
ABSTRACT
Coarse-grained (CG) single-phase face-centered cubic (fcc) high-entropy alloys (HEAs) normally show insufficient room temperature strength. Here we design and implement a heterogeneous grain structure to strengthen a single-phase fcc Fe29Ni29Co28Cu7Ti7 HEA. Significantly, the heterostructured (HS) fcc HEA shows a dramatic enhancement (increasing from ∼350 to ∼614 MPa) in tensile yield strength as compared to its CG counterpart. As a result of its extraordinary work-hardening ability arising from the heterogeneous grain structure, the novel HS HEA exhibits a very high ultimate strength of ∼1308 MPa, and a good ductility of ∼23.1% which is almost identical to that of its CG counterpart.
GRAPHICAL ABSTRACT
IMPACT STATEMENT
Introducing a heterogeneous grain structure to a soft fcc Fe29Ni29Co28Cu7Ti7 HEA, the heterostructured HEA shows significantly enhanced strengths at an essentially identical ductility as compared to the CG counterpart.
Multi-component high entropy alloys (HEAs), consisting of at least five principal alloying elements with each element having atomic concentration between 5 at.% and 35 at.%, are of scientific and technological interest as they provide novel design pathways to attain exceptional combinations of physical and mechanical properties [Citation1,Citation2]. HEAs usually form simple crystal structures, such as face-centered cubic (fcc) and body-centered cubic (bcc) structures, and therefore they have been defined as a new class of solid solutions that correlate directly with the high configurational entropy which refers to the ‘high entropy effect’ [Citation2,Citation3].
To date, the reported superior mechanical properties of HEAs, have been achieved mostly with multi-phase structures, which are principally attributed to the presence of second phases and phase metastability induced strengthening [Citation2,Citation4–10]. Comparing with multi-phase HEAs, it is more difficult to attain a good combination of strength and ductility in single-phase HEAs at room temperature, particularly for single-phase fcc HEAs [Citation2,Citation11]. This is because the hypothesized ‘severe lattice distortion’ which was believed to contribute to the strengthening, plays a minor role in single-phase fcc HEAs; moreover, the inherent solid solution strengthening is very limited [Citation12,Citation13]. As a result, CG fcc HEAs usually exhibit excellent ductility but insufficient strength at room temperature, especially relatively low yield strength (lower than 350 MPa) [Citation11]. While the strength of these alloys remains low, high radiation tolerance [Citation14], excellent corrosion resistance [Citation15] and exceptional fracture toughness [Citation16], make single-phase fcc HEAs promising candidates for various applications. Hence, it would be desirable to develop novel design strategies to engineer the strength in these alloys.
Extensive efforts have been undertaken to strengthen single-phase fcc HEAs; these include: Carbon- and Boron-doping strategies [Citation8,Citation17], introducing coherent precipitates [Citation13] and introducing brittle intermetallic [Citation7] into the fcc matrix, as well as various grain refinement strategies [Citation18]. With the exception of the grain refinement approach, other strategies invariably lead to alloys that are not single-phase fcc, thereby leading to complex HEA matrices. Grain refinement via severe plastic deformation (SPD), such as high pressure torsion (HPT), typically can only generate samples with small geometry, which are generally not suitable for a wide range of engineering applications [Citation18]. Furthermore, grain refinement through thermo-mechanical processing and subsequent full recrystallization, which can be used to produce large samples with homogenous microstructures, usually enhance yield strength significantly; however, this approach also reduces hardenability dramatically, resulting in limited enhancement in ultimate strength and significant loss in ductility [Citation19].
Interestingly, heterostructured metals/alloys with a multi-modal grain size distribution, realized through thermo-mechanical processing and post partial recrystallization, are known to exhibit excellent ductility and high work hardenability, arising from the so-called ‘back stress strengthening’ concept [Citation20–23]. In other words, it should be straightforward to achieve good combinations of strength and ductility by introducing heterogeneous structures. For instance, a heterostructured multi-phase AlCoCrFeNi2.1 HEA shows a simultaneous strength-ductility enhancement in comparison with its homogenous counterpart [Citation24]. More recently, it has been reported that a single-phase fcc CrNiCo medium-entropy alloy (MEA), which is derived from the concept of HEA, with a heterogeneous grain structure exhibits superior mechanical properties [Citation25]. Thus, it is reasonable to hypothesize that a good combination of strength and ductility can be achieved in single-phase fcc HEAs via the introduction of a heterogenous microstructure.
