more nucleation sites for ferrite at 520°C, leading to the acceleration of DT. Consequently, the grain size of dynamically transformed ferrite becomes very fine due to enhanced nucleation. It is believed that the decrease in grain size can reduce the critical strain required for initiating DRX and accelerate the kinetics of DRX.[Citation18–21] It should be furthermore emphasized that the deformation is mostly conducted in ferrite + austenite dual-phase states. Ferrite is softer than austenite at high temperatures.[Citation18,Citation23,Citation24], so that plastic strain would concentrate more on ferrite, which could also enhance the DRX of ferrite.
Figure 4. (a–c) Grain boundary maps of the specimens pre-deformed by 10% reduction at 410°C and further deformed to a reduction of (a) 5%, (b) 20% and (c) 50% at 520°C followed by water-quenching. The LABs and the HABs in (a–c) are drawn in red and blue lines, respectively. Non-ferrite phases (i.e. martensite and/or retained austenite) were painted in black. Compression axis in (a–c) is along the vertical direction of the maps. (d) is TEM image with misorientation map determined by Kikuchi-line analysis corresponding to (c). Blue solid lines and red dotted lines in (d) indicate HABs (above 15°) and LABs (below 15°), respectively. (e) Distribution of misorientation angle and (f) variations of ferrite volume fraction, fraction of HABs and fraction of DRX ferrite with straining are also shown.
In TMCP route-2, it is already confirmed that after the pre-deformation at 300°C, the specimen consists of deformation-induced marternsite and deformed austenite (Figure (d)). Therefore, during the further deformation by a 50% reduction at 520°C, there are mainly two possible mechanisms progressing with straining. One is DT from the deformed austenite and the other is DRX of tempered martensite and dynamically transformed ferrite. Since the deformation-induced martensitic transformation occurred at 300°C, some austenite grains were partially consumed by the martensite and became finer compared to the original grains. Additionally, the austenite deformed at 300°C had deformation structures. Therefore, fine austenite grain size and lattice defects introduced by pre-deformation can promote the formation of fine ferrite grains and consequently enhance the kinetics of DRX of ferrite, which indicates a similar grain refinement mechanism as that in route-1. While in route-2, two additional aspects are also responsible for enhancing the grain refinement of ferrite: (1) the deformation-induced martensite can act as a hard phase during deformation of the multi-phased structure (deformed austenite, martensite and transformed ferrite) at 520°C, which can promote the strain concentration more on the ferrite phase; (2) warm deformation of the martensite phase at 520°C should also be considered to contribute to the grain refinement. The martensite transformed at 300°C will be deformed at 520°C. Because the martensite phase has high density of dislocations, supersaturated carbon atoms and fine substructures, it is well believed that these characteristics make martensite to be a suitable initial structure to enhance recrystallization (including DRX).[Citation1,Citation25,Citation26] The mechanisms discussed above proceed simultaneously during the deformation of the multi-phased specimen at 520°C and thus enhance DRX of ferrite, i.e. the formation of UFF grains.
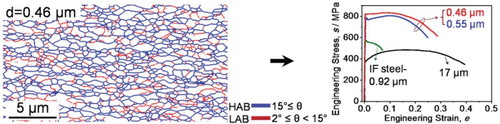
Figure (a) shows engineering stress–strain curves of the specimens composed of statically transformed (ST) ferrite (grain size of 6.7 µm) obtained in a heat treatment composed of austenitization at 750°C and the subsequent slow furnace cooling. Two kinds of tensile specimens with a small gage size (length, 2.0 mm; width, 1.0 mm; thickness, 0.5 mm) and large gage size (length, 10.0 mm; width, 5.0 mm; thickness, 1.0 mm) were used. The similarity in the two stress–strain curves confirmed that the small-size tensile specimens cut from compressed materials could provide reliable mechanical properties. Figure (b) shows engineering stress–strain curves of the specimens having UFF structures obtained in TMCP route-1 and route-2 (Figure (a) and 3(b)), the specimen with statically transformed ferrite grains (17 µm), and an UFG IF steel (0.92 µm) obtained by ARB (accumulative roll bonding) and subsequent annealing.[Citation27] The specimen with statically transformed ferrite exhibited a yield strength of 360 MPa. The TMCP processed UFF specimens showed the significantly higher yield strength of 770 MPa (0.55 µm) and 820 MPa (0.46 µm), which were much superior to the UFG IF steel. It should be emphasized that a total strain of only 0.92 is required to obtain the sub-micron UFF structure in the two novel TMCP routes, which is much smaller than those previously reported in literatures.[Citation28–30] Figure (c) indicates that the yield strengths obtained in the present study are within a broad band of Hall–Petch relationship for low-C steels, but locate at a higher level. It has been known that ultrafine-grained ferrite usually show limited uniform elongation due to early plastic instability.[Citation28] In such a context, it is rather surprising that the present UFF structures obtained through DT and DRX mechanisms maintain large tensile ductility, i.e. uniform elongation of 10% and total elongation up to 29%, as shown in Figure (b). Figure (d) clearly shows that the uniform elongations of the present UFF structure are out of the trend in ultrafine-grained ferritic steels obtained through processes including heavy plastic deformations. For a dynamically recrystallized microstructure, there always exist free (mobile) dislocations in the microstructure, which are introduced by deformation at elevated temperatures. For ultrafine microstructures with grain sizes smaller than several hundred nanometers, the existence of mobile dislocations may contribute to an improvement of ductility of the materials,[Citation31] which is an interesting phenomenon and requires furthermore investigations.
