
Abstract
Interfacial β0 phase strengthening on the creep properties of TNM alloy has been investigated. The initial fully lamellar microstructure with fine-dispersed interfacial β0 phase was fabricated by powder hot isostatic pressing (P-HIP) and then carried out ageing treatment. The results indicated that the aged condition presented better microstructural stability and excellent creep resistance than the P-HIPed condition. Moreover, the ω phase precipitated within the β0 phase by stress-inducing. The β0/β0(ω) phase was not only effectively restricted the dislocation motion, twins and stacking faults propagation, but also delayed the α2 lamellae decomposition to maintain the integrity of the fully lamellar structure.
GRAPHICAL ABSTRACT
IMPACT STATEMENT
The fine-dispersed β0 precipitated at the α2/γ lamellar interface by ageing treatment was effectively hindered the dislocation motion and significantly strengthened the creep properties. The strength mechanism was revealed.
1. Introduction
TNM alloys with a nominal composition of Ti-43.5Al-4Nb-1Mo-0.1B (at. %)[Citation1], as the third generation TiAl alloy, are exhibiting a lower density, high specific modulus, good high-temperature mechanical strength, which is considered to be attractive for high-temperature structure materials [Citation2–4]. Creep resistance and structure stability are both significant prerequisites for high-temperature structure TiAl components and determine the service temperature range [Citation5]. Therefore, it is essential to improve the creep property of TiAl alloy.
The mechanical properties of TiAl alloy are shown a stronger dependence on the microstructure and chemical composition [Citation5]. Due to the refractory elements (such as Mo, Nb.) that are generally strong β stabilizer elements in TNM alloy, the ordered β0 phase with hard and brittle characteristics remains at room temperature and is difficult to eliminate [Citation6,Citation7]. Previous research has been studied on chemical composition on the TNM alloy, the fully lamellar microstructure (FL) of TNM alloy was obtained by adding the 0.3% C and 0.2% Si elements (in at. %), which presented the best creep resistance than the near fully lamellar microstructure (NFL) of TNM alloy, i.e. (NFL + γg + β0) and (NFL + β0) [Citation8]. Since the blocky β0 phase with a body-centered crystal structure is located at the colony boundaries, which facilitates the diffusion processes at high temperatures due to the lower dense-packed [Citation9,Citation10]. As for the cast TNM alloy with 1.5 Mo element addition, the β0 phase was irregular particle and the volume fraction of the β0 phase could be controlled at a range of 3–18%. However, its effect on the creep properties was uncertain [Citation11]. Especially, the β0 phase distributed around the colony boundary and presented a continuous net shape acting like a ‘low creep strength film’ to reduce creep resistance or result in local stress concentration [Citation12,Citation13]. In addition, the ω phase was easier precipitated within the β0 phase and the β0/β0 (ω) phase with a brittle characteristic at grain boundary caused deformation incompatibility and resulted in local stress concentration, which was treated as nucleation site of cavity or cracks [Citation14,Citation15]. The crack propagation always took place on the β0/β0(ω) phase area and, up to the creep failure. Therefore, a higher volume fraction of blocky β0/β0(ω) phase located at the colony boundaries might be a negative effect on the creep resistance.
The conventional peritectic solidification γ-TiAl alloy was easier to obtain fully lamellar microstructure [Citation16]. With W, Mo, Nb β-stabilization element addition, the fine dispersed interfacial β0 phase precipitated within α2 lamellar after ageing treatment, and the dispersed β0 phases provide precipitation strengthen and hindered the dislocation motion [Citation17,Citation18]. Moreover, the dispersed interfacial β0 restricted the migration of ledges along with the α2/γ interface, thererby delaying the α2 decomposition. Hence, the creep resistance is improved. However, the β0 was precipitated in the single-phased γ areas and in the lamellar colonies, which in turn induces the formation of W-depleted bands in the borders and the reduction of the width of α2 lamellae, as well as some tungsten segregation in these precipitates. Therefore, the strength and creep resistance was deteriorated [Citation19]. The impact of β0 on creep performance is controversial and complex, which is stronger dependent on the grain size, distribution, volume fraction, etc.