In view of the above discussion, we examined the feasibility of strengthening soft fcc HEAs using the well-accepted ‘heterogeneous microstructure’ in this study. The non-equiatomic fcc-based Fe29Ni29Co28Cu7Ti7 HEA was selected as a model alloy system, which exhibits a single-phase fcc microstructure in the homogenized state [Citation26]. Our ultimate goal is to obtain good combinations of strength and ductility in soft fcc HEAs by fabricating single-phase microstructure consisting of heterogeneous grain structures.
Bulk Fe29Ni29Co28Cu7Ti7 HEA was prepared by melting and casting method performing on a cold Cu crucible levitation melting device under an Ar atmosphere. Bulk Fe, Ni, Co, Cu and Ti elemental metals (purity larger than 99.7 wt.%) were used as the starting materials. The ingot was first re-melted five times to assure uniformity of composition, and it was flipped following each remelting step. When the fifth time melting was finished, molten alloy was poured into a steel die with a dimension of 50 mm in diameter and 220 mm in length. After removing the surface layer by turning, a plate with a geometry of 127 mm × 37 mm × 12 mm was sectioned from the bottom of the ingot using electrical discharge machining (EDM). The thickness of the as-cast plate was reduced from 12 to 5 mm after hot rolling at 1273 K. Afterwards, the hot-rolled plate was homogenized at 1473 K for two hours in Ar atmosphere followed by water quenching, and the homogenized sample will be denoted as CG Fe29Ni29Co28Cu7Ti7 HEA. The homogenized plate of 5 mm thickness was cold-rolled to a thickness reduction of 50%, and subsequently encapsulated, evacuated in quartz ampules and annealed at 1223 K for 5 min followed by water quenching. The post-annealed sample will be denoted as HS Fe29Ni29Co28Cu7Ti7 HEA hereinafter.
Phase characterization was carried out by X-ray diffraction (XRD) using a Rigaku SmartLab X-ray diffractometer with a Cu Kα (λ = 0.1542 nm) radiation in a 2θ range from 20° to 100°. An FEI Quanta 3D FEG scanning electron microscope (SEM) equipped with a back-scattered electron (BSE) detector, an energy dispersive X-ray spectrometer (EDS) and an HKL electron backscatter diffraction (EBSD) system, was utilized to study the microstructure and chemical compositions. The EBSD data was analysed using the Oxford Channel 5 software. Transmission electron microscopy (TEM) studies were carried out with a JEOL JEM-2100F and a JEOL 2800 equipped with a selected area electron diffractometer (SAED) and EDS, operating at 200 kV. For TEM studies, thin-foil specimens with a diameter of 3 mm were first polished down to ∼50 µm using SiC grit papers, and subsequently the ion milling process was performed on a dual ion-beam Gatan PIPS. Uniaxial tensile tests were carried out at room temperature using a Zwick universal material testing machine at a strain rate of 1 × 10−3 s−1. Rectangular dog-bone-shaped specimens with a gauge length of 10 mm, a thickness of 1 mm, and a width of 2.5 mm, were used for tensile tests. Additionally, Vickers hardness of the bulk HEA samples was measured by a Struers Duramin Microindenter with a load of 2942 mN.
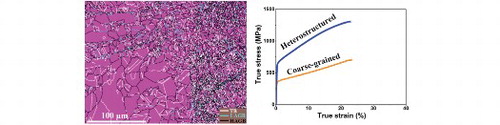
As shown in Supplementary Figures S1, S2 and S3, the post-annealed Fe29Ni29Co28Cu7Ti7 HEA potentially exhibit a single fcc phase with a randomly distributed heterogeneous microstructure. Only a single fcc phase with heterogeneous grain sizes can be indexed in the EBSD phase map in Figure (a) and inverse pole figure (IPF) map in Figure (b), further confirming the post-annealed Fe29Ni29Co28Cu7Ti7 HEA possibly possesses a single fcc phase and heterogeneous microstructure. Additionally, some annealing twins are clearly present in coarse grains in Figure . It is impossible to obtain accurate average grain size on the basis of the EBSD results on account of the heterogeneous grain size distribution. However, according to the EBSD results taken from a fine-grain region as presented in Supplementary Figure S4, an average grain size for the fine grains was estimated to be ∼3 µm (excluding twin boundaries).
