
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
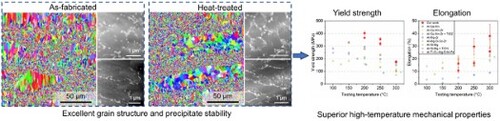
Traditional aluminum alloys are unsuitable for structural use above 200 ℃ due to precipitate coarsening or dissolution. Laser powder bed fusion (LPBF) additive manufacturing technique enables fabricating novel aluminum alloys with enhanced high-temperature properties. This study focuses on investigating the mechanical properties and microstructural evolution of a novel LPBF-fabricated Al-Cu-Li-Sc-Zr alloy at elevated temperatures. The microstructure is characterized by nano-scale grains and precipitates. Excellent grain structure and precipitate stability result in superior high-temperature mechanical properties. This study advances additively manufactured aluminum alloy design for potential high-temperature applications, offering valuable insights into their behavior in extreme environments.
GRAPHICAL ABSTRACT
IMPACT STATEMENT
This study elucidates superior high-temperature mechanical properties and nano-scale microstructural stability of LPBF-fabricated Al-Cu-Li-Sc-Zr alloy, offering valuable insights into grain boundary pinning effects and constrained diffusion rates for alloy design.
1. Introduction
Commercial cast and wrought aluminum alloys are unsuitable for structural applications above 200 ℃ due to the coarsening or dissolution of strengthening precipitates [Citation1,Citation2]. This creates a technological gap in lightweight alloys, which is presently being occupied by titanium alloys as they maintain both strength and stiffness at high temperatures better than aluminum alloys [Citation3]. Laser powder bed fusion (LPBF) additive manufacturing technique provides an opportunity to design new aluminum alloys with high-temperature properties that cannot be achieved using conventional processing. The extremely rapid cooling rate of LPBF (105–107 ℃/s [Citation4,Citation5]) contributes to preventing the diffusion of constituent elements and the formation of detrimental intermetallic compounds [Citation6], allowing for a significant amount of second phases to be introduced through LPBF processing [Citation7,Citation8]. Three major groups of LPBF-fabricated aluminum alloys exhibit promise for high-temperature applications, i.e. high-temperature precipitation-strengthened aluminum alloys [Citation9,Citation10], aluminum alloys with a large volume fraction of intermetallics [Citation11–14], and aluminum alloys dispersed with ceramics [Citation15,Citation16]. These precipitates, intermetallics, and ceramics in aluminum alloys exhibit resistance to coarsening and can provide remarkable mechanical strength at elevated temperatures.
Previous studies on aluminum alloys subjected to LPBF have primarily focused on Al–Si casting alloys [Citation17], particularly AlSi10Mg. Nevertheless, the substantial diffusivity of Si within the eutectic network in this alloy at elevated temperatures leads to rapid coarsening of precipitates, resulting in a decrease in strength above 200 °C [Citation18,Citation19]. This observation highlights the inherent limitations of conventional alloys in fully exploiting the potential advantages offered by LPBF for achieving high elevated-temperature strength. Aluminum alloys specifically designed for LPBF have demonstrated enhanced strength at elevated temperatures through mechanisms such as solid solution strengthening [Citation10,Citation14], grain refinement [Citation9,Citation20], and dispersion strengthening via ceramics [Citation9,Citation20]. These compelling findings suggest the feasibility of designing novel aluminum alloys with exceptional high-temperature properties using LPBF technology.
We have developed an LPBF-fabricated Al-Cu-Li-Sc-Zr alloy exhibiting exceptional tensile properties at room temperatures [Citation21]. The designed alloy falls under the category of high-temperature precipitation-strengthened aluminum alloys, with Sc and Zr contents surpassing their equilibrium solubilities [Citation22,Citation23]. The primary focus of this study lies in investigating the high-temperature mechanical properties of this novel alloy and elucidating their correlation with grain and precipitate thermal stability. Consequently, our findings contribute to an enhanced understanding of the high-temperature behavior exhibited by the LPBF-fabricated Al-Cu-Li-Sc-Zr alloy, thereby facilitating the design of new aluminum alloys for potential applications at high temperatures.