In this work, the fully lamellar TNM alloy was fabricated by powder hot isostatic pressing, and the fine dispersed particle β0 phase precipitation was obtained by ageing treatment. The influence of the interfacial β0 phase on the microstructure stability and creep properties were discussed in detail.
2. Materials and methods
The fully lamellar TNM powder ingots (Ti-43.98Al-4.01Nb-1.04Mo-0.17B, actual composition in at.%) with a diameter of 30 mm and a height of 300 mm were consolidated by powder hot isostatic pressing (P-HIP) at 1260°C under 170 MPa for 4 h. Cylindrical samples with a diameter of 12 mm and a height of 80 mm were cut along the central axis and then ageing treated at 1050°C for 2 h with furnace cooling. For evaluating the creep behavior, cylindrical samples were machined by computerized numerical control (CNC) machining to a gauge length of 25 ± 0.1 mm and a diameter of 5 mm. Uniaxial creep experiments were tested on the NCS GNCJ-100E creep tests machine at 750°C under the constant stress of 250 MPa for 140 h. Samples for scanning electron microscope (SEM) and transmission electron microscope (TEM) were cut from the gauge area along the load direction and then prepared by grinding and then followed by electron polishing procedure. The FEI Helios G4 CX SEM was used to observe the microstructure characteristic utilizing the backscattered electron mode (BSE). The phase volume fraction was used Image-Pro plus software to statistic 5–10 SEM pictures. Thin foils for TEM observation were prepared by twin-jet electron polishing from 60 μm thick, 3 mm diameter disks using a solution of 500 ml electrolyte (5% perchloric, 35% butanol, 65% methanol) at −35℃, 30 V. The chemical composition were analyzed by using energy dispersive spectroscopy (EDS) system. The high angle annular dark-field (HAADF) and TEM images were tested on the FEI Talos F200X microscopy at 200 kV.
3. Results and discussion
Figure (a) shows a fully lamellar structure of the P-HIPed condition. The insert image depicted γ lamellar in dark gray and α2 lamellar in light gray and a very small amount of β0 phase in white located at the colony boundaries. The volume fraction of β0 and γ phases are about 0.3% and 72.1%, respectively. Moreover, the bright-field (BF) TEM image in Figure (b) depicted that there was no precipitation observed within the α2 lamellae. And the corresponding selected area electron diffraction (SAED) patterns only presented γ and α2 phase diffraction spots, which obeyed orientation relationship as followed by: <10-1>γ//<11-20>α2 and {1-11}γ//{0001}α2. The microstructure characteristic of the aged condition of TNM alloy is shown in Figure (c,d). With the α2 lamellae decomposition during ageing treatment, i.e. α2 →γ and α2 → β0 phase transformation. The proportion of β0 phase and γ phase increased to 1.4% and 79.1%, respectively. Many interfacial β0 phase precipitated within the α2 lamellae marked with red arrows in Figure (c), and fewer β phases were located within γ lamellae like ‘isolated island’ because of the α2 lamellae dissolved. Since the excess and metastable α2 phase tends to decompose to achieve phase equilibrium after elevated temperature treatment [Citation20,Citation21]. The BF image in Figure (d) shows that the β phase marked with red arrows was nucleated at the α2/γ interface, the corresponding SAED pattern of β phase taken along [001]β0 direction show that there was no precipitation within the β0 phase after aged treatment.
Figure 1. (a) BSE image of the P-HIPed condition, the insert image shows high magnification, (b) BF image of α2/γ lamellae, the corresponding SAED patterns of α2/γ lamellae, (c) BSE image of Aged condition, the insert image shows high magnification, (d) BF image of the interfacial β0, the corresponding SAED patterns of β0 phase along [001]β0 direction.