Figure 1. EBSD phase map (a) and inverse pole figure map (b) of the HS HEA. HAGB, LAGB and TB in (a) correspond to high-angle grain boundaries (≥15°), low-angle grain boundaries and twin boundaries, respectively.
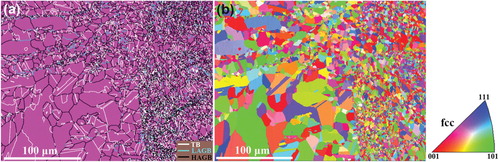
Figure (a) illustrates a bright-field TEM image of a coarse grain in the HS Fe29Ni29Co28Cu7Ti7 HEA. The corresponding SEAD pattern taken along the [011] zone axis presented in the inset. The SAED pattern presented in the inset of Figure (a) suggests an fcc structure with a lattice parameter ∼0.3603 nm. As shown in Figure (b), bright-field TEM image of a fine-grain region indicates some grains are less than 1 µm, suggesting that the size of the fine grains can be as small as several hundred nanometers. The SAED pattern corresponding to grain A displays an fcc structure along the [011] zone axis presented in the inset of Figure (b), and the measured lattice parameter of ∼0.3603 nm is identical to that of the coarse grain in Figure (a).
Figure 2. TEM images. (a) Bright-field TEM of a coarse grain with corresponding SAED pattern showing an fcc structure presented in the inset, (b) Bright-field TEM image of some fine grains with SAED pattern corresponding to grain A showing an fcc structure presented in the inset.
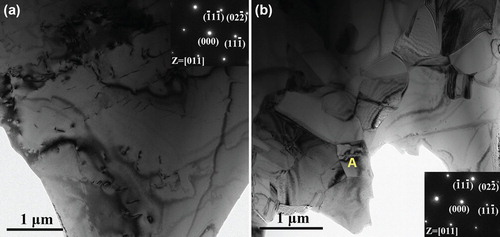
There are no secondary phases in the high-angle annular dark-field scanning transmission electron microscopy (HAADF-STEM) image in Figure (a). Additionally, EDS elemental mapping results (Figure b) of the boxed region in Figure (a) reveal uniform distribution of all the principal elements. Therefore, the HS Fe29Ni29Co28Cu7Ti7 HEA shows a single fcc microstructure.
Figure 3. (a) HAADF-STEM image, (b) EDS elemental mapping of the boxed region in (a) showing uniform distribution of all the principal elements.
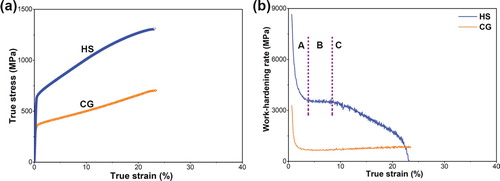
Representative tensile true stress-strain curves of the HS and CG Fe29Ni29Co28Cu7Ti7 HEA are shown in Figure (a). Note that as shown in Supplementary Figure S5, the CG Fe29Ni29Co28Cu7Ti7 HEA has very large grains with some annealing twins present. Compared to its CG counterpart, the HS Fe29Ni29Co28Cu7Ti7 HEA exhibits a significant improvement in mechanical properties as evidenced by increasing the yield strength from ∼350 to ∼614 MPa and the ultimate tensile strength from ∼703 to ∼1308 MPa, while showing a negligible decrease in failure strain (from ∼23.5% to ∼23.1%).
Figure 4. (a) True stress-strain curves of tensile tests of the HS and CG Fe29Ni29Co28Cu7Ti7 HEA, (b) Work-hardening response of the HS and CG Fe29Ni29Co28Cu7Ti7 HEA.
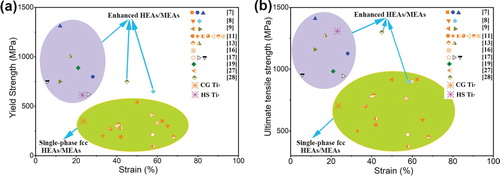
In order to provide insight into the mechanical behaviour of the HS single-phase fcc Fe29Ni29Co28Cu7Ti7 HEA, the yield strength versus failure strain and the ultimate tensile strength versus failure strain are plotted in Figure alongside other single-phase fcc HEAs/MEAs and enhanced fcc HEAs/MEAs [Citation7–9,Citation11,Citation13,Citation16,Citation17,Citation19,Citation27,Citation28]. It is worth mentioning that the enhanced fcc HEAs/MEAs refer to the alloys using C- [Citation17] and B-doping [Citation8], coherent precipitation strengthening [Citation9,Citation13,Citation28] and brittle intermetallic strengthening [Citation7], as well as grain refinement strategies [Citation19], to strengthen a fcc HEA/MEA matrix. As shown in Figure (a), the yield strength of the HS Fe29Ni29Co28Cu7Ti7 HEA, which is comparable with those of some enhanced fcc HEAs/MEAs, is much higher than those of the single-phase fcc HEAs/MEAs. Surprisingly, the HS Fe29Ni29Co28Cu7Ti7 HEA [see Figure (b)] in the current study exhibits a highest ultimate tensile strength thus far reported in the literature with an exception that an intermetallic strengthened Cr15Fe20Co35Ni20Mo10 HEA [Citation7] shows an ultimate tensile strength of 1410 MPa but with a failure strain of 12.1% which is much lower than that (23.1%) of the HS Fe29Ni29Co28Cu7Ti7 HEA.