Figure 5. (a) Stress–strain curves of the statically transformed (grain size of 6.7 µm) ferrite for confirming the reliability of small-size specimen. (b) Stress–strain curves of the ultrafine-grained (0.46 µm and 0.55 µm) and coarse-grained (17 µm) ferrite in the present 10Ni-0.1C steel, compared with an IF steel (0.92 µm). (c) and (d) show the grain size dependence of the yield stress (c) and uniform elongation (d) for the ferrite structures obtained in the present study and reported in literatures.[Citation25–27]
![Figure 5. (a) Stress–strain curves of the statically transformed (grain size of 6.7 µm) ferrite for confirming the reliability of small-size specimen. (b) Stress–strain curves of the ultrafine-grained (0.46 µm and 0.55 µm) and coarse-grained (17 µm) ferrite in the present 10Ni-0.1C steel, compared with an IF steel (0.92 µm). (c) and (d) show the grain size dependence of the yield stress (c) and uniform elongation (d) for the ferrite structures obtained in the present study and reported in literatures.[Citation25–27]](/cms/asset/184e95e5-0c15-4dd3-9d11-5d96ea55bc2b/tmrl_a_1208301_f0005_c.jpg)
In summary, we could obtain homogeneous UFF structures having the mean grain size down to 0.46 µm through two new TMCP routes composed of two-step deformation at different temperatures. It should be noted that no high-strain deformation was required in the new TMCP routes (only a total equivalent strain of 0.92). The UFF specimens showed the high yield strength up to 820 MPa keeping the large tensile ductility (10% of uniform elongation and up to 29% of total elongation). It was suggested that DT was greatly enhanced by a slight pre-deformation at a lower temperature. The fine ferrite grains obtained by DT enhanced subsequent DRX of ferrite, leading to the UFF structures. Due to the significant enhancement of grain refinement achieved by small strains, the present study could bring new excitements to the industrial application.
Acknowledgements
The help from Dr. Si Gao in Kyoto University with the assistance in using the CCD camera is appreciated.
Disclosure statement
No potential conflict of interest was reported by the authors.
Additional information
Funding
References
- Ueji R, Tsuji N, Minamino Y, Koizumi Y. Ultragrain refinement of plain low carbon steel by cold-rolling and annealing of martensite. Acta Mater. 2002;50:4177–4189. doi: 10.1016/S1359-6454(02)00260-4
- Tsuji N, Matsubara Y, Saito Y. Dynamic recrystallization of ferrite in interstitial free steel. Scripta Mater. 1997;37:477–484. doi: 10.1016/S1359-6462(97)00123-1
- Baczynski J, Jonas JJ. Torsion textures produced by dynamic recrystallization in α-iron and two interstitial-free steels. Metall Mater Trans A. 1998;29:447–462. doi: 10.1007/s11661-998-0125-y
- Song R, Ponge D, Raabe D, Kaspar R. Microstructure and crystallographic texture of an ultrafine grained C–Mn steel and their evolution during warm deformation and annealing. Acta Mater. 2005;53:845–858. doi: 10.1016/j.actamat.2004.10.051
- Hodgson PD, Hickson MR, Gibbs RK. Ultrafine ferrite in low carbon steel. Scripta Mater. 1999;40:1179–1184. doi: 10.1016/S1359-6462(98)00411-4
- Mazaheri Y, Kermanpur A, Najafizadeh A, Saeidi N. Effects of initial microstructure and thermomechanical processing parameters on microstructures and mechanical properties of ultrafine grained dual phase steels. Mater Sci Eng A. 2014;612:54–62. doi: 10.1016/j.msea.2014.06.031
- Dhua SK, Sarkar PP. Development of ultrafine grains in C–Mn steel plates through hot-rolling and air-cooling. Mater Sci Eng A. 2013;575:177–188. doi: 10.1016/j.msea.2013.03.052
- Sabooni S, Karimzadeh F, Enayati MH, Ngan AHW. Friction-stir welding of ultrafine grained austenitic 304L stainless steel produced by martensitic thermomechanical processing. Mater Design. 2015;76:130–140. doi: 10.1016/j.matdes.2015.03.052
- Matsumura Y, Yada H. Evolution of ultrafine-grained ferrite in hot deformation. Trans ISIJ. 1987;27:492–498. doi: 10.2355/isijinternational1966.27.492