![Figure 1. (a) BSE image of the P-HIPed condition, the insert image shows high magnification, (b) BF image of α2/γ lamellae, the corresponding SAED patterns of α2/γ lamellae, (c) BSE image of Aged condition, the insert image shows high magnification, (d) BF image of the interfacial β0, the corresponding SAED patterns of β0 phase along [001]β0 direction.](/cms/asset/7761aa71-662a-4ab5-9166-c220900a168b/tmrl_a_2050432_f0001_oc.jpg)
Figure (a) displays the creep curves of different conditions at 750°C under 250 MPa constant loading, i.e. the gray curves represent of aged condition and the red curves represent of P-HIPed condition. The ageing treatment was not only stabilize the lamellar structure but also form finely dispersed β0 precipitates at the α2/γ lamellar interface. The interfacial β0 phase of the aged condition showed a significant improvement in the creep resistance. The aged condition with 1.7% creep strain was over three times lower than the P-HIPed sample with 5.4%. Furthermore, the steady-state creep strain rate of the aged condition with 5.64E-9 s−1 was seven times slower than the P-HIPed condition of 8.89E-8 s−1. Compared to the other TiAl alloy at 750°C in Figure (b) [Citation8,Citation22], the steady-state creep strain rate of the aged condition presented the lowest creep rate than the fully lamellar TNM and Ti-46Al-2W-0.5Si-0.7B.
Figure 2. (a) Creep curves at 750°C under 250 MPa for 140 h,(b) comparison of steady creep strain rate.
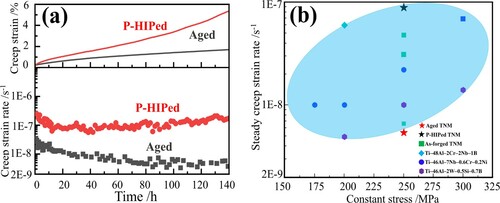
Figure shows the deformed microstructure characterization after the creep test. The microstructure of the P-HIPed condition displays severe microstructure degradation in Figure (a). The excess α2 lamellar decomposition caused massive phase transformation during creep, in which the volume fraction of γ phase increased from 72.1% to 84.9%. It destroyed the accumulated defects and caused microstructure instability. With the creep strain increased, the strain incompatibility at the colony boundaries caused local stress concentration [Citation23,Citation24]. The high magnification of the insert image in Figure 3(a) shows that the P-HIPed condition was released local stress concentration by dynamic recrystallization (DRX) of γ phase and the nucleation of the cavity. It deteriorated the microstructure stability as well as creep resistance. Figure (b,c) presents the deformed microstructure of the aged condition, which depicted better microstructure stability. The fully lamellar structure was not damaged, and no DRX occurred. There were some twins observed within the γ lamellae. Compared to the P-HIPed condition, the volume fraction of β0 and γ phase increased to 2.6% and 84.1%, respectively. Due to the α2 dissolution, some β0 phases were located within γ lamellar, which look like ‘isolated islands’ in Figure (c,d). The dark-field (DF) TEM image in Figure (e) shows that there was some ellipsoid ω phase precipitated within the β0 phase. Based on the insert image of the SAED pattern which concludes two sets of diffraction spots. The ω phase and β0 phase obey orientation relationship as <−111>β0//<11-20>ω and {110}β0//{0001}ω. A previous study found that the ω phase was also precipitated at β0 phase at 750–825°C for long-term heat treatments under unloaded conditions, its growth mechanism is dominated by element diffusion [Citation25]. Due to the introduction of the applied stress, it was attributed to accelerating the element diffusion, and the formation of the ω phase was also promoted. According to the HAADF and the corresponding EDS images (Figure (f)) and TEM-EDS spot measurements in Table , ellipsoid ω phase was enriched Nb element and depleted Al element. As the growth of ω phase consumes Nb elements and rejects Mo elements, it led to a stable β0 phase by dissolving more Mo elements. However, the γ phase has lower solubility of β-stabilizer elements, i.e. Mo and Nb elements [Citation26]. Consequently, the β0(ω) phase could not be transformed into γ phase. It was treated as the second particle to reinforce the creep resistance, and the strengthening mechanism will be discussed as follow.
Figure 3. (a) BSE image of the P-HIPed condition, the insert image shows high magnificaiton;(b-c) BSE image of the aged condition;(d) BF of the aged condition, (e) DF image of ω phase, the insert image shows the SAED patterns of β0 and ω phase; (f) the corresponding HAADF and EDS image of β0(ω).