2. Materials and methods
A gas-atomized alloy powder, comprising Al-3.89Cu-1.22Li-0.98Sc-0.43Zr (wt%), was employed as the feedstock for the LPBF process using a LiM-X260A LPBF machine. Samples with a relative density exceeding 99.9% were fabricated under laser power of 300 W, scanning velocity of 1200 mm/s, hatch spacing of 0.1 mm, and layer thickness of 40 μm. Two types of samples were selected: those in the as-fabricated (AF) condition and optimized heat-treated (HT) condition [Citation24]. The HT samples underwent gradual heating at a rate of 10 ℃/min from room temperature to reach 300 ℃ inside a KSL-1400X muffle furnace. Subsequently, they were held at 300 ℃ for 1 h before cooled to ambient temperature in air.
Dog-bone shaped tensile specimens featured gauge section dimensions of 32 mm in length, 6 mm in width, and 3 mm in thickness according to ASTM B557M-10 standard. High-temperature tensile tests were performed on a Zwick/Roell Z020 Universal Materials Tester at three testing temperatures (200, 250, and 300 ℃). Prior to applying load according to ISO 6892-2:2018 [Citation25], each sample was held at its respective testing temperature for ten minutes. Each kind of sample was tested in three trials to ensure the reproducibility. Electron backscatter diffraction (EBSD) and transmission Kikuchi diffraction (TKD) results were acquired using an advanced EBSD detector integrated with a Zeiss Gemini 300 scanning electron microscope (SEM), followed by data analysis utilizing the AZtecCrystal software. The characterization of precipitation features was conducted using an FEI Tecnai G2 F30 transmission electron microscope (TEM) equipped with an energy dispersive spectrometer (EDS). The precipitate size was determined through a statistical analysis using Image-Pro Plus software, wherein the average diameter of the particles in the TEM images was calculated.
3. Results
The representative tensile curves of the AF and HT aluminum alloy samples at various testing temperatures are presented in Figure (a) and Figure (b). The serrations observed in the room-temperature tensile stress–strain curve of Figure (a) can be explained by the Portevin-Le Chatelier (PLC) effect. This phenomenon was a consequence of dynamic strain aging resulting from the interaction between solute atoms and mobile dislocations during the tensile test [Citation26]. The PLC effect induces deformation bands of type A within our samples. These type A bands propagate continuously, accompanied by abrupt and periodic stress fluctuations [Citation27]. It is noteworthy that these type A PLC bands are temperature-dependent, and they become inconspicuous at high temperatures [Citation28]. Consequently, this temperature-dependent behavior accounted for the absence of serrations in high-temperature tensile stress–strain curves.
Figure 1. Mechanical properties of LPBF-fabricated Al-Cu-Li-Sc-Zr alloy in both AF and HT states: (a, b) tensile curves of the alloy at various testing temperatures in the AF and HT states, respectively, (c, d) temperature-dependent yield strength and elongation compared with other LPBF-fabricated aluminum alloys (Al-Ce-Mn [Citation14], Al-Cu-Mn-Zr [Citation20], Al-Cu-Mn-Zr + TiO2 [Citation15], Al-Mg-Zr [Citation9], Al-Mg-Si-Sc-Zr [Citation10], Al-Si-Mg [Citation18, Citation19], Al-Si-Mg + TiCN [Citation16], Al-Ti-Cu-Mg-B-Ni-Fe [Citation29]).
![Figure 1. Mechanical properties of LPBF-fabricated Al-Cu-Li-Sc-Zr alloy in both AF and HT states: (a, b) tensile curves of the alloy at various testing temperatures in the AF and HT states, respectively, (c, d) temperature-dependent yield strength and elongation compared with other LPBF-fabricated aluminum alloys (Al-Ce-Mn [Citation14], Al-Cu-Mn-Zr [Citation20], Al-Cu-Mn-Zr + TiO2 [Citation15], Al-Mg-Zr [Citation9], Al-Mg-Si-Sc-Zr [Citation10], Al-Si-Mg [Citation18, Citation19], Al-Si-Mg + TiCN [Citation16], Al-Ti-Cu-Mg-B-Ni-Fe [Citation29]).](/cms/asset/76e47539-5e9b-4aae-b60e-c70b8b94e5e9/tmrl_a_2285388_f0001_oc.jpg)
The corresponding yield strength and elongation values are summarized in Table . The yield strength of AF sample decreased with the increase of testing temperature, while its elongation exhibited an opposite trend. Notably, the AF sample demonstrated elevated yield strength values at 200 and 250 ℃, accounting for approximately 83% and 74% of the room-temperature yield strength, respectively. However, at 300 ℃, the yield strength of the AF sample decreased to as low as 37% of its room-temperature counterpart, and its elongation was nearly three times that at room temperature. In contrast, the HT sample exhibited a brittle nature at room temperature with an elongation at fracture around only 2%. However, interestingly, this aluminum alloy became ductile at high temperatures with its elongation dramatically increasing from 16% at 200 ℃ to 38% at 300 ℃. This trend regarding both yield strength and elongation with respect to testing temperatures was consistent with that observed for the AF sample. Moreover, the yield strength values of the HT sample were slightly lower than those of the AF sample at three testing temperatures. Furthermore, the elongation values of the HT sample at high temperatures were all superior to those of the AF sample.