Figure 5. (a) Tensile yield strength-failure strain plot of selected single-phase fcc HEAs/MEAs and enhanced fcc HEAs/MEAs. (b) Ultimate strength-failure strain plot of selected single-phase fcc HEAs/MEAs and enhanced fcc HEAs/MEAs. Note that Ti7 refers to the Fe29Ni29Co28Cu7Ti7 HEA.
As reported in our recent work [Citation26], the as-cast Fe29Ni29Co28Cu7Ti7 HEA followed by homogenization at 1453 K for 2 h exhibits a single fcc phase. Thus, it is not surprising that a single fcc phase is present in the hot-rolled Fe29Ni29Co28Cu7Ti7 HEA followed by homogenization at 1473 K for 2 h in the present work. The single fcc phase was retained following the cold rolling process, while texture and subgrains formed simultaneously, as well as high density of dislocations [Citation29]. During the short time (5 min) annealing on the cold-rolled Fe29Ni29Co28Cu7Ti7 HEA at 1223 K, some grains with unique slip systems and orientations which have achieved more plastic strain and higher dislocation density, could grow remarkably faster than other grains, thereby resulting in the formation of coarser grains [Citation23,Citation30]. Consequently, the majority of the grains of the post-annealed Fe29Ni29Co28Cu7Ti7 HEA are in the ultrafine to 10 micrometers range, with a small amount of coarser grains ranging from several ten to several hundred micrometers.
As shown in Figure , the most impressive feature of the heterogeneous microstructure of the HS Fe29Ni29Co28Cu7Ti7 HEA is the exceptional work-hardening ability, leading to an ultimate tensile strength of ∼1308 MPa and a high failure strain of ∼23.1%. Due to the graded grain size distribution, the hardness of grains accordingly tends to display a graded distribution. As shown in Supplementary Figure S6, the fine grain region shows a Vicker hardness of 327 ± 7 HV, whereas the coarse grain region exhibits a much lower hardness of 179 ± 17 HV. Recently, the pronounced strengthening and the exceptional work-hardening ability in heterostructured materials are reported to be attributed to the presence of a back stress [Citation20–22,Citation31,Citation32]. This mechanism can be explained as follows: First, both coarse and fine grains deform in an elastically similar manner to their homogeneous CG counterparts [Citation22]. Second, the fine grains continue deforming elastically while the coarse grains begin to deform plastically, resulting in a deformation incompatibility. Therefore, to accommodate the deformation incompatibility near grain boundaries and interfaces separating the coarse- and fine-grain regions, geometrically necessary dislocations (GNDs) are required. Accordingly, the accumulated GNDs can directly strengthen the soft coarse grains through forest hardening and cross-slip mechanisms, leading to an improved yield strength [Citation22,Citation23]. Finally, a three-stage work-hardening behaviour was present following yielding, as shown in Figure (b). Although both coarse and fine grains undergo plastic deformation, the coarse grains experience severe deformation, introducing strain partitioning [Citation22]. The work-hardening rate curve in Figure (b) can further confirm this phenomenon. Clearly, as shown in Figure (b), stage B of the work-hardening rate of the HS Fe29Ni29Co28Cu7Ti7 HEA maintains a constant value due to the severe deformation of coarse grains, and subsequently the deformation of fine grains causes gradual decreasing in work-hardening rate. More importantly, the HS Fe29Ni29Co28Cu7Ti7 HEA shows much higher work-hardening rates as compared to its homogeneous CG counterpart. As the strain partitioning increases, strain gradients presented at the interfaces separating the coarse- and fine-grain regions will increase simultaneously. This leads to generating long-range stresses caused by GNDs effectively impede dislocation motion near the interfaces, thereby producing an additional hardening which is called back-stress work hardening [Citation22,Citation23]. Concurrently, necking during tensile testing will be delayed thanks to the back-stress work hardening, and therefore promotes a high failure strain (∼23.1%) in the HS Fe29Ni29Co28Cu7Ti7 HEA [Citation22].