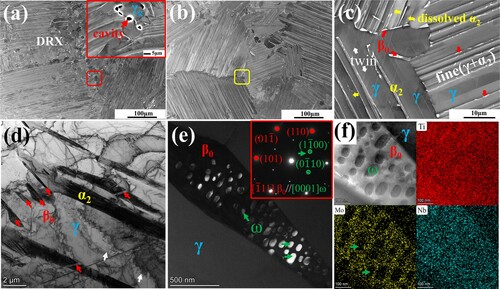
Figure 4. The defects interaction of aged sample after creep test using the diffraction vector at g = [1−11]. (a, d) HAADF images of β0 phase, the insert images is the CBED of the β0 phase; (b, e) TBBF images and (c, f) WBDF images of the interaction between interfacial β0 phase and defects, respectively; (g, h) TBBF image of the interaction between grain boundary β0(ω) phase and defects; (i) TBBF image of the interaction between lamellae and defects.
![Figure 4. The defects interaction of aged sample after creep test using the diffraction vector at g = [1−11]. (a, d) HAADF images of β0 phase, the insert images is the CBED of the β0 phase; (b, e) TBBF images and (c, f) WBDF images of the interaction between interfacial β0 phase and defects, respectively; (g, h) TBBF image of the interaction between grain boundary β0(ω) phase and defects; (i) TBBF image of the interaction between lamellae and defects.](/cms/asset/c131d923-1633-4fa2-897c-481856ba0b83/tmrl_a_2050432_f0004_oc.jpg)
Table 1. TEM-EDS spot measurements within pure β0 and ω phase chemical composition (at.%).
Figure shows the HAADF, two-beam bright-field (TBBF), and weak-beam dark-field (WBDF) TEM images of the defects interaction of the aged sample by using the diffraction vector at g = [1−11]. As can be seen from Figure (a,d), the HAADF images depicted that the particle precipitations in white were enriched by the high β-stabilizer elements (Ti-30.5Al-6.8Nb-6.9Mo, at. %), and the insert image shows that the precipitates identified by the convergent beam electron diffraction(CBED) of the β0 phase along the [−111]β0 direction. Consequently, these precipitates were proved to be β0 phase. Moreover, a high-density dislocation was observed at the α2/γ lamellae interface in Figure (a,b). Since the interfacial dislocation emission is related to the α2 lamellae decomposition during creep [Citation27], the interfacial β0 phases could effectively pin the dislocation motion and result in dislocation tangled at the phase boundaries in Figure (b,c). With the α2 lamellae decomposition, the interfacial β0 phase with bulged morphology was attributed to hindering the dislocation and delayed the rate of α2 lamellae dissolved. Moreover, the stacking faults (SFs) presented in two directions parallel and inclined to the γ lamellae, it was also found that the interfacial β0 phase hindered the SFs propagation in Figure (d–f). The fine dispersed interfacial β0 phase provided precipitation strengthen for creep resistance. Furthermore, the grain boundary β0(ω) phase hindered the dislocation movement, twins, and stacking faults propagation in Figure (g,h). Since the ω phase precipitation stabilizes the β0 phase and improved effectively the hardness up to high temperature [Citation28]. The grain boundary β0(ω) phase was acting as a secondary phase particle strengthening. Moreover, the partial dislocations were transferred into the β0(ω) as a slip dislocation marked with red circles in Figure (h). Compared to the P-HIPed condition, the occurrence of DRX was related to the lamellar cylinderization and edge spheroidization [Citation29]. After the ageing treatment, the volume fraction of phases were reached a relative equilibrium condition, and the precipitation of interfacial β0 phase was formed and stabled the α2 lamellae. Figure (i) shows that the intact lamellar could retard the motion of dislocation during creep and provided obstacles for SFs and twin propagation. Conventionally, the interfaces presented obstacles for dislocation and served as dislocation sources. SFs that are highly stable conditions can block the dislocation motion [Citation30,Citation31]. A higher density of defects was observed within the lamellar colony, and the dislocation was pile-up at the lamellar interface and SFs conjunction area marked with yellow arrows. Moreover, the SFs were transferred into the fine (α2+γ) lamellae as a slip dislocation marked with red circles in Figure (i). These were attributed to strengthening the creep resistance.