Table 1. Tensile properties of as-fabricated and heat-treated samples at various testing temperatures.
The high-temperature tensile properties, including yield strength and elongation, for LPBF-fabricated aluminum alloys are summarized in Figure (c) and Figure (d). In comparison with other LPBF-fabricated aluminum alloys (Al-Ce-Mn [Citation14], Al-Cu-Mn-Zr [Citation20], Al-Cu-Mn-Zr + TiO2 [Citation15], Al-Mg-Zr [Citation9], Al-Mg-Si-Sc-Zr [Citation10], Al–Si-Mg [Citation18,Citation19], Al–Si-Mg + TiCN [Citation16], Al-Ti-Cu-Mg-B-Ni-Fe [Citation29]), our LPBF-fabricated Al-Cu-Li-Sc-Zr alloy in both AF and HT states demonstrated a superior combination of yield strength and elongation, indicating exceptional mechanical properties at elevated temperatures. The ability of this alloy to maintain strength at high temperatures is crucial for components exposed to elevated operational conditions. Consequently, this alloy has the potential to serve as a viable alternative to specific titanium alloys, promising cost-effectiveness and improved performance in critical applications.
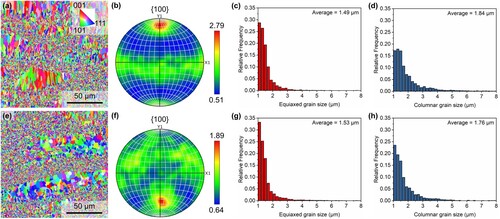
To investigate the correlation between high-temperature mechanical properties and microstructure, EBSD analysis was performed on both AF and HT samples. The inverse pole figure (IPF) maps depicted in Figure (a) and Figure (e) indicated a nearly random distribution of grain orientations in both samples. This randomness was further supported by the pole figures presented in Figure (b) and Figure (f), which demonstrated weak texture with maximum texture intensities of 2.79 and 1.83. Additionally, both IPF maps exhibited similar characteristics of fine equiaxed grains and coarse columnar grains. Statistical results revealed that the average sizes of fine equiaxed grains were measured to be 1.49 μm for the AF sample and 1.53 μm for the HT sample, while the average sizes of coarse columnar grains were found to be 1.84 μm for the AF sample and 1.76 μm for the HT sample. The comparative grain sizes implied no significant grain coarsening after heat treatment at elevated temperatures occurred in this LPBF-fabricated Al-Cu-Li-Sc-Zr alloy.
Figure 2. EBSD results of (a ∼ d) AF and (e ∼ h) HT samples: (a) and (e) IPF maps; (b) and (f) pole figures; (c) and (g) equiaxed grain size statistical graph; (d) and (h) columnar grain size statistical graph.
The precipitation behavior significantly influences the mechanical properties of the LPBF-fabricated Al-Cu-Li-Sc-Zr alloy at elevated temperatures. Figure (a-d) shows the TEM results for both AF and HT samples and Figure (e) presents the corresponding statistical results of precipitate size. The EDS map obtained from the equiaxed grain area of the AF sample (Figure (a)) revealed the stacking of Cu-rich and Sc-rich precipitates along the equiaxed grain boundaries. To further identify the phase constituent, TKD analysis was employed within the equiaxed grain area of AF sample. The resulting phase map depicted in Figure (f) identified Al2Cu and AlCuSc phases, predominantly located at the grain boundaries of Al as indicated in the IPF map shown in Figure (g). This observation strongly supports that the Cu-rich and Sc-rich precipitates are primarily composed of Al2Cu and AlCuSc compounds. Statistical results indicated an average size of these precipitates to be 116 ± 42 nm. It's noteworthy that the equiaxed grains observed in TEM and TKD results could be as small as a few hundred nanometers, indicating the presence of a nano-scale structure in the LPBF-fabricated Al-Cu-Li-Sc-Zr alloy.