- Hurley PJ, Hodgson PD, Muddle BC. Analysis and characterisation of ultra-fine ferrite produced during a new steel strip rolling process. Scripta Mater. 1999;40:433–438. doi: 10.1016/S1359-6462(98)00442-4
- Hurley PJ, Hodgson PD. Formation of ultra-fine ferrite in hot rolled strip: potential mechanisms for grain refinement. Mater Sci Eng A. 2001;302:206–214. doi: 10.1016/S0921-5093(00)01823-2
- Hu J, Du LX, Xie H, Yu P, Misra RDK. A nanograined/ ultrafine-grained low-carbon microalloyed steel proce- ssed by warm rolling. Mater Sci Eng A. 2014;605:186–191. doi: 10.1016/j.msea.2014.03.064
- Beladi H, Kelly GL, Shokouhi A, Hodgson PD. Effect of thermomechanical parameters on the critical strain for ultrafine ferrite formation through hot torsion testing. Mater Sci Eng A. 2004;367:152–161. doi: 10.1016/j.msea.2003.09.095
- Pandi R, Yue S. Dynamic transformation of austenite to ferrite in low carbon steel. ISIJ Int. 1994;34:270–279. doi: 10.2355/isijinternational.34.270
- Eghbali B. Study on the ferrite grain refinement during intercritical deformation of a microalloyed steel. Mater Sci Eng A. 2010;527:3407–3410. doi: 10.1016/j.msea.2010.01.075
- Park N, Shibata A, Terada D, Tsuji N. Flow stress analysis for determining the critical condition of dynamic ferrite transformation in 6Ni–0.1C steel. Acta Mater. 2013;61:163–173. doi: 10.1016/j.actamat.2012.09.043
- Zhao L, Park N, Shibata A, Tsuji N. Microstructural evolution of ferrite grains during dynamic transformation in 10Ni-0.1C Steel. TMS 2014 Annual Supplemental Proceedings. 919–926, San Diego.
- Humphreys FJ, Hatherly M. Recrystallization and related annealing phenomena. Amsterdam: Elsevier; 2004.
- Galindo-Nava EI, Rivera-Díaz-del-Castillo PEJ. Grain size evolution during discontinuous dynamic recrystallization. Scripta Mater. 2014;72–73:1–4. doi: 10.1016/j.scriptamat.2013.09.020
- Dehghan-manshadi A, Hodgson PD. Dependency of recrystallization mechanism to the initial grain size. Metall Mater Trans A. 2008;39A:2830–2840. doi: 10.1007/s11661-008-9656-5
- Belyakov A, Tsuzaki K, Miura H, Sakai T. Effect of initial microstructures on grain refinement in a stainless steel by large strain deformation. Acta Mater. 2003;51:847–861. doi: 10.1016/S1359-6454(02)00476-7
- Gourdet S, Montheillet F. A model of continuous dynamic recrystallization. Acta Mater. 2003;51:2685–2699. doi: 10.1016/S1359-6454(03)00078-8
- Sellars CM. From trial and error to computer modelling of thermomechanical processing. Ironmak Steelmak. 2011;38:250–257. doi: 10.1179/030192310X12706305605817
- Murtya SVSN, Torizuka S, Nagai K, Kitai T, Kogo Y. Dynamic recrystallization of ferrite during warm deformation of ultrafine grained ultra-low carbon steel. Scripta Mater. 2005;53:763–768. doi: 10.1016/j.scriptamat.2005.05.027
- Miller RL. Ultrafine-grained microstructures and mechanical properties of alloy steels. Metall Trans. 1972;3:905–911. doi: 10.1007/BF02647665
- Furuhara T, Yamaguchi T, Furimoto S, Maki T. Formation of Ferrite+Cementite microduplex structure by warm deformation in high carbon steels. Mater Sci Forum. 2007;539–543:155–160. doi: 10.4028/www.scientific.net/MSF.539-543.155
- Gao S, Chen MC, Chen S, Kamikawa N, Shibata A, Tsuji N. Yielding behavior and its effect on uniform elongation of fine grained IF steel. Mater Trans. 2014;55:73–77. doi: 10.2320/matertrans.MA201317
- Tsuji N, Ito Y, Saito Y, Minamino Y. Strength and ductility of ultrafine grained aluminum and iron produced by ARB and annealing. Scripta Mater. 2002;47:893–899. doi: 10.1016/S1359-6462(02)00282-8
- Song R, Ponge D, Raabe D. Mechanical properties of an ultrafine grained C–Mn steel processed by warm deformation and annealing. Acta Mater. 2005;53:4881–4892. doi: 10.1016/j.actamat.2005.07.009
- Song R, Ponge D, Raabe D. Improvement of the work hardening rate of ultrafine grained steels through second phase particles. Scripta Mater. 2005;52:1075–1080. doi: 10.1016/j.scriptamat.2005.02.016
- Huang X, Hansen N, Tsuji N. Hardening by annealing and softening by deformation in nanostructured metals. Science. 2006;312:249–251. doi: 10.1126/science.1124268