In summary, the HS Fe29Ni29Co28Cu7Ti7 HEA exhibits a tensile yield strength of ∼614 MPa, an ultimate strength of ∼1308 MPa, and a failure strain of ∼23.1%. As compared to the data reported in the literature for enhanced fcc HEAs/MEAs, the HS Fe29Ni29Co28Cu7Ti7 HEA shows a highest ultimate tensile strength reported with an exception that an intermetallic strengthened Cr15Fe20Co35Ni20Mo10 HEA shows an ultimate tensile strength of 1410 MPa but with a failure strain of 12.1% which is much lower than that of the HS Fe29Ni29Co28Cu7Ti7 HEA. It suggests that an outstanding combination of strength and ductility has been realized in the HS Fe29Ni29Co28Cu7Ti7 HEA.
Disclosure statement
No potential conflict of interest was reported by the authors.
Additional information
Funding
References
- Yeh JW, Chen SK, Lin SJ, et al. Nanostructured high-entropy alloys with multiple principal elements: novel alloy design concepts and outcomes. Adv Eng Mater. 2004;6(5):299–303. doi: 10.1002/adem.200300567
- Miracle DB, Senkov ON. A critical review of high entropy alloys and related concepts. Acta Mater. 2017;122:448–511. doi: 10.1016/j.actamat.2016.08.081
- Tsai M-H, Yeh J-W. High-Entropy alloys: A critical review. Mater Res Lett. 2014;2:107–123. doi: 10.1080/21663831.2014.912690
- Wani IS, Bhattacharjee T, Sheikh S, et al. Ultrafine-Grained AlCoCrFeNi2.1 eutectic high-entropy alloy. Mater Res Lett. 2016;3831:1–6.
- Li Z, Pradeep KG, Deng Y, et al. Metastable high-entropy dual-phase alloys overcome the strength-ductility trade-off. Nature. 2016;534:227–230. doi: 10.1038/nature17981
- Huang H, Wu Y, He J, et al. Phase-transformation ductilization of brittle high-entropy alloys via metastability engineering. Adv Mater. 2017;29(30):1701678. doi: 10.1002/adma.201701678
- Ming K, Bi X, Wang J. Precipitation strengthening of ductile Cr15Fe20Co35Ni20Mo10 alloys. Scr Mater. 2017;137:88–93. doi: 10.1016/j.scriptamat.2017.05.019
- Seol JB, Bae JW, Li Z, et al. Boron doped ultrastrong and ductile high-entropy alloys. Acta Mater. 2018;151:366–376. doi: 10.1016/j.actamat.2018.04.004
- Ming K, Bi X, Wang J. Realizing strength-ductility combination of coarse-grained Al0.2Co1.5CrFeNi1.5Ti0.3 alloy via nano-sized, coherent precipitates. Int J Plast. 2018;100:177–191. doi: 10.1016/j.ijplas.2017.10.005
- Stepanov ND, Shaysultanov DG, Chernichenko RS, et al. Mechanical properties of a new high entropy alloy with a duplex ultra-fine grained structure. Mater Sci Eng A. 2018;728:54–62. doi: 10.1016/j.msea.2018.04.118
- Wu Z, Bei H, Pharr GM, et al. Temperature dependence of the mechanical properties of equiatomic solid solution alloys with face-centered cubic crystal structures. Acta Mater. 2014;81:428–441. doi: 10.1016/j.actamat.2014.08.026
- Owen LR, Pickering EJ, Playford HY, et al. An assessment of the lattice strain in the CrMnFeCoNi high-entropy alloy. Acta Mater. 2017;122:11–18. doi: 10.1016/j.actamat.2016.09.032
- He JY, Wang H, Huang HL, et al. A precipitation-hardened high-entropy alloy with outstanding tensile properties. Acta Mater. 2016;102:187–196. doi: 10.1016/j.actamat.2015.08.076
- Kumar NAPK, Li C, Leonard KJ, et al. Microstructural stability and mechanical behavior of FeNiMnCr high entropy alloy under ion irradiation. Acta Mater. 2016;113:230–244. doi: 10.1016/j.actamat.2016.05.007