Figure 3. TEM analysis showing the HAADF images and corresponding EDS maps of: (a) equiaxed grain area of AF sample, (b) columnar grain area of AF sample, (c) equiaxed grain area of HT sample, and (d) columnar grain area of HT sample; (e) statistical results of precipitate size; EBSD analysis showing the TKD results within the equiaxed grain area of AF sample: (f) phase map and (g) IPF map.
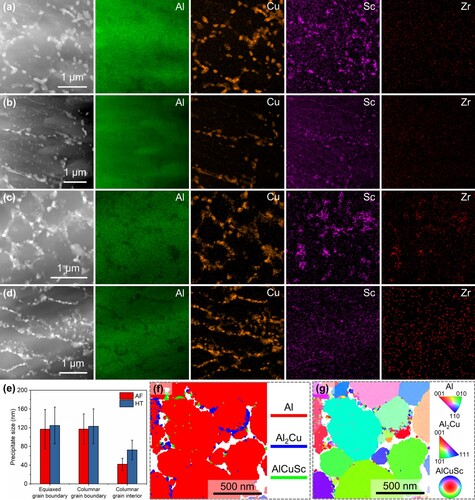
Similar to the equiaxed grain area of the AF sample, Al2Cu and AlCuSc precipitates also aggregate along the columnar grain boundaries as illustrated in Figure (b). These precipitates effectively impeded grain coarsening by localizing at grain boundaries, thereby contributing to the maintenance of a refined grain structure. The size of these precipitates was measured to be 117 ± 32 nm, closely resembling those observed in the coarse grain area. A notable distinction is that smaller Al2Cu and AlCuSc precipitates are discernible within the coarse grains (42 ± 13 nm), which can be attributed to the interdendritic segregation of Cu and Sc. During solidification, the Al dendrites grow by extracting solute atoms Cu and Sc from the surrounding liquid. As these dendrites continue to grow and solidify, they create interdendritic regions with a higher solute concentration of Cu and Sc. These solute atoms possess lower solubility in the solid Al phase compared to the liquid Al phase. Consequently, as the Al liquid cools and solidifies, Cu and Sc atoms are expelled from the forming dendrites and tend to accumulate in the remaining liquid. The degree of interdendritic segregation is closely associated with the cooling rate [Citation30]. Given the rapid cooling inherent in the LPBF process, the interdendritic precipitates appear as smaller entities.
No discernible Zr segregation was observed in either the equiaxed grain or columnar grain area of the AF sample. This can be attributed to that the primary Al3(Sc, Zr) particles worked as nucleants for grain refinement in the equiaxed grain area generally had a small size that renders them difficult to distinguish by TEM-EDS [Citation31]. Additionally, it is worth noting that the Zr element within the coarse grain areas exhibited supersaturation in the Al matrix [Citation32].
For the HT sample, an increased number of precipitates can be observed in both equiaxed grain area (Figure (c)) and columnar grain area (Figure (d)). The fine precipitates within the columnar grains tended to coalesce and grow, resulting in a size increase to 72 ± 21 nm, which presented a growth of 71% compared to those in the AF sample. The precipitation particles exhibited an intermittent distribution along the grain boundaries in the AF sample while those particles were nearly continuously stacked along the grain boundaries in the HT sample. Consequently, it can be reasonably deduced that Al2Cu and AlCuSc precipitates exhibit a higher degree of accumulation at the grain boundaries in the HT sample as opposed to the AF sample. The enrichment of precipitates at grain boundaries can compromise the material's ductility and elongation by promoting embrittlement, creating paths for crack propagation, hindering dislocation movement, and inducing stress concentration. These precipitates located at the grain boundaries exhibited sizes of 125 ± 39 nm for equiaxed grains and 123 ± 37 nm for coarse grains, which were respectively larger by approximately 8% and 5% compared to those presented in the AF sample. The abundant presence of nano-sized precipitates encircling nano-scale equiaxed grains gave rise to a distinctive ring-shaped structure at the nanoscale, while those located along columnar grain boundaries formed a strip-shaped structure. Despite minor coarsening, these structures were stabilized as the nano-sized precipitates still effectively impeded grain boundary migration, thereby providing robust resistance against grain coarsening.