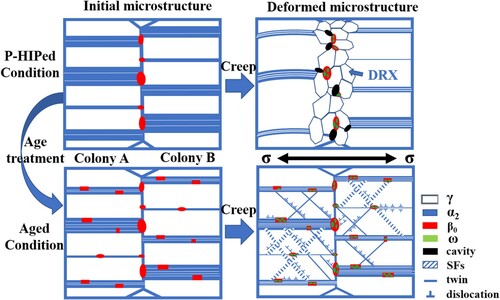
The schematic diagrams of the deformed microstructure after the creep test is shown in Figure . The deformed microstructure of the P-HIPed condition showed severe microstructure degradation, such as massive phase transformation, deformed lamellae, DRX of γ phase, and the nucleation of cavities. On the contrary, The aged condition was not only stabilize the lamellar structure but also formed a fine dispersed β0 phase at the γ/α2 lamellar interface. The interfacial β0 phase has been shown to significantly improve the creep resistance by hindering dislocation motion, twin, and SFs propagation. It also delayed the α2 lamellae decomposition and maintain the integrity of the lamellar structure.
Figure 5. The schematic diagrams showing deformed microstructure.
4. Conclusion
A fine and uniformly dispersed interfacial β0 phase were precipitated within α2 lamellae after age treatment. The β0 phase effectively blocks the dislocation motion, twin and stacking faults propagation. Moreover, the interfacial β0 phase also delays the α2 lamellae decomposition and stable the lamellae integrity. Finally, the aged condition exhibited better microstructure stability as well as creep properties.
Acknowledgement
The authors would like to thank the Analytical & Testing Center of NPU.
Disclosure statement
No potential conflict of interest was reported by the author(s).This work was supported by the Research Fund of the State Key Laboratory of Solidification Processing (NPU), China under grant number 2020-TZ-03.
Additional information
Funding
References
- Clemens H, Wallgram W., Kremmer S, et al. Design of Novel β-Solidifying TiAl Alloys with Adjustable β/B2-Phase Fraction and Excellent Hot-Workability. Advanced Engineering Materials. 2008;10(8):707–713. https://doi.org/https://doi.org/10.1002/adem.v10:8.
- Bewlay BP, Nag S, Suzuki A, et al. Tial alloys in commercial aircraft engines. Mater High Temp. 2016;33(4-5):549–559.
- Juan JS, Simas P, Schmoelzer T, et al. Atomic relaxation processes in an intermetallic Ti-43Al-4Nb-1Mo-0.1B alloy studied by mechanical spectroscopy. Acta Mater. 2014 Feb 15;65:338–350.
- Zhang X, Li C, Wang Q, et al. Unusual ordered phases with long periodic stacking structures in an additively manufactured TiAl alloy. Mater Res Lett. 2020;8(12):454–461.
- Herrouin F, Hu D, Bowen P, et al. Microstructural changes during creep of a fully lamellar TiAl alloy. Acta Mater. 1998;46(14):4963–4972.
- Song L, Xu XJ, You L, et al. Ordered α2 to ωo phase transformations in high Nb-containing TiAl alloys. Acta Mater. 2015 Jun;91:330–339.
- Mayer S, Erdely P, Fischer FD, et al. Intermetallic β-solidifying γ-TiAl based alloys − from fundamental research to application. Adv Eng Mater. 2017;19(4):1600735.
- Kastenhuber M, Klein T, Clemens H, et al. Tailoring microstructure and chemical composition of advanced γ-TiAl based alloys for improved creep resistance. Intermetallics. 2018 Jun;97:27–33.
- Schwaighofer E, Rashkova B, Clemens H, et al. Effect of carbon addition on solidification behavior, phase evolution and creep properties of an intermetallic β-stabilized γ-TiAl based alloy. Intermetallics. 2014 Mar;46:173–184.
- Hamzah E, Kanniah M, Harun M. Effect of beta phase on room to high temperature mechanical properties of as-cast gamma titanium aluminide. Mech Adv Mater Struct. 2009;16(5):384–389.