- Qiu Y, Thomas S, Gibson MA, et al. Corrosion of high entropy alloys. npj Materials degradation. 2017;1:15. doi: 10.1038/s41529-017-0009-y
- Gludovatz B, Hohenwarter A, Catoor D, et al. A fracture-resistant high-entropy alloy for cryogenic applications. Science. 2014;345:1153–1158. doi: 10.1126/science.1254581
- Chen LB, Wei R, Tang K, et al. Heavy carbon alloyed FCC-structured high entropy alloy with excellent combination of strength and ductility. Mater Sci Eng A. 2018;716:150–156. doi: 10.1016/j.msea.2018.01.045
- Shahmir H, He J, Lu Z, et al. Effect of annealing on mechanical properties of a nanocrystalline CoCrFeNiMn high-entropy alloy processed by high-pressure torsion. Mater Sci Eng A. 2016;676:294–303. doi: 10.1016/j.msea.2016.08.118
- Sun SJ, Tian YZ, Lin HR, et al. Enhanced strength and ductility of bulk CoCrFeMnNi high entropy alloy having fully recrystallized ultrafine-grained structure. Mater Des. 2017;133:122–127. doi: 10.1016/j.matdes.2017.07.054
- Yang M, Pan Y, Yuan F, et al. Back stress strengthening and strain hardening in gradient structure. Mater Res Lett. 2016;4:145–151. doi: 10.1080/21663831.2016.1153004
- Wu XL, Jiang P, Chen L, et al. Synergetic strengthening by gradient structure. Mater Res Lett. 2014;2:185–191. doi: 10.1080/21663831.2014.935821
- Wu X, Zhu Y. Heterogeneous materials: a new class of materials with unprecedented mechanical properties. Mater Res Lett. 2017;5:527–532. doi: 10.1080/21663831.2017.1343208
- Ma E, Zhu T. Towards strength–ductility synergy through the design of heterogeneous nanostructures in metals. Mater Today. 2017;20:323–331. doi: 10.1016/j.mattod.2017.02.003
- Bhattacharjee T, Wani IS, Sheikh S, et al. Simultaneous strength-ductility enhancement of a nano-lamellar AlCoCrFeNi2.1 eutectic high entropy alloy by cryo-rolling and annealing. Sci Rep. 2018;8:3276. doi: 10.1038/s41598-018-21385-y
- Ma Y, Yuan F, Yang M, et al. Dynamic shear deformation of a CrCoNi medium-entropy alloy with heterogeneous grain structures. Acta Mater. 2018;148:407–418. doi: 10.1016/j.actamat.2018.02.016
- Fu Z, Macdonald BE, Monson TC, et al. Influence of heat treatment on microstructure, mechanical behavior, and soft magnetic properties in an fcc-based Fe29Co28Ni29Cu7Ti7 high-entropy alloy. J Mater Res. 2018;33:2214–2222. doi: 10.1557/jmr.2018.161
- Yao MJ, Pradeep KG, Tasan CC, et al. A novel, single phase, non-equiatomic FeMnNiCoCr high-entropy alloy with exceptional phase stability and tensile ductility. Scr Mater. 2014;72–73:5–8. doi: 10.1016/j.scriptamat.2013.09.030
- Zhao YL, Yang T, Tong Y, et al. Heterogeneous precipitation behavior and stacking-fault-mediated deformation in a CoCrNi-based medium-entropy alloy. Acta Mater. 2017;138:72–82. doi: 10.1016/j.actamat.2017.07.029
- Humphreys FJ, Hatherly M. Recrystallization and related annealing phenomena. 2nd ed. New York: Elsevier Ltd.; 2004.
- Wu G, Juul Jensen D. Recrystallisation kinetics of aluminium AA1200 cold rolled to true strain of 2. Mater Sci Technol. 2005;21:1407–1411. doi: 10.1179/174328405X71602
- Wu X, Jiang P, Chen L, et al. Extraordinary strain hardening by gradient structure. Proc Natl Acad Sci. 2014;111:7197–7201. doi: 10.1073/pnas.1324069111
- Wu X, Yang M, Yuan F, et al. Heterogeneous lamella structure unites ultrafine-grain strength with coarse-grain ductility. Proc Natl Acad Sci. 2015;112:14501–14505. doi: 10.1073/pnas.1517193112