4. Discussion
The precipitates of LPBF-fabricated Al-Cu-Li-Sc-Zr alloy exhibited superior thermal stability during aging at 300 ℃. An elucidation of the phenomena of coarsening and dissolution of these precipitates at the specified temperature can be achieved through the application of thermodynamic and kinetic theories [Citation33]. The molar Gibbs free energy (ΔG) associated with the nucleation process is expressed by.
(1)
(1) where r represents the radius of the precipitate, Δg denotes the precipitation driving force, and σ is the surface energy per unit area [Citation34]. The driving force Δg can be calculated by
(2)
(2) where k stands for the Boltzmann's constant, T denotes the temperature, Vp represents the molar volume of precipitates, and C and Ceq are the current and equilibrium solute concentrations in the Al matrix [Citation35]. At the point where
, the critical precipitate radius r0 can be determined by substituting Equation (2) into Equation (1):
(3)
(3) The dissolution of precipitates during aging or tensile testing at 300 ℃ can be inferred from Equation (3), when the radius is less than r0. Conversely, under conditions promoting growth, the precipitates underwent enlargement and coarsening. The rate of growth is defined by
(4)
(4) where D is the diffusion coefficient of solute at time t [Citation35]. The Arrhenius relationship suggests that the diffusion coefficient D is exponentially correlated with T [Citation36]:
(5)
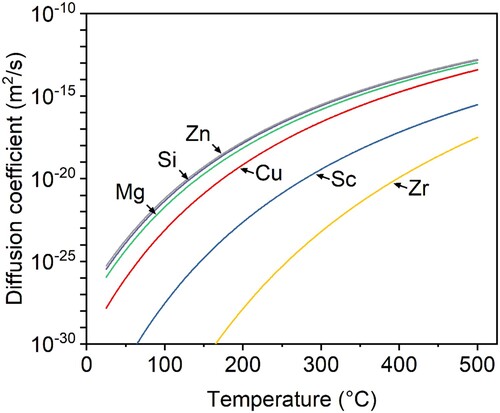
(5) where D0 represents the pre-exponential factor, Q denotes the activation energy, and R stands for the molar gas constant (8.314 J/(mol·℃)). Based on the parameters listed in Table S1, we calculated the temperature-dependent diffusion coefficient of various elements in Al and presented them in Figure . At an elevated temperature of 300 °C, distinct values were obtained for the diffusion coefficients governing the mobility of different elements within the Al matrix. Specifically, at this temperature, Cu, Sc, and Zr exhibit lower diffusion coefficients than those of Zn, Mg, and Si, which are respectively equal to 2.76 × 10−17 m2/s, 3.76 × 10−20 m2/s, and 6.32 × 10−24 m2/s compared with 3.10 × 10−16 m2/s, 1.54 × 10−16 m2/s, and 2.62 × 10−16 m2/s.
Figure 4. Diffusion coefficients of Cu, Sc, Zr, Mg, Si, and Zn in Al at different temperatures.
The remarkable thermal stability of the Al3(Sc, Zr) phase can be attributed to its distinctive core–shell structure [Citation37,Citation38]. The incorporation of Zr into the Al3Sc phase introduced lattice irregularities, leading to an increase in entropy. This entropy-driven phenomenon significantly altered the free energy associated with the formation of the Al3(Sc, Zr) phase, thereby promoting the generation of compact and finely dispersed nuclei. Moreover, owing to the higher diffusion coefficient of Sc atoms compared to Zr atoms, the resulting Al3(Sc, Zr) phase typically comprised Sc-rich nuclei encapsulated by thin shells (approximately 1-2 nm thick) rich in Zr. These slow-diffusing thin shells acted as effective diffusion barriers [Citation39], retarding atom transport and consequently decelerating the coarsening process.
Although the diffusion coefficient of Cu was relatively high, the diffusion of Cu can be mitigated by a high density of vacancies and Sc microalloying atoms [Citation40]. Thermodynamically stable atomic complexes rich in (Cu, Sc, vacancy) constituents exhibited self-organization tendencies, effectively impeding Cu diffusion and trapping solute atoms within the Al matrix. The presence of vacancies, characterized by notably increased concentrations, became crucial for facilitating the incorporation of excess vacancies into a majority of atomic complexes. This augmentation substantially enhanced the thermal stability of these atomic complexes. As such, the precipitates exhibiting resistance to coarsening at high temperatures contributed significantly to the alloy's strength in high-temperature conditions [Citation41]. These precipitates could act as obstacles to the movement of dislocations. Enhanced precipitate stability correlated with a heightened capacity to impede dislocation mobility, consequently yielding augmented strength under high-temperature conditions.