- Kastenhuber M, Rashkova B, Clemens H, et al. Enhancement of creep properties and microstructural stability of intermetallic β-solidifying γ-TiAl based alloys. Intermetallics. 2015 Aug;63:19–26.
- Kastenhuber M, Rashkova B, Clemens H, et al. Effect of microstructural instability on the creep resistance of an advanced intermetallic γ-TiAl based alloy. Intermetallics. 2017 Jan;80:1–9.
- Wang JG, Nieh TG. Creep of a beta phase-containing TiAl alloy. Intermetallics. 2000 Jul;8(7):737–748.
- Wu ZE, Hu R, Zhang TB, et al. Microstructure determined fracture behavior of a high Nb containing TiAl alloy. Mat Sci Eng a-Struct. 2016 Jun;666:297–304.
- Hodge AM, Hsiung LM, Nieh TG. Creep of nearly lamellar TiAl alloy containing W. Scr Mater. 2004;51(5):411–415.
- Kothari K, Radhakrishnan R, Wereley NM. Advances in gamma titanium aluminides and their manufacturing techniques. Prog Aerosp Sci. 2012 Nov;55:1–16.
- Zhu *H, Seo DY, Maruyama K, et al. Interfacial strengthening of β phase in a fully lamellar structure of TiAl alloy containing W. Philos Mag Lett. 2005;85(7):377–385.
- Zhu H, Seo DY, Maruyama K. Strengthening of lamellar TiAl alloys by precipitation bands of βo particles. Mater Sci Eng: A. 2009;510-511:14–19.
- Couret A, Reyes D, Thomas M, et al. Effect of ageing on the properties of the W-containing IRIS-TiAl alloy. Acta Mater. 2020;199:169–180.
- Huang ZW, Voice WE, Bowen P. Thermal stability of Ti–46Al–5Nb–1W alloy. Mater Sci Eng: A. 2002;329-331:435–445.
- Qiang F, Kou H, Wang L, et al. βo precipitation in α2 lamellae of the β-solidifying multiple-phase γ-TiAl alloy. Mater Charact. 2020;167:110474.
- Dlouhý A, Kuchařová K, Orlová A. Long-term creep and creep rupture characteristics of TiAl-base intermetallics. Mater Sci Eng: A. 2009;510-511:350–355.
- Qiang F, Bouzy E, Kou H, et al. Grain fragmentation associated continuous dynamic recrystallization (CDRX) of hexagonal structure during uniaxial isothermal compression: high-temperature α phase in TiAl alloys. Intermetallics. 2021;129:107028.
- Hu JD, Xuan FZ, Liu CJ, et al. Modelling of cavity nucleation under creep-fatigue interaction. Mech Mater. 2021: 103799.
- Schloffer M, Rashkova B, Schoberl T, et al. Evolution of the ωo phase in a β-stabilized multi-phase TiAl alloy and its effect on hardness. Acta Mater. 2014 Feb;64:241–252.
- Tang B, Ou WC, Kou HC, et al. Experimental study of the dissolution and reprecipitation behaviors of ωo phase in high Nb containing TiAl alloy. Mater Charact. 2015 Nov;109:122–127.
- Nam S W, Cho H S, Hwang S-K, et al. Dislocation evolution with creep strain and dislocation emission related with α2-phase dissolution. Mater Sci Eng: A. 1997;239-240:457–463.
- Kolb M, Wheeler JM, Mathur HN, et al. Local mechanical properties of the (βo+ωo) composite in multiphase titanium aluminides studied with nanoindentation at room and high temperatures. Mater Sci Eng: A. 2016;665:135–140.
- Courtney TH, Kampe JCM. Shape instabilities of plate-like structures—II. analysis. Acta Metall. 1989;37(7):1747–1758.
- Zhang L, Lu C, Tieu K, et al. Dynamic interaction between grain boundary and stacking fault tetrahedron. Scr Mater. 2018;144:78–83.
- Chen S, Oh HS, Gludovatz B, et al. Real-time observations of TRIP-induced ultrahigh strain hardening in a dual-phase CrMnFeCoNi high-entropy alloy. Nat Commun. 2020 Feb 11;11(1):826.