The phenomenon of grain boundary sliding (GBS) often contributes to the deformation of aluminum alloys with fine grains at elevated temperatures [Citation9]. It is pertinent to note that the presence of grain boundary precipitates, which maintain small grain dimensions under high thermal conditions, simultaneously act as obstacles to GBS progression. Griffiths et al. [Citation9] investigated the high-temperature properties of an Al-Mg-Zr alloy fabricated using LPBF in both AF and HT conditions. The synergistic presence of Fe-rich intermetallics, Mg2Si particles, and Al3Zr particles was speculated to hinder GBS. The coarsening of these grain boundary reinforcement phases may potentially lead to a decrease in the yield strength of HT samples compared to AF counterparts. While a comparable phenomenon might be observed in our examined alloy, it's important to highlight that the reduction in yield strength remained relatively modest. This can be attributed to the alloy's notable resistance against precipitate coarsening, which is caused by the low diffusion coefficients of elements in the material. The increase in elongation of the HT samples at elevated temperatures can be ascribed to the superplasticity effect. Superplasticity is a distinctive phenomenon observed in polycrystalline materials, allowing for significant tensile elongation under particular temperature and strain rate conditions. This behavior is notably pronounced in alloys with grain sizes below 10 μm under specific conditions of temperature and strain rate [Citation42]. The extent of superplastic elongation showed a positive correlation with an increase in particle volume fraction [Citation43]. Owing to the enhanced precipitation of particles within the HT samples, they exhibited superior ductility compared to their AF counterparts.
5. Conclusions
The present study investigates the high-temperature mechanical properties and microstructural evolution of an Al-Cu-Li-Sc-Zr alloy fabricated using LPBF technology. Both as-fabricated and heat-treated samples exhibited a decrease in yield strength and an increase in elongation with rising temperature. A comparison with other LPBF-fabricated aluminum alloys highlights the superior combination of yield strength and elongation exhibited by the Al-Cu-Li-Sc-Zr samples at high temperatures. These exceptional material properties can primarily be attributed to the excellent resistance to grain coarsening and robust thermal stability of precipitates within the alloy. The former characteristic was a result of the outstanding grain boundary pinning effect offered by abundant precipitates at grain boundaries, while the latter was due to constrained diffusion rates of alloying elements. The insights gained from this study contribute to advancements in additively manufactured aluminum alloy design for high-temperature applications, providing valuable understanding into the intricate mechanisms governing their behavior in extreme environments.
Supplemental Material
Download MS Word (16.8 KB)Acknowledgments
The authors would like to thank the Analytical and Testing Center of HUST for the EBSD and TEM analysis.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- Michi RA, Plotkowski A, Shyam A, et al. Towards high-temperature applications of aluminium alloys enabled by additive manufacturing. Int Mater Rev. 2021;67(3):298–345. doi:10.1080/09506608.2021.1951580
- Gao YH, Yang C, Zhang JY, et al. Stabilizing nanoprecipitates in Al-Cu alloys for creep resistance at 300°C. Mater Res Lett. 2018;7(1):18–25. doi:10.1080/21663831.2018.1546773
- Liu Y, Meng J, Zhu L, et al. Dynamic compressive properties and underlying failure mechanisms of selective laser melted Ti-6Al-4V alloy under high temperature and strain rate conditions. Addit Manuf. 2022;54:102772.
- DebRoy T, Mukherjee T, Wei HL, et al. Metallurgy, mechanistic models and machine learning in metal printing. Nature Rev Mater. 2020;6(1):48–68. doi:10.1038/s41578-020-00236-1
- Ren J, Zhang Y, Zhao D, et al. Strong yet ductile nanolamellar high-entropy alloys by additive manufacturing. Nature. 2022;608(7921):62–68. doi:10.1038/s41586-022-04914-8
- Gu D, Shi X, Poprawe R, et al. Material-structure-performance integrated laser-metal additive manufacturing. Science. 2021;372(6545):eabg1487. doi:10.1126/science.abg1487
- Sun T, Wang H, Gao Z, et al. The role of in-situ nano-TiB2 particles in improving the printability of noncastable 2024Al alloy. Mater Res Letters. 2022;10(10):656–665. doi:10.1080/21663831.2022.2080514
- Wan J, Li K, Geng H, et al. Simultaneously enhancing strength and ductility of selective laser melted AlSi10Mg via introducing in-cell Al4C3 nanorods. Materials Res Lett. 2023;11(6):422–429. doi:10.1080/21663831.2023.2173028
- Griffiths S, Croteau JR, Rossell MD, et al. Coarsening- and creep resistance of precipitation-strengthened Al–Mg–Zr alloys processed by selective laser melting. Acta Mater. 2020;188:192–202. doi:10.1016/j.actamat.2020.02.008
- Bi J, Lei Z, Chen Y, et al. Microstructure, tensile properties and thermal stability of AlMgSiScZr alloy printed by laser powder bed fusion. J Mater Sci Technol. 2021;69:200–211. doi:10.1016/j.jmst.2020.08.033
- Lv H, Peng P, Feng T, et al. High-performance co-continuous Al-Ce-Mg alloy with in-situ nano-network structure fabricated by laser powder bed fusion. Addit Manuf. 2022;60:103218.
- Wang W, Takata N, Suzuki A, et al. High-temperature strength sustained by nano-sized eutectic structure of Al–Fe alloy manufactured by laser powder bed fusion. Mater Sci Eng A. 2022;838:142782.
- Kimura T, Nakamoto T, Ozaki T, et al. Microstructures and mechanical properties of aluminum-transition metal binary alloys (Al-Fe, Al-Mn, and Al-Cr) processed by laser powder bed fusion. J Alloys Compd. 2021;872:159680.
- Plotkowski A, Sisco K, Bahl S, et al. Microstructure and properties of a high temperature Al–Ce–Mn alloy produced by additive manufacturing. Acta Mater. 2020;196:595–608. doi:10.1016/j.actamat.2020.07.014
- Li G, Huang Y, Li X, et al. Laser powder bed fusion of nano-titania modified 2219 aluminium alloy with superior mechanical properties at both room and elevated temperatures: The significant impact of solute. Addit Manuf. 2022;60:103296.
- He P, Kong H, Liu Q, et al. Elevated temperature mechanical properties of TiCN reinforced AlSi10Mg fabricated by laser powder bed fusion additive manufacturing. Mater Sci Eng A. 2021;811:141025.
- Zhu Z, Hu Z, Seet HL, et al. Recent progress on the additive manufacturing of aluminum alloys and aluminum matrix composites: Microstructure, properties, and applications. Int J Mach Tools Manuf. 2023;190:104047.
- Uzan NE, Shneck R, Yeheskel O, et al. High-temperature mechanical properties of AlSi10Mg specimens fabricated by additive manufacturing using selective laser melting technologies (AM-SLM). Addit Manuf. 2018;24:257–263.
- Lehmhus D, Rahn T, Struss A, et al. High-Temperature Mechanical Properties of Stress-Relieved AlSi10Mg Produced via Laser Powder Bed Fusion Additive Manufacturing. Materials (Basel). 2022;15(20):7386.
- Shyam A, Plotkowski A, Bahl S, et al. An additively manufactured AlCuMnZr alloy microstructure and tensile mechanical properties. Materialia. 2020;12:100758.
- Qi Y, Hu Z, Zhang H, et al. High strength Al–Li alloy development for laser powder bed fusion. Addit Manuf. 2021;47:102249.
- Røyset J, Ryum N. Scandium in aluminium alloys. Int Mater Rev. 2013;50(1):19–44. doi:10.1179/174328005X14311
- Cassell AM, Robson JD, Race CP, et al. Dispersoid composition in zirconium containing Al-Zn-Mg-Cu (AA7010) aluminium alloy. Acta Mater. 2019;169:135–146. doi:10.1016/j.actamat.2019.02.047
- Qi Y, Zhang H, Zhang W, et al. Heat treatment of Al-Cu-Li-Sc-Zr alloy produced by laser powder bed fusion. Mater Charact. 2023;195:112505. doi:10.1016/j.matchar.2022.112505
- ISO, Metallic materials — Tensile testing — Part 2: Method of test at elevated temperature, 2018.
- Zhu Z, Ng FL, Seet HL, et al. Superior mechanical properties of a selective-laser-melted AlZnMgCuScZr alloy enabled by a tunable hierarchical microstructure and dual-nanoprecipitation. Mater Today. 2022;52:90–101. doi:10.1016/j.mattod.2021.11.019
- Hu Z, Qi Y, Nie X, et al. The Portevin-Le Chatelier (PLC) effect in an Al-Cu aluminum alloy fabricated by selective laser melting. Mater Charact. 2021;178:111198. doi:10.1016/j.matchar.2021.111198
- Yilmaz A. The Portevin-Le Chatelier effect: a review of experimental findings. Sci Technol Adv Mater. 2011;12(6):063001. doi:10.1088/1468-6996/12/6/063001
- Belelli F, Casati R, Riccio M, et al. Development of a Novel High-Temperature Al Alloy for Laser Powder Bed Fusion. Metals. 2020;11(1). doi:10.3390/met11010035
- Tang M, Pistorius PC, Narra S, et al. Rapid solidification: selective laser melting of AlSi10Mg. JOM. 2016;68(3):960–966. doi:10.1007/s11837-015-1763-3
- Jia Q, Zhang F, Rometsch P, et al. Precipitation kinetics, microstructure evolution and mechanical behavior of a developed Al-Mn-Sc alloy fabricated by selective laser melting. Acta Mater. 2020;193:239–251. doi:10.1016/j.actamat.2020.04.015
- Wang Z, Lin X, Kang N, et al. Laser powder bed fusion of high-strength Sc/Zr-modified Al–Mg alloy: phase selection, microstructural/mechanical heterogeneity, and tensile deformation behavior. J Mater Sci Technol. 2021;95:40–56. doi:10.1016/j.jmst.2021.03.069
- Liu D, Wu D, Wang Y, et al. Enhanced high-temperature mechanical properties of laser-arc hybrid additive manufacturing of Al-Zn-Mg-Cu alloy via microstructure control. J Mater Sci Technol. 2024;169:220–234. doi:10.1016/j.jmst.2023.05.071
- Tang J, Liu M, Bo G, et al. Unraveling precipitation evolution and strengthening function of the Al-Zn-Mg-Cu alloys with various Zn contents: Multiple experiments and integrated internal-state-variable modeling. J Mater Sci Technol. 2022;116:130–150. doi:10.1016/j.jmst.2021.12.008
- Deschamps A, Brechet Y. Influence of predeformation and agEing of an Al–Zn–Mg alloy—II. Modeling of precipitation kinetics and yield stress. Acta Mater. 1998;47(1):293–305. doi:10.1016/S1359-6454(98)00296-1
- Styles MJ, Marceau RKW, Bastow TJ, et al. The competition between metastable and equilibrium S (Al 2 CuMg) phase during the decomposition of Al Cu Mg alloys. Acta Mater. 2015;98:64–80. doi:10.1016/j.actamat.2015.07.011
- Voorhees PW. Alloys: scandium overtakes zirconium. Nat Mater. 2006;5(6):435–436. doi:10.1038/nmat1663
- Clouet E, Lae L, Epicier T, et al. Complex precipitation pathways in multicomponent alloys. Nat Mater. 2006;5(6):482–488. doi:10.1038/nmat1652
- Yang X, Wang Y, Zhang W, et al. Laser powder bed fusion fabricated Cu-1.8Cr-1.0Nb-2.0Fe alloy with in-situ precipitation strengthening. Mater Sci Eng A. 2023;878:145222. doi:10.1016/j.msea.2023.145222
- Wu S, Soreide HS, Chen B, et al. Freezing solute atoms in nanograined aluminum alloys via high-density vacancies. Nat Commun. 2022;13(1):3495. doi:10.1038/s41467-022-31222-6
- Yao K, Liu L, Ren J, et al. High-entropy intermetallic compound with ultra-high strength and thermal stability. Scripta Mater. 2021;194:113674.
- Mikhaylovskaya AV, Ryazantseva MA, Portnoy VK. Effect of eutectic particles on the grain size control and the superplasticity of aluminium alloys. Mater Sci Eng A. 2011;528(24):7306–7309. doi:10.1016/j.msea.2011.06.042
- Mikhaylovskaya AV, Kotov AD, Pozdniakov AV, et al. A high-strength aluminium-based alloy with advanced superplasticity. J Alloys Compd. 2014;599:139–144. doi:10.1016/j.jallcom.2014.02.061